
Page 80 - Vol.28
P. 80
Tech
Notes
技術專文
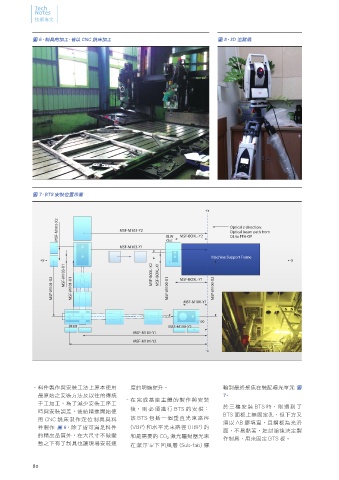
圖 6、制具的加工,皆以 CNC 銑床加工 圖8、3D 追蹤儀
圖 7、BTS 安裝位置示意
+x
MSF-M103-X2 MSF-M103-Y2 BLW MSF-BOXL-Y2 Optical z-direction:
Optical beam path from
DL to FFA-OP
MSF-M103-Y1 Out
Machine Support Frame
+y -y
MSF-M103-X1 MSF-BOXL-X2 MSF-BOXL-X1 MSF-BOXL-Y1
MSF-M101-X2 MSF-M101-X1 MSF-M100-X1 MSF-M100-X2
MSF-M100-Y1
M100
M101 MSF-M100-Y2
MSF-M101-Y1
MSF-M101-Y2
-x
– 料件製作與安裝工法上原本使用 度的明顯提升。 輸到最終聚焦在裝配曝光單元 圖
最原始之安裝方法及以往的傳統 7 。
– 在完成基座主體的製作與安裝
手工加工,為了減少安裝工序工
後,則必須進行 BTS 的安裝: 於三樓安裝 BTS 時,則遇到了
時與安裝誤差,後續精進開始使 BTS 面板上無固定孔,但下方又
用 CNC 銑床製作定位制具與料 該 BTS 包括一個垂直光束路徑
須以 AB 膠填實,且鋼板為光滑
件製作 圖6,除了皆可滿足料件 (VBP) 和水平光束路徑 (HBP) 的
面,不易黏著,經討論後決定製
的精度品質外,在大尺寸不做變 和是需要的 CO 2 激光驅動器光束
作制具,用來固定 BTS 板。
動之下有了制具也讓現場安裝速 在潔淨室下回風層 (Sub-fab) 運
80