摘要

微振動即時監測系統之應用

本文將先簡單舉例說明「振動」對半導體機台的影響性,再介紹國際上常用的Colin Gordon微振動準則(VC-Curves),讓讀者了解振動對產能、良率的影響性。之後的章節將說明微振監測系統的架構與應用範圍,以及與手持式振動量測儀器的性能差異,期盼藉由本文能讓讀者對「振動量測」有基本的應用知識。
前言
半導體設備屬高精密儀器,廠房要提供好的生產環境,產品良率才會好,而好的生產環境,是極需要控制如電磁波、空氣微汙染、微震動等以降低干擾。
振動(vibration),既然對半導體生產機台影響甚鉅,所以高科技廠房對振動的控制,在新廠結構設計階段時,無論是廠址的地質特性調查、基礎設計、結構設計與單元配置(如:柱距、waffle slab、cheeze slab、混凝土強度磅數)、減震消能阻尼器(damper)之應用,或是調查各區域生產機台對微振動的要求,都是為了在有限的成本資源下,滿足機台對環境的要求與達到區域彈性運用。
建廠期間,會進行全廠性振動量測,確保建廠品質與設計相符。然而廠房在實際運轉、生產後一段時間,會因轉動設備的增加或是異常、製程設備座落位置調整等等,各區域的環境微振動值恐有超標的可能性。而常見的手持式振動量測儀器,大多只能提供單點、短時間量測,通常只應用在裝機前環境振動值量測,或是設備已發生異常時進行振動源調查,無法長期監測環境振動。為了即時掌握生產環境微振動值,利用量測技術經驗開發「微振即時監測系統」,便成為勢在必行的工作,藉由系統24小時不間斷的監測,掌握區域的振動變化,達到振源解析與緊急應變之目的。
振動對精密設備之影響
敏感性機台,如黃光設備、EBO、SEM等,作業環境要求嚴苛,微振動的影響,往往在人體無法察覺下,已對產能、良率造成影響。 表一是各敏感性機台受振動的影響。
|
製程設備 |
方向 |
影響 |
|---|---|---|
|
SEM(掃描式電子顯微鏡) |
水平振動 |
影像模糊 |
|
FIB(聚焦離子束成像分析) |
水平振動 |
加工誤差、影像模糊 |
|
Scanner |
水平振動 |
加工誤差 |
|
EB(電子束) |
水平振動 |
加工誤差 |
|
薄膜厚度 |
垂直振動 |
測定精準降低 |
Colin Gordon微振曲線介紹
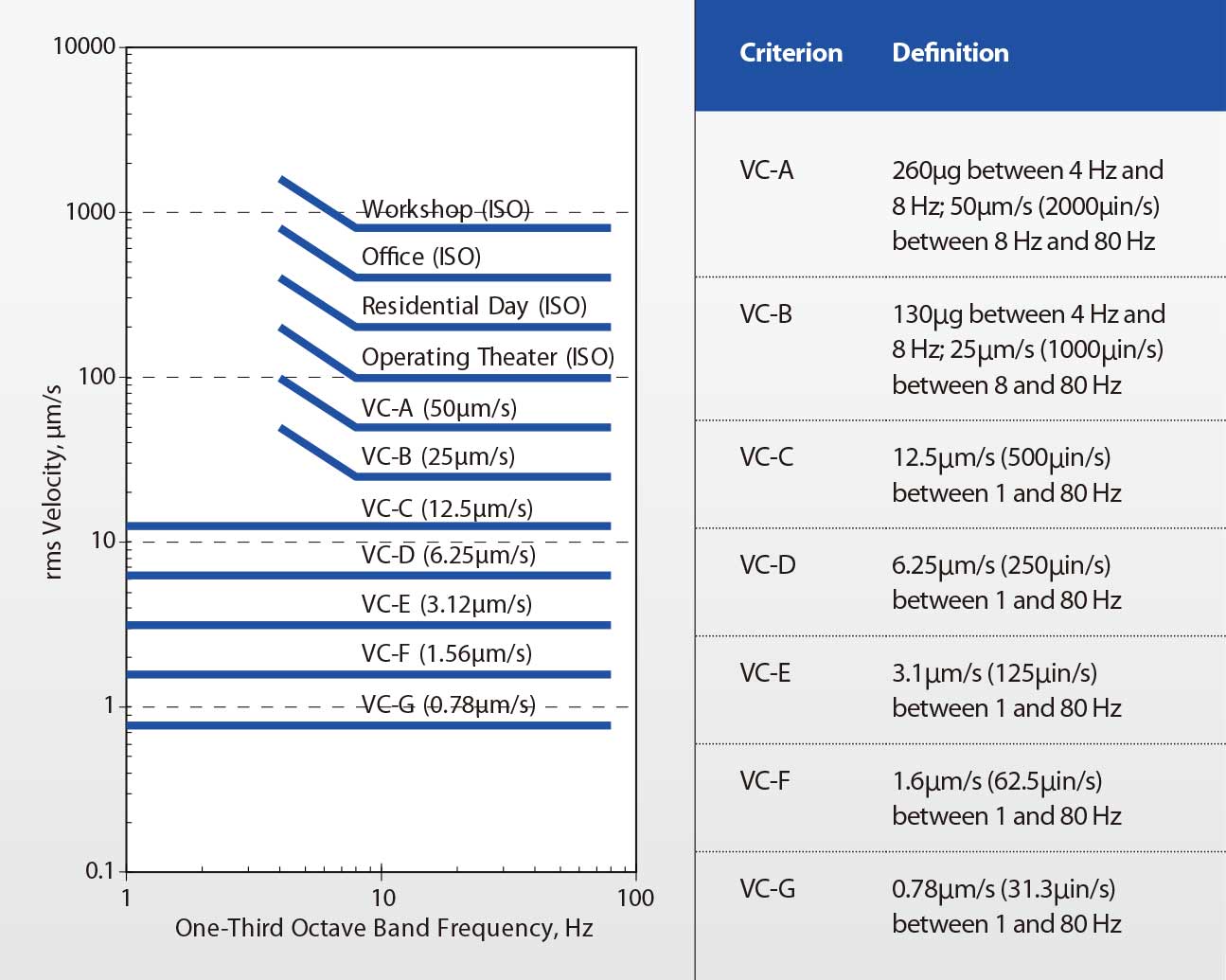
美國的科學家Colin Gordon於1991在國際光學工程學會年會發表一篇論文探討對振動敏感的設備之一般準則[1] (Generic criteria for vibration-sensitive Equipment),文內所建議的各類敏感的高精度設備平台之容許振動標準,如 表二。如今Colin Gordon微振曲線已成為今日國際半導體廠建廠設計中的振動標準之主要依據。目前設備廠商的裝機說明書,要求的環境振動值大多以VC-Curve訂定等級。
|
Criterion Curve |
Max Level (1) microinches/sec (db) |
Detail Size (2) microns |
Description of Use |
|---|---|---|---|
|
Workshop |
32000 (90) |
N/A |
Distinctly feelable vibration. Appropriate to workshops and nonsensitive areas. |
|
Office |
16000 (84) |
N/A |
Feelable vibration. Appropriate to offices and nonsensitive areas. |
|
Residential day |
8000 (78) |
75 |
Barely feelable vibration. Appropriate to sleep areas in most instances. Probably adequate for computer equipment, probe test equipment and low-power (to 50X) microcopes. |
|
Operating theatre |
4000 (72) |
25 |
Vibration not feelable. Suitable for sensitive sleep areas. Suitable in most instances for micrlscopes to 100X and for other equipment of low sensitivity. |
|
VC-A |
2000 (66) |
8 |
Adequate in most instances for optical microscopes to 400X, microbalances, optical balances, proximity and projection aligners, etc. |
|
VC-B |
1000 (60) |
3 |
An appropriate standard for optical microscopes to 1000X, inspection and lithography equipment (including steppers) to 3 μ line widths. |
|
VC-C |
500 (54) |
1 |
A good standard for most lithography and inspection equipment (including electron microscopes to 1 μ detail size. |
|
VC-D |
250 (48) |
0.3 |
Suitable in most instances for the most demanding equipment including electron microscopes (TEMs and SEMs) and E-Beam systems, operating to the limits of their capability. |
|
VC-E |
125 (42) |
0.1 |
A difficult criterion to achieve in most instances. Assumed to be adequate for the most demanding of sensitive systems including long path, laser-based, small target systems and other systems requiring extraordinary dynamic stability. |
|
Notes:
The information given in this table is for guidance only. In most instances, it is recommended that the advice of someone knowledgeable about the applica-tions and vibration requirements of the equipment and process be sought. |
|||
Gordon使用1/3倍頻法(one-third octave band),並以分貝(decibel,簡寫dB)為單位來表示各音頻帶之中央頻帶所對應的振動量,如 圖一、表二。
圖一、Colin Gordon 微振曲線及規定描述
微振即時監測系統之架構
微振即時監測系統之架構與其它廠務監測系統大致上類似,系統可依照功能分為「感測器」、「訊號傳輸系統」、「動態訊號擷取設備」及「軟體及資料庫」[2],架構示意圖如 圖二。
圖二、微振即時監測系統架構
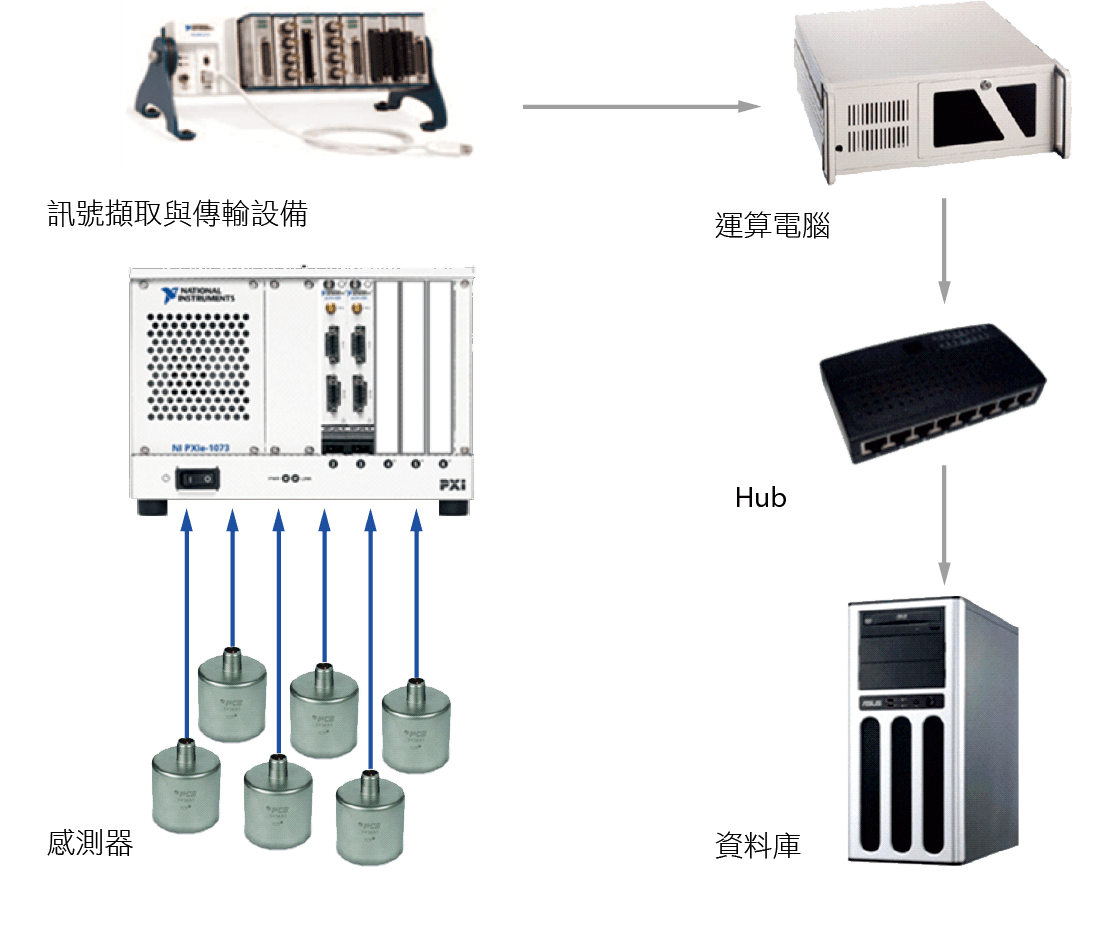
以下將針對各元件的功能作詳細說明[3]。
感測器
量測微振動能量的裝置,是將振動的「物理量」轉換為「電壓訊號」。考慮到高科技廠房的振動量大小及頻率範圍,解析度需求較高,且頻寬注重在低頻(低於200Hz),一般會採用「壓電式加速度規」或是「力平衡式加速度規」(又稱為「伺服型加速度規」)。輸出的靈敏度一般為1V/g~ 10V/g (V:電壓、g:重力加速度,1g=9.81m/s2),解析度通常要求為1µg甚至更低。
訊號傳輸系統
由於感測器散佈在樓板各處,一般都採用訊號線將類比訊號傳送至動態訊號擷取設備。為防止訊號干擾,訊號線需採用具備隔離效果的訊號線(低雜訊),並建議採用一線到底方式配置,如果實際安裝上有困難,不得已採用接續方式,則建議採用專用接線箱(Terminal Box)來降低訊號干擾的可能性。
動態訊號擷取設備
動態訊號擷取設備可分為兩部分,第一部分為「感測器驅動電路」,第二部份為「動態訊號擷取卡」。
在「感測器驅動電路」部分,如先前「感測器」中說明,一般採用的感測器有壓電式加速度規及力平衡式加速度規兩種。採用壓電式加速度規時,需使用訊號調節器(ICP, Signal Conditioner);而採用力平衡式加速度規時,則需使用穩定的DC電源,來驅動加速度規。現在可取得的動態訊號擷取卡,一般均已內建ICP Signal Conditioner,可以透過軟體方式開啟或關閉,但因為內建型式的驅動電流均為定值、無法調整(一般為2 or 4mA),如果使用在長距離監控,或是有高頻量測的需求,會因為訊號線的電容效應,高頻訊號產生衰減,而導致數據失準。此時,可以採用外接式ICP Signal Conditioner,藉由調整驅動電流大小(範圍為2~20mA),即可避免長距離訊號傳輸時所產生的高頻訊號衰減問題。
在「動態訊號擷取卡」部分,與一般量測時所採用的擷取卡不同,特別需要注意同步擷取及解析度。由於量測的對象是結構物或是機台設備的振動,所以量測所需的頻寬並不會太高,一般均在400Hz以下。然而通道與通道之間不能有時間差,所以必須且只能使用具備同步擷取功能的卡片。此外,因為量測訊號均十分微小,電壓值僅為數十mV甚至更小,所以擷取卡的解析度十分重要,目前一般可取得的動態擷取卡的解析度已可達24-bit,動態範圍大於100dB,足以勝任微小電壓訊號的量測工作。
運算系統與資料庫
由於無法預測異常振動或地震何時會發生,微振監測系統在設計時,必須採取一天24小時、全年無休的系統架構。電腦硬體部分,必須考慮長時間不間斷運作的需求,電源供應器及資料儲存設備(硬碟)均需考慮備援的設計,避免電源供應器故障或是硬碟磁軌毀損時,造成系統無法運作。
微振即時監測系統之應用
微振量測,須有一定的量測經驗,選擇合適的儀器與量測、分析方法,才能知道最真實的狀況與解決方式。其中,量測參數之設定更是重要,包括了取樣率、解析條數、頻寬、放大倍率、積微分、濾波設定…等等,與分析結果密不可分[4][5]。
新廠建造過程中的量測技術應用,主要分為以下兩項。
建廠初期素地評估
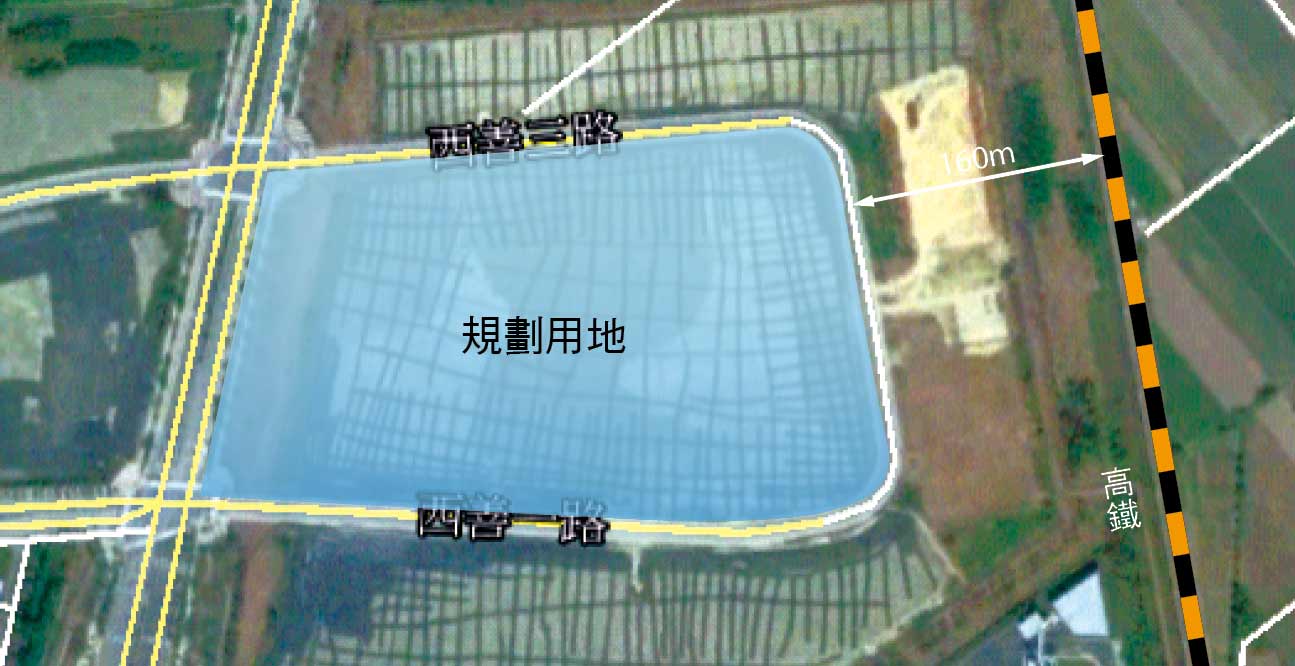
因各竹、中、南科地質條件、環境條件因素不同,須將現場環境因素列入結構設計考量,才能確保新廠設計能滿足製程需求。(例如南科部分土地太接近於高鐵沿線,高鐵行經所產生的振動,是相當可觀的),如圖三、圖四。
圖三、台南科學園區高鐵沿線土地
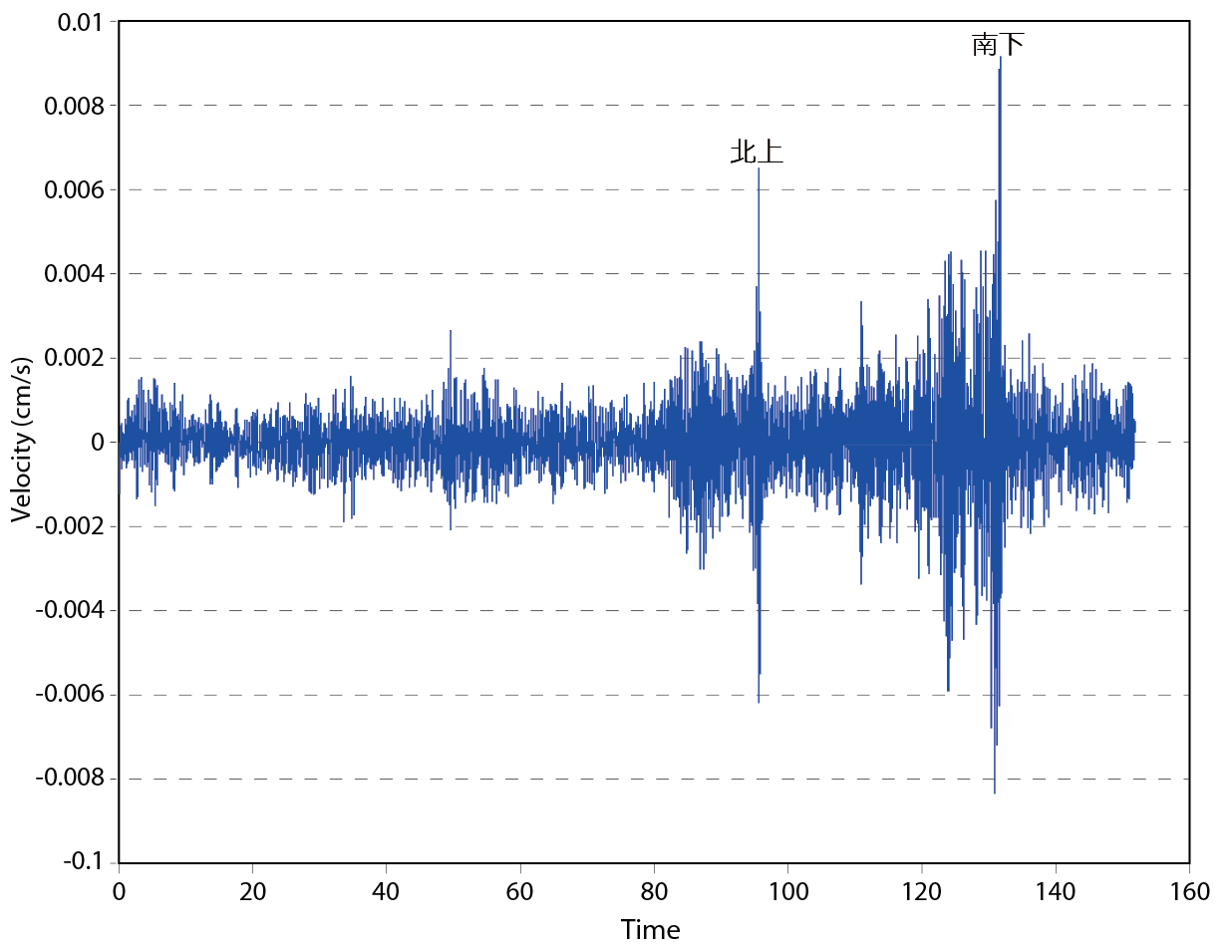
圖四、距離高鐵沿線150 公尺處之高鐵行經時間域振動值
新廠抗振能力調查
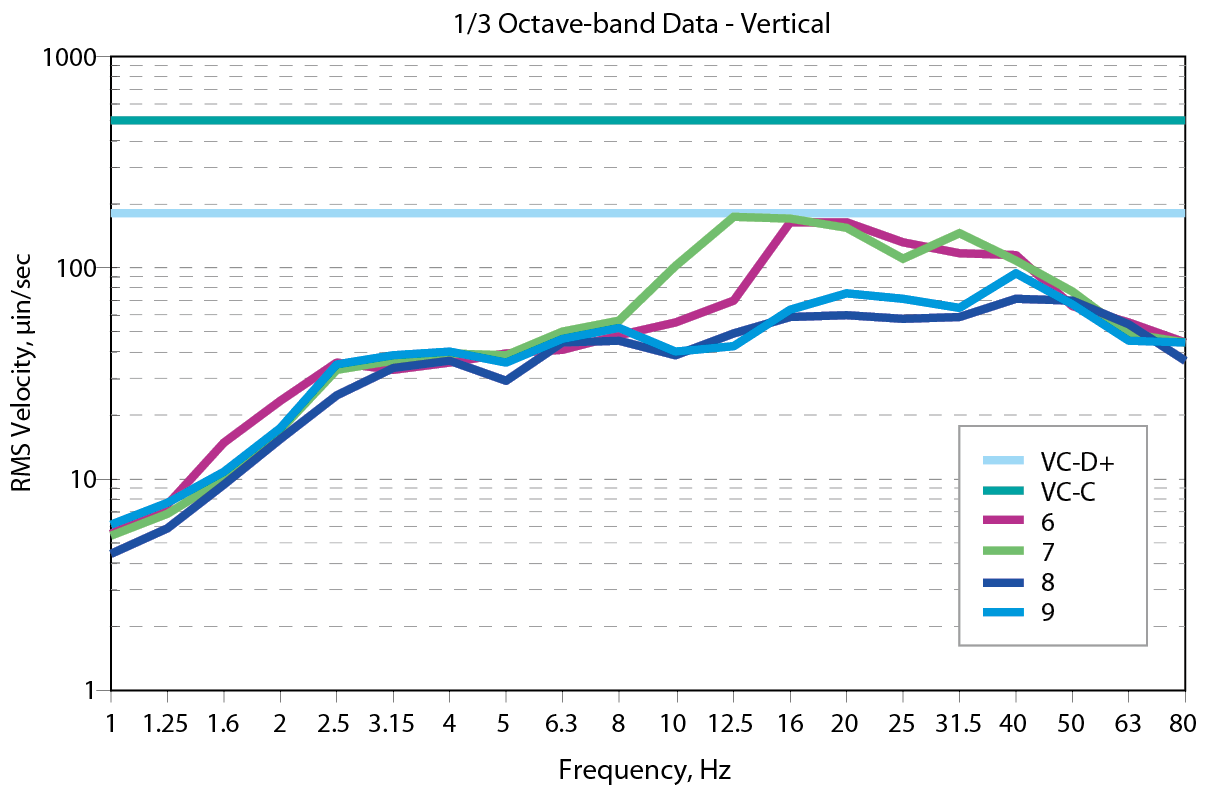
每個新廠,各樓層各區域在動工以前,皆已規劃好使用目的,因此在結構設計時,為了考量成本並達到最高效益,需調查各區域機台對環境之振動要求,對各區域結構單元配置做不同的調整(如柱距、waffle slab、cheeze slab等)。在建廠過程中,需進行全廠性的微振調查,建立微振資料庫,以確保建廠品質能滿足使用單位需求,也有利於裝機工作的進行,如 圖五、圖六。
圖五、某晶圓廠,柱距4.8m 之waffle slab 微振值

圖六、某晶圓廠,柱距9.6m 之waffle slab 微振值
而新廠移交後,協助製造部裝機、維持機台運作正常的量測技術應用,如下:
-
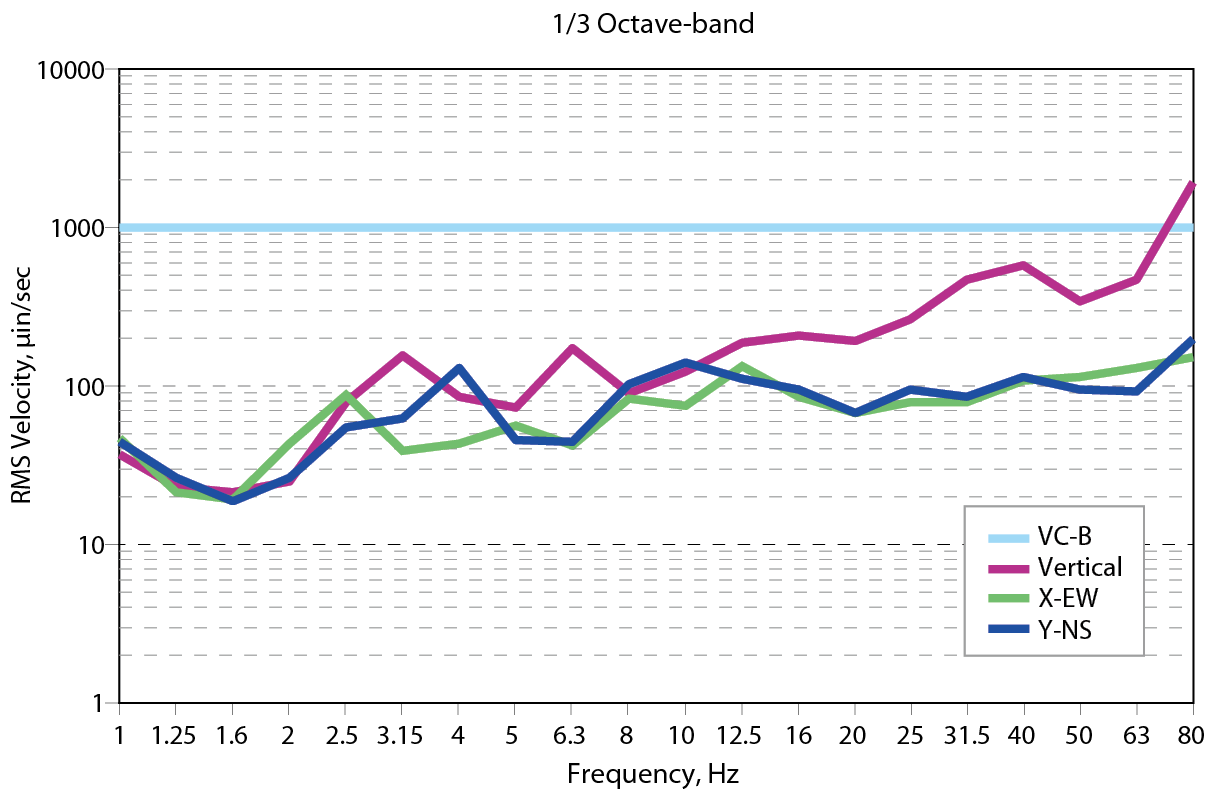
機台裝機位置環境評估:
安裝精密機台,是非常昂貴、費時的(流程繁瑣),為確保機台安裝完能確實正常運作,皆會在裝機前,依照機台原廠裝機說明書上的「裝機環境要求」,量測裝機位置的環境狀況,如 圖七、圖八。一般而言,半導體設備裝機說明書,大多使用Colin Gordon所訂定的VC-curves微振動規範,但也有少數是自訂微振規範(如ASML使用PSD)。
圖七、裝機前機台位置環境振動量測
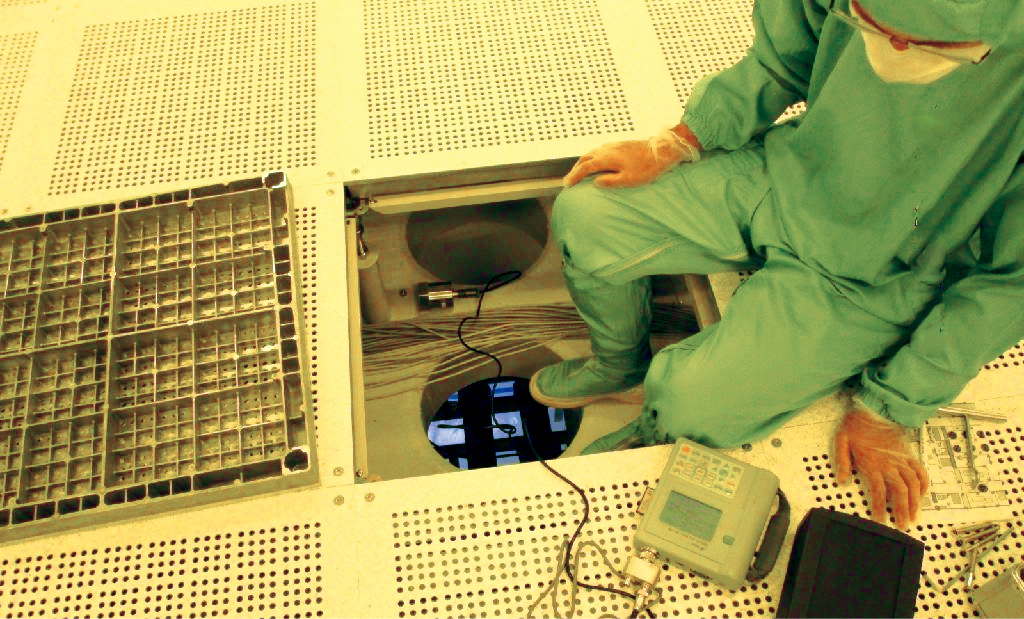
圖八、某機台裝機前環境振動量測結果
-
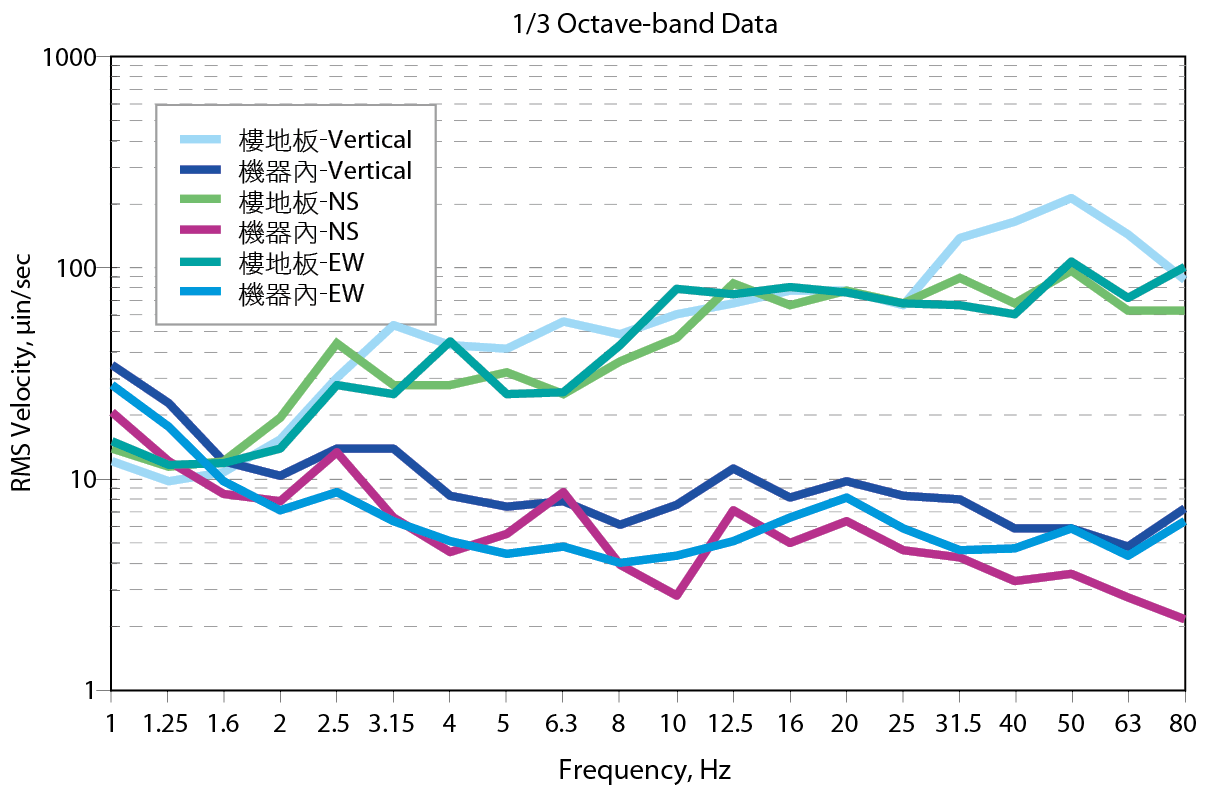
精密儀器減振系統健檢:
許多精密儀器都會在機台與基座之間放置減振系統(如:氣墊式、磁浮式),但機台日常保養通常不會檢查到這塊,或是新購置安裝的減振系統,都可藉由微振量測技術,比較減振系統的效能是否如同預期、安裝減振系統前後機台生產機構上的振動值差異,如 圖九、圖十。
圖九、主動式減振系統

圖十、某機台安裝隔振系統,機台內振動值大幅降低
-
受振動影響生產之調查:
隨著製程越來越先進,對環境的要求也日益嚴苛,同樣大小的振動源或異常振動源,隨著機台、製程的不同,有時就會因振動而影響良率、產能,因此微振技術也常應用於尋找影響生產的振動源,並提出改善方法,使生產能順利進行與克服良率問題,如 圖十一。
圖十一、產品因機台受環境異常振動造成影響
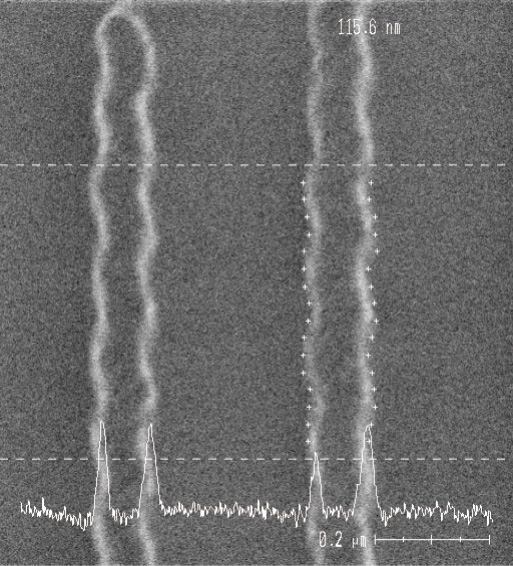 受振動影響
受振動影響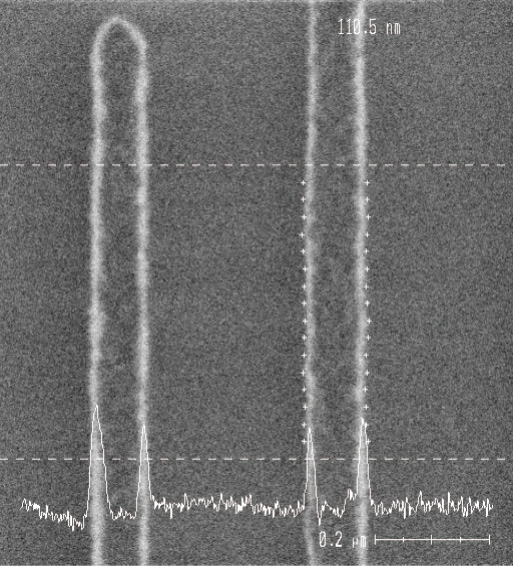 改善後正常
改善後正常-
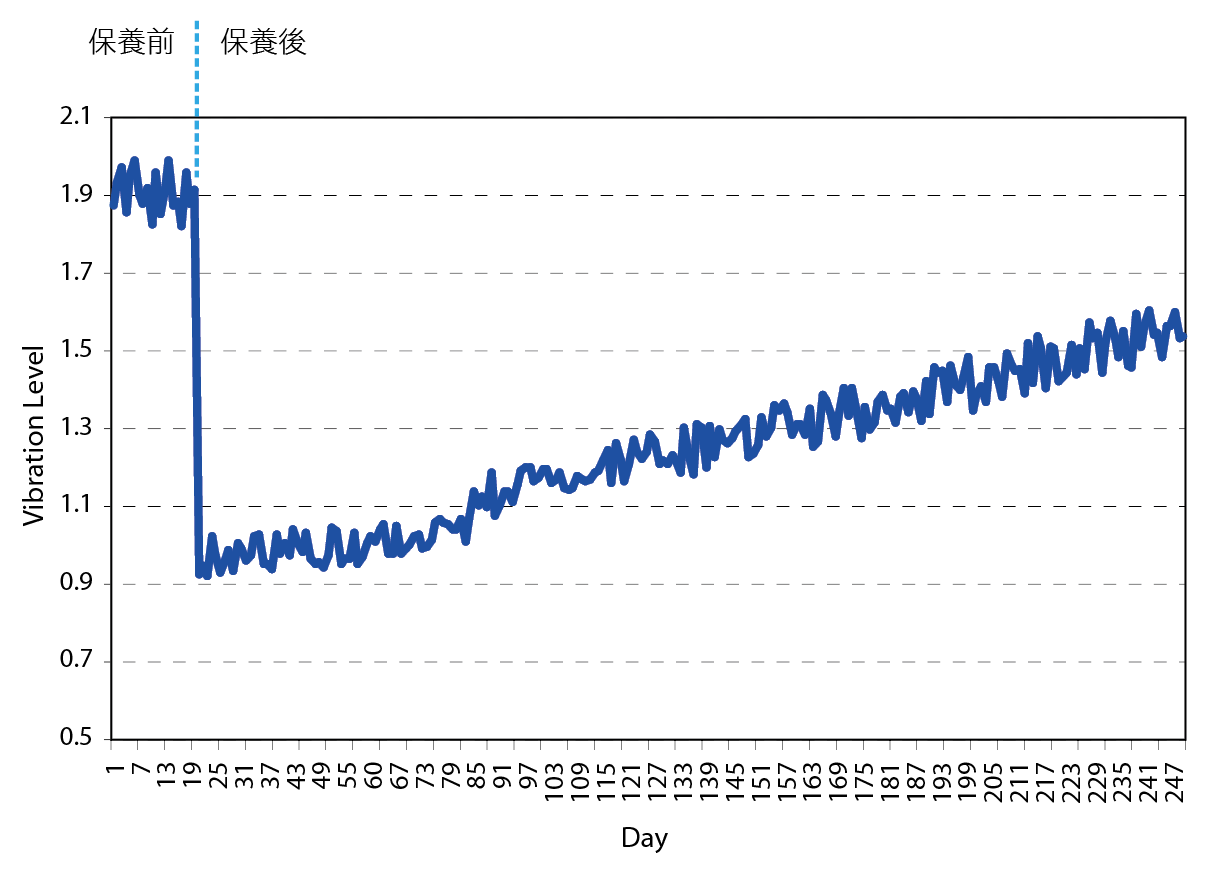
轉動設備預知保養之依據:
利用轉動設備運轉越久振動值越大的特性,當轉動設備接近或到達保養準則所規定的振動值,則可進行保養。若振動值有異常變大,也可因此及早派員維護,確保生產效能,如 圖十二。
圖十二、轉動設備振動值隨時間日益增加
-
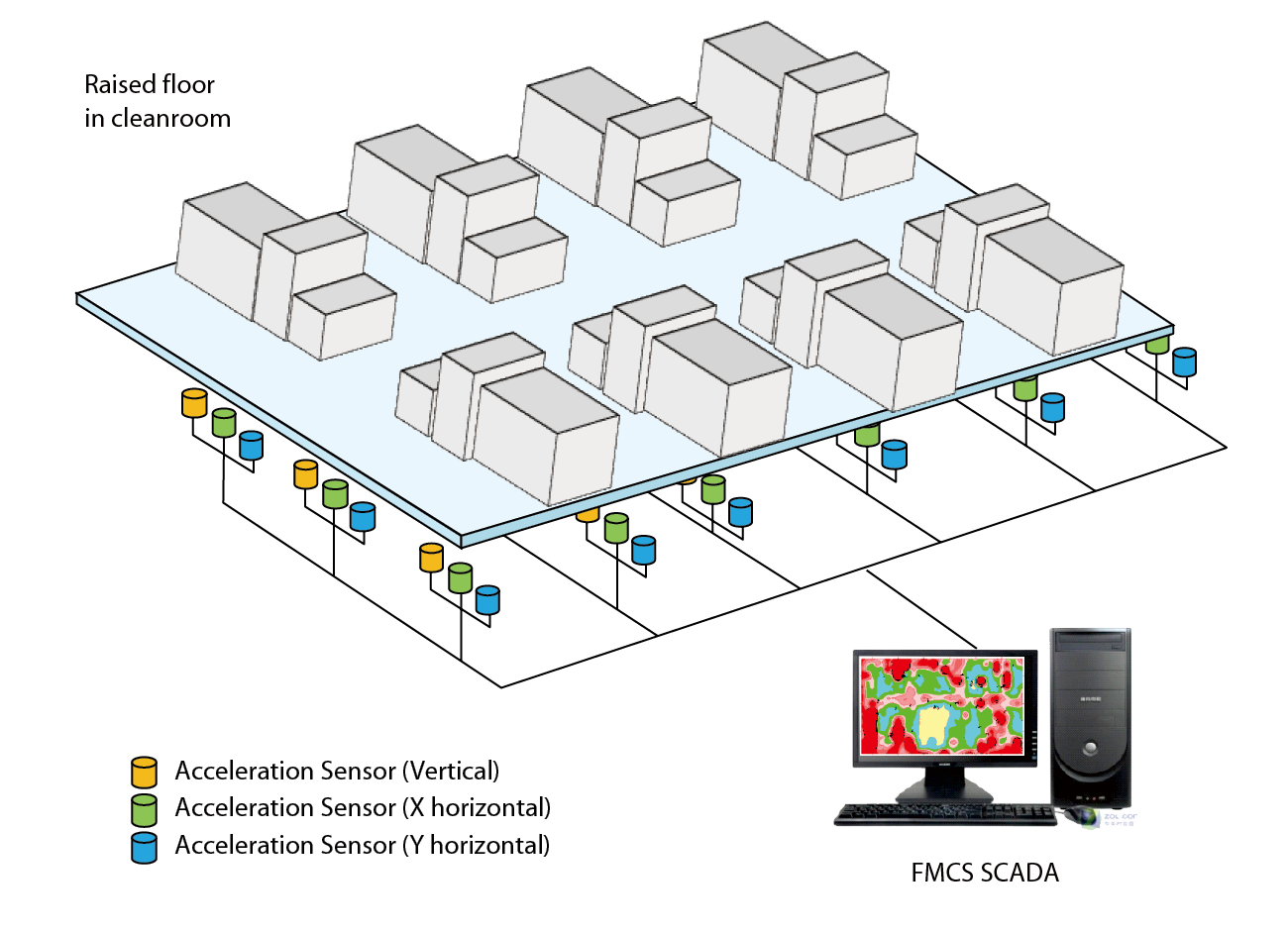
微振動監測網應用於敏感性機台區域
自動化監測與手動設備的最大差異在於能同步量測的點數與時間性。手持式量測儀器通常是進行樓板、素地或機台的振動值量測,對於異常振動或地震,手持式儀器無法剛好記錄到有用的數據資料。若需要即時、多點同步且自動進行量測、計算、儲存,還是必須建立即時監測系統,讓敏感性機台區域具備微振動監測網,如 圖十三。
圖十三、生產環境微振監測網示意圖
微振即時監測系統,是24小時不間斷的量測並記錄微振資料,並將資料儲存到電腦中建立成資料庫。有了連續且即時的監測資料,應用面可往兩個方向發展,一是設定監測區域的振動標準,當監測資料超過時,則啟動處理機制執行(例如設定暫停機台運轉、簡訊或電子郵件通知等),達到即時監測、即時警告的作用。
另一方面,因為有了各監測點的連續資料與狀態,使用者可隨時查詢過去各監測點的振動值,並進行同點不同時間、各點同時間等等的各種方向的資料比較,有助於分析與釐清問題。
微振監測系統是種監測網的概念,適合架設敏感性機台區域(如scanner、EBO)進行即時且連續的監測,配合機台選擇適當的監測點,紀錄生產環境的振動變化,提供需求單位了解生產環境狀況及維持合適的生產環境。建議監測的樓層,其上、下方樓層也配置感測器,當生產環境有振動值異常時,即可依照各感測器頻譜與振動大小,找出振動源方向。
結論
振動量測技術已發展數十年,隨著科技進步,量測儀器的精準度與量測範圍也有相當大的突破,許多人體感受不到的頻率與振動值,均能藉由量測得到解答。
因高科技機台生產的產品極為精密,特別是晶圓,約莫10年光陰,奈米電路線徑已從130奈米跳躍6~7級至現在晶圓三雄量產的16奈米、14奈米。在研發上,技術與材料需要突破;在未來將應用新製程技術的新廠上,同樣也擔任重要角色,無論是樓板形式、尺寸,或是混凝土強度等,都是控制微振動值的重要因素。
振動,是影響精密製程機台是否能順利生產的重要因子,不可忽視。根據摩爾定律(Moor's Law),積體電路上可容納的電晶體數目,約每隔24個月便會增加一倍,事實也證明,摩爾這樣的推論並不誇張。隨著製程越來越精密,代表對於振動的要求會越來越嚴格,要能使機台不受振動影響,在建廠時,結構設計須滿足需求;在裝機時,敏感性機台需安裝減振系統;在運轉時,敏感性機台生產區域需要分佈微振感測器,藉由自動化的微振監測系統,隨時掌握區域的環境條件,提供使用單位最即時資訊與警示,也能利用長時間振動狀態的趨勢與實際生產效能比較關係,得知是否滿足原先規劃的裝機環境需求,也能做為未來新廠結構設計的參考。
參考文獻
- Colin G. Gordon, “Generic Criteria for Vibration-Sensitive Equipment”, Proceedings of International Society for Optical Engineering (SPIE), Vol. 1619, San Jose, CA, November 4-6, (1991), pp. 71-85.
- 徐國彬、林裕宏,“微振動監測儀器應用介紹”,譜威科技,(2014).
- PCB Piezotronics, “Cable Considerations and Constant Current Level”, http://www.pcb.com/TechSupport/tech_longcables.
- 陳錦村,“微振量測與分析方法”,廠務季刊,台灣積體電路製造股份有限公司 (2006).
- 陳錦村, “微振量測設備簡介”,廠務季刊,台灣積體電路製造股份有限公司(2007).
留言(0)