
Page 65 - Vol.30
P. 65
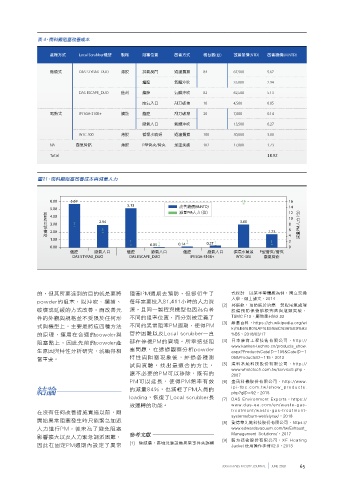
表 4、南科廠阻塞改善成本
處理方式 Local Scrubber機型 製程 阻塞位置 改善方式 機台數(台) 改善單價(NTD) 改善總價(M.NTD)
燃燒式 DAS STYRAX_DUO 薄膜 排氣風門 過濾攔捕 84 67,500 5.67
爐膛 氣體沖吹 35,000 2.94
DAS ESCAPE_DUO 蝕刻 爐膛 氣體沖吹 82 62,500 5.13
廢氣入口 刮刀破壞 10 4,500 0.05
電熱式 IPI SGA-310B+ 擴散 爐膛 刮刀破壞 20 7,000 0.14
廢氣入口 氣體沖吹 13,500 0.27
WTC-300 薄膜 循環水噴頭 過濾攔捕 100 30,000 3.00
NA 廢氣管路 薄膜 P型管夾/管夾 加溫延緩 102 17,000 1.73
Total 18.92
圖21、南科廠阻塞改善成本與減量人力
6.00 5.67 15 16
5.13
5.00 改善總價(M.NTD) 14
12
減量PM人力(位)
改善成本(NTD) 4.00 7 2.94 3.00 1.73 10 減量PM人力(位)
8
3.00
5
6
2.00
1.00 1 1 1 1 4 2
0.00 0.05 1 0.14 0.27 0
爐膛 廢氣入口 爐膛 廢氣入口 爐膛 廢氣入口 循環水噴頭 P型管夾/管夾
DAS STYRAX_DUO DAS ESCAPE_DUO IPI SGA-310B+ WTC-300 廢氣管路
的,但其所要達到的目的就是要將 阻塞PM週期去預防,但卻衍生了 式探討─以某半導體廠為例,國立交通
大學,碩士論文,2014
powder的阻塞,以沖吹、攔捕、 每年需要投入81,411小時的人力資
[2] 郭勝欽,預防勝於治療─製程尾氣處理
破壞或延緩的方式改善。而改善元 源。且同一製程與機型也因為有著 設備預防保養追根究底與瓶頸突破,
件的外觀與規格並不受限於任何形 不同的阻塞位置,而分別被定義了 TSMC F12,廠務季刊Vol.22
[3] 維基百科,https://zh.wikipedia.org/wi
式與機型上,主要是將這四種方法 不同的異常阻塞PM週期,使得PM ki/%E6%B0%AF%E5%8C%96%E9%93
的原理,運用在合適的powder與 管控困難以及Local scrubber一直 %B5,2018/03/17
阻塞點上。因此先前的powder產 都在停機PM的窘境。所幸這些阻 [4] 日本康肯工程技術有限公司,http://
www.kanken-techno.cn/products_show.
生原因與特性分析研究,就顯得相 塞問題,在透過觀察分析powder aspx?ProductsCateID=105&CateID=1
當重要。 特性與阻塞現象後,經過各種測 05&ProductsID=115,2012
試與實驗,找出最適合的方法, [5] 漢科系統科技股份有限公司,http://
www.wholetech.com.tw/service5.php,
讓不必要的PM可以移除,既有的 2007
PM可以延長,使得PM頻率有效 [6] 臺禹科機股份有限公司,http://www.
結論 的減量84%,也減輕了PM人員的 ipi-tbc.com.tw/show_products.
php?gID=92,2015
loading,恢復了Local scrubber長 [7] DAS Environment Experts,https://
效運轉的功能。 w w w.das-e e .com / e n/ w ast e -gas-
treatment/waste-gas-treatment-
在沒有任何改善措施實施以前,剛
systems/burn-wet/styrax/,2018
開始異常阻塞發生時只能緊急加派 [8] 愛德華先進科技股份有限公司,https://
人力進行PM,後來為了避免阻塞 www.edwardsvacuum.com/tw/Exhaust_
參考文獻 Management_Solutions/,2017
影響擴大以及人力緊急調派困難, [9] 輯方技術股份有限公司,XF Heating
因此在固定PM週期內設定了異常 [1] 陳威儒,區域洗滌設備異常事件失誤模 Jacket 使用操作手冊V2.0,2013
300mm FABS FACILITY JOURNAL JUNE 2018 65