
Page 17 - Vol.45
P. 17
6
的整體績效指標可視化,除了有效量化便於管理所有設備可靠 a, b=邊長;t=板厚;E=從彈摸數(鋼時為2.1x10 kg/
2
度,相同可有效提高人員工作效率與品質。 cm );g=自由落下的加速度=980cm/s;ν=波導比(鋼時為
本文闡明了結構振動品質的優劣對於轉動元件而言是 0.3);γ=板的比重(鋼時為7.85x10 kg/cm )。
3
-3
不可或缺的重要指標,產生原因大致可區別為:動平衡破壞 若是鋼時,則式1可簡化為:
(40%)、角偏差錯位(30%)、共振頻率(20%)、其他(10%)。本
廠區建廠時排風機均由國外整台輸入,在外國設計的風機因
為是由電腦模擬計算製作,常常會忽略現場安裝及使用上的 另一方面,由於動葉輪轉動所產生的頻率f可由式2求得:
一些問題,包含風機安裝,管路及排放氣體種類問題,會使
得結構支撐因為結晶物生成造成風機結構的振動及共振現
象。然而結晶物的生成,主要可分為三種原因:①酸、鹼洗 其中,f=基本頻率(c/s);N=動葉輪的轉速(rpm);Z=葉輪
滌塔為處理排氣中所含之酸性或鹼性廢氣,使其排放時能符 枚數。
合環保法規之去除效率或排放量,需在洗滌塔循環水中加入 此外,設計規範將控制到fa>1.2f才行。
酸(鹼排常用為H 2 SO 4 )或鹼(酸排常用為NaOH),與廢氣中酸
性或鹼性廢氣在洗滌塔PACKING層進行酸鹼中和作用(依靠 3. 研究方法
氣體分子與循環水碰撞而溶解於循環水中);②酸鹼中和後
3.1 研究動機與目的
會產生鹽類,一般來說鹽類溶解度較差(溶解度K值較小),導
致會有結晶物累積在洗滌塔中:HCl+NaOH→NaCl+H 2 O; 在過去的經驗中,即使風機葉輪在清洗及動平衡處理完
2NH 3 +H 2 SO 4 →(NH 4 )2SO 4 ;③因鹽類累積導致循環水中鹽類 畢後,馬達的軸承振動都會超過風機葉輪軸承之振動,並且超
濃度增高,亦會降低鹽類繼續溶解在循環水中之K值。於文中 過現在ISO10816-3定義之振動警戒值(4.5mm/sec, RMS)。如果
將論述結構振動造成動態疲勞問題的概念和定義,並分析其特 是在風機葉輪有結晶物累積造成動平衡不良之狀況下,則馬達
點及補強結構前後的顯著差異。 之振動會更加明顯,如果不及時處理,則會加速馬達軸承及結
[03]
隨著科技不斷演進,數位轉型絕對是勢在必行的趨勢, 構強度之劣化 。因為風機是經由馬達及皮帶傳動減速再帶動
作為引領全球半導體製造業的龍頭,若發生危及安全的大型事 葉輪轉動,因此風機轉速與馬達轉速不相同,這提供我們可以
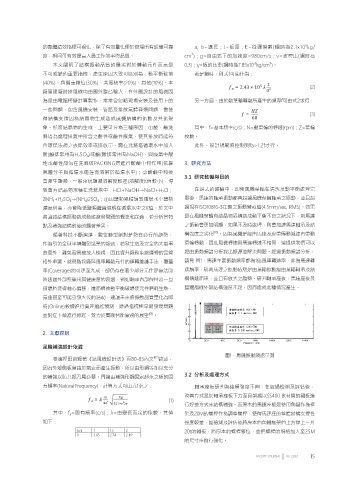
故意外,難免容易被放大檢視,因此提升廠務系統運轉的品質 經由振動頻譜分析找出振源並解決問題。經過振動頻譜分析,
格外重要。就現階段廠區風車轉動元件的運轉維護手法,覆蓋 請見 圖1,馬達主要振動頻率都為1倍風車轉速率,非為馬達轉
率(Coverage)約可達至九成,卻仍存在著少部分元件是無法即 速頻率,研判馬達之振動依然是由葉輪振動經由葉輪軸承及結
時透過外部察覺出其健康度的衰退,例如軸承內部保持器一旦 構傳遞而來,並且有放大之趨勢。研判軸承座板,馬達座板及
損壞將使得軸心偏移,進而導致動平衡破壞使元件磨耗生熱, 整體風機外殼結構強度不足,因而造成此種情況產生。
嚴重甚至可能引發火災的浩劫,建議未來將振動品質量化為即
時(Online)數據進行資產維護預測,透過指標極早期發現問題
[01]
並對症下藥進行維護,致力於實踐智能廠務的展望 。
2. 文獻探討
風機補強設計依據
圖1、馬達振動頻譜量測
[02]
根據押田良輝著《送風機設計法》頁80-83內文 敘述,
因為外殼側板會由於氣流而產生振動,所以由形鋼等加以充分
的補強以防共振乃屬必要。周邊由補強形鋼固定起來之板的固 3.2 分析及處理方式
有頻率(Natural Frequency),計算方式可由式1求之: 軸承座板研判為結構強度不夠,在經過檢測及評估後,
改善方式是於軸承座板下方至骨架處以SS400 8t材質的鐵板進
行焊接方式來結構補強。而原本的馬達座板是使用角鐵作為框
其中,f a =固有頻率(c/s);λ=由變長而定的係數,其值 架及20M的螺桿作為調整螺桿,使得馬達座的整體結構支撐性
如下: 強度較差,經檢測及評估後將原本的角鐵框架的上方焊上一片
b/a 1 1.5 2 20t的鐵板,將原本的螺桿移位,並把螺桿的規格加大至25M
λ 3.65 2.74 2.49
的尺寸來進行強化。
FACILITY JOURNAL 03 2022 15