摘要

早期建築物採用鋼筋搭接或對接焊接方式施工,但因搭接捆綁與焊接方式影響因素太多,往往造成施工品質不良,影響建築結構安全。近年因高樓建築普遍、橋樑橋墩高度增高,使鋼筋續接器使用激增,本文就鋼筋續接器種類分級與品質試驗加以探討整理,可供日後選用參考。
前言
台灣地小人稠,建築土地面積有限,迫使建築物走向更高與更大,於是鋼筋使用號數越大,用量越多。一般較低建築,鋼筋搭接方法,係將鋼筋搭接處捆綁起來,至於較高或較大型建築,若仍採用傳統鋼筋搭接方法,在綁筋時品質不易控制,在搭接處因鋼筋數多,造成鋼筋間空隙狹窄,施工不甚方便,且形成灌漿漿液流動阻礙,造成灌漿蜂窩與孔洞,影響建築結構安全。此外,鋼筋傳統搭接方法,對大號數鋼筋而言,會造成鋼筋用量的浪費,使建築成本增加。
為了改善及解決上述問題,較高較或大的建築施工常使用鋼筋續接器(coupler)來取代傳統鋼筋搭接法,此外在高強度與高韌性的鋼骨鋼筋混凝土(SRC)的結構,其樑柱接頭處也需要使用鋼筋續接器銜接,鋼筋續接器已成為現今建築重要的元件之一。
文獻回顧
鋼筋續接器大量用於國內營建工程,但是,市場機能定位不清,惡性競爭結果,劣質續接器充斥市面,嚴重影響工程品質。鋼筋續接器市場相當混亂,造成此現象的可能原因大致有以下幾點:
- 鋼筋續接器續接形式與種類快速增加,工程界對其性能與施工未有充分瞭解;
- 工程搶標嚴重,導致承攬價格偏低,廠商為節約成本使用品質、價格或等級較低的續接器;
- 有關性能檢測未進入常軌,實際性能高低無法有效區分,使價格成為市場主導。本文將針對鋼筋續接器的續接形式、種類與品質驗證方式整理介紹,供日後選用之評比與參考。
鋼筋續接器種類與等級區分
鋼筋續接器一般分為:萬向或油壓套筒(壓合)、螺紋節、螺紋式、擴頭、摩擦壓(銲)接、電銲、熔融金屬填充、水泥砂漿填充、環氧樹脂填充及其他機械式續接器,以下僅對國內常用的鋼筋續接器探討介紹。
以續接形式區分
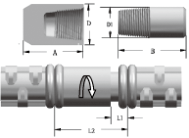
標準、變徑型
適用於柱、樑鋼筋同、異直徑雙向對接之續接器(如圖一)。
圖一、標準型續接器
電銲型
鋼筋與鋼板以電銲固定(如SRC)或逆築工程於連續壁銲接於錨定鋼板之正交樑或電銲多功能之單向延續型續接器(如圖二)。
圖二、電銲型續接器
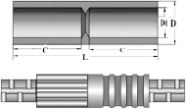
萬向或油壓套筒形
適用地下工程鋼筋籠對接或兩端鋼筋無法轉動時之雙向對接續接器(如圖三)。
圖三、萬向油壓套筒型續接器
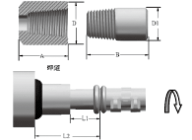
延伸型
逆築工程於連續壁預埋錨定用正交樑L型或U型之單向延續鋼筋續接器(如圖四)。
圖四、延伸型續接器
以續接器與鋼筋接合部位加工方式區分
機械冷鍛螺紋型
公制粗牙螺紋加工,精度需符合JIS-B0209之三級並孔螺紋規定(如圖五、六)。
圖五、冷鍛滾牙

圖六、擴頭滾牙
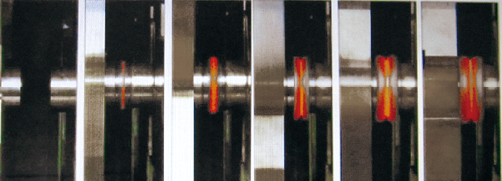
摩擦壓(銲)接型(如圖七)
圖七、摩擦壓(銲)接型

公、母頭螺牙均在續接器本體以CNC車床車製圓鋼棒而成,其真圓度、牙紋咬合度、牙紋斷面積等精度要求透過CNC控制,公、母續接器另一端與鋼筋接頭處,經高速旋轉摩擦生熱,過程中將機械能轉為熱能後,當接觸面達固態軟化溫度之塑性狀態時,施以軸向壓力將熔接體結合及冷卻後完成加工,結合後可獲得與母材相同強度之接頭(如圖八)。在顯微鏡下之金相組織類似鍛造加工組織,其組織較鋼筋母材細緻緊密且接觸之截面積較鋼筋面積大。鋼筋本體不須再做任何加工,處理簡單,可靠之工法,品質穩定足以作為SA級使用。
圖八、摩擦壓(銲)接過程
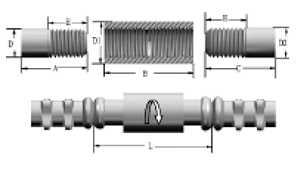
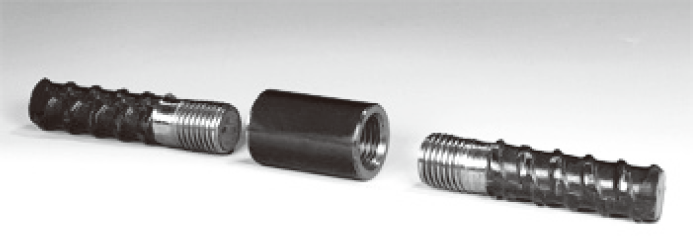
油壓式套筒型(如圖九)
圖九、油壓式套筒型
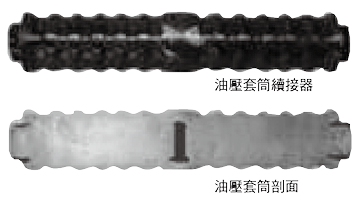
採用冷壓方式促使鋼筋與套管續接器緊密結合,其握裹密合面積之強度需大於鋼筋母材強度,需注意其套筒體積較大,加工需較大箍筋排紮間隙。
螺紋節鋼筋續接器(如圖十)
圖十、螺紋節鋼筋續接器

螺紋節鋼筋中鋼筋竹節之形狀如螺紋,因此鋼筋不必再進行滾(車)牙加工,即可藉由其螺紋竹節與機械式續接器傳遞應力。
以性能等級區分
SA級續接器
續接後強度、變形、延展性及韌性與母材相近。
FA級續接器
續接後強度、變形、延展性及疲勞強度與母材相近。
A級續接器
續接後強度、變形及延展性與母材相近。
B級續接器
續接後強度及變形與母材相近。
機械式續接器性能試驗項目
鋼筋機械式續接器性能試驗包含:
- 鋼筋母材拉力試驗
- 續接器接合試體之拉力試驗
- 續接器接合試體之彈性重複載重試驗
- 續接器接合試體之塑性反複載重試驗
- 續接器接合試體之高塑性反複載重試驗
- 續接器接合試體之高週次疲勞載重試驗。見表一。
表一、各級機械式續接器需進行並通過之試驗項目
試驗項目
SA級
FA級
A級
B級
鋼筋母材拉力試驗
⚫ ⚫ ⚫ ⚫ 續接器接合試體之拉力試驗
⚫ ⚫ ⚫ ⚫ 續接器接合試體之彈性重複載重試驗
⚫ 續接器接合試體之塑性反複載重試驗
⚫ ⚫ 續接器接合試體之高塑性反複載重試驗
⚫ 續接器接合試體之高週次疲勞載重試驗
⚫
各項試驗方法及合格判定基準
鋼筋母材拉力試驗(適用SA、FA、A、B級)
試驗方法:鋼筋母材拉力試驗(如圖十一)應依CNS 2111﹝金屬材料拉伸試驗法﹞之規定辦理,試驗時應注意:
圖十一、拉力試驗

- 試驗時應依試片之形狀選用適當夾具,且試片僅受軸向負載
- 負載增加率儘量保持均勻
- 試驗環境溫度應保持在10℃~35℃範圍之間。
合格判定基準:鋼筋母材試體之降伏強度fya、抗拉強度fua及伸長率eua均應符合CNS 560﹝鋼筋混凝土土用鋼筋﹞之規定,若使用於耐震結構尚須符合規範
第15.3.5節規定,若有任一試體不符規定,則其餘機械式續接器接合試體視為無效試體。
機械式續接器接合試體拉力試驗(適用SA、FA、A、B級)
試驗方法:施加至對應於鋼筋60% Py之拉力(對應於鋼筋規定降伏強度之鋼筋軸向力),再卸載至對應於鋼筋2% Py之拉力;然後施加拉力至試體破壞(如圖十二)。
圖十二、續接器接合試體拉力試驗加載歷程示意圖

合格判定基準(表二):試體之抗拉強度fuc、滑動量(ds)0.6fy、延展性edc或伸長率euc須滿足右表,表中fya與eua皆採用鋼筋母材拉力試驗所得之平均值(續接處外鋼筋斷裂,二分之一鋼筋直徑或大於2公分範圍外)。
|
物理量 |
SA級 |
FA級 |
A級 |
B級 |
|---|---|---|---|---|
|
抗拉強度fuc |
≧1.25fya 且≧fu |
≧1.25fya 且≧fu |
≧1.25fya 且≧fu |
≧1.25fy 且≧fya |
|
滑動量(ds)0.6fy |
≦0.01cm |
≦0.01cm |
≦0.01cm |
≦0.01cm |
|
延展性edc |
≧20eya 且≧0.04 |
≧20eya 且≧0.04 |
≧20eya 且≧0.04 |
≧5eya |
|
伸長率euc |
≧0.06 |
≧0.06 |
≧0.06 |
≧0.03 |
|
物理量 |
SA級 |
FA級 |
A級 |
B級 |
|---|---|---|---|---|
|
抗拉強度fuc |
- |
- |
- |
≧1.25fy 且≧fya |
|
滑動量(ds)0.95fy |
- |
- |
- |
≦0.03cm |
|
延展性edc |
- |
- |
- |
≧5eya |
|
伸長率euc |
- |
- |
- |
≧0.03 |
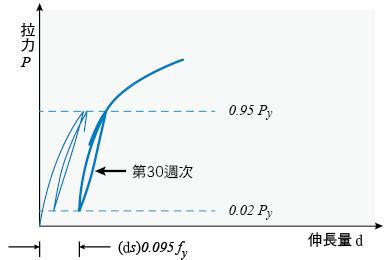
機械式續接器接合試體彈性重複載重試驗(適用B級)(圖十三)
圖十三、續接器接合試體彈性重複載重試驗加載歷程示意圖
機械式續接器接合試體塑性反複載重試驗(適用FA、A級)
試驗方法:模擬六級以下地震,加載下限取對應於鋼筋50% Py之壓力,上限取對應於鋼筋95% Py之拉力,施加16週次,其次加載下限取對應於鋼筋50% Py之壓力,上限取5倍母材實際降伏拉應變(5eya),施加反複載重8週次,然後施加拉力至試體破壞(如圖十四)。
圖十四、續接器接合試體塑性反複載重試驗加載歷程示意圖
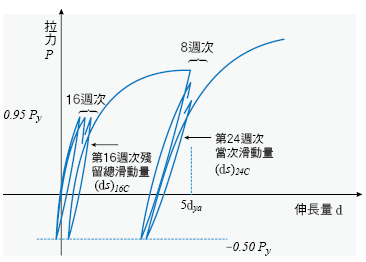
合格判定基準(表四):試體之抗拉強度fuc、16週次殘留總滑動量(ds)16C、24週次當次滑動量(ds)24C、24週次對應滑動應變(es)24C、延展性edc或伸長率euc須滿足下表,表中fya與eua皆採用鋼筋母材拉力試驗所得之平均值(續接處外鋼筋斷裂,二分之一鋼筋直徑或大於2cm範圍外)。
|
物理量 |
SA級 |
FA級 |
A級 |
B級 |
|
|---|---|---|---|---|---|
|
抗拉強度fuc |
- |
≧1.25fya 且≧fu |
≧1.25fya 且≧fu |
- |
|
|
滑動量 |
(ds)16C |
- |
≦0.03cm |
≦0.03cm |
- |
|
(ds)24C |
- |
≦0.09cm |
≦0.09cm |
- |
|
|
(es)24C |
- |
≦1.5eya |
≦1.5eya |
- |
|
|
延展性edc |
- |
≧20eya 且≧0.04 |
≧20eya 且≧0.04 |
- |
|
|
伸長率euc |
- |
≧0.06 |
≧0.06 |
- |
|
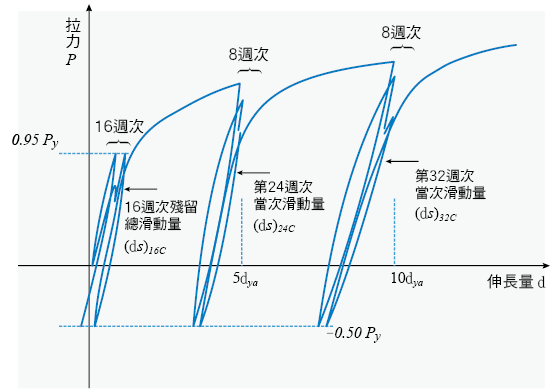
機械式續接器接合試體高塑性反複載重試驗(適用SA級)
試驗方法:模擬7級以上地震時建築物上、下、左、右搖晃之拉、壓應力,加載下限取對應於鋼筋50% Py之壓力,上限取對應於鋼筋95% Py之拉力,施加16週次,其次加載下限取對應於鋼筋50% Py之壓力,上限取5倍母材實際降伏拉應變(5eya),施加反複載重8週次,再其次加載下限取對應於鋼筋50% Py之壓力,上限取10倍母材實際降伏拉應變(10eya),施加反複載重8週次,然後施加拉力至試體破壞(如圖十五、十六、十七)。
圖十五、續接器接合試體高塑性反複載重試驗加載歷程示意圖
圖十六、續接器接合試體彈性階段反複載重作用下滑動量示意圖
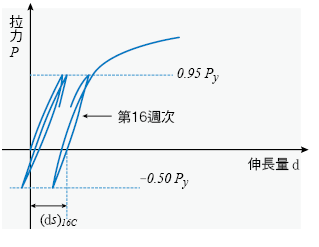
圖十七、續接器接合試體塑性階段反複載重作用下滑動量示意圖
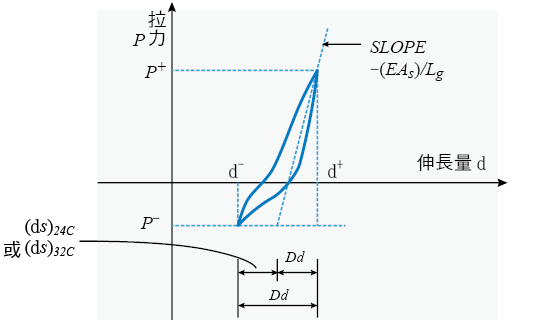
合格判定基準(表五):試體之抗拉強度fuc、16週次殘留總滑動量(ds)16C、24週次當次滑動量(dss)24C、32週次當次滑動量(ds)32C、24週次對應滑動應變(es)24C、32週次對應滑動應變(es)32C、延展性edc或伸長率euc須滿足下表,表中fya與eua皆採用鋼筋母材拉力試驗所得之平均值(續接處外鋼筋斷裂,二分之一鋼筋直徑或大於2公分範圍外)。
|
物理量 |
SA級 |
FA級 |
A級 |
B級 |
|
|---|---|---|---|---|---|
|
抗拉強度fuc |
≧1.25fya 且≧fu |
- |
- |
- |
|
|
滑動量 |
(ds)16C |
≦0.03cm |
- |
- |
- |
|
(ds)24C |
≦0.09cm |
- |
- |
- |
|
|
(ds)24C |
≦0.18cm |
- |
- |
- |
|
|
(es)24C |
≦1.5eya |
- |
- |
- |
|
|
(es)32C |
≦3eya |
- |
- |
- |
|
|
延展性edc |
≧20eya 且≧0.04 |
- |
- |
- |
|
|
伸長率euc |
≧0.06 |
- |
|||
機械式續接器接合試體高週次疲勞載重試驗(適用FA級)
試驗方法:加載下限取對應於鋼筋20% Py之拉力,上限取對應於鋼筋20% Py加1000kg/cm2之拉力,施加200萬週次,然後卸載至對應於鋼筋2% Py之拉力(如圖十八)。
圖十八、續接器接合試體高週次疲勞載重試驗加載歷程示意圖
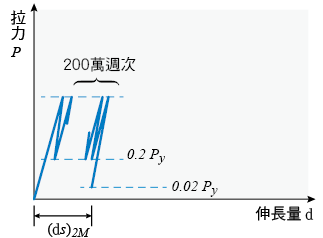
合格判定基準:試驗過程中試體不得產生斷裂或疲勞裂縫,且試體之殘留總滑動量(ds)2M不得大於0.02cm。
結論
結論
- 選用續接器前應先確認土木、建築工程用途,分別選擇適用之FA(疲勞耐用需求)、SA(韌性需求)、A、B等級性能續接器;但目前國內工程界已極少採用A級之續接器。依符合所需求等級之續接器性能條件下結合,施工環境、條件、工期、成本等作最適化之評選,不致陷入續接器單一特色之迷霧中。
- 各種續接器廠商宜委託學術研究或專業測試驗證單位,以實際混凝土單元結構,進行模擬地震破壞模式,依其破壞性試驗結果判定產品性能及作為進一步選用參考。
- 續接器光滑表面宜改良為增加握裹效果之竹節粗糙面或多角形等,以確保混凝土握裹效果及強度。
建議
- 為增加續接器鎖接品質信賴度或施工現場不易執行全面性(如外邊柱)扭力檢測時,建議於採購發包時即取樣,直接以手接合方式(非現場機具鎖接方式)送試拉力強度檢測評量差異情形,作為現場施工取樣量之參考。
- 將傳統續接器人工鎖接方式改良為氣動式鎖接以克服人力鎖接效率及因疲勞而影響鎖接品質信賴度等。
附錄一:符號解釋說明
|
符號 |
說明 |
|---|---|
|
As |
非預力受拉鋼筋之斷面積;cm2。 |
|
Es |
鋼筋之彈性模數;kgf/cm2。 |
|
Esa |
鋼筋母材之實際彈性模數;kgf/cm2。 |
|
fm |
疲勞載重試驗上限應力=0.2fy+1000kgf/cm2;kgf/cm2。 |
|
fy |
非預力鋼筋之規定降伏強度;kgf/cm2。 |
|
fya |
非預力鋼筋母材之實際降伏強度;kgf/cm2。 |
|
fu |
鋼筋之規定抗拉強度;kgf/cm2。 |
|
fua |
鋼筋母材之實際抗拉強度;kgf/cm2。 |
|
fuc |
機械式續接器接合試體實際抗拉強度=Puc/As;kgf/cm2。 |
|
Lg |
機械式續接器接合試體量測長度;cm。 |
|
Pm |
對應於疲勞載重試驗之鋼筋軸向力=Asfm;kgf。 |
|
Py |
對應於鋼筋規定降伏強度之鋼筋軸向力=Asfy;kgf。 |
|
Puc |
機械式續接器接合試體實際最大載重;kgf。 |
|
(ds)0.6fy |
拉力試驗中,加載至0.60Py,再解壓至0.02Py時之殘留滑動量;cm。 |
|
(ds)0.95fy |
彈性重複載重試驗中,0.02Py至0.95Py間加載30週次後之殘留總滑動量;cm。 |
|
(ds)2M |
疲勞載重試驗中,0.2Py至0.95Pm間加載200萬週次後之殘留總滑動量;cm。 |
|
(ds)16c |
塑性反複載重及高塑性反複載重試驗中,0.95Py至-0.50Py間加載16週次後之殘留總滑動量;cm。 |
|
(ds)24c |
塑性反複載重及高塑性反複載重試驗中,在5eya至-0.50Py間加載8週次後之當次滑動量;cm。 |
|
(ds)32c |
高塑性反複載重試驗中,在10eya至-0.50Py間加載8週次後之當次滑動量;cm。 |
|
edc |
機械式續接器接合試體測得之延展性,為機械式續接器接合試體之應力降至0.98fuc、fu及1.25fy之大者時所對應之應變。 |
|
(es)24c |
塑性反複載重及高塑性反複載重試驗中,在5eya至-0.50Py間加載8週次後之當次滑動應變=(ds)24c /Lg。 |
|
(es)32c |
高塑性反複載重試驗中,在10eya至-0.50Py間加載8週次後之當次滑動應變=(ds)32c /Lg。 |
|
eu |
鋼筋之規定伸長率。 |
|
eua |
鋼筋母材之實際伸長率。 |
|
euc |
機械式續接器接合試體之實際伸長率。 |
|
eya |
鋼筋母材之實際降伏應變=fya /Esa。 |
附錄二:鋼筋續接器工法種類與比較
|
型式與工法 |
適用鋼筋 |
性能等級 |
價位 |
優點 |
缺點 |
|
|---|---|---|---|---|---|---|
|
瓦斯 壓接 |
一般瓦斯 壓接 |
加釩 |
B |
低 |
1.可於已埋置之鋼筋上直接施作,克服已埋置但搭接長度不足之困擾。 2.價格低廉。 |
1.從鋼筋外部加熱,熱量無法均勻分布於結合斷面,強度最多只能達1.25倍鋼筋標稱降伏強度。 2.施工速度慢,品質與工程進度易受天候影響。 3.目前幾乎已被淘汰。 |
|
電腦控制 瓦斯壓接 |
加釩 |
B |
中 |
|||
|
螺紋式續接器 |
鋼筋車錐 度牙 |
加釩 |
B |
低 |
1.施工容易、快速。 2.價格低廉,經濟性可取代傳統搭接。 3.可現場車製加工。 |
1.鋼筋不完整牙部分,造成應力集中刻痕,無法達到延展性破壞。 2.竹節鋼筋之真圓度無法要求,螺紋精度不易控制。 3.無法承受塑性反復載重試驗以上之要求,只能列為B級。 4.冷擠擴頭過程,容易造成鋼筋產生微裂縫。致受反復應力時,造成裂縫成長,乃至破壞。 5.擴頭型續接器試驗時經常在夾持位置產生脆性破斷。 |
|
鋼筋車直牙 |
加釩 |
B |
低 |
|||
|
鋼筋擴頭後車錐度牙 |
加釩 |
B |
中 |
|||
|
鋼筋擴頭後滾錐度牙 |
加釩 |
A~SA |
中 |
|||
|
擴頭式螺紋續接器 |
鋼筋擴頭後車直牙 |
加釩 |
B~A |
中 |
1.擴頭結果使斷面積加大、斷面強度提高。 |
1.鋼筋不完整牙部分,造成應力集中刻痕,無法達到延展性破壞。 2.竹節鋼筋之真圓度無法要求,螺紋精度不易控制。 3.無法承受塑性反復載重試驗以上之要求,只能列為B級。 4.冷擠擴頭過程,容易造成鋼筋產生微裂縫。致受反復應力時,造成裂縫成長,乃至破壞。 5.擴頭型續接器試驗時經常在夾持位置產生脆性破斷。 |
|
鋼筋擴頭後滾直牙 |
加釩 |
A~SA |
中 |
|||
|
縮頭式螺紋續接器 |
鋼筋縮頭後車錐度牙 |
加釩 |
A~SA |
低 |
1.縮頭結果使組織較密實、斷面強度可略為提高。 2.可現場車製加工。 |
1.鋼筋不完整牙部分,造成應力集中刻痕,無法達到延展性破壞。 2.竹節鋼筋之真圓度無法要求,螺紋精度不易控制。 3.承受高塑性反復載重試驗之合格百分比低。 4.縮頭使鋼筋段面積減小。容易從有無縮頭處斷裂。 |
|
油壓套筒型續接器 (油壓冷束) |
油壓套筒單件式 |
加釩 水淬 |
A~SA |
高 |
1.單套筒型可於已埋置之鋼筋上直接施作,克服已埋置但搭接長度不足之困擾。 2.單套筒型使用之機具小,可現場施工。 3.未在鋼筋上車製螺紋,無螺紋式續接器問題。 4.油壓冷束型因表面有壓痕,對鋼筋握裹力之影響較小。 |
1.單套管型油壓續接器於現場施工時,每道油壓壓痕之品質均勻度較不易控制。 2.鋼筋尺寸公差使鋼筋外徑不一,套管內徑受鋼筋外徑影響甚大,間隙不易控制、套管與鋼筋可能損傷。另外,續接器與鋼筋結合後,可能產生偏斜現象,致組接產生困難。 3.續接器長度較其他種類續接器長,直徑亦較大,造成箍筋綁紮與灌漿上困難。 4.現場施作時,工程進度易受天候影響。 5.油壓冷束型續接器,壓束過程中容易使續接器因過度變形而產生裂痕或損傷。 6.續接器長度較其他種類續接器長,混凝土對鋼筋之握裹力較差。 7.油壓機無法根據鋼筋強度作適當壓力控制,續接品質受鋼筋品質影響甚鉅。 |
|
油壓套筒二件式 |
加釩 水淬 |
A~SA |
高 |
|||
|
油壓套筒三件式 |
加釩 水淬 |
A~SA |
高 |
|||
|
油壓套筒型續接器 (油壓冷抽) |
油壓套筒二件式 |
加釩 水淬 |
SA |
高 |
1.未在鋼筋上車製螺紋,無螺紋式續接器問題。 2.油壓冷抽型其續接器與鋼筋密合程度較油壓冷束型佳。 3.油壓冷抽型續接器可以避免續接器因壓著而過度變形,可通過SA級性能試驗。 |
1.續接器長度較其他種類續接器長,直徑亦較大,造成箍筋綁紮與灌漿上困難。 2.續接器長度較其他種類續接器長,且其表面光滑,非常不利於混凝土對鋼筋之握裹力。 |
|
油壓套筒三件式 |
加釩 水淬 |
SA |
高 |
|||
|
螺紋節鋼筋續接器 |
ADI沃斯回火球墨鑄鐵續接器 |
加釩 水淬 |
A |
中 |
1.鋼筋不須作任何形式之加工。 2.取樣試驗後之補救容易。 3.組接時鋼筋不須轉動。某些場合(待接鋼筋有彎勾或使用於鋼筋籠對接)較易施工。 |
1.必須使用填充劑並待其凝固後始能產生強度,使用環氧樹脂須時1-2小時,使用水泥砂漿需7-8小時,品質不易控制。且鋼筋工無法作此等待。 2.品質與填充劑之種類、配比與填充量有絕對關係。抽樣檢驗較無代表性。 3.上下鋼筋易生偏心,SA級試驗易失敗。小號數鋼筋 (≦#7)無法完成實驗。 4.續接器以鑄造後再經熱處理而成,伸長率不足,品質難控制。 5.續接器與鋼筋之間隙大,不易達到SA級規範中要求之滑動量。 6.國內只有單一供應商,有斷料的可能問題。 |
|
摩擦壓接(銲接) |
摩擦壓接型 |
加釩 水淬 |
SA |
高 |
1.摩擦壓接技術在車輛、航太、產業等工業的應用,已有二、三十年的歷史。 2.續接器是在CNC車床車製,螺紋精度極高,續接器結合時,沒有不完整外露牙,可目視品管。 3.鋼筋與續接器之結合,係以全自動摩擦壓接機施作,沒有人為因素影響。 4.摩擦壓接技術與設備由日本東邦株式會社研發提供,經經濟部工業局補助,金屬工業研究發展中心輔導,證明為耐震型鋼筋續接器,並適用於CNS SD42 【含熱軋延(俗稱加釩)與熱處理(俗稱水淬鋼筋)】與SD42W規範之鋼筋。 5.能符合SA級(耐震結構)與FA級(耐疲勞)性能需求。 6.可選用之續接器材質與加工方法彈性較大。 |
1.只能於工廠內加工,設備投資與檢驗儀器成本高。 2.價格較傳統式續接器高。 3.所須之技術能力門檻較高。 |
參考文獻
- 日本土木學會,鐵筋繼手指針,(1982).
- 日本建築學會,Recommendations for Detailing and Placing of Concrete Reinforcement,(1986).
- 中國土木水利工程學會,鋼筋混凝土工程設計規範與解說(土木401-86),科技圖書股份有限公司,台北,(1998).
- 內政部營建署,建築物耐震設計規範與解說,(1997)。
- ACI Committee 318, Building Code Requirements for Reinforced Concrete (ACI318-95) and Commentary-ACI 318R-95, American Concrete Institute, Framington Hills, (1995).
- International Conference of Building Officials, Uniform Building Code, (1994).
- 陳正誠、沈進發、許峻榮,鋼筋續接器在構材中性能檢測之研究,內政部建築研究所專題計畫研究成果報告,計畫編號:MOIS 850011,85年7月。
- 陳正誠、沈進發,鋼筋續接之施工規範與使用準則研究,內政部建築研究所專題計畫研究成果報告,計畫編號:MOIS 860026,86年6月。
- Corley, W.G., Hanson, J.M., and Helgason, T., “Design of reinforced concrete for fatigue,“ Journal of Structural Division, Proceedings, ASCE, Vol. 104, No. ST6, pp.921-932 (1987).
- AASHTO-1992, Standard Specifications for Highway Bridges, Fifteenth Edition, Washington, D.C., 686 pp (1992).
- 吳錫侃、王文雄、高建章,1998,<水淬鋼筋物理性能檢測及應用之探討>,內政部建築研究所專題研究計畫成果報告,編號86-S-028,台北。
留言(0)