
Page 212 - 52
P. 212
TSMC/ Facility Published
結果與分析
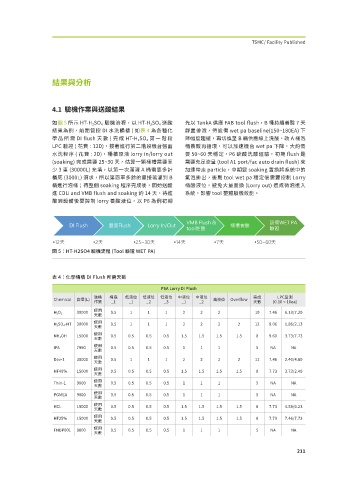
4.1 驗機作業與送酸結果
如圖5 所示 HT-H 2 SO 4 驗機流程,以 HT-H 2 SO 4 送酸 先以 TankA 供應 FAB tool flush,B 桶持續養酸 7 天
結果為例,前期管控 DI 水洗桶槽 ( 如表4 為各種化 靜置排泡,待設備 wet pa baseline(150~180EA) 下
學 品 所 需 DI flush 天 數 ) 完 成 HT-H 2 SO 4 第一階段 降幅度趨緩,再切換至 B 桶供應線上洗酸,改 A 桶泡
LPC 驗證 ( 花費 : 12D),接著進行第二階段機台盤面 桶養酸再循環,可以加速機台 wet pa 下降,大約需
水洗程序 ( 花費 : 2D),桶槽原液 lorry in/lorry out 要 50~60 天穩定,P6 硫酸洗酸經驗,初期 flush 是
(soaking) 完成需要 25~30 天,估算一顆桶槽需要至 需要充足流量 (tool A1 port/fac auto drain flush) 來
少 3 車 (30000L) 充填,以第一次滿灌 A 桶需要多計 加速帶走 particle,中期要 soaking 置換將系統中的
桶底 (3000L) 須求,所以第四車多餘的量接著灌到 B 氣泡排出,後期 tool wet pa 穩定後需要控制 Lorry
桶進行泡桶;待整個 soaking 程序完成後,開始送酸 桶酸液位,避免大量置換 (Lorry out) 造成微泡進入
進 CDU and VMB flush and soaking 約 14 天,待進 系統,影響 tool 整體驗機效能。
酸到設備後要控制 lorry 養酸液位,以 P6 為例初期
圖 5:HT-H2SO4 驗機流程 (Tool 驗證 WET PA)
表 4:化學桶槽 DI Flush 所需天數
P6A Lorry DI Flush
洗桶 桶底 低液位 低液位 低液位 中液位 中液位 完成 LPC量測
Chemical 容量(L) 高液位 Overflow
作業 _1 _1 _2 _3 _1 _2 天數 (0.10 < 10ea)
使用
30000 0.5 1 1 1 2 2 2 10 7.46 6.13/7.20
H 2 O 2
天數
使用
H 2 SO 4 -HT 30000 0.5 1 1 1 2 2 2 2 12 9.06 1.86/2.13
天數
使用
NH 4 OH 15000 0.5 0.5 0.5 0.5 1.5 1.5 1.5 1.5 8 9.60 3.73/7.73
天數
使用
IPA 7990 0.5 0.5 0.5 0.5 1 1 1 5 NA NA
天數
使用
Dev-1 30000 0.5 1 1 1 2 2 2 2 12 7.46 2.40/4.80
天數
使用
HF49% 15000 0.5 0.5 0.5 0.5 1.5 1.5 1.5 1.5 8 7.73 3.73/2.40
天數
使用
Thin-1 9800 0.5 0.5 0.5 0.5 1 1 1 5 NA NA
天數
使用
PGMEA 9800 0.5 0.5 0.5 0.5 1 1 1 5 NA NA
天數
使用
HCL 15000 0.5 0.5 0.5 0.5 1.5 1.5 1.5 1.5 8 7.73 4.58/6.23
天數
使用
HF25% 15000 0.5 0.5 0.5 0.5 1.5 1.5 1.5 1.5 8 7.73 7.46/7.73
天數
使用
FNDP001 9800 0.5 0.5 0.5 0.5 1 1 1 5 NA NA
天數
���