
Page 79 - Vol.28
P. 79
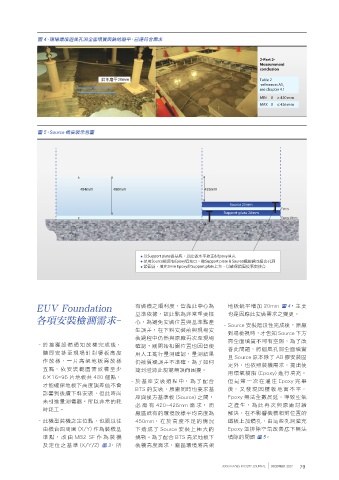
圖 4、現場環境迴風孔洞全面填實與銑地磨平,已達符合需求
2-Part 2-
Measurement
conclusion
銑地磨平20mm Table 2
-reference: A1,
see chapter 4.1
MIN 0 ≥ 420 mm
MAX 0 ≤ 426 mm
圖 5、Source 板安裝示意圖
484mm 480mm 425mm
Source 25mm
Epoxy
Support plate 20mm
Epoxy 20mm
以Support plate做基底,以此做水平校正& Epoxy填充
使用Source板原有Epoxy填充口,做Support plate & Source螺絲鎖固組合孔洞
鎖固前,填充2mm Epoxy於Support plate上方,以確保鎖固後緊密接合
EUV Foundation 有裝機之順利度,皆靠此中心為 地板銑平增加 20mm 圖4 ,主要
基準依據,故此點為非常重要核 也是因應此安裝需求之變更。
各項安裝檢測需求 心,為避免安裝位置與基準點產
– Source 安裝階段性完成後,原廠
生誤差,在下料安裝前與現場安
到場檢視時,才告知 Source 下方
裝過程中仍然與原廠再次至現場
需全面填實不可有空隙,為了改
– 於接獲設備通知放樣完成後, 確認,剛開始相關位置也因皆使
善此問題,將迴風孔洞全面填實
隨即安排至現場針對樓板高度 用人工進行量測確認,量測結果
且 Source 原本除了 AB 膠安裝固
作放樣,一片高架地板需放樣 仍被質疑誤差不準確,為了如何
定外,也依照裝機需求,提出使
五點,依安裝範圍需放樣至少 達到澄清此規範無誤而困擾。
用環氧樹脂 (Epoxy) 進行填充。
6×16=96 片地板共 480 個點,
– 於基座安裝過程中,為了配合 但 是第一 次在 灌注 Epoxy 完 畢
才能確保地板下高度誤差值不會
BTS 的安裝,原廠同時也要求基 後,又發現因樓板地面不平,
影響到後續下料安裝,但此時尚
座與後方基準板 (Source) 之間, Epoxy 無法全數展延,導致空氣
未引進量測儀器,所以非常的耗
必 需 有 420~426mm 需 求, 而 之產生,為此再次與原廠討論
時耗工。
廠區既有的環境放樣平均高度為 解決,在不影響裝機相對位置的
– 此機型裝機之定位點,也跟以往 450mm,在於高度不足的情況 鐵板上加鑽孔,由這些孔洞灌充
由機台四周圍 (X/Y) 作為裝機基 下造成了 Source 安裝上極大的 Epoxy 並排除空氣改善底下無法
準 點, 改 由 MB2 SF 作 為裝 機 挑戰。為了配合 BTS 高架地板下 填隙的問題 圖 5。
及定位之基準 (X/Y/Z) 圖3 ,所 裝機高度需求,廠區環境將高架
300mm FABS FACILITY JOURNAL DECEMBER 2017 79