摘要
Fab 12B 年度維修報告及氣體 PCV 主閥維修經驗分享
Keywords / Annual power outage maintenance,low-voltage panel maintenance,Nan-Ya panel tin whisker risk improvement,Schneider ACB Mitop coil removal,Sheng-Ying transformer copper bar potential corrosion,GN2 PCV valve abnormality,improvement of chronic diseases and air pollution,system upgrade and enhancement.


同年度廠務電力系統於 APM 期間發現的異常共 70 項,除納管項目:南亞電盤風險錫鬚改善、施耐德跳脫線圈 Mitop 移除作業外,另有發現:低壓盤銅排夾具螺絲鬆脫、卡榫龜裂及 Spacer 未定位、ACB 異常跳脫與操作機構斷裂等,以上均於歲修期間全數完成改善,綜合上述異常項目,藉由歲修停電保養皆能大幅降低工廠無預警停電之風險。機械系統配合歲修期間進行宿疾改善如:VEX/SEX Exhaust 管路腐蝕及阻塞改善、針對空汙改善如:藉酸槽機台改管至 VEX 進行分流以達成 AEX IPA 排放減量;水處理及氣化系統執行 UPW 管路滲漏水、酸鹼桶槽結晶清除等宿疾改善及系統性升級改善作業,比照新廠修正控制盤 Power Fuse 容量更換、GAS PCM 供應架構修正提升系統穩定度、GN2 PCV 閥件異常更換改善宿疾避免異常擴大影響全廠區 N2 供應、程控升級強化系統防禦等,各廠務系統藉大規模停電歲修完成平時無法借機改善之宿疾或系統升級,讓運轉廠區能夠大幅提升系統可靠度及強化穩定。
F12P6/7 (F12B) respectively performed large-scale (100% of power outage) and medium-scale APM (44% of power outage) in Y2023. A total of 30.5 sets of low-voltage array power outage maintenance were performed. ACB maintenance and corresponding relay maintenance tests were 709 units in total. In addition, F12P6 completed 79% of 1A2B power dispersion improvement in Facility systems, and F12P7 completed the replacement of 13 (a grand total of 38/52) Sheng-Ying low-voltage cast resin transformers due to the electric potential corrosion of N-phase copper bar aluminum/copper contact strips. F12B completed 127 planned tasks and risk improvement projects in the APM, 2023. Senior engineers were appointed as substation leaders for APM on-site progress and quality management in F12P7 APM, and IE section managers were appointed as district directors to assist each district substation leader. During the F12P6 APM period, the tool optimization for quality control and prior quality management certification mechanism conducted by engineers were fully introduced and implemented. The certification mechanism has achieved remarkable results in annual repairs, and we also achieved 100% of completion rate of each system project, zero MOs in systems switching, and sufficient supply from tools.
In 2023, 70 abnormal items were detected in the Facility power system during the APM. In addition to the managed projects, such as risky tin whiskers in Nan-Ya electric panel and the Mitop removal of Schneider trip coil, we also found that the loose screws of the copper bar clamp of the low-voltage panel, cracked tenon, non-positioned Spacer, abnormal ACB tripping, and operating mechanism breakage, etc. All of the above were improved during the annual maintenance period. These improved items would significantly reduce the risk of fab power outages without warning through annual power outage repair and maintenance. The Mechanical system defects were also improved, such as improving the corrosion and blockage of the VEX/SEX Exhaust pipeline. They also improved the air pollution issues, such as using the acid tank tools to divert the pipe to VEX to achieve AEX IPA emission reduction. On the other hand, the Water system and Gas and Chemical system also improved the problems, such as water leakage in UPW pipelines, removal of crystallization in acid- based tanks, and system upgrades and improvements. The capacity replacement of corrected control panel power fuse was based on the new fab. The corrected supply structure of GAS PCM enhanced system stability, and the replacement of abnormal GN2 PCV valves avoided the impact on the N2 supply of the entire fab. The programming control for strengthening system defense was also upgraded and enhanced. Overall, each Facility system resolved issues or upgraded systems during large-scale outages and maintenance. System reliability and stability of fab operation will be significantly improved and enhanced.
1. 前言
F12B 於 Y2023 共計執行兩次年度歲修,F12P7 於 2 月至 3 月期間完成中型加小型 APM 作業,F12P6 於 5 月完成三年一輪大 APM,主要重點工項包含全廠區低壓盤中、高風險錫鬚改善、低壓盤 ACB 保養暨跳脫線圈 Mitop 完整移除及盛英模鑄式變壓器 N 相銅排電位腐蝕四年計畫汰換案,共計完成 30.5 套低壓站保養。F12B 廠區包含 3 個營運組織單位的機台 (F12A/F12B) 及 RD 研發單位,歲修規劃時須同時兼顧三方面 ( 或以上 ) 的產能排程與需求,透過與廠區的溝通討論,預先規劃救援迴路藉以維持歲修過程中無塵室的環境穩定及降低對機台的影響。
2. 歲修計畫
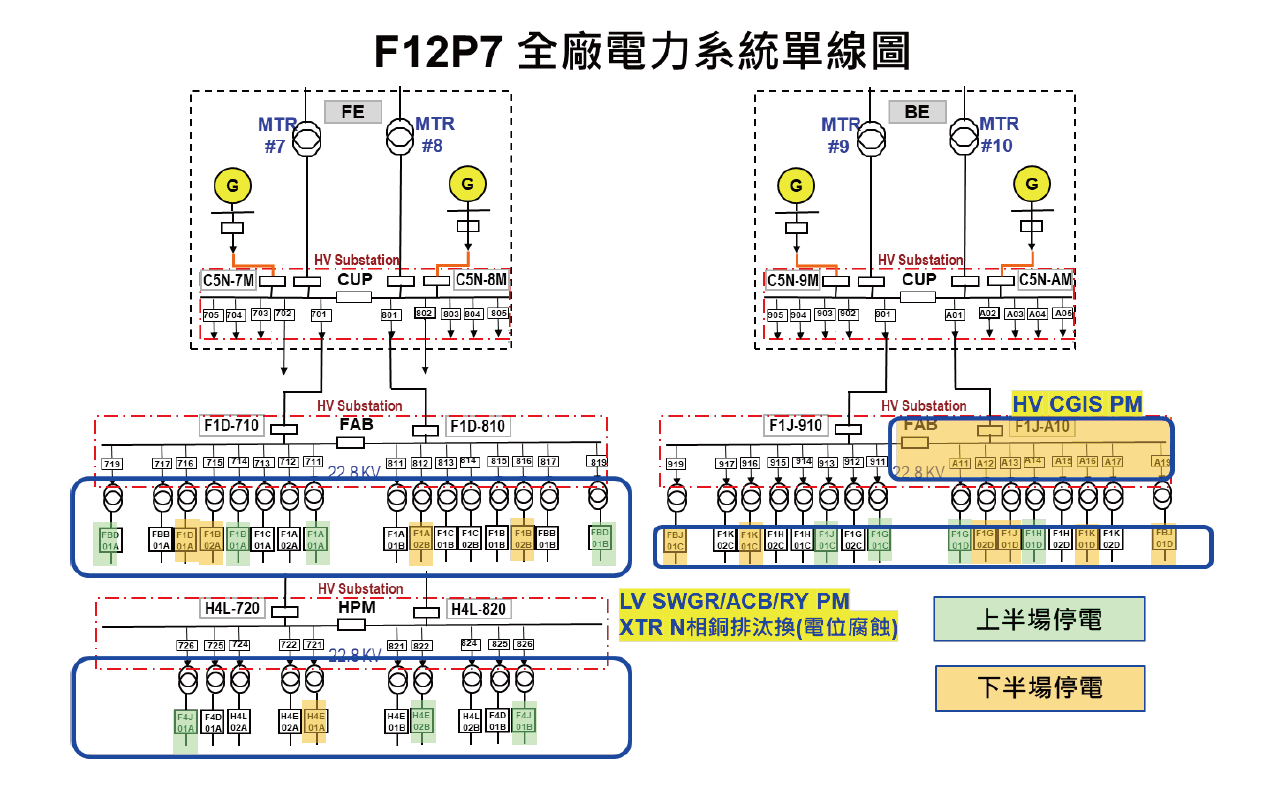
本次F12B 共30.5 套低壓列盤分上、下半場進行停電保養,相關電力切換及施工範圍如圖1,APM 期間供應全廠機台 U 電 30% 維持 idle 停止生產,其餘機台停電停機,並維持無塵室環境 in spec。延續 F12 前一廠區 F12P45 對工廠的承諾,為確保機台於 APM 前中後時段皆供電無虞,所有電力切換均由公告時間開始作業,idle 機台電力於 APM期間 UPS 正常供應。
圖1:F12P7 APM 電力切換及施工範圍說明
F12P6 執行三年一輪大 APM 規劃,配合 RD FAB 產能需求將歲修時程提前 4 個月由原定 M309 改期至 M305,克服歲修準備時程縮減及工廠端三方協調,完成全廠區U 電 30% idle 不停電機台共 776 台方向執行歲修規劃準備。本次 APM 進行 19 套低壓站停電保養,於公告回線時間 5/24 02:00 提早 2 hrs 於 5/23 24:00 完成所有保養並恢復各系統供電,於停電 19 小時期間,將全廠低壓列盤分為上半場 10 套及下半場 9 套,二階段完成所有低壓列盤之保養。
F12P7 配合工廠時程安排南亞電盤中、高風險錫鬚改善暨電盤停電歲修保養,於 M302 完成中 APM 及 M303 完成小 APM 保養範疇,進行 23 套半邊低壓盤停電保養,保留相應電盤約 30% idle 不停電機台共 287 台。APM 停電作業時間為 06:00~22:00 共計 16 小時,同分為上、下半場分場進行電力轉場切換及電盤保養。
過去一年各廠區積極進行高風險南亞低壓盤錫鬚改善作業,但經複檢後仍發現未清除乾淨的錫鬚殘留,經原因檢討發現在廠商清潔工具、手法及 QC 檢查存在缺失,APM團隊重新制定『強化版廠商清潔工具與手法SOP』,並由 F12P6 APM 首次導入執行。
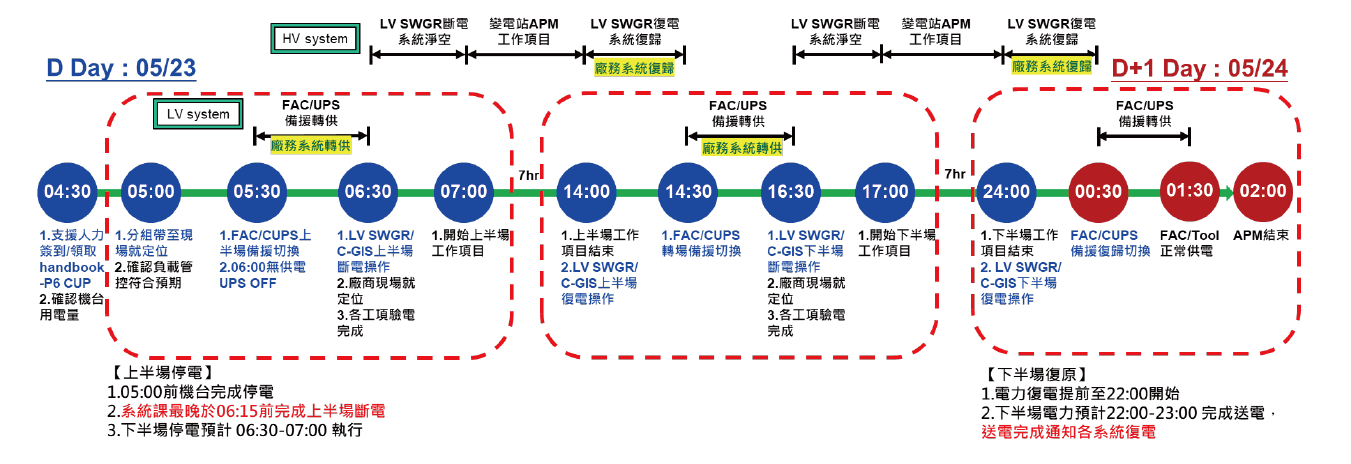
F12P6 面對歲修前 2 週規劃變更及保養時程增加,需要更精準地規劃電力切換及廠務系統間供應轉換時程,以滿足目標時間內完成保養作業,整體排程規劃參考時序圖 ( 如圖2),將廠務切換時程細分前、中、後場,並將各系統間最大切換量能盤點完整,且考量各廠務系統需求進行資源的分配與調度,例如 PCW 切換數量多、UPW 回線品質量測時間等,故在低壓盤保養熟手調度及復電優先安排,可以讓廠務系統及早進行回線準備的時間,此亦是關鍵要因,以 F12P6 APM 提早 2 小時交回工廠得知上述規劃方向有其參考性。
圖2:F12P6 大 APM 主要項目時序圖
2.1 人員組織架構圖
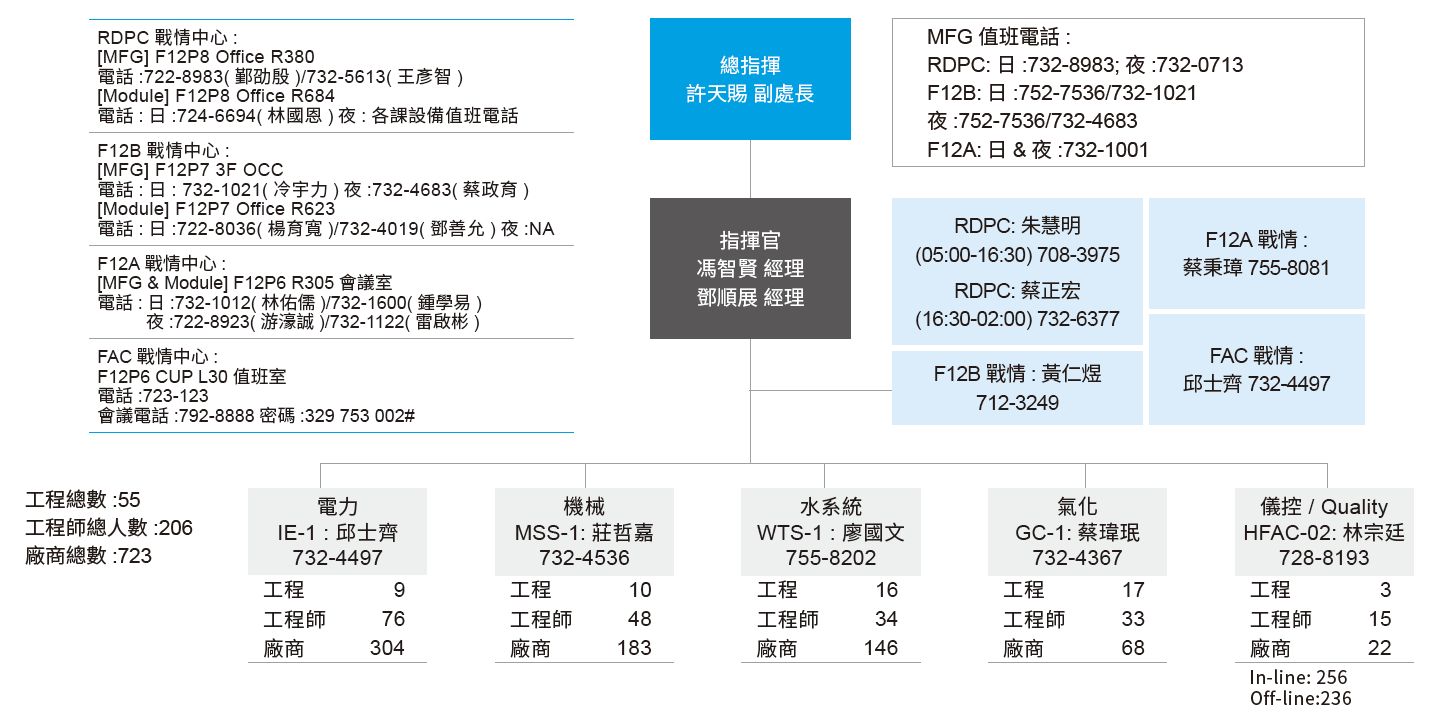
APM 戰情組織包含總指揮、指揮官、設備戰情、廠務戰情及各系統課 ( 如圖3),資訊傳遞流程為廠務戰情蒐集各系統課進度,再由設備戰情聯絡官提供所需資訊給工廠,資訊傳遞皆採 Teams 文字會議方式,可即時有效溝通。
圖3:F12P6 APM 戰情組織表
F12B APM 電力切換規劃延續 F12P45 作法,聯合竹科電力各課人員執行全廠電力切換操作,由當 site 人員作為組長授權現場組員執行各程序切換,各組採 Teams 語音會議相互通報,電力切換規劃考量『單純化』及『責任介面區分』,將電力切換人員分為 HV/LV 切換組、CUPS 切換組、 FAC 切換、HK 切換,其中 P6 將 FAC 與 HK 組別增列至 2 組 ( 如圖4、圖5),主要經前次 F12P45 APM Lesson Learnt 進行改善有 2 點 :(1) FAC 切換因應 P45 Lessen Learnt (Teams 上、下游溝通錯誤造成掉載 ),F12P6 本次改為由中控室下達並聯開關投入及啟斷指示,以避免現場無法控管的狀況,為加速中控指令確認及發佈採 2 組分頭執行;(2) Hookup 切換安排 14 組工程師聯合現場廠商進行機台 AC Box 全面管制,確保能夠有效管理 UPS 電力供應。
圖4:F12P6 APM 電力切換人員組織表
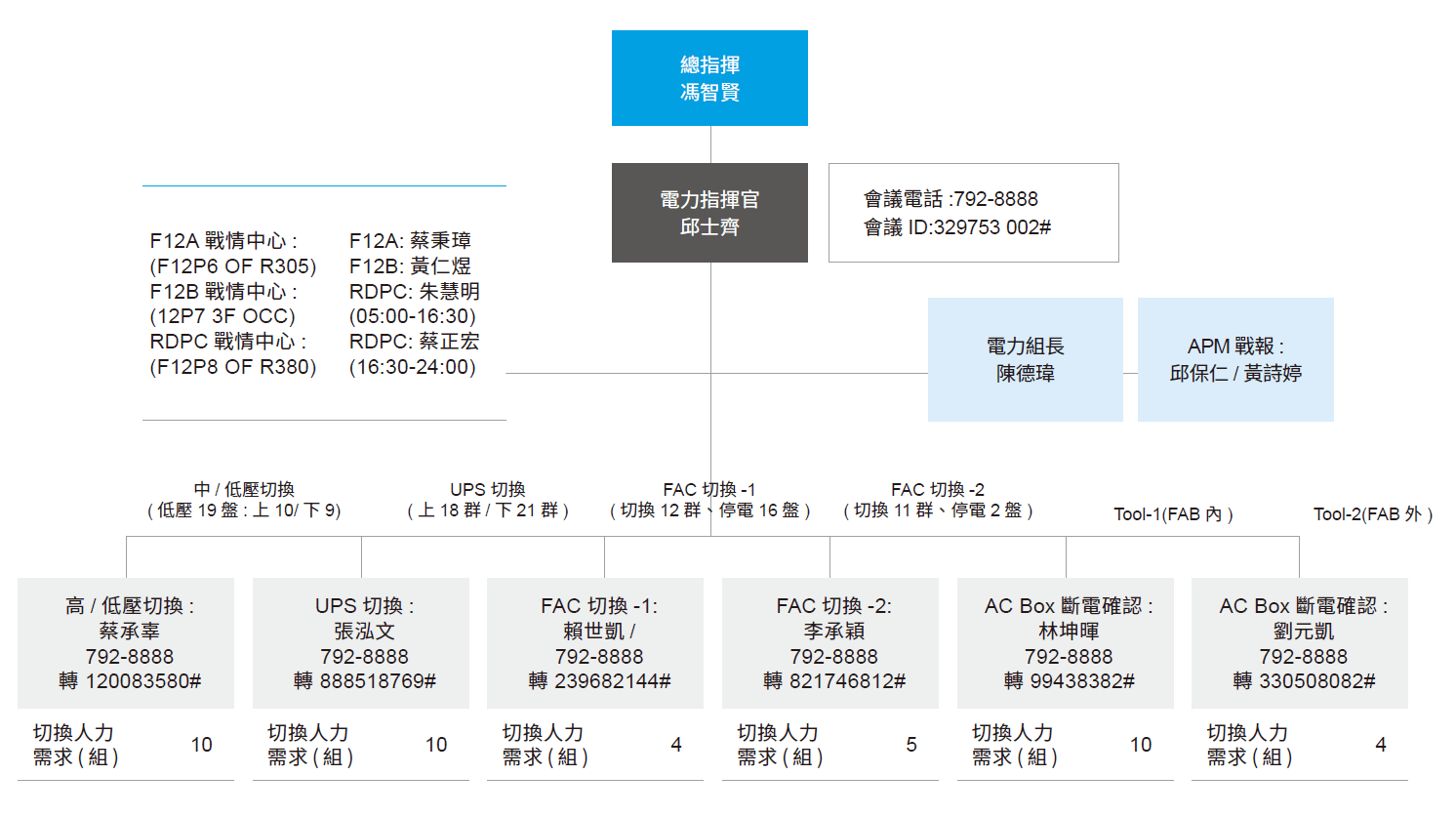
圖5:F12B APM 電力切換大盤
2.2 Utility 供應狀態
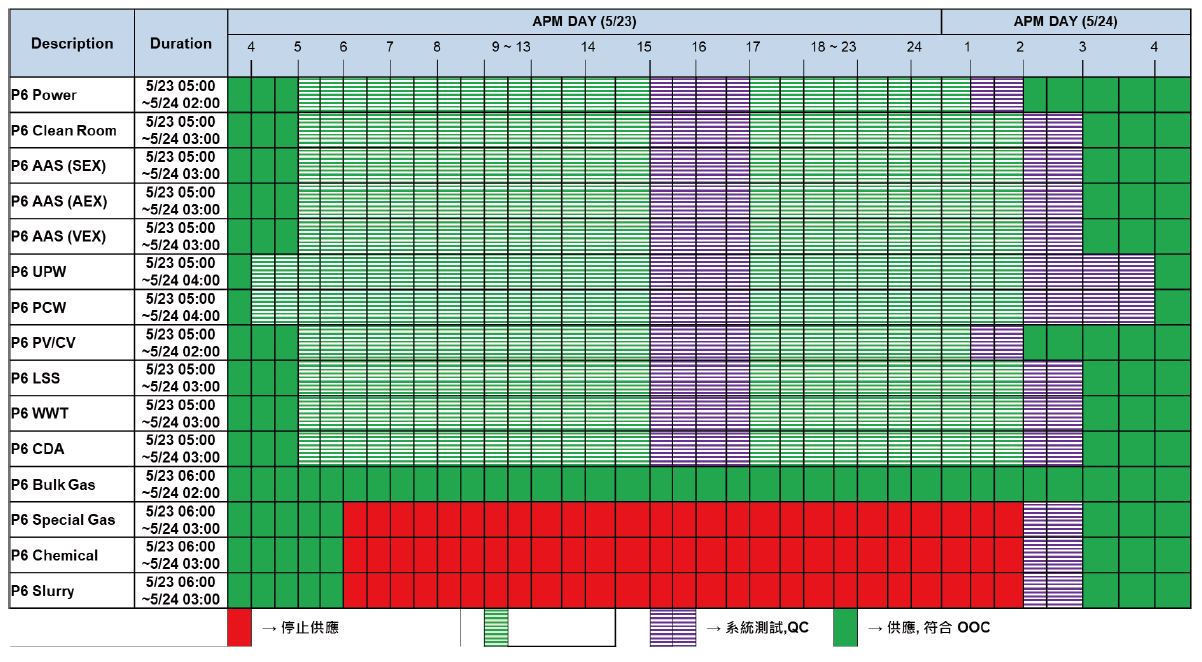
APM 當天工廠 Utility 狀態表( 如表1),F12B 延續 F12P45 APM Utility 供應量提供無塵室環境溫濕度 in control,且 AAS/UPW/PCW/CDA 採 減壓 / 減 量 50% 供應, 特氣維持正常供應、Chemical/Slurry 則是停止供應,其中PCW/UPW 回線狀況以 F12P6 為例因考量回線後水質量測時間約 2 hrs,故將該時程納入甘特圖中供工廠端能夠更為精準參考 ( 如圖6)。
| FAC | System |
Y2022 F12P45 APM (11/1) |
Y2023 F12P7 APM(2/14) |
Y2023 F12P7 APM Spec. |
Y2023 F12P6 APM (5/23) |
Y2023 F12P6 APM Spec. |
|---|---|---|---|---|---|---|
| 電力 | 供電狀況 | 維持30% Tool 供電 |
維持30% U 電Tool 供電 |
維持30% Tool 供電 |
- | |
| 機械 |
環境 (MAU/FFU) |
Within OOS | Within OOC | Within OOS | OOS 非黃光: 22 ± 2 ° C, 43 ± 6% OOS 黃光: 22 ± 2 ° C, 45 ± 5% Align F12P45 11/1 APM within OOC |
|
| 排氣 (Exhaust) |
SEX/VEX/AEX/GEX 降載50% OOC |
壓力波動within OOC |
VEX/SEX 施工 部份機台停供 |
SEX/VEX/AEX/GEX 降載50% OOC |
OOC: 700 ± 60 Pa 減壓50% OOC 為350 ± 60 Pa 風管更換部分機台(81 台) 停供 |
|
| PV | 減壓50% 供應OOC |
減壓50% 供應Within OOC |
VEX/ 更換風管使用,設備使 用CV 之PM 作業停止施作 |
減壓50% 供應OOC |
OOC -0.87· B/L = -0.92 Bar Down to -0.4 Bar |
|
| CV | 減壓50% 供應 | 減壓50% 供應 | NANA | 減壓50%供應 | NA | |
| 水 | UPW | 減壓50% 供應OOC |
正常供應 | 減壓50% 供應OOC |
OOC: 5.5 ± 0.5 kg/cm2 OOS: NA 5.5 → 4.0 kg/cm2 10000 CMD → 5000 CMD |
|
| PCW | 減壓50% 供應OOC |
正常供應 | 減壓50% 供應OOC |
OOC: 4.5 ± 0.5 kg/cm2 OOS: NA 4.5 → 2.5 kg/cm2 8000 CMD → 4000 CMD |
||
| 氣化 | Bulk Gas (H2/ Ar/He/O2/N2) |
正常供應 | 正常供應 | 正常供應 | OOC: 7~9 kg/cm2 OOS: 6~10 kg/cm2 供應壓力波動 8.0 → 9.0 kg/cm2 |
|
| CDA | 減壓供應 within OOC |
正常供應 | 減壓供應 within OOC |
OOC: 7.5~9.5 kg/cm2 OOS 6.5~10.5 kg/cm2 供應壓力波動 8.0 → 9.5 kg/cm2 |
||
| Special Gas/ Chemical/ Slurry |
停止供應 | 正常供應 | 停止供應 | - |
圖6:F12P6 APM 各系統供應狀況 ( 甘特圖 )
2.3 計畫性項目統計
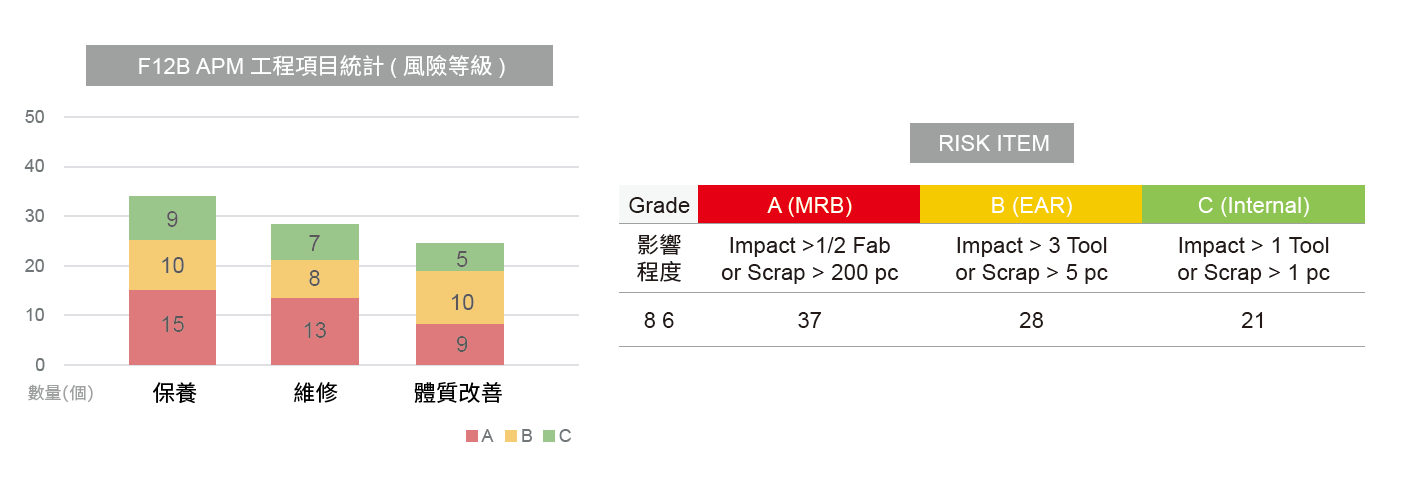
F12B 今年 APM 計畫性工程共計 86 項,為工廠解決 890 風險點改善,其中保養 Grade A 保養維護改善項目共 34 項,主要工作項目如圖7 所示。
圖7:F12B APM 項目統計 ( 風險等級 )
2.4 人員管理
F12B APM 共289 人( 他廠支援241 人),廠商人力856 人,提供專屬區域進行工具箱及休息,透過廠區變電站地圖及電力系統單線圖劃分工程師負責區域,提前兩周提供個人專屬的 handbook 給所有支援工程師,handbook 內有個人負責的切換、保養內容及變電站工項甘特圖,搭配各區站長及副理分區管理機制,確保所有工程師明確了解保養項目與排程,有效做到APM 時間控管避免造成回線延遲, APM 當天入廠人數分布統計如圖8。
圖8:F12P6 APM 當天廠內人數統計圖

3. 執行成果
3.1 當日工程進度管控
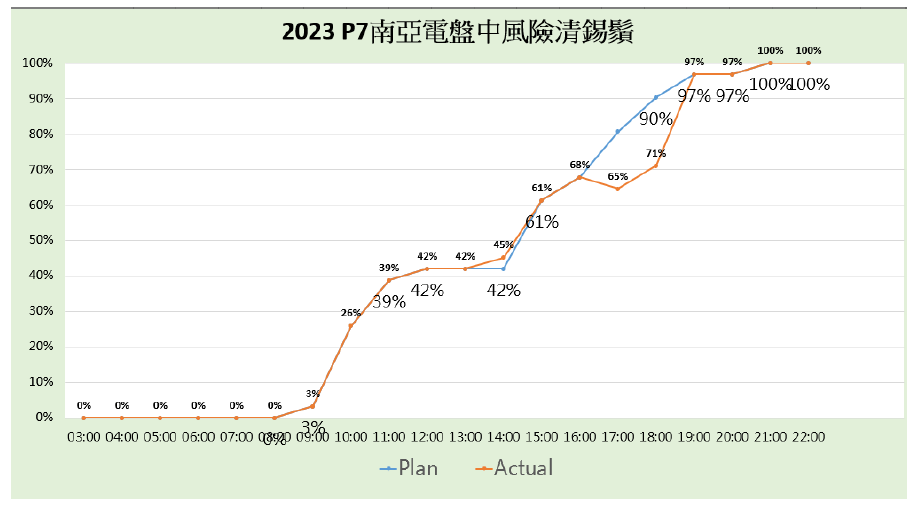
F12B Y2023 APM 共計施作 86 項保養維護與改善項目,圖9 為 F12P7 當日歲修工程進度圖,前中場因機台用量盤點未考量到負載不平衡問題,造成電盤停電延誤三小時影響中場工程進度,後半場配合 APM 團隊及廠商人力調度協調,順利於預定時間內完成 APM 作業。
圖9:F12P7 APM 工程進度管控圖表
3.2 FAC Utility 品質回線大盤
F12B Y2023 APM 廠務 SPC 點大多準時於預期時間達成 in baseline 的品質要求,當日匯報 Utility 大盤表如表2、表3所示。其中 F12P6 In-line Quality GAS 氦氣 (He) 於APM 期間無流量 (10 → 0.8 LPM) 導致 Purifier 無氣體流動下不純物 He_H2 quality 偏離 BSL (0.7 ppb),於 APM期間開啟排氣閥以維持最小流量後回覆至 baseline。
| System | Phase | Verification Item | TAG | In OOC Time | In Baseline Time | Progress | |||
|---|---|---|---|---|---|---|---|---|---|
| Plan | Actual | Plan | Actual | Ratio | Ratio(%) | ||||
| C/R | P6 | Temperature, Humidity | 45 | 2023/5/23 22:00 | 2023/5/23 16:00 | 2023/5/24 03:00 | 2023/5/23 16:00 | 45/45 | 100% |
| AMC | P6 | TS, NH3, HCL, | 87 | 2023/5/23 22:00 | 2023/5/23 16:00 | 2023/5/24 03:00 | 2023/5/23 16:00 | 87/87 | 100% |
| Exhaust | P6 | Exhaust Pressure | 5 | 2023/5/24 01:00 | 2023/5/24 00:00 | 2023/5/24 03:00 | 2023/5/24 00:00 | 5/5 | 100% |
| PV | P6 | Vacuum | 1 | 2023/5/24 01:00 | 2023/5/24 00:00 | 2023/5/24 02:00 | 2023/5/24 00:00 | 1/1 | 100% |
| PCW | P6 | Pressure, Temp | 8 | 2023/5/23 23:00 | 2023/5/23 16:00 | 2023/5/24 04:00 | 2023/5/23 16:00 | 8/8 | 100% |
| Chem. | P6 | NH4OH, PH, ST, Cond., CS | 13 | 正常供應 | 2023/5/23 16:00 | 2023/5/23 20:00 | 2023/5/23 16:00 | 13/13 | 100% |
| GAS | P6 | Bulk GAS PAR, PH2, PHE, PN2,PO2 | 69 | 2023/5/23 21:00 | 2023/5/23 21:00 | 2023/5/24 02:00 | 2023/5/24 05:00 | 69/69 | 100% |
| UPW | P6 | Particle(0.05um), Supply, Temp./ Pressure, Resistivity, SiO2, TOC, DO | 28 | 2023/5/23 23:00 | 2023/5/23 18:00 | 2023/5/24 04:00 | 2023/5/23 18:00 | 28/28 | 100% |
| System | Phase | Verification Item | TAG | In OOC Time | In Baseline Time | Progress | |||
|---|---|---|---|---|---|---|---|---|---|
| Plan | Actual | Plan | Actual | Ratio | Ratio(%) | ||||
| C/R | P6 | Particle | 170 | 2023/5/23 19:00 | 2023/5/23 18:00 | 2023/5/23 21:00 | 2023/5/23 20:00 | 170/170 | 100% |
| AMC | P6 | MA/MB | 29 | 2023/5/23 19:00 | 2023/5/23 19:00 | 2023/5/23 23:00 | 2023/5/23 23:00 | 29/29 | 100% |
| AMC | P6 | MC | 18 | 2023/5/23 20:00 | 2023/5/23 20:00 | 2024/5/23 23:00 | 2023/5/23 23:00 | 18/28 | 100% |
| AMC | P6 | MD | 10 | 2023/5/23 20:00 | 2023/5/23 20:00 | 2023/5/24 12:00 | 2023/5/24 12:00 | 10/10 | 100% |
| Chem. | P6 |
Ag, Al, Ca, Co, Cr, Cu, Fe, K, Mg, Na, Ni, Pb, Zn |
4 | 2023/5/24 10:00 | 2023/5/24 10:00 | 2023/5/24 14:00 | 2023/5/24 12:00 | 4/4 | 100% |
| UPW | P6 |
GWR-A/GCU-A (metal) |
4 | 2023/5/23 17:00 | 2023/5/23 16:00 | 2023/5/23 21:00 | 2023/5/23 17:00 | 4/4 | 100% |
| UPW | P6 |
Loop1~4 (metal/Au/CI) |
16 | 2023/5/23 22:00 | 2023/5/23 20:30 | 2024/5/23 23:00 | 2023/5/23 23:00 | 16/16 | 100% |
另外,F12P6 大 APM 期間,Fab AMC 及溫溼度 SPC 皆 in spec;PCW/UPW 於歲修過程也保持 in control,唯空壓機 CDA 用量遭遇與F12P45 相同的問題,用量較預期還多 ( 用量僅下降 35%),APM 當天最高仍有約 2 萬 CMH,但仍在安全範圍內 ( 如表4)。
| Bulk GAS APM 期間用量 | ||||||
|---|---|---|---|---|---|---|
| Site | F12P6 BGS |
4 月平均日用量 (CMH) |
APM 期間用量 (CMH) |
APM 復線後用量 (CMH) |
||
| F12P6 | PO2 | 60 | 4 | -93.33% | 60 | 100.00% |
| PAr | 90 | 14 | -84.44% | 90 | 100.00% | |
| PH2 | 150 | 120 | -20.00% | 130 | 86.67% | |
| PHe | 10 | 0.8 | -92.00% | 10 | 100.00% | |
| PN2 | 12800 | 7800 | -39.06% | 12800 | 100.00% | |
| GN2 | 19300 | 13000 | -32.64% | 19100 | 98.96% | |
| CDA | 17500 | 11600 | -33.71% | 16700 | 95.43% | |
| HCDA | 11900 | 7200 | -39.50% | 11400 | 95.80% | |
| XCDA | 7500 | 3400 | -54.67% | 7500 | 100.00% | |
| ICA | 1300 | 1300 | 0.00% | 1300 | 100.00% | |
| 空壓機總量 | 29500 | 19000 | -35.59% | 28200 | 95.59% | |
3.3 歲修保養內容彙總
F12B Y2023 APM 保養設備數量總計 1239.5 項,各系統保養發現的異常說明,如表5所示。
| 項次 | 保養項目 | F12P6/7 系統數量 | PM 數量 | Finding | PM 異常說明 |
|---|---|---|---|---|---|
| 1 | 低壓站 | 45 | 30.5 | 126 |
中、高風險錫鬚 : 105 點 銅排夾具異常 ( 龜裂 / 鬆脫 / 變形 ): 16 點 Spacer 缺件、未安裝定位 :5 點 |
| 2 | 低壓 ACB | 1017 | 700 | 5 |
ACB 投入異常跳脫 :1 消弧室異物 :1 操作機構斷裂 :3 點 |
| 3 | 低壓 Relay | 1017 | 509 | 0 |
F12P6 南亞低壓電盤保養暨首次導入錫鬚清潔新手法 (Ver.2.0)
F12P6/7 皆使用南亞低壓盤,低壓盤因錫鬚或異物造成多次事故,故於Y2023 APM 規劃30.5 套低壓列盤停電保養,配合歲修分上、下半場輪流停電執行盤體及銅排清潔保養,並且於本次保養期間將列管之錫鬚風險 610 點一併完成改善 ( 中風險 105 點、低風險 545 點 )。
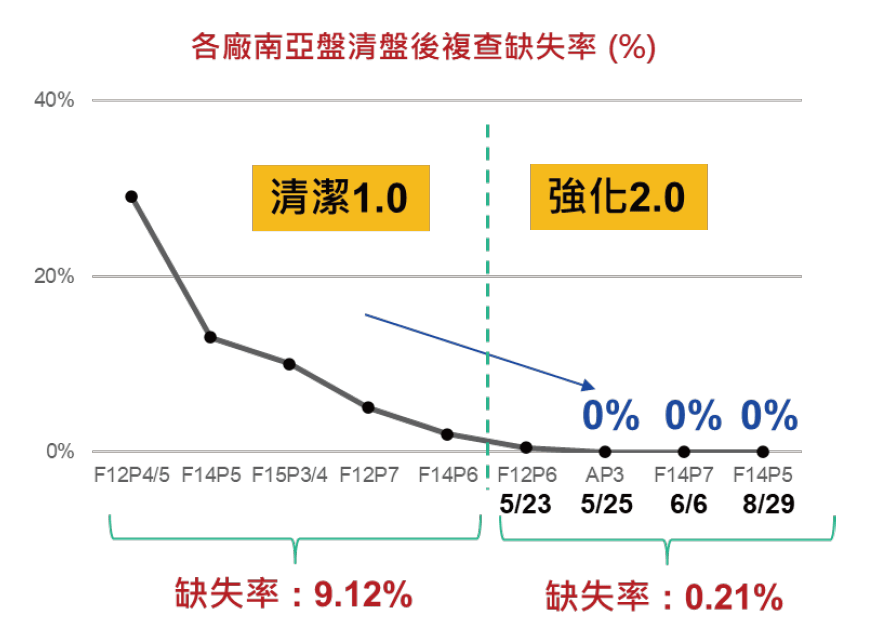
鑒於初次執行APM 南亞電盤錫鬚改善作業( 僅 F12P45 單一廠區執行完整停電改善,其餘廠區配合工廠時程安排進行半邊列盤停電改善 ),APM 團隊於執行南亞盤改善後複測仍發現未清除乾淨的錫鬚殘留,如 F12P7 於 M302 歲修後執行複檢發現仍有 16 點中、高風險錫鬚檢出,造成後續需再與工廠進行二次借機改善,於廠務及工廠端均產生多餘人力及維護成本耗費,藉這次複檢發現既有保養手法尚存有不足,經檢討後重新擬定『南亞低壓配電盤停電強化清潔保養規範Ver 2.0』導入 F12P6 M305 APM 執行( 如圖10),除 SOP 明確定義保養區段及手法,例如 : 銅排限縮區位置、ACB 銅排銜接處、銅排夾具、水平銅排相間墊塊 (Spacer) 及盤頂散熱孔區等檢查手法,另外針對本次 APM 南亞盤 QC 工程師進行內視鏡錫鬚檢查工具操作教育訓練 (30 人 /7 次練習 ) 及現場演練搭配 APM 團隊安排之廠商實戰進行走位預演,F12P6 順利於目標時間內完成保養,並於後續複檢確認全廠電盤零風險錫鬚存留,Y2023後續導入之 APM 廠區複查結果同為零缺失檢出 (AP3/ F14P7/F14P5),顯示新手法有其一定成效( 如圖11)。
圖10:南亞低壓配電盤停電強化清潔保養規範 Ver 2.0
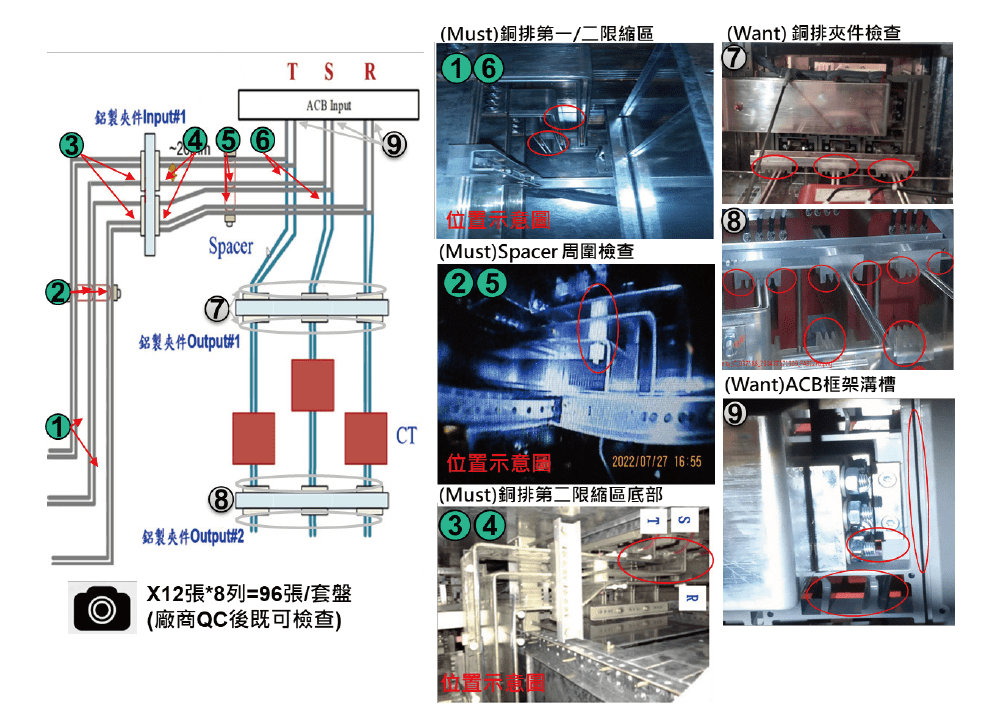
圖11:南亞低壓電盤強化清潔保養 2.0 導入後成效比較
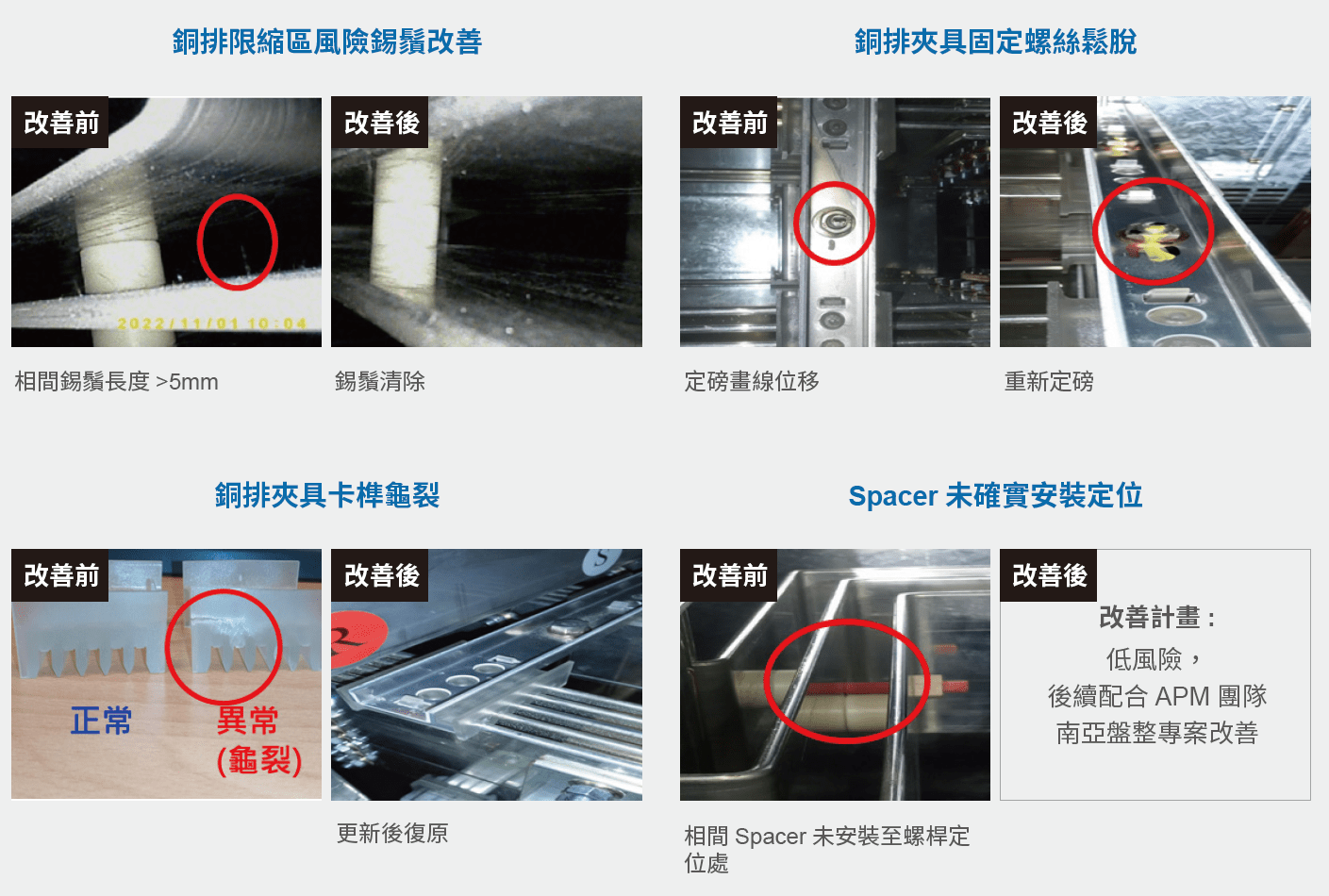
此外,保養期間發現南亞盤部分銅排夾具螺絲鬆脫 11 點、夾具卡榫龜裂 3 點、夾具變形 2 點、Spacer 螺絲未定位及缺少狀況 5 點 ( 如圖12),顯示南亞盤除錫鬚風險外,銅排間銜接元件之耐受強度也是需要檢討的一環,這部分 Lesson Learnt 提供 APM 團隊後續於南亞電盤整體改善規劃上將有新的改善方針擬定。
圖12:南亞低壓電盤保養改善
低壓 ACB 開關檢測保養暨跳脫線圈完整移除
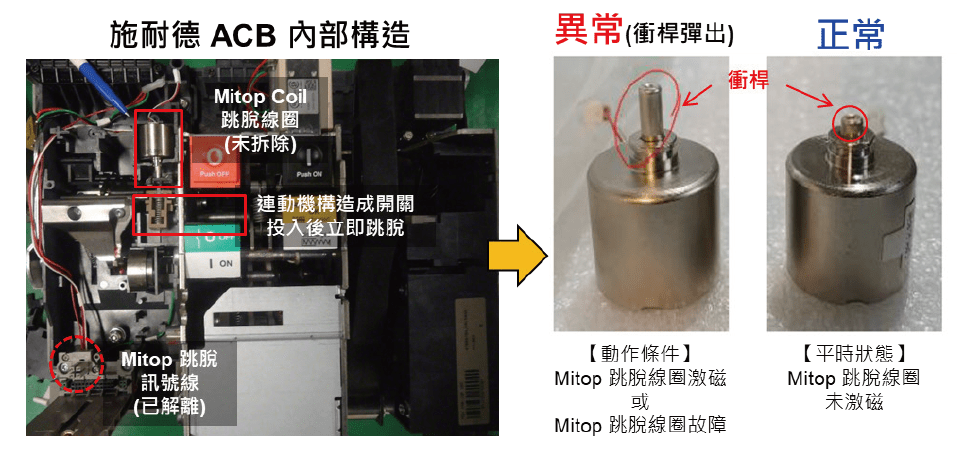
配合低壓電盤停電執行施耐德 ACB 開關檢測保養,F12B Y2023 共計保養 700 顆開關,保養內容除了標準保養項目 : ACB 機構清潔檢點、接觸電阻測試、絕緣電阻測試、動作特性測試等,另外安排全廠區 ACB Mitop 跳脫線圈移除作業。鑒於 F12P6 於Y2023/2 執行 Main ACB 計畫性操作過程中,ACB 投入後即異常跳脫,原因為施耐德 ACB Mitop 跳脫線圈元件故障,造成跳脫線圈內永久磁鐵異常將衝桿彈出,連動跳脫機構造成 ACB 跳脫,故 Y2015 年前使用之施耐德 ACB 均應進行完整跳脫線圈模組移除,並進行技術通報要求於 2023/2/21 起配合 ACB 保養全檢期間完整移除 ( 如圖13)。
圖13:施耐德 ACB Mitop coil 異常跳脫說明
F12B 於建廠後首次執行低壓電盤 ACB 全檢,保養發現大宗主要問題為 ACB 本體潤滑油乾涸、框架內部存有異物、安全遮版卡住及 ACB 端子座接點鬆動共 40 點 (5.7%),屬低風險並於保養期間完成改善;另有高風險 5 點 (0.7%) 檢出為 ACB 投入後異常跳脫 1 點、消弧室異物附著 1 點及操作機構彈簧斷裂 3 點,以上進行風險排除及新品汰換 ( 如圖14)。
圖14:低壓電盤 ACB 保養改善

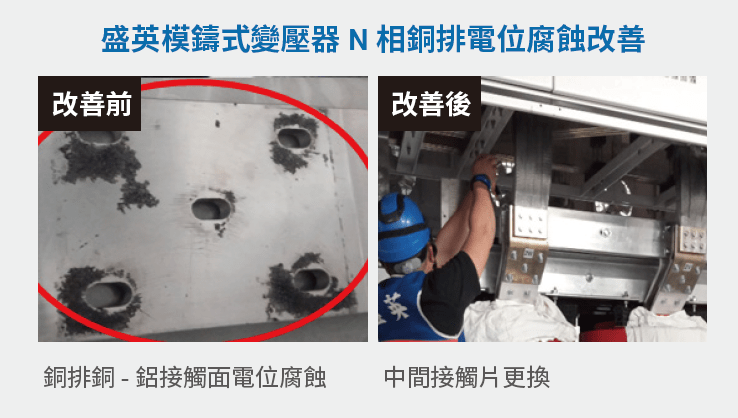
F12P7 盛英模鑄式變壓器 N 相銅排電位腐蝕改善
F12P7 2/14 APM 因應 F12P3 Lesson Learnt 模鑄式變壓器二次側 N 相螺絲 IR 檢出異常高溫,經分析後確認為盛英模鑄式變壓器舊式接觸片使用熱浸鍍錫銅片 ( 鋁 + 銅 +銅 ),因中間接觸片部分因鋁 / 銅不同金屬接觸面產生電位腐蝕,F12P7 全廠共有 52 顆盛英模鑄式變壓器,規劃配合 APM 低壓盤停電分四年期進行 N 相銅材質接觸片移除 ( 如圖15),於今年度歲修完成 13 顆汰換,目前已累計完成 38 顆,進度達 73%,目標於 Y2024 完成全數汰換。
圖15:低壓模鑄式變壓器 N 相銅排電位腐蚀改善
F12B Exhaust 管路安全性及空污改善
機械空調系統配合 APM 期間全廠機台 idle 進行無塵室 Exhaust 風管腐蝕汰換及空汙宿疾改善,其中腐蝕改善 CWR 製程區VEX 比照新廠設計將 SP1/SP2 管路材質更換SUS304+Coating,以避免機台酸氣回抽造成管路腐蝕;空汙宿疾改善部分藉酸槽機台停機時將 SP2 改管至 VEX以達到有效分流及減量解決 AEX IPA 排放問題;維修部分為Diffusion 區域 SEX 管路阻塞排除改善 LSC 機台供應壓降狀況 ( 如圖16)。
圖16:F12B 機械空調系統保養改善

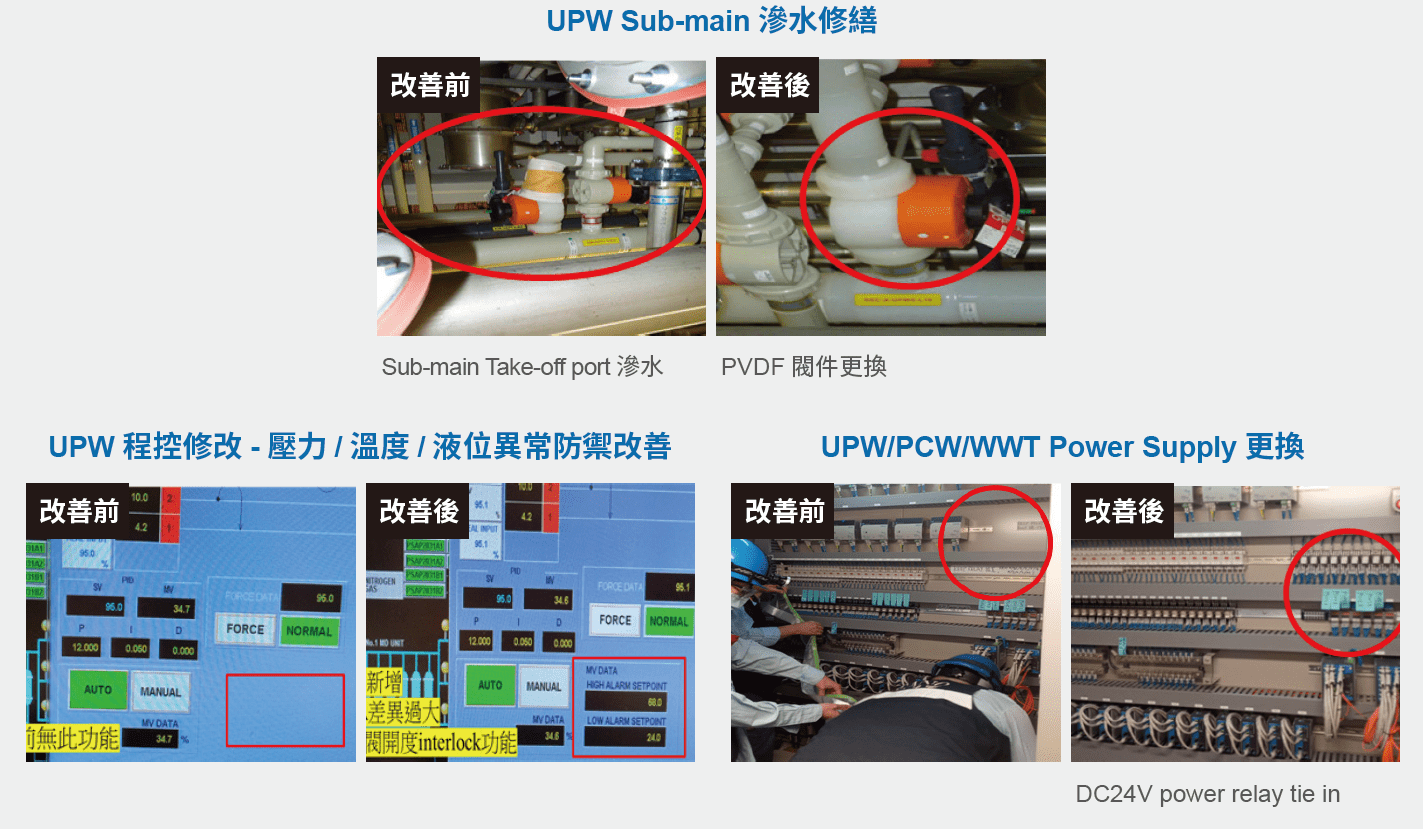
F12B UPW 管路滲漏修繕及系統防禦升級改善
水處理系統於 APM 期間完成 UPW 滲漏水改善,以避免造成滲漏擴大造成水壓波動及影響品質,歲修前亦通知設備協助關閉 DP 盤閥件,避免管路失水透大氣,影響水質及復歸時程;另進行對系統防禦機制翻新,如 UPW 程控修改強化: 壓力(RA11)、溫度及液位異常防禦改善及 UPW、 PCW、WWT 控制盤 Power Supply 翻新更換及架構改善,藉由配合機台 idle 及工廠間合作大幅降低改善作業期間之風險( 如圖17)。
圖17:F12B 水處理系統保養改善
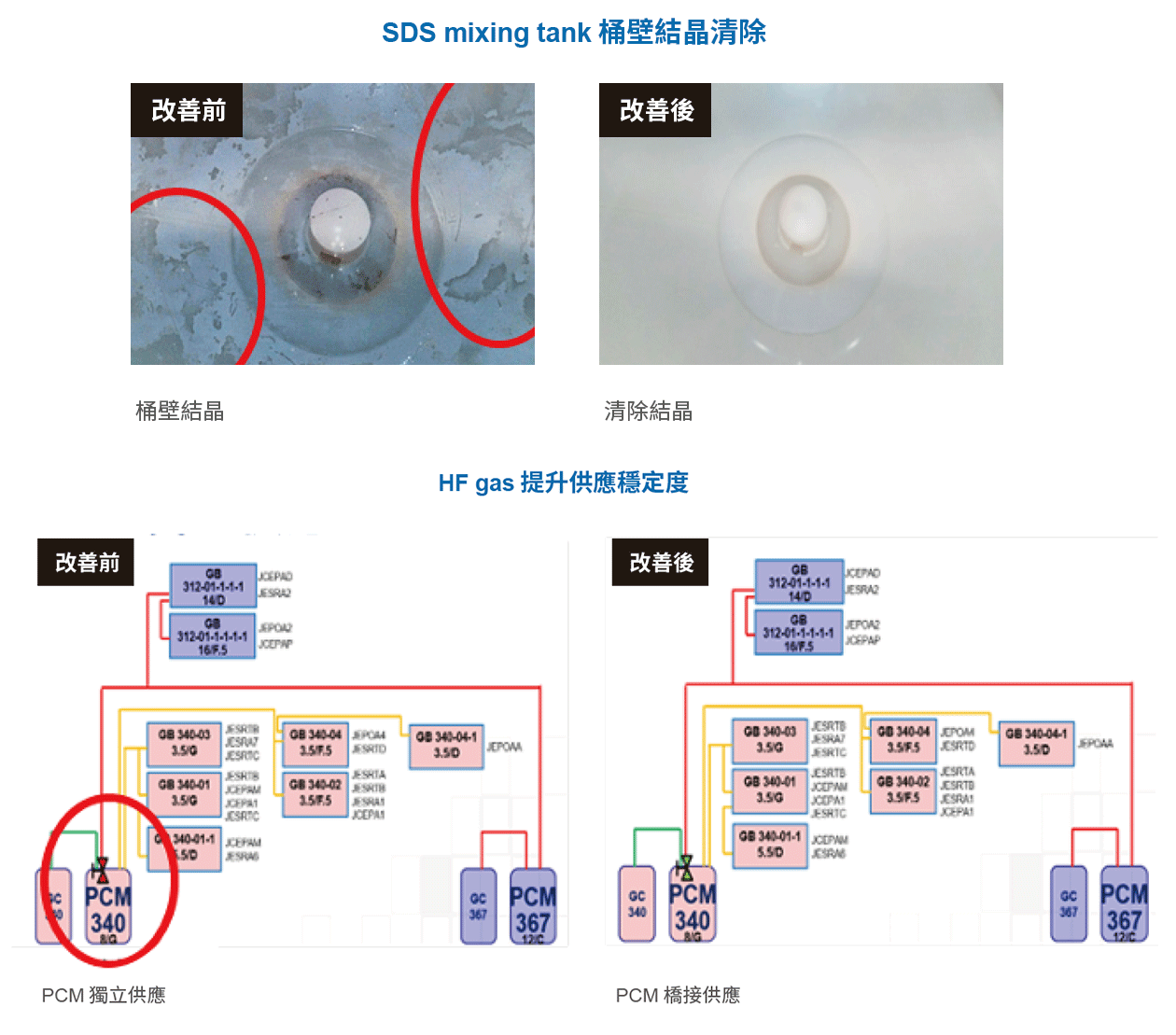
F12P6 氣化系統穩定度改善
氣化系統於 APM 期間著重於宿疾改善及提升系統供應品質及穩定度作業,針對系統 SDS mixing tank 大洗改善桶壁結晶問題提升系統供應品質、CDS Local panel fuse 容量升級降低電盤電力中斷風險、HF gas PCM 架構由獨立供應改為橋接供應,提升 HF bridge 系統供應穩定度,藉 APM 將整體系統進行大幅升級及品質改善 ( 如圖18)。
圖18:F12B 氣化系統保養改善
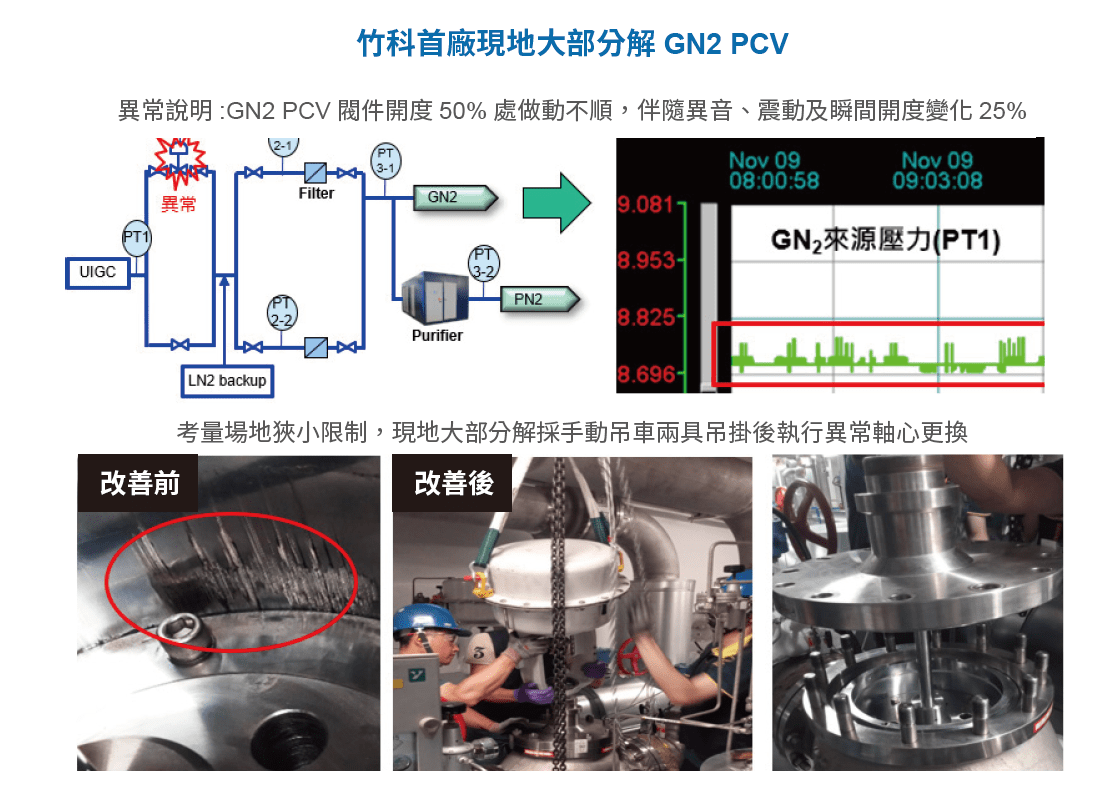
F12P6 GN2 PCV 閥異常更換
宿疾改善執行 BGS GN2 PCV 閥件確認開度 50% 時作動不順,瞬間開度變化達 25% 伴隨異音及震動,評估後規劃於 APM 期間採現地分解 PCV 軸心方法 ( 竹科首次現地執行 ),前一週以實氣養機,有效減少歲修當天 purge 時間,分解後進行正壓沖吹,更換完成進行 40 次實氣 cycle purge 有 效減 少 QC 時 間,兩 項作 為 3hrs 內 H2O/O2/ particle within OOC 後恢復送氣 ( 如圖19)。
圖19:F12P6 GN2 PCV 閥件異常更換
4.檢討傳承
面對任何挑戰皆不畏懼,有條不紊完成 APM
F12B 為 RD FAB, 工 廠 分 屬 三 單 位 F12A、F12B 及 RDPC 廠處長管轄,相關機台協調、APM 戰情準備及工廠歲修會議均為它廠 3 倍準備工作量 (P6 共計 31 次工廠會議協調 );F12P6 大 APM 前 2 週面對南亞盤保養手法重新檢討,除面對工廠間時程上的協調外 (APM 規劃時程 19 hrs → 21 hrs),南亞盤支援人力、廠商 QC 需進行安排重新訓練及認證,在整體規劃、安全管理及 APM 當天管控充足準備情境下,F12P6 大 APM 期間過程順利,幾乎無發生任何意外插曲,獲得廠內主管肯定;F12P7 於南亞電盤錫鬚風險改善 ( 風險點數 49 點 ) 期間仍將部分歲修保養項目納入其中並行,以降低未來大 APM 工作量能,將此戰役視同 APM 重要性執行,實屬不容易,以下分享事前相關的準備工作及經驗,供未來執行 APM 的廠區作為參考及準備方向。
藉 F12P45 大 APM 經驗,不論是系統切換、工程及 APM規劃管理及 Lesson Learnt 都是讓 F12B 人員累積經驗,以作為 APM 成功的基石。各系統針對近年 APM 執行廠區 Lesson Learnt 進行檢討及不貳過,相關內容如圖20至圖22所示。
圖20:APM Lesson Learnt 檢討 _ 電力系統 (67 項跟進 53 項)
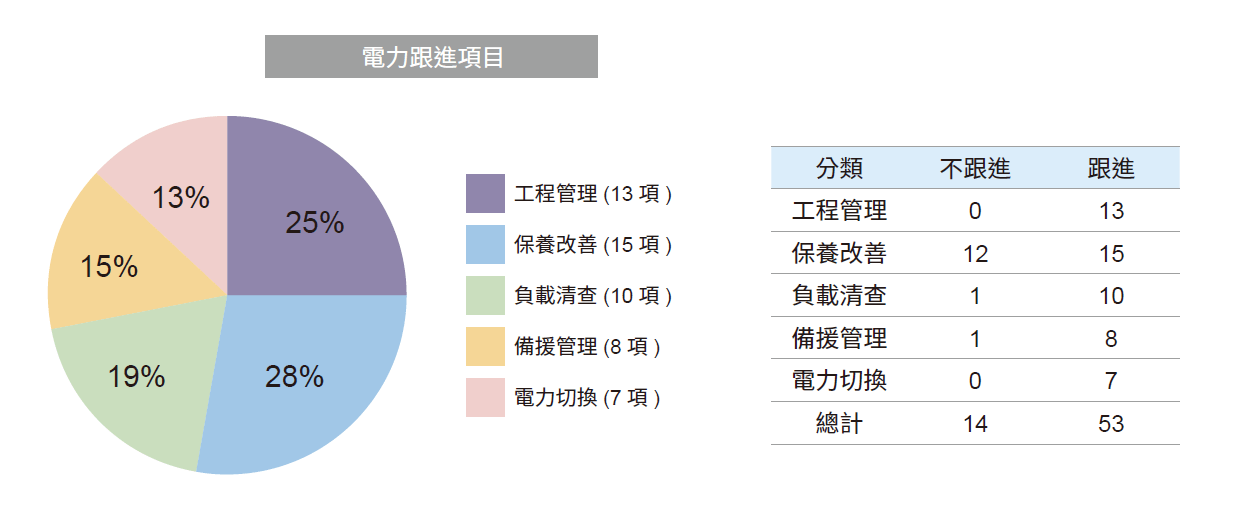
圖21:APM Lesson Learnt 檢討 _ 機械系統 (18 項跟進 12 項)
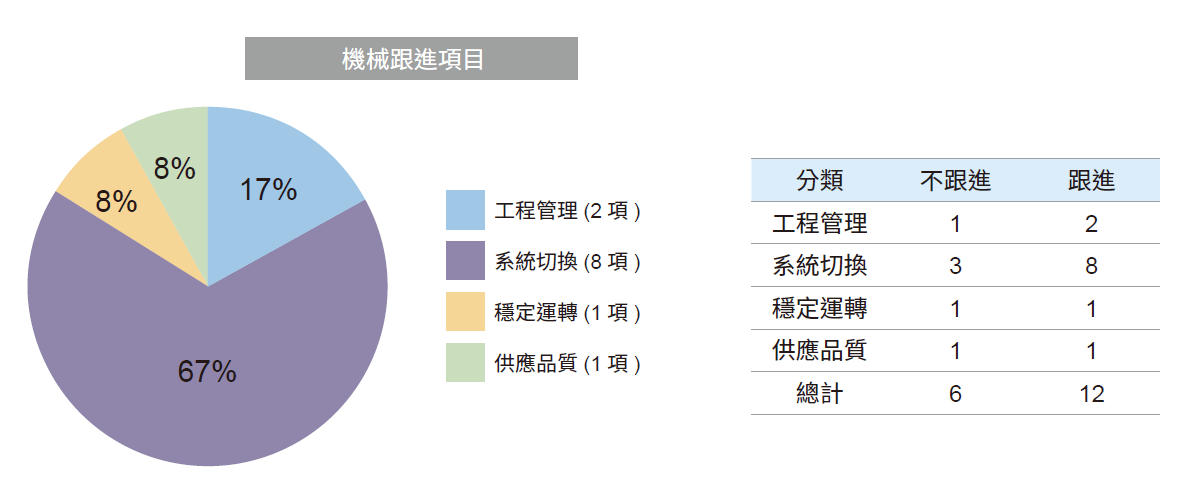
圖22:APM Lesson Learnt 檢討 _ 水處理系統 ( 跟進 5 項 )

4.1 F12B 執行成果回顧
F12P45 大 APM 經驗可探究成功的要點為『電力切換與各廠務系統轉場操作』是否能夠如期完成執行,這部份受到機台能夠確實完成停機與系統隔離及負載管理是否得當緊密相關聯。可以見得現行中、大型 APM 準備模式已由以往工程保養主軸改變為系統切換成敗取向。
APM 模式調整:電力切換作業規劃由支線改變為主線
延續 P45 電力切換預演規劃及經驗,F12B Y2023 APM 前共計安排 24 次電力切換演練及 5 次廠務系統間切換桌演及通報演練,因此組長及各組組員於歲修前已熟悉自身的切換程序,溝通回報方式亦具有一定默契,以下以 F12B經驗為例列出幾個演練重點:
- 應將每次演練視同實戰作業,藉由現場人員回饋的資訊作為改善精進,例如現場作業檢點表藉逐次演練進行精修、現場走位流暢度配合現場回饋進行調整,使作業檢點表不斷調整至現場操作人員最適版本。
- 現場演練期間應將每組作業時間進行逐次記錄,並針對離群組別進行協調及問題排解,藉此作為歲修當天各組別切換時間預估。
- 考量支援廠區設備廠牌不盡相同,亦安排廠區設備實際操作練習,將不確定性降至最低。
- 除了電力課演練外,廠務各系統間藉由桌演及通報機制演練取得相互間共識,例如歲修切換前廠務系統降載機制及窗口確認、切換期間各系統間通報及回報機制;並藉由廠務各系統切換時間盤點後,將目標明訂清楚,由各系統努力執行,舉例如 F12P6 PCW 中場切換時間原定需求量能為 120 mins,經協調討論後縮至目標 105 mins,APM 期間各系統切換操作均如期達標。
- 確認各系統回線優先順序需求規劃電力切換排程順序,爭取長時間切換系統之回線時間裕度,例如 PCW 中場切換量能需求或是 UPW 回線水質檢測需求 2 hrs,本次規劃將此類系統安排工程保養熟手( 包含廠商及工程師)及優先執行電力切換,以爭取廠務系統作業時間。
F12B APM 機台協調及歲修當天機況管理
F12B 過往廠務歲修於工廠端協調機台停電至多涵蓋約 10~20% 總數量,透過新的大 APM 模式擬定,廠務與工廠端將一同面對 70% 停電機台的協調,這對兩方都是一個新的挑戰,F12B 有幸與 F12A、F12B 及 RDPC 三個部門進行相關協調事宜,並藉這次機會我們也可以學習到工廠端對此專案的不同面向考量,舉例:F12A 對於過往 APM Lesson Learnt、歲修期間工廠端人力調度的重視及密集地安排追蹤會議,可了解到 F12A 即便本次歲修所佔機台數最少,但是很重視紀律,每次會議主管參與率最高,且對於設備及製造部是否有對過往不足處記取教訓為重;F12B 主導以製造部單一窗口為主,執行上有著高度效率,機台停電清單規劃一早即由製造部安排下定案,對廠務是全力支援的狀態,顯現工廠端以積極、收斂、速度及任務導向的工作模式; RDPC 因組織成員複雜度高,雖有固定 coordinator,但製造部、工程部、YEP、各設備單位、RD 單位等,各自均有不同考量,如產線回線時間、Mini-line 維持、機台 parts 維修成本、是否第一個廠執行 APM、其他廠的 APM 條件比較、 APM Utility 供應及 Quality spec、各製造部停機數量比較等,因此在停電機台清單協調上較為困難,須不斷提供參考數據供工廠評估,例如機台 UPS 供應量、AC Box U 電覆蓋率、前廠 APM trend chart 與本廠預估比較分析,但也顯見 RD 單位對於新製程機台的重視,以及細節管理的要求,這也是公司研發創新能精益求精的優勢。回顧本次 APM 的協調歷程,整體過程中非常感謝工廠端全力配合,讓 APM順利完成。
前述我們討論了電力切換規劃的重要,但事前於負載用量或機台協調沒有安排妥當,再好的切換規劃也無濟於事,除了延續 F12P45 經驗執行與工廠端機台停電協調事宜外, F12P6 於本次 APM 強化歲修當天現場機台電盤管理 ( 如圖25),從 F12P45 機台停電機況管理下我們看到 2 點可再精進之處:(1) FAB 現場由廠商作為機台 AC Box 開關狀態的回報,無法有效管理歲修當天現場機況;(2) AC Box 未完全確認隔離,有電力倒灌回變電站 PM 電盤風險屬安全管理介面,針對上述我們進行下列 3 點改善,並於實戰上準時完成機況掌控,提早 0.5 hr 進行電力系統切換操作:
- 歲修前 AC Box 停電確認及回報機制精進 : 分區安排工程師 (15 人) 進行現場廠商管理 (35 人) 及落實回報戰情中心機制,以確保 3956 台 AC Box 能夠進行全面納管停電 ( 機況掌握) 及開關狀態 ( 安全管理 )。
- F12P6 首次將廠商納入電力切換演練環節中,安排 3 次現場走位及預演,讓工程師能夠與廠商熟悉現場動線、 AC Box 位置及通聯合作機制,減少歲修當天通報上的混亂。
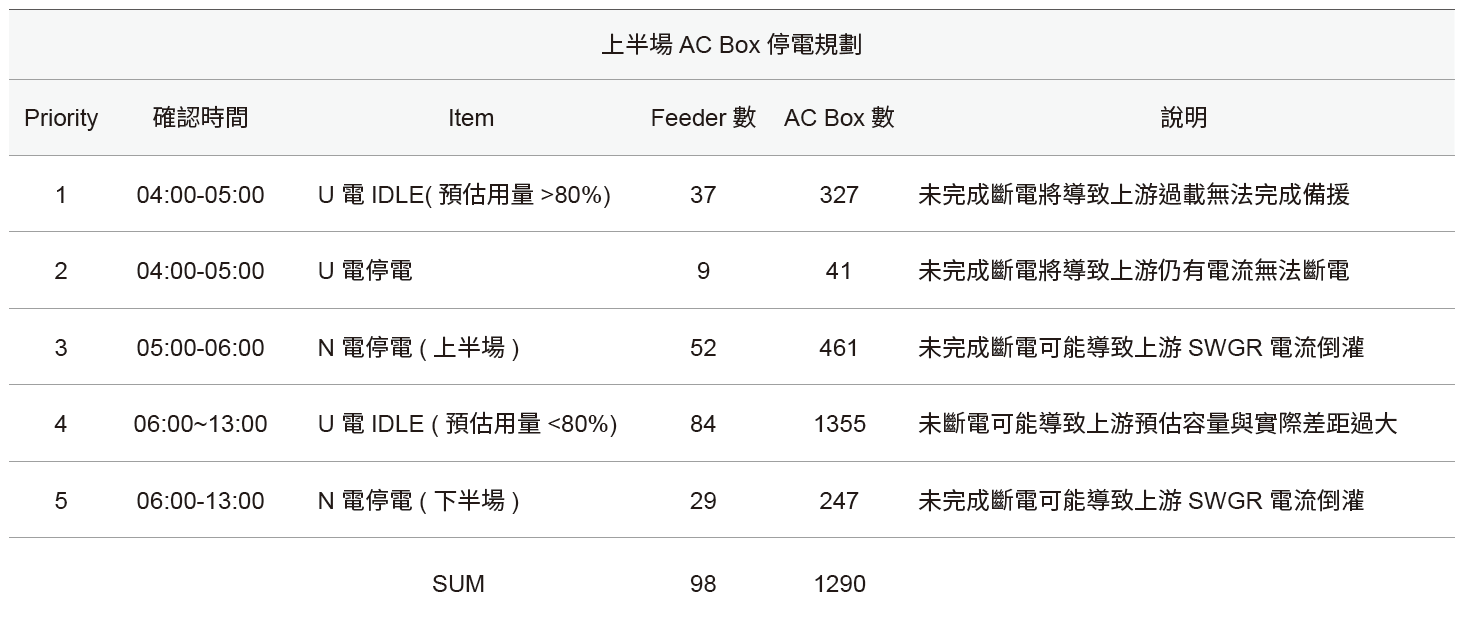
- 將 AC Box 停電規劃依優先順序明確列出,讓現場工程師及廠商能夠做到有效清查作業,停電順序規劃及時程安排如圖23及圖24。
圖23:F12P6 AC Box 現場管理組織分工及首次導入預演機制
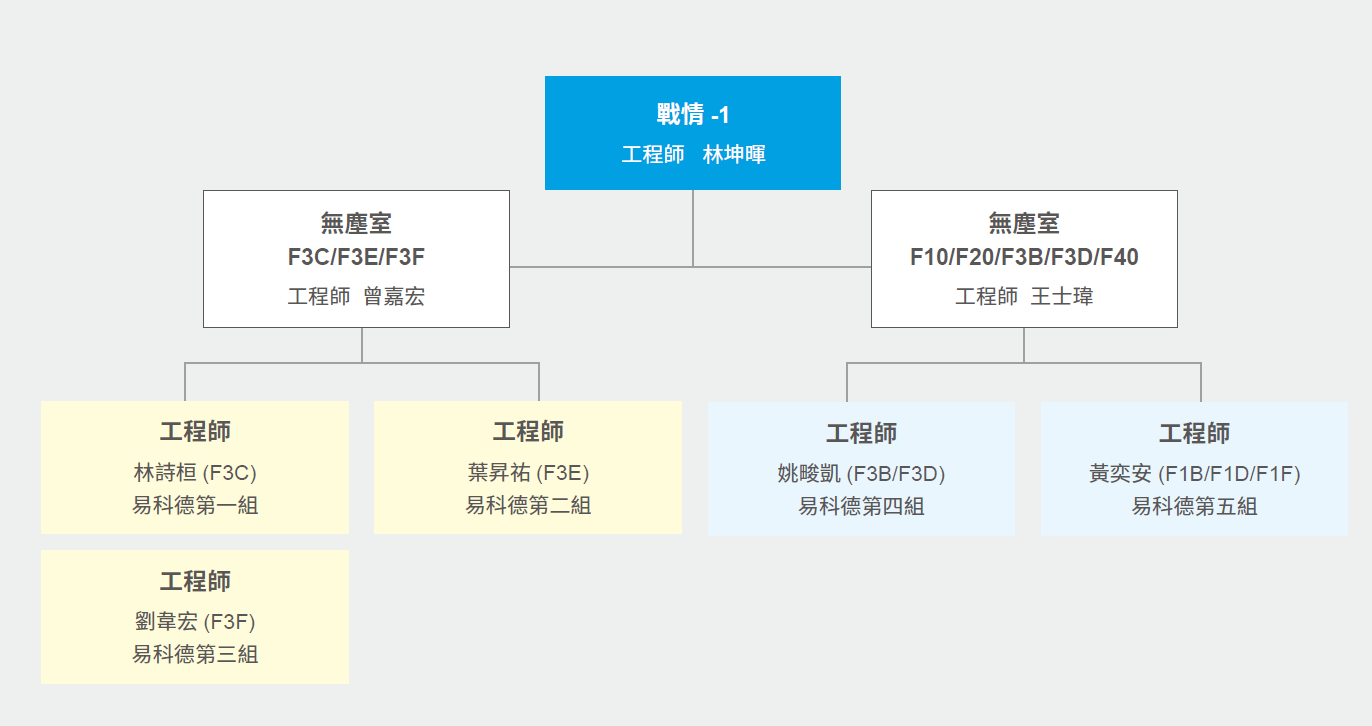
圖24:F12P6 APM AC Box 停電優先順序及規劃
4.2 F12P6 大 APM 期間廠區用電量變化
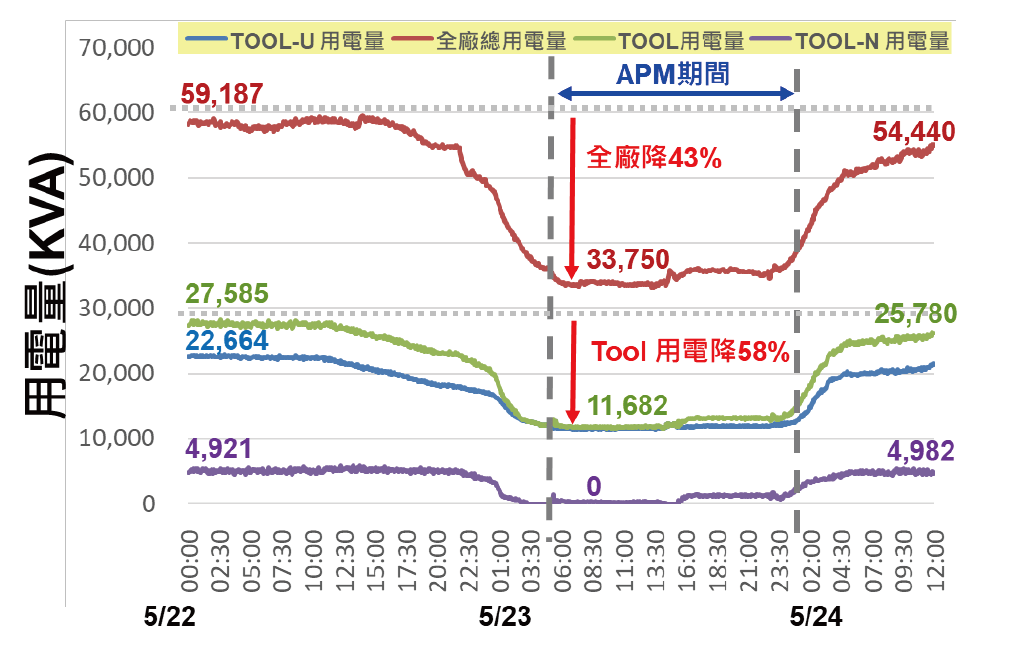
F12P6 APM 期 間 (5/23 05:00~5/24 02:00, 共 計 21 小時 ),全廠保留 30% 機台 (489 台 ) 維持機台 U 電 idle並 停 止 run 貨 生 產, 其 餘 機 台 停 機。F12P6 總 用 電 量 59,187 → 33,750kW( 下 降 43%);Tool 用 電 量 由 27,585 → 11,682kW( 下降 58%),歲修用電量變化趨勢相較於 F15/F18 大型量產廠區規模比較,F12P6 腹地及平時用電量均為其占比約 50%,但 F15/F18 因機台數基數較大關係,於大 APM 機台停電占比相同的情境下,用電量降低幅度均大於 F12P6,如總用電量降幅達 62% 不等,顯示用電量基數於大 APM 當天降幅有著相關聯影響性,可供後續執行大 APM 廠區參考及電力備援量評估 ( 如圖25)。
圖25:F12P6 大 APM 廠區用電量趨勢變化
4.3 F12B FAC 備援切換相關 Lesson Learnt 檢討及精進規劃
借鏡 F12P45 FAC 備援及切換 Lesson Learnt 有 2 點 :(1) AAS 電力備援線路於備援後 3 hrs 主開關跳脫 (85% 負載管控 );(2)SWB 並聯備援切換期間因上、下游操作人員於 Teams 會議中溝通有誤造成掉載,記取教訓後進行以下 4點改善:
- 電力備援負載管控下修至 70%,並針對備援高負載迴路 (>70%) 安排現場臨時風扇架設進行開關散熱。
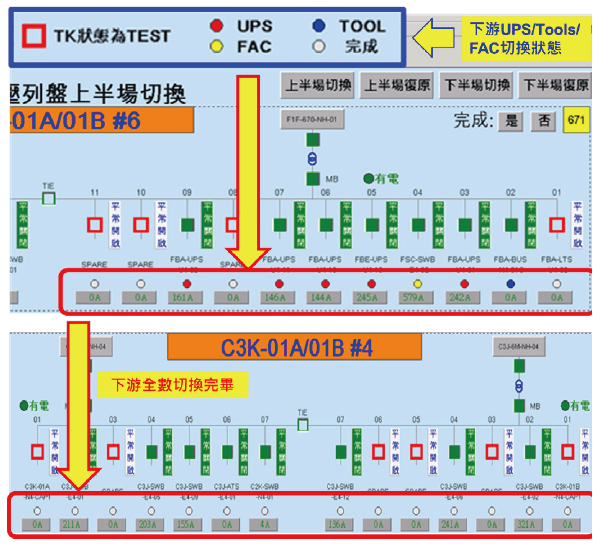
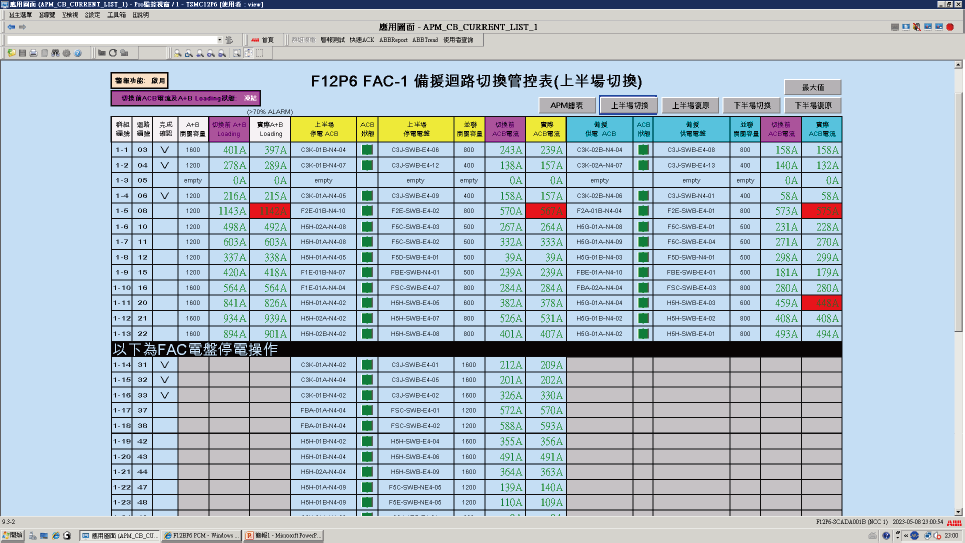
- FAC SWB 並聯切換因現場開關狀態無回傳 ( 主開關及並聯開關 ),無法執行 SCADA 有效管理,故以監控並聯電盤上游 ACB 電流切換前後變化作為確認機制 ( 如圖26)。
圖26:F12P6 APM FAC 備援切換管理機制 (SCADA)
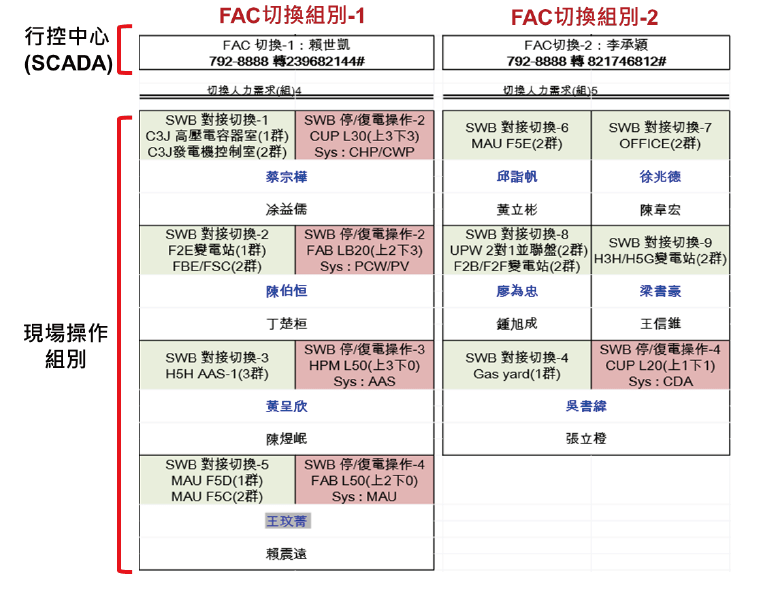
- FAC SWB 並聯切換由現場操作人員控制改為行控中心下達指令,由 SCADA 人員依序執行『並聯開關』操作指令傳達,避免因 Teams 人多口雜造成現場操作人員接收到不正確指令造成開關切換失誤,因應此項機制, F12P6 FAC 行控中心安排 2 組執行以加速作業進行( 如圖27)。
圖27:F12P6 FAC 切換分組及行控中心指令傳達機制
- 同樣地,考量電力回灌風險亦安排所有 FAC 停電電盤主開關落實隔離 ( 安全管理 )。
4.4 F12P6 FAC 電力備援經驗分享:如何降低壓差以避免環流過載風險
F12B 執行 FAC 電力備援切換期間發現當『停電切換至後場時』或『復電切換開始時』,此兩階段為變電站壓差最大階段( 如圖28),故建議後續規劃避免於此兩階段進行重載迴路切換可減少環流量,藉 F12P6 APM 當天環流問題及改善方案執行結果進行下列 3 點說明:
圖28:F12P6 FAC 電力備援切換環流過載風險改善經驗分享
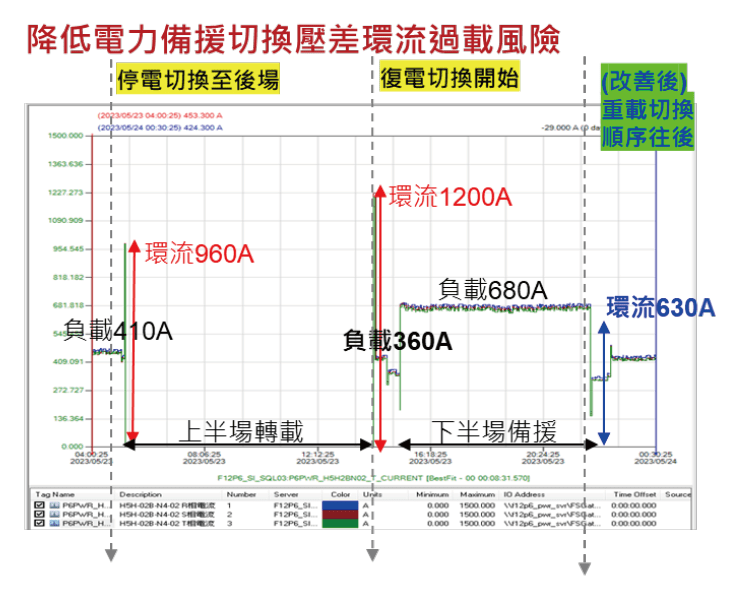
- F12P6 上半場切換時共遇到 6 次因環流造成過載狀況(Max 1.6 倍 )。
- 藉中場測試投入電容器改善壓差差異進行測試,結果環流無明顯改善。
- 於終場調整輕重載切換順序,下半場因環流造成過載狀況明顯改善 (2 次,Max 1.1 倍 )。
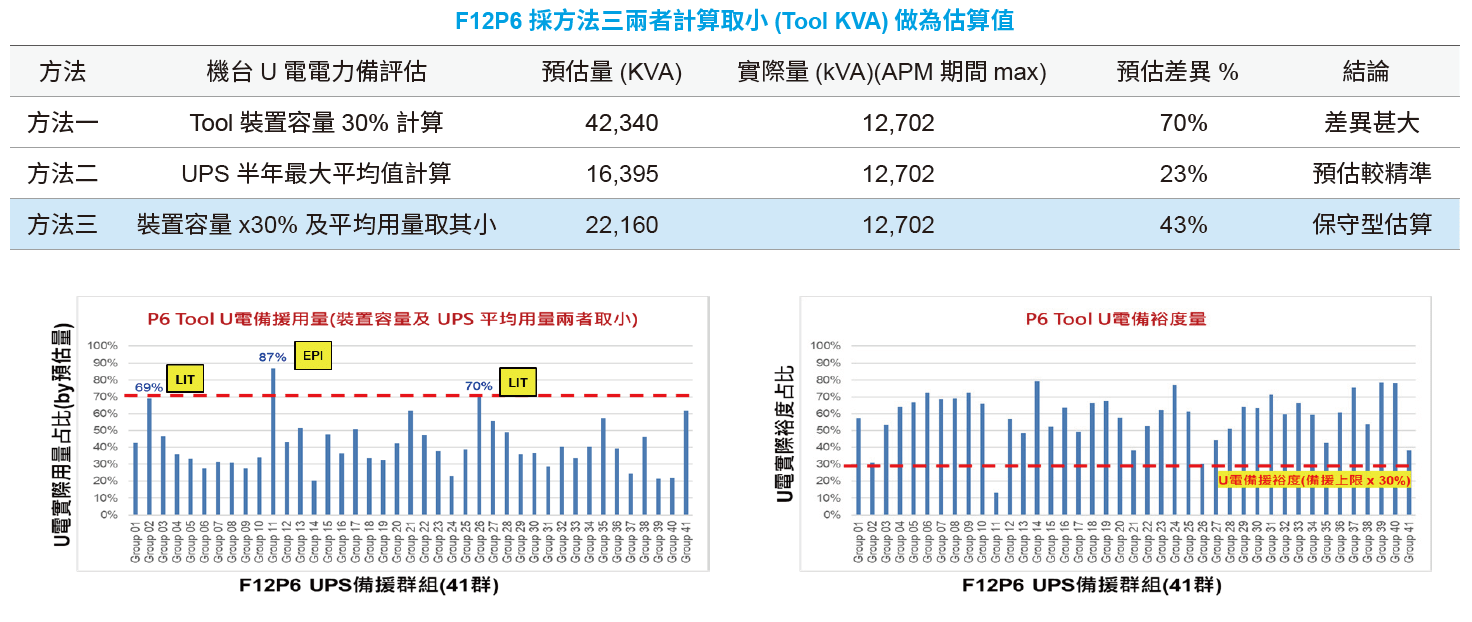
4.5 F12P6 Tool 備援規劃經驗分享
承襲 F12P45 Tool UPS 電力備援工法,利用 UPS LTS 截斷分群提供上、下半場電力相互備援,準備要點說明如下:
- 提供設備清單供設備選擇機台 U 電 30%,限制值為 Tool 總數 30%,這階段設備需要較長時間排序,考量包含復機時間、是否為單機等因素,需盡早與設備展開,並設定斷點避免發散。
- Tool UPS 備援用量管控方式為負載不超過備援容量70% 為原則,LTS 電盤使用之開關應確實將跳脫線圈移除,採新設 ACB 備援的迴路務必裝設隔離開關防止電壓回灌,造成 APM 廠商感電風險 ( 安全管理 )。
- F12P6 Tool UPS 備援用量評估採機台裝置容量 30% 及 UPS 平均用量 ( 半年最大平均值 ) 計算兩者取其小做為依據,且需考量三相電流最大值選用,結論依 APM 當天機台 UPS 用量估算電力備援大多符合預期,僅 EPI群組有超過管制容量 70%(1/41 群 ),如圖29。
圖29:F12P6 Tool UPS 電力備援工法說明
4.6 F12B 電力切換 SCADA 管理分享
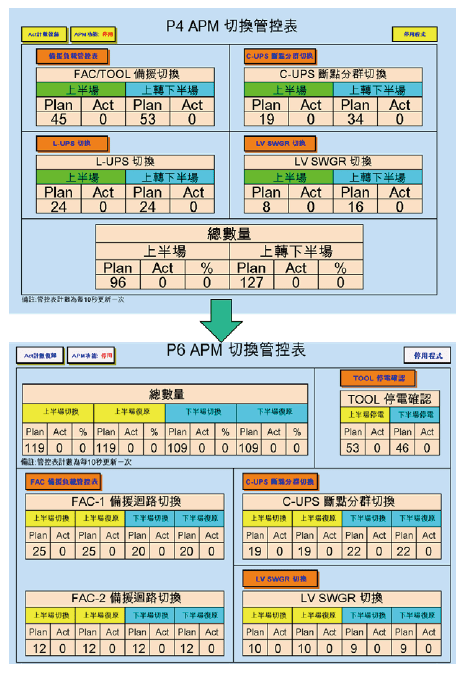
延續 F12P45 APM SCADA 管理規劃,F12B SCADA 管理進行下列圖控優化,優化朝三面向進行分享:『直觀辨識』、『自動化』及『開關隔離措施把關』
- 直觀辨識這塊我們優化 APM 進度管控表,作為歲修當天最為注目的焦點,將各群組電力切換場次由 3 個群組 ( 上停 / 中場 / 下復 ) 切分為 4 群組 ( 上停 / 上復 / 下停 /下復 ) 更利於辨識切換進度掌握 ( 如圖30)。
圖30:F12B PM 切換進度管理表精進
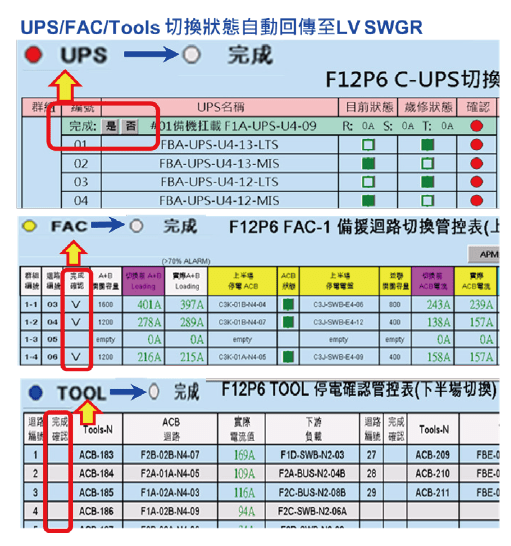
- 各系統間狀態連結自動化,減少人為通報狀況,例如 FAC/UPS/Tool 切換完成後自動反應至 LV SWGR 管控圖控(燈號管理),以加速低壓盤停電切換執行 ( 如圖31/ 圖32)。
圖31:LV SWGR 切換 SCADA 管理 ( 燈號管理 )
圖32:UPS/FAC/Tools 切換狀態自動化回傳機制
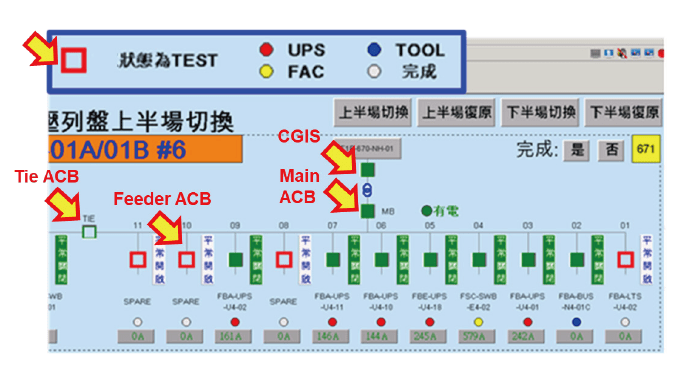
- 因應 F3 APM Lesson Learnt,因高壓開關狀態未定位造成切換掉載風險,於本次 SCADA 圖控設計上特別將 CGIS 隔離開關狀態及 ACB 搖入定位狀態進行,若有未定位狀況加強標記顯示 ( 如圖33)。
圖33:CGIS DS & ACB 狀態位置加強註記 ( 紅底粗框 )
4.7 F12B 工程管理分享
大 APM 電力工程數量眾多,以往歲修工程管理模式已無法掌握現況 QC 品質及進度,於 F12P45 APM 期間導入站長管理機制,由當站資深工程師管理同一變電站所有工程狀況及進度回報,實際以 F12P45 經驗總結成效尚有進步空間,分析可能原因為站長 (1) 並非該廠區工程師,對於廠區設備熟悉程度差異影響 QC 品質,舉例如南亞盤錫鬚問題、改善手法及 QC 認證方式並不瞭解,造成完工後各站改善成效不一;(2) 歲修橫跨近 18 hrs 作業,全天進行工程追蹤及自身工程監工,對於只有站長要承擔這項任務,實際較為艱苦;基於上述兩點,P6 APM 進行下列2 點改善:
- 維持站長管理制度,F12B 首次導入區長管理機制,區長由竹科各副理分派管理 1 至 2 員變電站站長,藉區長專業就近協助站長進行現場狀況排除及監督工程進度 ( 如圖34)。
圖34:區長及站長 Handbook 工程管理機制說明
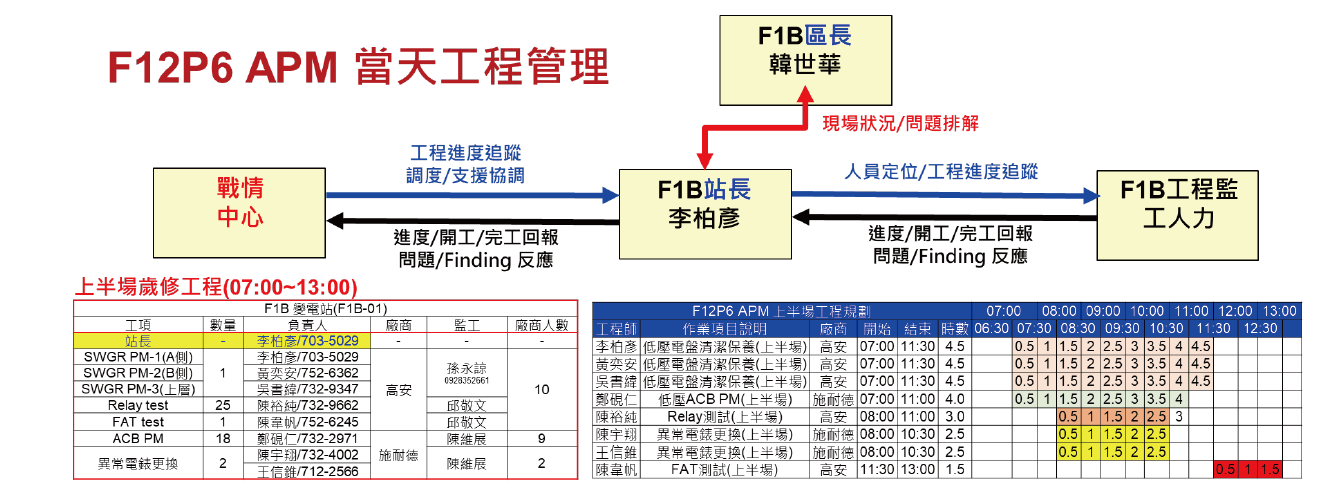
- 站長工作分派減量,僅安排各站工程進度管理及追蹤,但需負責該站南亞電盤錫鬚改善 QC 檢查成敗。站長除了特別提供教戰守則外,亦於每次演練後安排現場南亞盤錫鬚改善工程說明及協助完成人員 QC 認證。
4.8 F12P6 安全管控分享
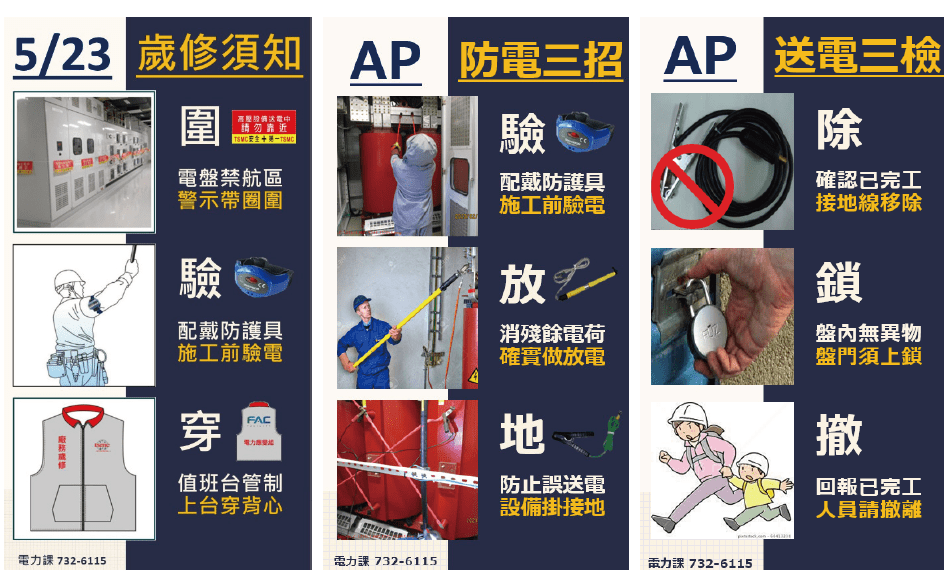
大 APM 規劃伴隨著龐大工程數量及廠務系統切換,如何讓現場工程師及廠商於歲修期間全程保有危機及安全意識,我們於 F12P6 APM 期間導入全面性意識宣導機制,於值班台及現場建立相關安全管控以期建立全廠歲修儀式感,主要以三面向執行導入 ( 如圖35):(1) 值班台人員進出嚴格管理 : 由 F12P45 歲修當天值班台盛況可以看到各廠區及系統對於大 APM 的關注及重視,也因此複雜的人員出入及背景聲量對於歲修當天值班台管理及系統切換通報皆受到顯著地影響,F12P6 本次於值班台進出嚴格管制非相關人員及人數限制;(2) 三部曲海報意識宣導:於值班台、電梯及工程現場各處皆張貼安全意識及電力防電、送電管理以期於歲修長時間狀態下於全廠各處皆能夠時時警惕現場作業人員;(3) 現場全面執行驗電手環配戴 : 因應它廠區 APM Lesson Learnt 人員感電事件,於本次歲修全面要求現場所有電力施工廠商及工程師務必全程配戴驗電手環。
圖35:F12P6 大 APM 歲修安全管理意識宣導
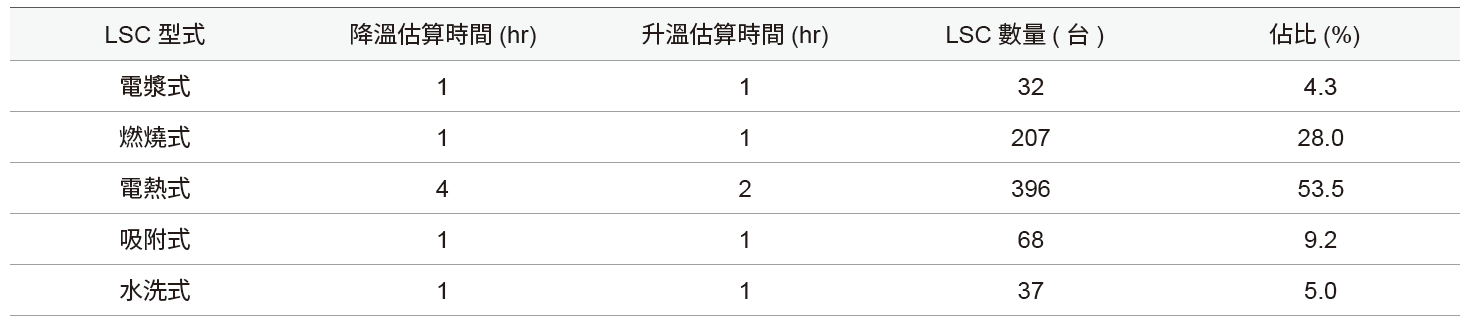
4.9 F12P6 LSC 停復機規劃分享
本次 APM 期間因配合 30% 機台 U 電 idle,故部分 LSC維持運轉,LSC 停電共計 740 台 (90%),因此 LSC 停復電時間關係此次 APM 是否順利交回。
依 F12P45 LSC 復機時程未完善規劃而影響產線預估回線時間,F12P6 於本次 APM 提早將這部分需求至工廠會議上提報,並依製造部提供之機台優先復電順序、LSC 種類進行切換人力分配,共計動員 15 位工程師、TLSM 及廠商支援,使全廠 LSC 如期於電力供應後 2 hrs 全數回線 ( 如圖36)。
圖36:F12P6 機械課 APM LSC 停復機規劃
4.10 F12P6 LSC 中場復機檢討:PCW 供應量不足,LSC 無法全數開機
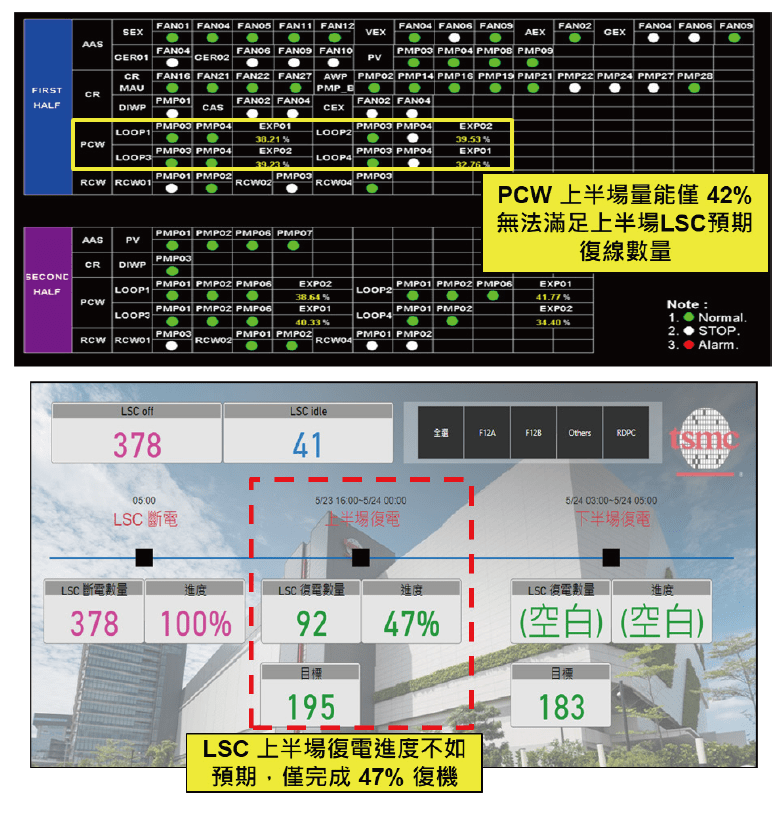
F12P6 APM 分為上下半場輪停,LSC 系統於上半場時全數停機 ( 除 U 電 idle tool),15:00 進行 LSC 上半場提前復電作業時,因 PCW 系統配合電力需求下半場僅能夠供應量能約 42%(8/19),無法滿足上半場 LSC 復電 PCW 需求,造成下半場復電回線壓力,這部分 Lesson Learnt 建議未來 APM 廠區納入 LSC 復電考量評估 ( 如圖37)。
圖37:F12P6 機械課 APM LSC 復機 Lesson Learnt
4.11 F12P6 GN2 PCV 閥異常更換經驗分享
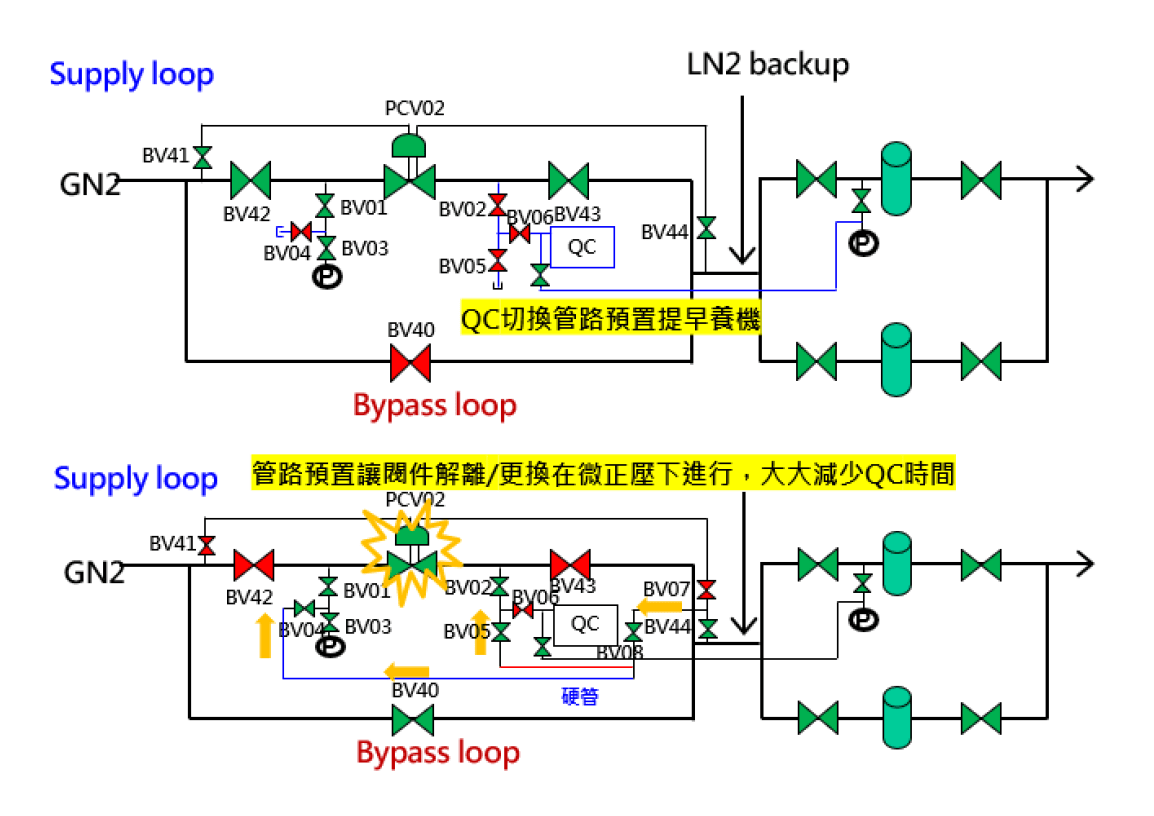
GN2 PCV 閥異常更換,施工主要有兩項 bottleneck,一、空間狹小施工困難:1. 使用手動吊車兩具增加靈活度與彈性讓施工順利進行 2.PCV 閥本體太大且重,大部分解拆出後組裝復歸。二、他廠更換 PCV 閥經驗 QC 時間 within OOC >1day,歲修回線時間緊迫:1.QC 切換管路預置,提早養機,施工後可無縫接軌進行 QC,減少儀器穩定需要時間加速工程進行 2. 管路預置 2 支 2 分管進行 N2 purge 下微正壓解離、換閥,可大大減少後續QC 需要時間 ( 如圖38),本次施工搭配 cycle purge 後 QC trend down within OOC in 3hrs。
圖38:F12P6 GN2 PCV 閥異常更換管路提早預置
5.結論
F12P6/7 Y2023 完成大 APM 及中 APM,克服歲修時程配合工廠產能需求提前困境 (P6 提前 4 個月、P7 緊急因應南亞風險錫鬚改善案並行 ),面對 F12A、F12B 及 RDPC三個工廠端交涉協調及首先導入南亞低壓配電盤停電強化清潔保養規範 Ver. 2.0 等重重困難,從全廠區廠務電力設計 1A2B 改接及電力備援規劃檢討、F12B 合作完成全廠電力備援工程,到歲修前加班完成十多次的演練及溝通,最終得以於目標時程前完成準備工作,並於歲修期間順利完成所有計畫性工作,解決工廠端南亞盤錫鬚及變電站久未保養設備之風險,最後期望藉由本文歲修經驗分享能夠讓後續中、大型 APM 執行廠區能夠應用得更加順利。
參考文獻
- F-GEC-99-03-010,TSMC FAC POWER APM GROUND RULE O.I.,2022
- 用戶用電設備檢驗辦法 ( 台灣電業法第 32 條第 5 項 )
- 電力設備和系統驗收測試規範標準 ( 美國國家標準學會 -ANSI/NETA MTS-2019)
- 電力設備預防性試驗規程 ( 中國電力行業標準 DL/T596-2021)
- 施耐德 ACB 原廠設備保養手冊
- F12P6 竣工資料,2012
- F12P7 竣工資料,2016
留言(0)