
Page 64 - Vol.30
P. 64
Tech
Notes
技術專文
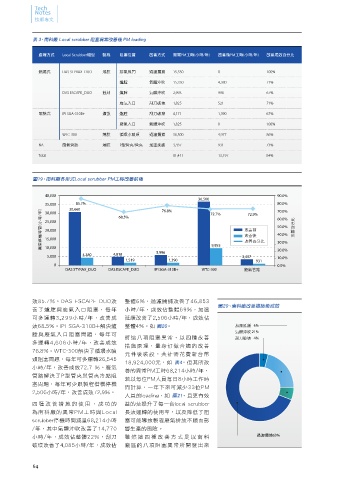
表 3、南科廠 Local scrubber 阻塞異常改善後 PM loading
處理方式 Local Scrubber機型 製程 阻塞位置 改善方式 異常PM工時(小時/年) 改善後PM工時(小時/年) 改善成效百分比
燃燒式 DAS STYRAX_DUO 薄膜 排氣風門 過濾攔捕 15,330 0 100%
爐膛 氣體沖吹 15,330 4,380 71%
DAS ESCAPE_DUO 蝕刻 爐膛 氣體沖吹 2,993 998 67%
廢氣入口 刮刀破壞 1,825 521 71%
電熱式 IPI SGA-310B+ 擴散 爐膛 刮刀破壞 4,171 1,390 67%
廢氣入口 氣體沖吹 1,825 0 100%
WTC-300 薄膜 循環水噴頭 過濾攔捕 36,500 4,977 86%
NA 廢氣管路 薄膜 P型管夾/管夾 加溫延緩 3,437 931 73%
Total 81,411 13,197 84%
圖19、南科廠各形式Local scrubber PM工時改善前後
40,000 90.0%
36,500
85.7%
35,000 30,660 76.8% 72.7% 72.9% 80.0%
異常停機時間(小時/年) 25,000 68.5% 改善前 60.0% 改善百分比
70.0%
30,000
50.0%
20,000
40.0%
改善後
15,000
30.0%
改善百分比
10,000
5,000 4,380 4,818 5,996 9,955 3,437 20.0%
10.0%
1,519 1,390 931
0 0.0%
DAS STYRAX_DUO DAS ESCAPE_DUO IPI SGA-310B+ WTC-300 廢氣管路
效85.7%。DAS ESCAPE DUO改 整體6%,過濾攔捕改善了46,853
圖20、南科廠改善措施後成效
善了爐膛與廢氣入口阻塞,每年 小時/年,成效佔整體69%,加溫
可多運轉3,299小時/年,改善成 延緩改善了2,506小時/年,成效佔
效68.5%。IPI SGA-310B+解決爐 整體4%。如 圖20。 加溫延緩 6%
氣體沖吹 21%
膛與廢氣入口阻塞問題,每年可
將這八項阻塞異常,以四種改善 刮刀破壞 4%
多運轉4,606小時/年,改善成效
措施原理,量身訂做合適的改善
76.8%。WTC-300解決了循環水噴
元件後裝設,共計需花費新台幣
頭阻塞問題,每年可多運轉26,545
18,924,000元,如 表4 ,但其所改
小時/年,改善成效72.7 %。廢氣
善的異常PM工時68,214小時/年,
管路解決了P型管夾與管夾冷點阻
若以每位PM人員每日8小時工作時
塞問題,每年可少跟製程借機停機
間計算,一年下來可減少33位PM
2,506小時/年,改善成效72.9%。
人員的loading,如 圖21 ,且更有效
四種改善措施的使用,成功的 益的是提升了每一台local scrubber
為南科廠的異常PM工時與Local 長效運轉的使用率,以及降低了阻
scrubber停機時間減量68,214小時 塞可能導致製程廢氣排放不順而影
/年,其中氣體沖吹改善了14,770 響生產的風險。
小時/年,成效佔整體22%,刮刀 雖然這四種改善方式是以南科 過濾攔捕69%
破壞改善了4,085小時/年,成效佔 廠區的八項阻塞異常所開發出來
64