
Page 62 - Vol.44
P. 62
Tech
Notes
技術專文
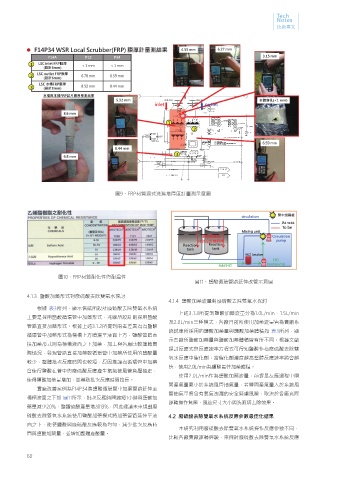
圖9、FRP材質濕式洗滌塔厚度計量測示意圖
圖10、FRP材質耐化性與耐溫性
圖11、鹽酸循環管路延伸改管示意圖
4.1.3 鹽酸加藥形式對廢硫酸去除雙氧水探討
4.1.4 鹽酸加藥流量對廢硫酸去除雙氧水探討
根據 表3所列,顯示信紘所設計廢硫酸去除雙氧水系統
上述3.1.3所提到鹽酸加藥流量分為1.0L/min、1.5L/min
主要是採用鹽酸循環管中加藥形式,兆聯所設計則採用鹽酸
及2.0L/min三種模式,各廠目前所使用加藥流量皆為實廠系
管路直接加藥形式。根據上述3.1.2所提到兩者差異為為鹽酸
統試車所採用的鹽酸加藥量與鹽酸加藥體積如 表3所列,顯
循環管中加藥形式為桶槽上方噴灑至液面上方,鹽酸管路直
示各廠所鹽酸加藥量與鹽酸加藥體積皆有所不同。根據文獻
接加藥形式則為桶槽液面之下加藥,加上與各廠比較運轉實
探討反應式與反應速率方程式可得知鹽酸作為廢硫酸去除雙
際情況,發現管路直接加藥較循環管中加藥所使用的鹽酸量
氧水反應中催化劑,當催化劑濃度越高整體反應速率將會越
較少,整體批次反應時間也較短,原因推論為循環管中加藥
快,使用2.0L/min為鹽酸最佳加藥體積。
會使得鹽酸在管中與廢硫酸反應產生氯氣被風管負壓抽走,
使用2.0L/min作為鹽酸加藥流量,前提是反應過程中瞬
使得鹽酸加藥量增加,並導致批次反應時間拉長。
間產氣量要小於系統風管抽氣量,若瞬間產氣量大於系統風
實廠改善案例為F14P34將鹽酸循環管中加藥管路延伸至
管抽氣量將會有氯氣洩漏的安全疑慮風險,取決於各廠實際
桶槽液面之下如 圖11所示,批次反應時間縮短1小時與鹽酸加
運轉操作負壓、風管尺寸大小與洗滌塔去除效果。
藥量減少20%,整體硫酸產量增加13%,因此建議未來規劃廢
硫酸去除雙氧水系統使用鹽酸加藥模式將加藥管路延伸至液 4.2 廢硫酸去除雙氧水系統反應參數最佳化結果
面之下,能使鹽酸與廢硫酸反應較為均勻,減少批次反應時
本研究利用廢硫酸去除雙氧水系統操作反應參數不同,
間與鹽酸加藥量,並增加整體產酸量。
比較各廠實廠運轉經驗,來探討廢硫酸去除雙氧水系統反應
60