
Page 91 - 52
P. 91
VOL.52 廠務季刊 高濃廢硫酸再利用創新改良_廢硫酸稀釋法實務應用
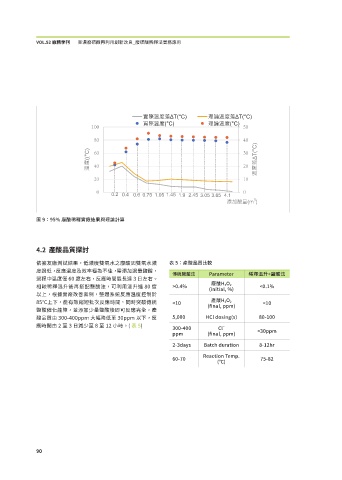
圖 9:95% 廢酸稀釋實廠結果與理論計算
4.2 產酸品質探討
依據友廠測試結果,低濃度雙氧水之廢酸因雙氧水濃 表 5:產酸品質比較
度過低,反應溫度及效率極為不佳,需添加過量鹽酸,
傳統鹽酸法 Parameter 稀釋溫升+鹽酸法
過程中溫度僅 60 度左右,反應時間最長達 3 日左右。
廢酸H 2 O 2
相較稀釋溫升後再搭配鹽酸法,可利用溫升達 80 度 >0.4% <0.1%
(initial, %)
以上,根據實廠改善案例,整體系統反應溫度控制於
產酸H 2 O 2
85℃上下,能有效縮短批次反應時間,同時突破傳統 <10 <10
(final, ppm)
鹽酸催化能障,並添加少量鹽酸後即可反應完全,產
酸品質由 300-400ppm 大幅降低至 30ppm 以下,反 5,000 HCl dosing(s) 80-100
應時間由 2 至 3 日減少至 8 至 12 小時。( 表5) −
300-400 Cl
<30ppm
ppm (final, ppm)
2-3days Batch duration 8-12hr
Reaction Temp.
60-70 75-82
(℃)
��