
Page 48 - Vol.44
P. 48
Tech
Notes
技術專文
2. 文獻探討 表1、氣櫃供應系統新舊世代差異
2.1 Special Gas供應系統新舊世代比較
特殊氣體供應模式主要是藉由氣體鋼瓶本身與機台使用
端之壓力差,利用 高壓氣體會往低壓方向移動之特性,來達
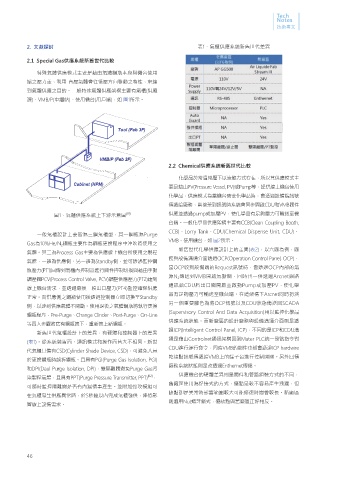
到氣體供應之目的。一般特殊氣體供應架構主要有氣櫃(供應
源)、VMB/P(中繼站)、使用機台(用戶端),如 圖1所示。
Tool (Fab 3F
Tool (Fab 3F))
Tool (Fab 3F
Tool (Fab 3F))
VMB/P (Fab 2F)
VMB/P (Fab 2F)
VMB/P (Fab 2F)
VMB/P (Fab 2F)
2.2 Chemical供應系統新舊世代比較
化學品於常溫常壓下以液態方式存在,所以其供應模式主
Cabinet (HPM))
Cabinet (HPM
Cabinet (HPM
Cabinet (HPM))
要是藉由PV(Pressure Vessel, PV)或Pump等,提供線上機台使用
化學品,供應模式為當機台需要化學品時,會透過設備端訊號
傳遞給廠務,當接受到訊號時系統會同步開啟CDU和VMB閥件
圖1、氣體供應系統上下游示意圖 [01] 供應並透過pump或加壓PV,使化學品有足夠壓力可輸送至機
台端。一般化學品供應架構主要有CCB(Clean Coupling Booth,
CCB)、Lorry Tank、CDU(Chemical Dispense Unit, CDU)、
一般氣櫃設計主要皆為三鋼氣櫃型,其一鋼瓶為Purge
VMB、使用機台,如 圖2所示。
Gas為10%He/N 2 鋼瓶主要作為鋼瓶更換程序中沖吹時使用之
新舊世代化學供應設計上的差異(表2),以六廠為例,廠
氣體。其二為Process Gas主要為供應線上機台所使用之製程
務與設備溝通介面透過OCP(Operation Control Panel, OCP),
氣體,一邊為供應側、另一邊為Standby側,並可透過監控鋼
當OCP收到設備端的Request訊號時,會透過OCP內部的氣
瓶壓力(PT1)回傳到氣櫃內控制器進行閥件控制切換與藉由手動
源N 2 傳送到VMB開啟氣動閥,同時也一併透過Arcnet網路
調壓閥PCV(Process Control Valve, PCV)調整供應壓力(PT2)達到
通訊給CDU將出口閥開啟並啟動Pump或加壓PV,使化學
線上機台需求,並透過最後一段出口壓力(PT4)監控確保供應
品有足夠壓力可輸送至機台端。在這架構下Arcnet同時扮演
正常。而供應側之鋼瓶使用後透過控制器立即切換至Standby
另一個重要腳色為將OCP訊號以及CDU狀態傳送回SCADA
側,以達到供應氣體不間斷。使用過後之氣體鋼瓶將執行更換
(Supervisory Control And Data Acquisition)用以監控化學品
鋼瓶程序,Pre-Purge、Change Clinder、Post-Purge、On-Line
供應系統狀態。而新廠區的設計廠務與設備溝通介面則是透
等四大步驟將舊有鋼瓶換下,重新換上新鋼瓶。
過ICP(Intelligent Control Panel, ICP),不同的是ICP和CDU溝
新舊世代氣櫃設計上的差異,有硬體和控制器上的差異
通是藉由Controlnet通訊架構回到Mater PLC統一發號指令對
(表1)。從系統裝置面、通訊模式和操作面皆大不相同。新世
CDU進行運行命令,同時VMB的閥件也都會透過ICP hardwire
代氣櫃具備有CSD(Cylinder Shade Device, CSD),可避免人員
乾接點訊號傳遞給VMB上的端子台進行控制開關。另外回傳
於更換鋼瓶時誤拆鋼瓶。且具有PGI(Purge Gas Isolation, PGI)
廠務系統狀態則是改透過Enthernet傳遞。
和DPI(Daul Purge Isolation, DPI),雙隔離閥避免Purge Gas污
[02]
染製程氣體,且具有PPT(Purge Pressure Transmitter, PPT) , 供應機台的硬體差異則是閥件和管路組裝方式的不同,
舊廠區使用為焊接式的方式,優點是較不容易產生洩漏,但
可隨時監控隔離閥是否有內漏情事產生。並附加強攻模組可
缺點卻是異常時影響範圍較大可能修復時間會較長。新廠區
在氣櫃發生供應異常時,於5秒鐘以內完成氣櫃強供,降低影
則選用Nut螺牙鎖式,優缺點與舊廠區正好相反。
響線上設備需求。
46