
Page 88 - 52
P. 88
TSMC/ Facility Published
結果與分析
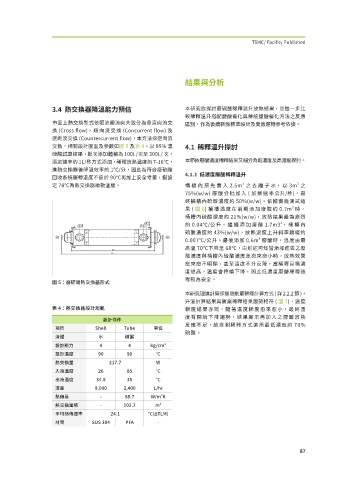
3.4 熱交換器降溫能力預估 本研究欲探討廢硫酸稀釋溫升放熱結果,並進一步比
較稀釋溫升搭配鹽酸催化與傳統鹽酸催化方法之反應
市面上熱交換型式依照流體流向大致分為垂直向流交 區別,作為後續新廠標準設計及實廠運轉參考依據。
換 (Cross flow)、順向流交換 (Concurrent flow) 及
逆向流交換 (Countercurrent flow),本方法採逆向流
交換,相關設計圖面及參數如圖5 及表4。以 95% 濃 4.1 稀釋溫升探討
硫酸試算結果,批次添加體積為 100L/次至 300L/ 次,
添加速率約 1L/秒方式添加,稀釋放熱溫度約 7-16℃, 本節依廢酸濃度稀釋結果又細分為低濃度及高濃度探討。
進熱交換器後降溫效率約 1℃/分,因此為符合廢硫酸
4.1.1 低濃度廢酸稀釋溫升
回收系統運轉溫度不高於 90℃再加上安全考量,擬設
3
3
定 78℃為熱交換器啟動溫度。 桶槽內預先置入 2.5m 之去離子水,以 3m 之
75%(w/w) 廢 酸 分 批 加 入 ( 加 藥 速 率 公升/秒), 最
終桶槽內硫酸濃度約 50%(w/w)。依據實廠測試結
3
果( 圖6) 桶槽溫度在前期添加廢酸約 0.7m 時,
桶槽內硫酸濃度約 21%(w/w),放熱結果最為劇烈
3
約 0.04℃/公 升。 繼 續 添 加 廢 酸 1.7m3 ,桶槽內
硫酸濃度約 43%(w/w),放熱溫度上升斜率趨緩約
3
0.007℃/公升。最後添加 0.6m 廢酸時,溫度由最
高溫 70℃下降至 68℃,由前述可知當添加進去之廢
酸濃度與桶槽內硫酸濃度差愈來愈小時,放熱效果
愈來愈不明顯,甚至溫度不升反降,當稀釋目標濃
度提高,溫度會持續下降,因此低濃度廢酸稀釋過
程較為安全。
圖 5:廢硫酸熱交換器形式
本研究理論計算採無限制量稀釋計算方式(詳2.2.2節),
升溫計算結果與實廠稀釋結果趨勢相符 ( 圖7),溫度
表 4:熱交換器設計規範 梯度結果亦同,隨著濃度梯度愈來愈小,最終溫
度有開始下降趨勢,結果顯示再加入之廢酸放熱
設計條件
反應不足,故推測稀釋方式適用最低濃度約 70%
項目 Shell Tube 單位
硫酸。
-
流體 水 硫酸
2
設計壓力 4 4 kg/cm
設計溫度 90 90 ℃
熱交換量 217.7 W
入液溫度 26 85 ℃
出液溫度 34.5 35 ℃
流量 9,000 2,400 L/hr
2
熱傳量 - 88.7 W/m K
2
熱交換面積 - 102.2 m
平均熱傳速率 24.1 ℃(ΔTLM)
材質 SUS 304 PFA -
��