
Page 69 - Vol.30
P. 69
參數,仰賴第三方公正單位「工
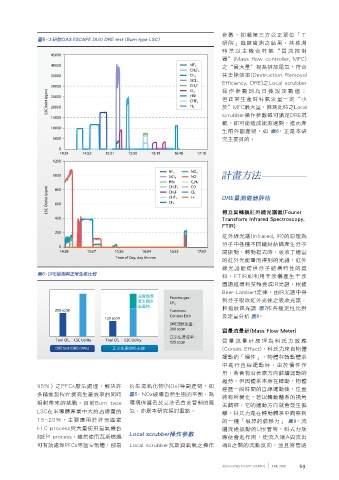
圖5、工研院DAS ESCAPE DUO DRE test(Burn type LSC)
研院」進廠實測之結果,其檢測
時常以主機台特氣“質流控制
45000
器”(Mass flow controller, MFC)
40000 NF 3 之“最大量”視為排放尾氣,符合
CH 2F 2
35000 CF 4 其去除效率(Destruction Removal
SiCl 4 Efficiency, DRE)之Local scrubber
30000 CH 3F 操作參數則為日後設定數值;
LSC Inlet (ppm) 25000 HBr 但正常生產時特氣流量一定“小
Cl 2
CHF 3
20000
於”MFC最大量,推測此時之Local
H 2
15000 scrubber操作參數雖可滿足DRE規
範,卻可能造成能源過剩,進而產
10000
生額外副產物,如 圖6,正是本研
5000 究主要目的。
0
14:24 14:52 15:21 15:50 16:19 16:48 17:16
1200
NF 3 NO 2
1000 NO 計畫方法
SiCl 4
HBr C 2H 4
CO
LSC Outlet (ppm) 600 CH 3F Cl 2 DRE量測儀器評估
CH 2F 2
800
H 2
CHF 3
CF 4
400 傅立葉轉換紅外線光譜儀(Fourier
Transform Infrared Spectroscopy,
FTIR)
200
紅外線光譜(Infrared, IR)的原理為
分子中各種不同鍵結結構產生分子
0
14:38 15:07 15:36 16:04 16:33 17:02 間振動,轉動模式時,吸收了適當
Time of Day, day hh:mm
的紅外光能量而得到的光譜,紅外
線光譜能提供分子結構特性的資
圖6、DRE檢測與正常生產比較
料,FTIR即利用干涉儀產生干涉
圖譜經傅利葉轉換成IR光譜,根據
Beer-Lambert定律,由IR光譜中得
浪費能源 Process gas :
產生額外 到分子吸收紅外光後之吸收光譜,
CF 4
副產物
200 sccm Function : 和指紋區光譜 圖7作各種定性比對
Contact Etch 及定量分析 圖8 。
125 sccm
DRE測試流量 :
200 sccm
質量流量計(Mass Flow Meter)
正常生產流量 :
LSC Utility LSC Utility
Tool CF 4 Tool CF 4 125 sccm 質量流量計原理為科氏力效應
DRE test (DRE>99%) 正常生產(DRE未測) (Coriolis Effect),科氏力來自物體
運動的「慣性」。物體在轉動體系
中進行直線運動時,由於慣性作
用,將會有沿著原方向繼續運動的
趨勢,但因體系本身在轉動,物體
95%)之PFCs廢氣處理,解決許 衍生氮氧化物(NOx)等副產物,如
經歷一段時間的直線運動後,位置
多精進製程在提高生產效率的同時 圖5,NOx破壞自然生態的平衡,為
將有所變化,若以轉動體系的視角
相對帶來的挑戰。目前Burn type 環境保護者及立法者首要管制的廢
去觀察,它的運動方向就會發生偏
LSC在半導體產業中大約占總量的 氣,亦是本研究探討重點。 離。科氏力是在轉動體系中觀察到
15~20%,主要應用於非無塵室 的一種「假想的偏移力」 圖9,流
ETC process與大量使用氫氣機台 體流過振動的U形管時,科式力效
Local scrubber操作參數
如EPI process。雖然使用瓦斯燃燒 應便會起作用,使流入端A與流出
可有效處理PFCs等溫室氣體,卻易 Local scrubber瓦斯與氧氣之操作 端B之間的流動反向,並且將管路
300mm FABS FACILITY JOURNAL JUNE 2018 69