摘要
UPS電源轉載可靠度設計
Keywords / UPS20,Automatic Transfer Power,programmable logic controller3


本文提出應用於「不斷電系統」(Uninterruptible Power System, UPS)中的電源自動化切換設計,利用電源分配盤(Maintenance Bypass Panel, MBP)搭配可程式邏輯控制器(Programmable Logic Controller, PLC)應用,達成負載在不同電源間自動化的可靠轉移,不僅提升開關切換的效率,更降低人為操作的失誤風險提升供電可靠度。
With the development of intelligence in high-tech factories, the issue of human error caused by the long-term monotonous and repetitive power equipment switching work of personnel has become more and more important. According to the statistics of the causes of global accidents in the literature, 70% of aircraft crashes and 90% of car accidents are caused by "human error", which proves that "human error" is the biggest variable in system safety, and it is also the primary improvement goal of factories intelligentizing.
This article proposes a design of automatic transfer power applied to the Uninterruptible Power System(UPS), using a power distribution panel Maintenance Bypass Panel(MBP) with Programmable Logic Controller(PLC) applications, achieving automatic and reliable load transfer between different power sources, which not only improves the efficiency of switching, but also reduces the risk of human operation errors and improves the reliability of power supply.
前言
台積電自2015年陸續於竹中南進行300mm Fab擴廠,UPS不斷電系統的裝機需求量也隨著廠區成長而不斷增加,一旦市電異常時,UPS便將儲存於電池中的直流電透過逆變器轉換為交流電,達負載不斷電的功能,供給敏感負載繼續生產等。可想而知,廠務端UPS電源供應與轉載將扮演舉足輕重的一環。
為達廠務端長期穩定運轉,伴隨而來的是廠務人員需大量頻繁操作UPS電源轉載,以滿足機台定期維護年度保養,根據FAM保養平台統計,台積電300mm廠區共有2748台UPS,平均一台UPS切換來回時間約40分鐘,一年需佔據1832小時的切換工時,除此之外,UPS在電源轉載操作過程,存在人員MO與下游機台非U電保護所帶來的供電風險考量,將成每個廠區為重要課題。
對於人員長期進行單調、重複性高的電源設備切換工作存在不定性的風險[1]。根據台積電2016~2020年間,因為人員操作失誤造成UPS異常斷電統計共2次,即便次數甚低,但對於廠務而言,提供穩定供電給工廠一直是最高首要原則與目標,且任何一次的失誤都絕不容忍,因此UPS電源切換自動化將是廠房智慧化轉型首要改善目標。
本文將探討各版本一鍵切機自動化的程序,期望將竹中南各廠區UPS一鍵切機流程標準化,導入現場實現一鍵切機自動化取代人員手動操作,勢必能有效降低人員切換時間,並減少操作失誤的風險,達成UPS電源轉載可靠度設計的目標。
文獻探討
2.1 MBP盤電力架構
CUPS的維護旁路電盤(Maintenance Bypass Panel, MBP)會依據下游UPS設計容量分為450KVA與825KVA兩種形式,而其最大不同在於盤體尺寸大小,與開關容量選用上之差異。MBP盤電力架構主要包括,輸入側的UPS輸入開關(UPS Input, UIP),主機/旁路/備機電源的UPS輸出隔離開關(Main Isolate Switch, MIS),維護旁路開關(Maintenance ByPass, MBP),備機輸入開關(Load Transfer Switch, LTS),以及輸出側的負載開關(Load),如 圖1所示。
圖1、MBP電力切換架構圖(左 : 主機供電,右 : 備機供電)
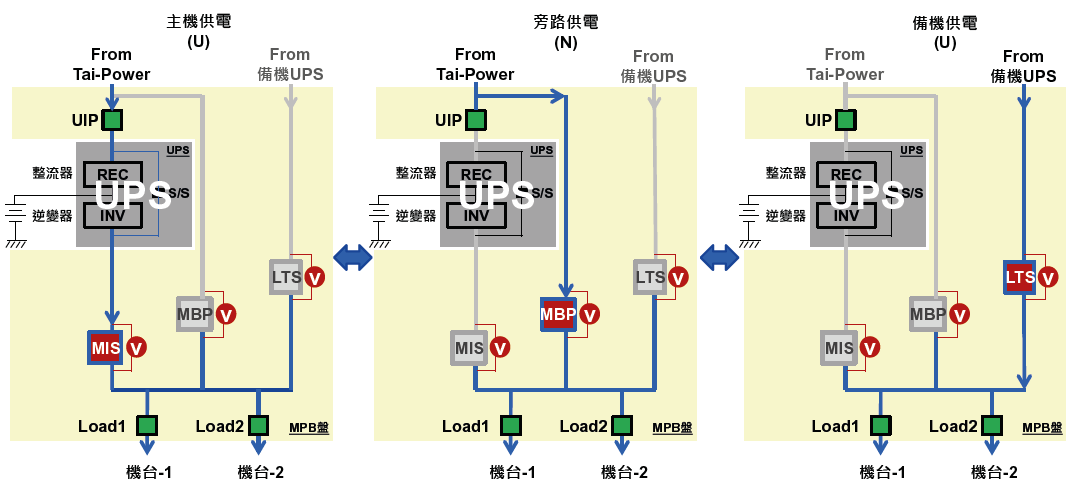
透過MBP盤主機/旁路/備機電源開關並聯切換方式,在輸入電源不間斷的情況下,可將負載由主機轉移至備機(MIS→MBP→LTS)或由備機交回至主機(LTS→MBP→MIS),達成UPS主機異常應變與年度定期保養維護之需求,MBP電力切換架構示意如 圖1所示。此外,MBP盤設計針對輸出側的負載開關(Load)有外掛故障保護跳脫模組以外,其餘開關(MIS/MBP/LTS/UIP)並無跳脫模組功能,單純以隔離開關(Disconnect switch, DS)進行切換應用[3][4][5]。
2.2 MBP盤一鍵切機自動化回顧
於2010由竹科發想導入MBP盤半自動切換,將MBP盤的開關操作,由原本人員需於盤內機械操作,改為人員在盤面以按鈕方式操作開關投入與切離,跨出了MBP盤自動化大門的第一步。2017年中科將其持續精進,開發出電壓壓差表,取代人員開盤量測銅排的高風險開盤作業,改由MBP盤面顯示壓差值提供人員快速判斷。除此之外,更將開關的狀態資訊以PLC邏輯程式編寫[2],搭配壓差表,成功開發出MBP盤一鍵切機自動化的原型,且廠務處設計部於2019年發包導入F15P7/F18A等新廠設計架構中[3][4][5]。總結以上新設計,MBP盤一鍵切機自動化將是UPS電源轉載可靠度提升重要的一步。
2.3 MBP盤手動與自動化切換差異比較
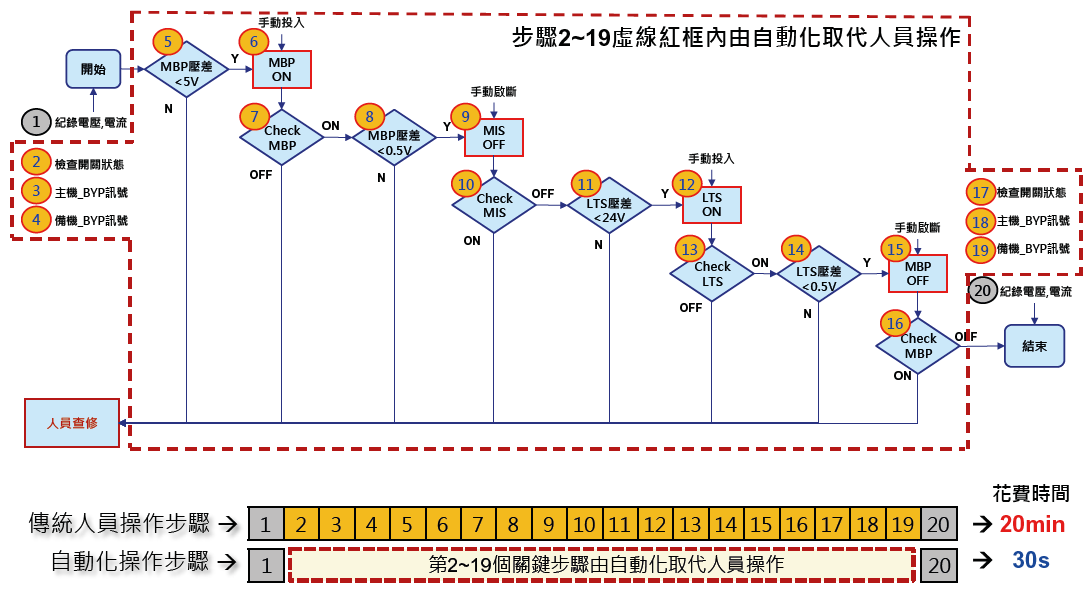
MBP盤電源切換分為 : 人員手動與一鍵切機自動化兩種切換方式,人員手動切換共有19個關鍵步驟,每個切換操作均需人員精準判斷且缺一不可。而一鍵切機自動化是將UPS模式、旁路盤各開關與壓差表等狀態資訊,透過可程式應用控制器PLC,將以上關鍵步驟的狀態資訊寫入PLC邏輯判斷程式中,達成自動化切換,其MBP盤電源手動與自動化切換差異流程,如 圖2所示。
圖2、MBP盤手動與自動化切換流程差異比較
隨著時間推進,F18P1、F18P2與F18P3在一鍵切機實際應用上,於自動切換過程中,如發生壓差或開關狀態條件不滿足,一鍵切機自動化程式會自動返回初始狀態,導致操作人員當下不易直觀判斷異常點,導致查修困難等問題。
因此,秉持Stop & Fix精神。本文提出當一鍵切機程式動作異常時,程式即中停的概念,將現行一鍵切機自動化Roll back版本修正成一鍵切機自動化中停版本,當PLC程式狀態不滿足判斷條件式時,停止所有一鍵切機程式動作(Stop),改由人員後續接手異常排除(Fix),此修改雖無法達成原先一鍵切機Rollback版本百分之百完全自動化回歸初始狀態,但卻能清楚知道一鍵切機中停版程式停止原因,減少異常查修時間。除此之外,使用中停版本亦可降低PLC程式因誤訊號動作造成負載異常斷電,或因未達成PLC判斷條件,在返回過程中發生二次異常等複雜問題,有效提升負載切換穩定度,其不同版本的一鍵切機程式差異比較如 表1所表示。
| 情境 | 一鍵切機Rollback版 | 一鍵切機中停版 |
|---|---|---|
| 正常下 | 自動切換完成 | 自動切換完成 |
| 異常下 (開關壓差條件失效等) | 自動返回初始, 不易查修 | 立即中止,停在當下,容易查修 |
研究方法
3.1 研究架構與假說
延續第二章節一鍵切機中停版理論與想法,在一鍵切機PLC程式架構上,我們將原先一鍵切機Rollback版程式加以研究後,對原先程式主判斷架構並無更動,僅在程式返回的邏輯上改為程式中停,即可達成一鍵切機程式遇上判斷異常及中停版的概念[7]。
3.2 研究定義與工具
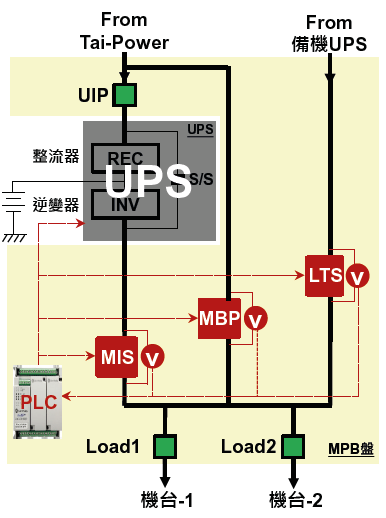
為將一鍵切機中停版成功應用實際運轉廠,需將PLC、UPS狀態訊號、壓差表、開關訊號狀態模組以及MBP盤控制旋鈕與燈號等五大設備加以整合,其一鍵切機CUPS MBP盤開關並聯架構示意如 圖3。
圖3、CUPS MBP盤開關並聯架構
- PLC可程式控制器 : 以硬體與軟體兩個層面進行探討,首先硬體部分,需先定義PLC中DI訊號X0~X17,及DO訊號Y0~Y10各個狀態,且每個輸入與輸出狀態訊號點的實體接線需正確,其次,PLC軟體程式內所規劃之DI與DO需與實體線路相呼應,詳細定義如 表3所示。本文PLC硬體是採用FATEK品牌,型號 : FBs-60MBR2-AC進行驗證,PLC程式是透過步進階梯圖(Sequential Function Chart, SFC)指令撰寫,達成自動控制切換[6]。
表3、PLC DI/DO規劃表
I/O number 燈號、功能、反應 F18A 使用功能 FATEK本體+ 擴充IN(X) X0 主機旁路供電 V X1 UIP ON V X2 備機旁路供電 V X3 MIS ON V X4 MBP ON V X5 LTS ON V X6 自動切換enable指令 V X7 自動切換MIS→LTS指令 V X8 自動切換LTS→MIS指令 V X9 自動切換開始指令 V X10 LTS壓差表24V OK V X11 LTS壓差表0.5V OK V X12 MBP壓差表24V OK V X13 MBP壓差表0.5V OK V X14 MIS壓差表24V OK V X15 MIS壓差表0.5V OK V X16 自動切換失敗重置指令 V X17 自動切換失敗 V FATEK本體 OUT(Y) Y0 MBP ON指令 V Y1 MBP OFF指令 V Y2 LTS ON指令 V Y3 LTS OFF指令 V Y4 主機電池放電中警報指令 V Y5 自動切換失敗亮燈指令 V Y6 MIS ON指令 V Y7 MIS OFF指令 V Y8 自動切換MIS→LTS亮燈指令 V Y9 自動切換LTS→MIS亮燈指令 V - UPS狀態訊號 : 將主機與備機UPS Bypass訊號連接至MBP盤的PLC DI點,可經由PLC監控UPS運轉模式。
- 開關狀態訊號與開關控制訊號 : 將ACB/MCCB本體輔助接點狀態訊號接到PLC DI訊號點,可隨時在PLC上監控開關狀態訊號是否發生改變。此外,在控制ACB/MCCB本體投入與跳脫,則可透過PLC輸出DO訊號到電磁接觸器,控制ACB/MCCB投入與跳脫線圈,達成PLC訊號控制開關的方法。
- 壓差表訊號 : 壓差表本體有兩組輔助接點可進行設定,定義壓差讀值小於設定值則輔助接點狀態輸出給PLC DI訊號。本文採用四國壓差表,在MBP盤體設計架構共有3顆,分別對應MIS/MBP/LTS 3顆開關一二次側的壓差訊號[8]。
- MBP盤面控制旋鈕與燈號 : 為了讓操作者可方便操作與快速判斷切機前、中、後各的狀態,在MBP盤面增加兩顆旋鈕、兩顆按鈕與三顆指示燈,其詳細功能請見 表2。
| 旋鈕/按鈕/指示燈 | PLC DI/DO | Remark |
|---|---|---|
| SS1->AUTO | X6 | 啟用自動切換模式旋鈕 |
| SS2->L-M / M-L | X7 | 自動切換LTS-MIS旋鈕 |
| X8 | 自動切換MIS-LTS旋鈕 | |
| PB1->START TRANS. | X9 | 自動切換開始按鈕 |
| PB2->FAULT RESET | X16 | 自動切換失敗重置按鈕 |
| YL->AUTO TRANS. FAULT | Y5 | 自動切換失敗亮燈 |
| GL1->M-L Enable | Y8 | M-L切換條件滿足燈 |
| GL2->L-M Enable | Y9 | L-M切換條件滿足燈 |
備妥以上各元件訊號狀態,並確保規劃一鍵切機的DI與DO需與定義一致,且PLC實體線路需驗證過DI與DO接線無誤,這樣一來即可透過一鍵切機程式精準控制MIS/MBP/LTS各開關投入與啟斷時機,達成一鍵切機自動化切換的目標。
3.3 資料蒐集方法及程序-流程圖
在一鍵切機Rollback版與中停版本流程圖上明顯可以看出,當開關狀態與壓差正常時,使用兩個版本皆可正常將負載轉移至備機,但如有發生開關狀態與壓差異常時,Rollback版本會自動返回初始,但在實際應用上操作人員不易查修,且在返回過程中越多的開關操作存在越多潛在異常風險[9][10][11],其流程如 圖4所示。
圖4、一鍵切機Rollback版流程圖

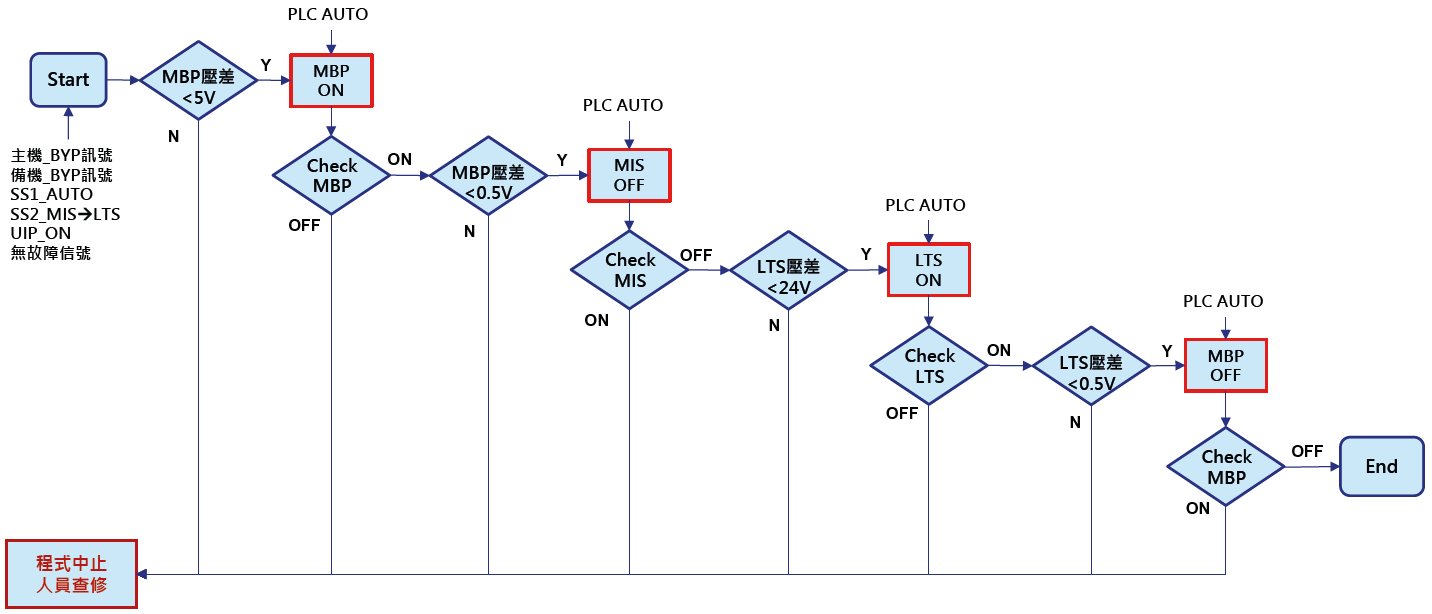
本文提出的中停版本,如有發生開關狀態與壓差異常時,中停版本會將程式停止,此時操作人員可配合一鍵切機查修表格,在中停異常點查修作業,快速將異常狀態排除,並減少開關操作次數,降低潛在異常風險,其流程如 圖5所示。
圖5、一鍵切機中停版流程圖(本文提出)
結果與分析
4.1 程式功能驗證
依第三章節的流程圖,秉持Stop & Fix原則本文開發出一鍵切機中停版本,透過PLC DI點位在每一步切換過程中比對各開關及壓差狀態,依照流程圖步驟驗證程式的判斷邏輯條件,我們將MIS-LTS以及LTS-MIS切換流程分別拆分成10個情境進行模擬驗證,其驗證結果顯示在狀態正常與失效時其一鍵切機中停版本動作是否能符合預期的動作模式,其驗證如 表4與 表5。
| DI | 說明 | 初始條件 | MIS to LTS 啟動 |
MBP ON Check (Before) |
MBP ON Check (After) |
MIS OFF Check (Before) |
MIS OFF Check (After) |
LTS ON Check (Before) |
LTS ON Check (After) |
MBP OFF Check (Before) |
MBP OFF Check (After) |
Final check |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X9 | PB1按住兩秒 | V | ||||||||||
| X17 | 無任何故障信號(YL燈未亮起) | V | V | V | V | V | ||||||
| X0 | UPS主機Bypass訊號 | V | V | V | V | V | ||||||
| X2 | UPS備機Bypass訊號 | V | V | V | V | V | ||||||
| X6 | SS1開關 Manual->Auto | V | V | V | V | V | ||||||
| X7 | SS2開關 MIS->LTS | V | V | V | V | V | ||||||
| X8 | SS2開關 LTS->MIS | |||||||||||
| X1 | UIP CB狀態->ON | V | V | V | V | V | ||||||
| X3 | MIS CB狀態->ON | V | V | V | ||||||||
| (X3) | MIS CB狀態->OFF | V | V | V | ||||||||
| X4 | MBP CB狀態->ON | V | V | V | V | V | V | |||||
| (X4) | MBP CB狀態->OFF | V | V | V | ||||||||
| X5 | LTS CB狀態->ON | V | V | V | V | |||||||
| (X5) | LTS CB狀態->OFF | V | V | V | ||||||||
| X10 | VDM-1(LTS) < 24V | V | V | |||||||||
| X11 | VDM-1(LTS) < 1V | V | ||||||||||
| X12 | VDM-2(MBP) < 5V | V | V | |||||||||
| X13 | VDM-2(MBP) < 1V | V | ||||||||||
| X14 | VDM-3(MIS) < 5V | |||||||||||
| X15 | VDM-3(MIS) < 1V | V | ||||||||||
| X16 | Fault Reset |
| DI | 說明 | 初始條件 | LTS to MIS 啟動 |
MBP ON Check (Before) |
MBP ON Check (After) |
LTS OFF Check (Before) |
LTS OFF Check (After) |
MIS ON Check (Before) |
MIS ON Check (After) |
MBP OFF Check (Before) |
MBP OFF Check (After) |
Final check |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X9 | PB1按住兩秒 | V | ||||||||||
| X17 | 無任何故障信號(YL燈未亮起) | V | V | V | V | V | ||||||
| X0 | UPS主機Bypass訊號 | V | V | V | V | V | ||||||
| X2 | UPS備機Bypass訊號 | V | V | V | V | V | ||||||
| X6 | SS1開關 Manual->Auto | V | V | V | V | V | ||||||
| X7 | SS2開關 MIS->LTS | |||||||||||
| X8 | SS2開關 LTS->MIS | V | V | V | V | V | ||||||
| X1 | UIP CB狀態->ON | V | V | V | V | V | ||||||
| X3 | MIS CB狀態->ON | V | V | V | V | |||||||
| (X3) | MIS CB狀態->OFF | V | V | V | ||||||||
| X4 | MBP CB狀態->ON | V | V | V | V | V | V | |||||
| (X4) | MBP CB狀態->OFF | V | V | V | ||||||||
| X5 | LTS CB狀態->ON | V | V | V | ||||||||
| (X5) | LTS CB狀態->OFF | V | V | V | ||||||||
| X10 | VDM-1(LTS) < 24V | |||||||||||
| X11 | VDM-1(LTS) < 1V | V | ||||||||||
| X12 | VDM-2(MBP) < 5V | V | V | |||||||||
| X13 | VDM-2(MBP) < 1V | V | ||||||||||
| X14 | VDM-3(MIS) < 5V | V | V | |||||||||
| X15 | VDM-3(MIS) < 1V | V | ||||||||||
| X16 | Fault Reset |
4.2 概述實驗設計與過程
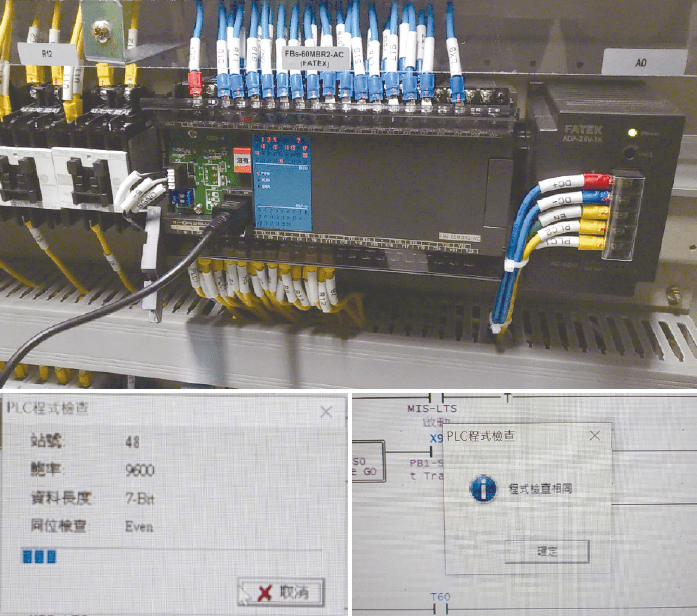
為了確保一鍵切機中停版程式的穩定性與可靠性,我們邀請設計部與廠務部各個先進,於2020年9~12月期間會同到聯發電機與士林電機進行CUPS MBP一鍵切機廠驗測試,驗證當狀態條件正常與失效時,對於程式正常運行與中停的可靠度,並搭配PLC主機面板上顯示的DI與DO燈號雙重驗證程式,其廠驗結果顯示,在開關狀態與壓差條件正常下,一鍵切機中停版邏輯能順利且穩定的將負載在主機與備機中完成一鍵自動切換,而當開關狀態與壓差訊號等外部條件異常時,中停版程式能有效立即中止自動切換,兩者在切換過程中不論狀態訊號正常與否,皆無斷電風險,且容易查修,其結驗證紀錄如 圖6所示。
圖6、PLC狀態驗證與現場驗證
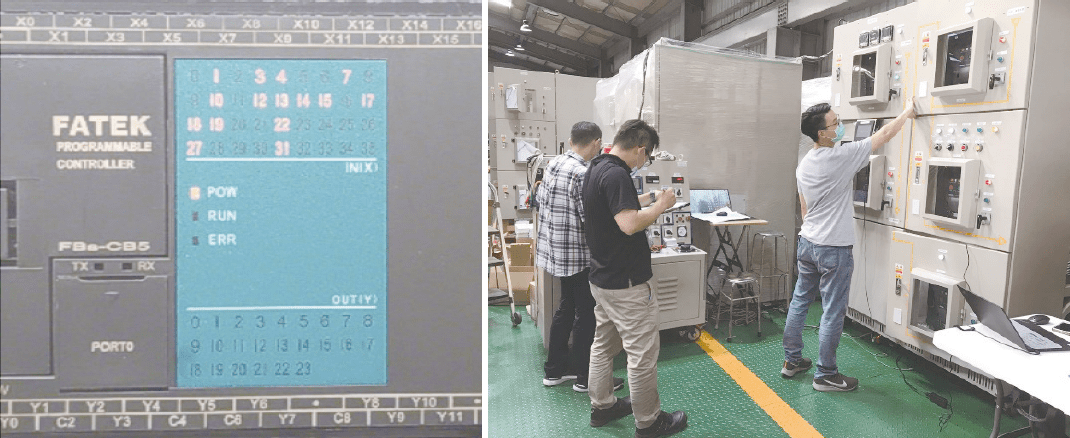
驗證過PLC一鍵切機程式中停版切換邏輯與流程圖一致後,因F15P7與F18A現場約莫有700套MBP盤體,數量甚多,如何確保一鍵切機中停版程式能正灌入PLC中,也是重要的驗證環節。因此,在一鍵切機程式灌入PLC主機後,需用筆電進行PLC程式比對,確保一鍵切機中停版程式與廠驗程式相符,其驗證比對方式如 圖7所示。
圖7、PLC程式比對結果
總結一鍵切機驗證過程,從一鍵切機中停版概念導入,包含軟體上PLC程式修改後的模擬驗證,以及實體壓差與開關狀態的異常驗證,到最後的現場導入後的PLC程式比對,可確保一鍵切機中停版能確實將負載由MPB順利轉載至LTS供電,當有訊號異常時,程式能順利中止,在切換過程中一鍵切機中停版程式有許多判斷式的卡關機制,能確保切換過程負載無斷電風險,達到廠務永續穩定運轉目標。
未來展望與結論
本文提出UPS電源轉載可靠度設計,秉持著廠務永續運轉精神,期望將一鍵切機程式應用於300mm運轉廠,在UPS穩定運轉供應與切換的基石上,透過導入UPS一鍵切機自動化輔助,取代切換過程所需消耗的專業人力工時,同時減少專業操作人員長時間反覆操作的疲勞感,達成工作效率提升雙贏效益。除此之外,專業人員在執行一件切機自動切換過程的前、中、後,能更加謹慎面對系統狀況,當一鍵切機切換過程卡關時,Rollback版會繼續返回執行,後續專業人員無法清楚知道故障返回原因,不易查修,反之,中停版則會在安全供電的情形下停止,專業操作人員可清楚知道故障原因,進行後續狀況排除。
總結一鍵切機中停版,經過無數次模擬與實際測試,其每一步開關切換至少皆有兩道以上的條件卡關機制,應用在例行切換上有一定水準的可靠度,本文所提出一鍵切機中停版程式,只要確認開關電力架構一致,及PLC DI與DO規劃邏輯接線相同,則一樣可以直接導入使用。期許未來新廠與既有廠能持續導入一鍵切機自動化,提升UPS電源轉載可靠度設計。
5.1 建議
建議未來在執行一鍵切機廠驗測試時,將驗證方式加入訊號以持續故障與脈衝故障的方式進行驗證,前者為異常狀態持續觸發,後者為異常狀態發生又瞬間復歸的測試條件,可以確保所有細節異常狀況皆可考慮,讓一鍵切機程式能更加完整可靠。
參考文獻
- 行為安全:人為什麼會犯錯?如何防範?http://fullpot.blogspot.com/2015/04/blog-post.html
- 張宥凱、張榮洲、邱創標可程式控制器PLC應用。出版社:新文京 2020。
- 士林電機電源分配盤設計架構圖,2019。
- 聯發電機電源分配盤設計架構圖,2020。
- 亞力電機電源分配盤設計架構圖,2018。
- FATEK可程式控制器,FBs系列PLC使用手冊,永宏電機股份有限公司,2020。
- FATEK WinProladder使用手冊,永宏電機股份有限公司,2020。
- MP-DV三相電壓差壓表操作手冊,台灣四國船舶電機股份有限公司,2020。
- 士林電機一鍵切機流程PLC程式,2019。
- 聯發電機一鍵切機流程PLC程式,2020。
- 亞力電機一鍵切機流程PLC程式,2018。
留言(0)