摘要
裝機整合管理系統的建置



裝機配管工程,又稱為二次配管裝機工程(Hookup),為半導體廠房新建或擴建專案時,連接主要生產機台之施工作業。本文主要針對本公司裝機配管從招標發包階段之成本管理方法進行探討,說明目前遭遇之困難及如何藉由系統工具的協助來達到節省人力及有效管控成本並回饋資料庫的目的。
前言
在高科技廠房的生命週期中,歷經規劃、設計、營建施工而後進到運轉階段,開始生產機台的安裝,在此過程中把廠務系統所預置的管路端點銜接至機台,準備進行生產,這個階段稱為二次配管裝機階段(Hookup)。以往裝機配管在發包時,僅提供配管廠商需拆、裝機機台廠牌與樣式,由廠商依經驗報價,其報價內容因廠商經驗不同差異極大,難以比較與判斷價格的合理性,再加上機台因需求變更而變動頻繁,隨著機台變動而產生大量的訂單(PR/PO),裝機負責人被module的人追著時程等因素,影響預算控管而無法進行有效的把關作業。
隨著2014年底廠務組織合併後,各廠區之裝機配管工程統一歸屬由新工執行;為能有效解決上述問題,新廠規劃部(NFP)和竹、中、南裝機工程課、裝機工程設計課協同採購並與ORP等單位共同合作,進行一連串的改善作業,包括:善用材料清單(Bill of Material,BOM)、以每一專案為基礎串連機台清單(Tool List)、確認工作分解結構(Work Breakdown Structure,WBS),如:裝機點數與元件細項(Component List)、以統合數量方式(Volume Bid)進行投標等,以結構化標案報價來把關單價,同時配合蒐集廠商工程承接人力為參考指標,統籌運用廠商資源,讓低價廠商接單最大化,成功地降低拆裝機成本約15%,且以整體K數開立PR,進行機台置換請款,透過統一請款計價原則把關驗收數量,達到節省人力及有效管控成本的目的(如 圖1所示)。
圖1、Hookup Procurement Process Improvement
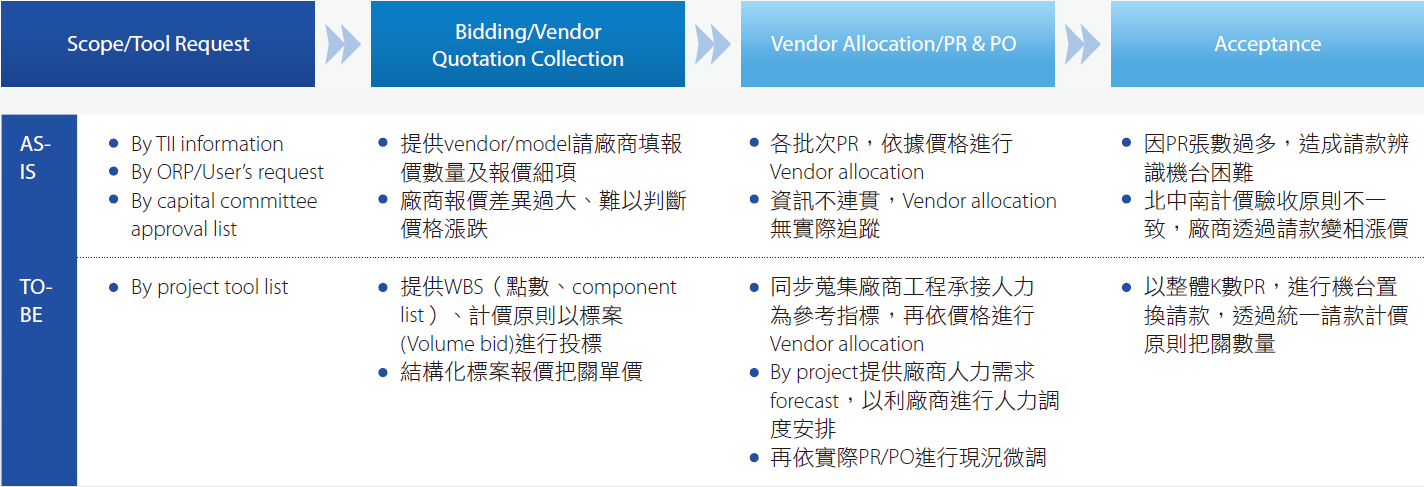
裝機配管採購流程改善
裝機配管採購流程改善主要分為四個階段:確認拆/裝機需求、投標及報價、施工廠商人力配置及完工驗收。
- 確認拆/裝機需求
新建廠房運轉前,請ORP提供整廠tool list及年度拆移機計畫,作為廠商投標之依據。
針對每次裝機需求,在commi-ttee兩周前請ORP提供tool list及場址作為發包依據,而非依獨立、分散需求開立PR。
拆移機依年度計畫半年開立一次PR/PO,降低PR/PO數量 - 投標及報價
依據BOM與tool list,由NFP提供標案的需求點數取代廠商確認需求、並連結標準WBS、採購規範及計價說明,透過結構化標案報價把關單價。 - 施工廠商人力配置
依照所提供之年度拆裝機計畫、換算廠商人力需求以利廠商進行人力調度安排並蒐集廠商人力承諾書,再依投標價格進行施工廠商之配置,最終依據實際PR/PO進行現況微調。 - 完工驗收
以整體K數PR/PO,進行機台置換請款,透過統一請款計價原則把關數量。因機台變更所造成的金額變動,原則上採每季或於PO範圍裝機結束後(孰短)結算PO與JCAN的差異,PO金額不足時,補開PO,若PO範圍裝機結束而金額仍有剩餘時,進行PO close。惟若PO不足金額累積已達NT$5M,需於次月初及時補開PO。
雖然經過上述改變,已大幅改善Hookup發包作業的績效,但其中多為人為作業,且因PR/PO為批次開立,除了開立者其他人很難由PR/PO的描述找出機台所屬的PR/PO與施工廠商;另因機台數量眾多,不易查詢機台的各工種是否皆已完成請款,因此必須要再借助系統工具的建置來增進工作效率,並提供可即時查詢相關資訊的功能。
裝機配管管理系統
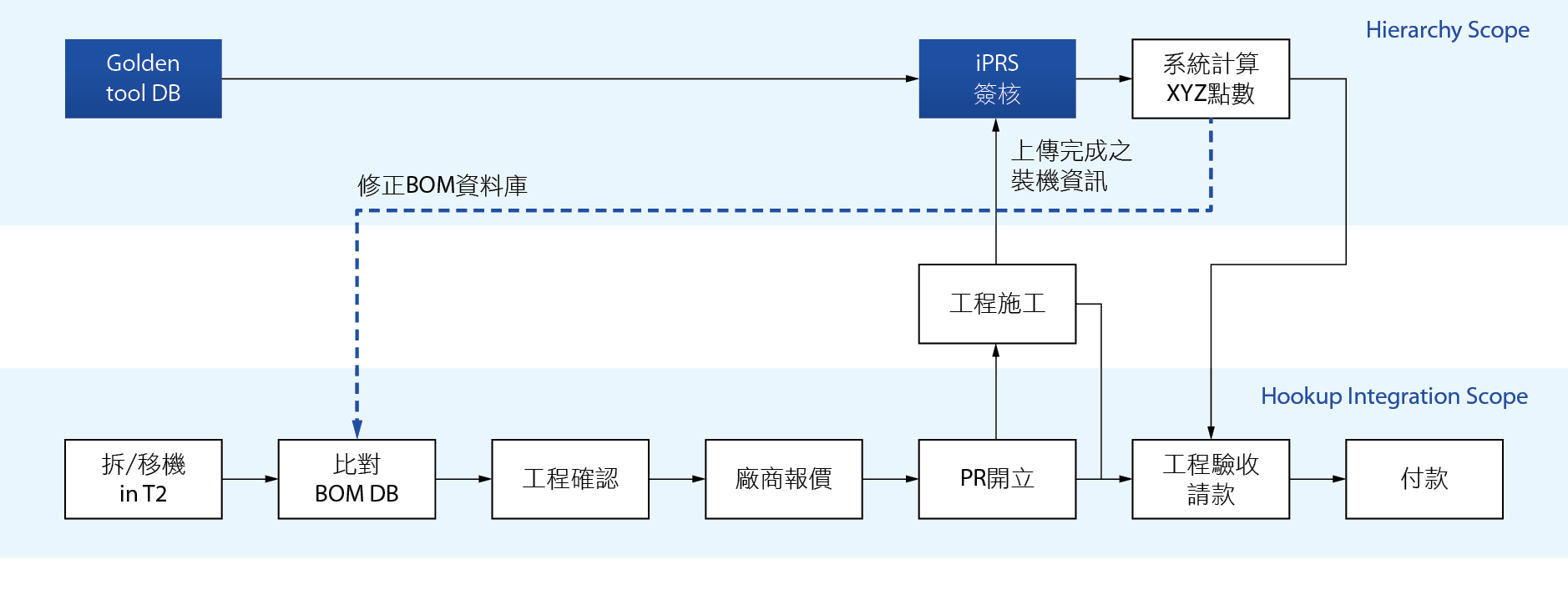
本系統開發的主要目的是為整合機台及相關拆裝機PR/PO與請款資料,同時配合新開發之Hookup Hierarchy系統,連結實際驗收結果協助工程驗收,並回饋修正BOM及WBS之資料庫,其系統架構如 圖2所示。未來相關人員可透過此系統查詢機台的訂單與施作之廠商;廠務人員亦可透過此系統確認機台是否完成請款、請款的點數、實際的裝機費用,成本管理人員也可透過此系統,系統化取得機台裝機點數分析,快速算出裝機成本。
圖2、裝機配管管理系統(Hookup Integration System) 系統架構
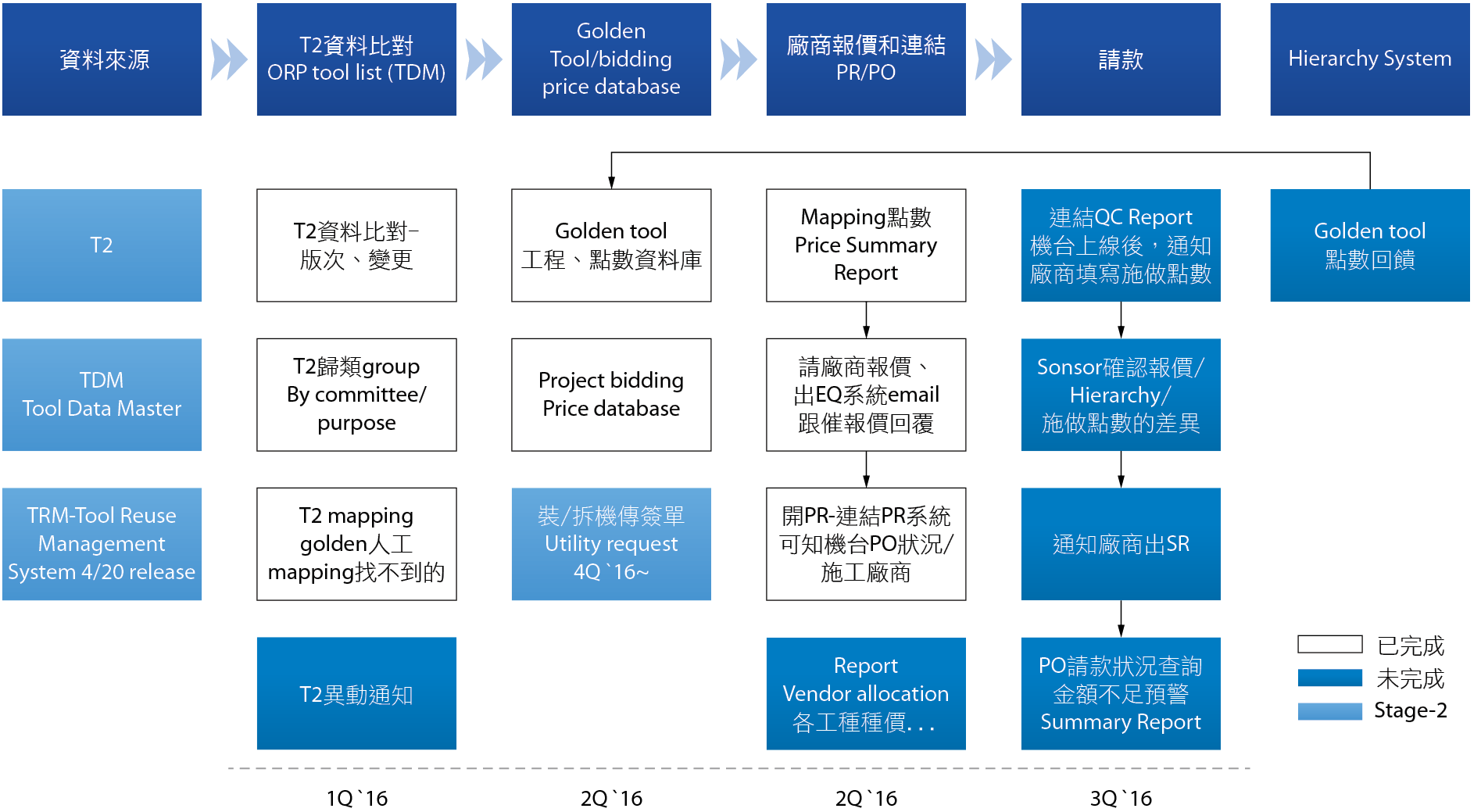
裝機配管管理系統主要分四大功能,系統功能如 圖3所示。
圖3、裝機配管管理系統(Hookup Integration System) 系統功能
機台資料比對
系統自動連結T2資料庫,取得T2內最更新資料,並進行資料分析確認機台資訊是否變更,用系統取代信件查詢功能,即時通知相關負責人,對機台變動: Vendor/Model/Function/Location/Move-in/out date做出即時反應,如 表1所示。
|
異動別 |
Fab |
Phase |
FacCode |
ToolID |
LocationId |
Vendor |
Model |
Function Name |
Actual Move-in Date |
|---|---|---|---|---|---|---|---|---|---|
|
變更 |
FAB15 |
5 |
P5LNAA001 |
AAAAA |
MSE-A10→MSE-A05 |
A vendor |
A model |
A function |
|
|
變更 |
FAB15 |
5 |
P5RAD036 |
BBBBB |
MPH-Q09 |
B vendor |
Bmodel |
B function→B.11 function |
|
|
變更 |
FAB15 |
5 |
P5SAD001 |
CCCCC |
MPA-E13 |
C vendor |
C model |
C function |
2016-08-01→2016-08-15 |
|
變更 |
FAB15 |
5 |
P5SAD002 |
DDDDD |
MPA-F06 |
Dvendor |
D model |
D function |
→ 2016-08-15 |
當機台進機時程緊急,在機台上T2前為爭取時效,新裝機台會請ORP或由TDM系統取得過committee的機台資訊、拆移機台由TRM (Tool Reuse Management System)系統取得資訊,以虛擬Fac-code進行報價、跑PR/PO流程,待正式code上T2後再予以置換。
系統可將機台依committee/目的分類,可整批查詢機台PR、PO、請款狀況,如 表2所示。
|
No |
Final FAC Code |
Tool ID |
Location ID |
Function |
Vendor |
Model |
Confirmed Move in/out Date |
Fab |
Phase |
評估 單號 |
PO單施工廠商 |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
CAD |
Exhaust |
Foundation |
|||||||||||||||||
|
廠商 |
PO NO |
Release Date |
廠商 |
PO NO |
Release Date |
廠商 |
PO NO |
Release Date |
|||||||||||
|
1 |
P5LNAB001 |
AAAA |
MTM-A08 |
A function |
A vendor |
A model |
2016-05-01 |
FAB15 |
5 |
R160156 |
MMM |
4501234567 |
2016-04-08 10:21:17 |
AAA |
4501234568 |
2016-04-12 02:00:17 |
CCC |
4501234569 |
2016-04-12 02:00:16 |
|
2 |
P5LNAB002 |
BBBB |
MTM-A09 |
B unction |
B vendor |
B model |
2016-05-01 |
FAB15 |
5 |
R160156 |
MMM |
4501234567 |
2016-04-08 10:21:17 |
AAA |
4501234568 |
2016-04-12 02:00:17 |
CCC |
4501234569 |
2016-04-12 02:00:16 |
|
3 |
P5LNAB003 |
CCCC |
MTM-A10 |
C function |
C vendor |
C model |
2016-05-01 |
FAB15 |
5 |
R160156 |
MMM |
4501234567 |
2016-04-08 10:21:17 |
AAA |
4501234568 |
2016-04-12 02:00:17 |
CCC |
4501234569 |
2016-04-12 02:00:16 |
|
4 |
P5LNAB004 |
DDDD |
MTM-A15 |
D function |
D vendor |
D model |
2016-05-01 |
FAB15 |
5 |
R160156 |
MMM |
4501234567 |
2016-04-08 10:21:17 |
AAA |
4501234568 |
2016-04-12 02:00:17 |
CCC |
4501234569 |
2016-04-12 02:00:16 |
|
5 |
P5LNAB005 |
EEEEE |
|
E function |
E vendor |
E model |
2016-05-01 |
FAB15 |
5 |
R160156 |
MMM |
4501234567 |
2016-04-08 10:21:17 |
AAA |
4501234568 |
2016-04-12 02:00:17 |
CCC |
4501234569 |
2016-04-12 02:00:16 |
Golden機台費用資料庫
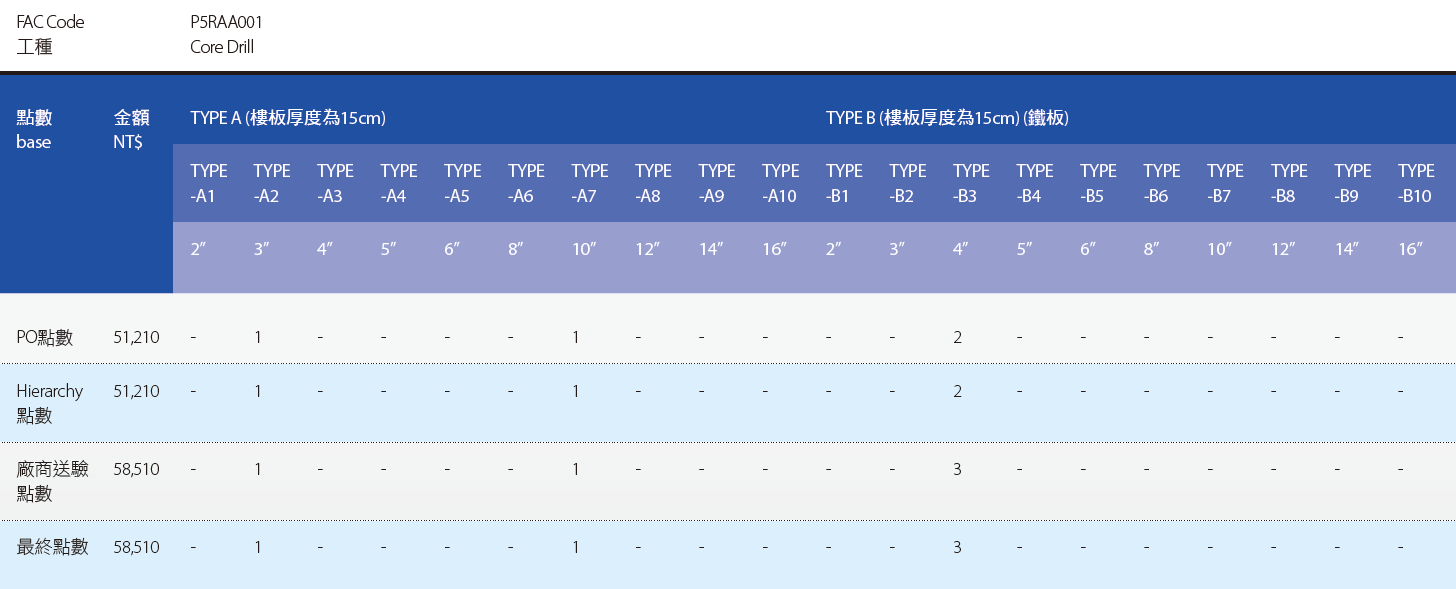
針對各種製程BOM給定的機台,收集golden機台的驗收點數,設定為同型機的施工標準,如 圖4所示。
圖4、Golden 機台工種、點數維護
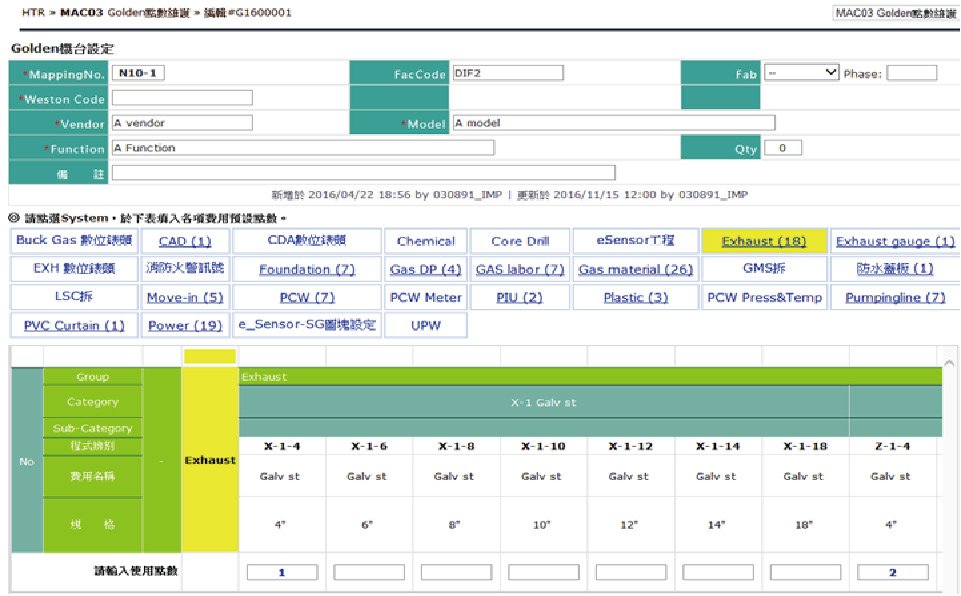
將年度標案單價、標準WBS、採購規範及計價說明輸入到系統,可即時查詢裝機需求點數及預估機台裝機費用。
連結Hierarchy System,取得裝機點數回饋、修正資料庫。
PO與廠商查詢
依據committee/purpose選取評估、報價機台。
根據廠商allocation rate及機台裝機位置,依工種設定機台承接廠商、標案單價選擇,系統會自動算出各機台、各廠商裝機配管金額,如 圖5所示。
圖5、根據廠商allocation rate,依工種設定機台承接廠商

依工種、廠商產出詢價單做為廠商報價依據。
依工種、廠商設定PR/WBS資訊與PR系統連結,即連結T2機台及PR/PO,現場人員可查詢各工種PR/PO及施工廠商。
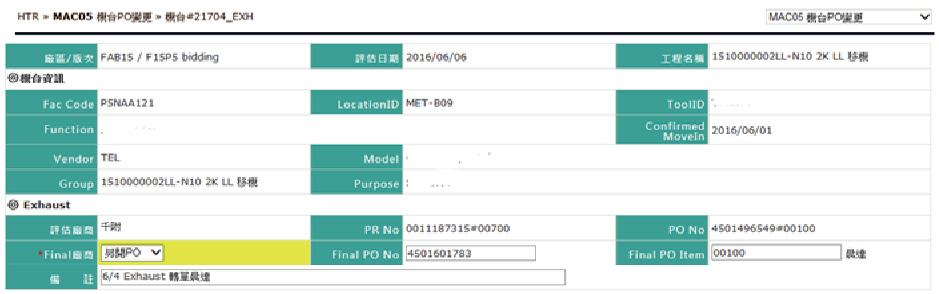
因廠商人力不足,需調整機台實際施作廠商,可透過機台PO變更功能調整,若廠商確實無能力承接工程,可選擇另開PO;若因機台pull-in而造成廠商施工不及,可透過派工調整、交換機台,如 圖6所示。
圖6、機台因廠商人力不足進行施作廠商調整
請款
由廠商直接到系統上填寫施作點數,裝機負責人連結Hierarchy系統進行請款點數確認,而後系統通知廠商開始請款。如 圖7所示。
圖7、請款驗收功能
報表
依不同目的產生報表。
依不同製程可產出預算彙整總表,可細分到各工種的PO、驗收狀況,如 表3所示。
|
Purpose |
機台數 |
PO金額 |
已驗收金額 |
Remark |
||
|---|---|---|---|---|---|---|
|
Hookup SP2 |
Accessory |
Hookup SP2 |
Accessory |
|||
|
AAAA |
59 |
- |
- |
- |
- |
- |
|
BBBB |
80 |
- |
- |
- |
- |
- |
|
CCCC |
125 |
- |
- |
- |
- |
- |
|
DDDD |
180 |
- |
- |
- |
- |
- |
|
EEEE |
70 |
- |
- |
- |
- |
- |
依機台查詢各工種PO、Hierar-chy、驗收金額,如 表4所示。
|
Purpose |
F12P7 N10 3K 移機 |
|||||||||
|
工種 |
CAD Drawing |
Chemical |
Core Drill |
Exhaust Gauge |
Exhaust |
eSensor |
Buck Gas 數位錶頭 |
Buck Gas 數位錶頭 (CDA) |
EXH 數位錶頭 |
Pcw Press & Temp 數位錶頭 |
|---|---|---|---|---|---|---|---|---|---|---|
|
有需求的機台數 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
廠商數 |
1 |
2 |
1 |
1 |
3 |
1 |
1 |
1 |
1 |
1 |
|
PO NO |
4500123456 |
4500123457 |
4500123458 |
4500123459 |
4500123460 |
4500123461 |
4500123462 |
4500123463 |
4500123464 |
4500123465 |
|
Vendor |
AAA |
BBB |
CCC |
DDD |
EEE |
FFF |
GGG |
HHH |
III |
JJJ |
|
PO 金額 |
||||||||||
|
驗收金額 |
||||||||||
|
驗收金額比例 |
||||||||||
|
有需求的機台數 |
||||||||||
|
已驗收機台數 |
||||||||||
|
已驗收機台比例 |
||||||||||
|
PO NO |
|
4500123457 |
|
|
4500123460 |
|
|
|
|
|
|
Vendor |
|
BBB-1 |
|
|
EEE-1 |
|
|
|
|
|
|
PO 金額 |
|
|
|
|
|
|
|
|
|
|
|
驗收金額 |
|
|
|
|
|
|
|
|
|
|
|
驗收金額比例 |
|
|
|
|
|
|
|
|
|
|
|
有需求的機台數 |
|
|
|
|
|
|
|
|
|
|
|
已驗收機台數 |
|
|
|
|
|
|
|
|
|
|
|
已驗收機台比例 |
|
|
|
|
|
|
|
|
|
|
|
PO NO |
|
|
|
|
4500123460 |
|
|
|
|
|
|
Vendor |
|
|
|
|
EEE-2 |
|
|
|
|
|
|
PO 金額 |
|
|
|
|
|
|
|
|
|
|
|
驗收金額 |
|
|
|
|
|
|
|
|
|
|
|
驗收金額比例 |
|
|
|
|
|
|
|
|
|
|
|
有需求的機台數 |
|
|
|
|
|
|
|
|
|
|
|
已驗收機台數 |
|
|
|
|
|
|
|
|
|
|
|
已驗收機台比例 |
|
|
|
|
|
|
|
|
|
|
|
Purpose |
Fab |
Phase |
FAC Code |
Final FAC Code |
Booking No. |
Tool ID |
Location ID |
Confirmed Move in/out Date |
|---|---|---|---|---|---|---|---|---|
|
F12P7 N10 3K |
F12 |
P7 |
P5RAA001 |
P5RAA001 |
41601 |
|
MPH-D18 |
2016/5/1 |
|
工種 |
CAD Drawing |
Chemical |
Core Drill |
Exhaust Gauge |
Exhaust |
eSensor |
Buck Gas 數位錶頭 |
Buck Gas 數位錶頭(CDA) |
EXH 數位錶頭 |
Pcw Press & Temp 數位錶頭 |
|---|---|---|---|---|---|---|---|---|---|---|
|
PO NO |
4500123456 |
4500123457 |
4500123458 |
4500123459 |
4500123460 |
4500123461 |
4500123462 |
4500123463 |
4500123464 |
4500123465 |
|
Vendor |
AAA |
BBB |
CCC |
DDD |
EEE |
FFF |
GGG |
HHH |
III |
JJJ |
|
PO金額 |
|
|
|
|
|
|
|
|
|
|
|
Hierarchy金額 |
|
|
|
|
|
|
|
|
|
|
|
驗收金額 |
|
|
|
|
|
|
|
|
|
|
系統現況
目前已完成T2機台資料比對、Golden機台費用資料庫、PO與廠商查詢;設備可透過系統查詢機台是否有PO、其施工的廠商,NFP與裝機課同仁不用再透過電話與信件方式回覆訂單狀況,系統可直接帶出機台需求點數,自動產出報價表供廠商報價,節省裝機詢價作業時間約70%。未來透過與Hookup Hierarchy系統的連結,裝機後自動產出驗收請款點數供裝機負責人驗收參考、善用裝機點數資料庫,自動回饋BOM表單,有助於未來裝機的預算推估及編列,達到配管裝機工程整合一致性之系統化管理目的。
結論
因市場快速變化造成機台需求變動頻繁,雖然透過與裝機工程課、裝機工程設計課、採購與ORP等單位的合作,改善發包作業的績效與降低PO數量,但人為控管作業仍耗時費力,資訊串接與查詢也沒有效率,因此期望藉由建置系統化工具來改變之。 表5是裝機配管管理系統導
|
發包階段 |
施工階段 |
驗收階段 |
報表 |
|||
|---|---|---|---|---|---|---|
|
T2資料比對 |
Golden 機台BOM |
廠商拆/裝機詢價單 |
PO與廠商查詢 |
驗收請款 |
||
|
AS-IS |
手動產出 版次存取與資料比對 |
延用最初版的標準機台的BOM |
手動比對產出 廠商拆/裝機詢價單 |
人為maintain 資料/查詢 |
廠商提供驗收資料與人員至現場比對 |
人為maintain資料/查詢 |
|
Hookup Integration System |
系統自動產出 版次存取&差異分析 |
依現場最新版的標準機台的BOM |
系統自動產出 |
透過系統KEY入FACCODE/TOOLID查詢 |
系統帶出現場點數與廠商資料比對供驗收人員參考 |
資料紀錄於資料庫易於分析 |
|
系統現況 |
已完成 |
On going |
已完成 |
已完成 |
On going |
On going |
|
效益 |
資料完整度高 |
資料正確性高 |
節省詢價作業時間70% |
節省回覆查詢時間90% |
驗收標準化 |
節省資料分析時間50% |
參考文獻
- 溫兆寶、王維志,半導體裝機配管工程成本估價模式之探討,台灣碩博士論文,2010。
- TSMC OI Document (2013): Facility hookup PRS golden tool list O.I. (F-CQC-02-03-003)。
留言(0)