摘要
Fab 18A 年度維修報告與工時優化經驗分享
Keywords / Whole-plant power equipment maintenance during blackout,ACB switch maintenance,Low-voltage panel2,Logic test,Corrosion of ducts,Leakage repair,GIS7,High-voltage switch



F18A 為南科第一座 N5 先進製程廠區,其目前有 4 個 Phase(P1、P2、P3、P7),並於 2018 啟用 F18P1。2023 年 F18P1/P2 規畫台積 N5 廠區第一次停電歲修 (2023 年 5 月 P1、2023 年 12 月 P2),以及 F18P3 執行 50% 高壓電力系統歲修;因 P1 為首次進行停電歲修,將作業以棟別區分為三階段執行 (2 月 12 日 (Office)、3 月 23 日 &3 月 27 日 (SUP)、5月18 日(FAB & CUP);為維持30% 不停電機台及環境狀態,廠務端耗時數月時間完成163 迴電力備援、新增、改接及測試,並動員各廠 242 工程師、940 廠商,於 18 hrs 內準時成功完成 81 /59 項計畫性 PM 任務 ( 保養 *26、維修 *18、體質改善
*37);APM 當天區分 33 組人力執行切換操作共 6,746 次 (204 次/ 組),完成全廠低壓電力系統保養,隨後於 2023 年 12 月, F18P2 亦順利完成停電歲修作業。
於 F18P1/P2 電力保養共發現 7 大類風險缺失,主要包含低壓盤內有各式異物 / 盤體防護蓋板缺少 / 銅排熱縮套破損、CT過熱膨脹等問題,而 ACB 有開關滑動機構異常及輔助接點鬆脫問題,Relay 則有螢幕故障問題。於機械部分更換 GER 主風管改善厚度不足問題、Exhaust 風管腐蝕更換,解決 4 組 submain 腐蝕洩漏問題,水課部分修復 UPW 管路滲漏。氣化課 CDU 管路滲漏修復。
F18P3 為該廠第一次高壓設備保養(161kV GIS 開關、主變壓器、22.8KV 高壓開關、保護電驛、XTR),共執行6 項PM 作業,廠區正常生產不影響供電。於電力保養共發現 5 類風險缺失,主要包含 XTR 以及溫度 sensor 接線 / 零件鎖固問題及 CGIS避雷器零件分離 / 盤體蓋板缺少等問題。
於 F18P1/P2 歲修導入數項創新發想諸如:辦公棟選假日避開人群、Tool CUPS 備援機制、EUV 廠務供應條件修正實測、 APM 進度控管數位化、機台復機加速方案、保養人員半場專責模式,不僅可使人員確實掌握 APM 系統切換進度,並滿足負載供應及加速產線復機時間,更可讓人員工時及疲勞降低進而增進保養品值。
F18A is the first N5 advanced process plant of TSMC at South Taiwan Science Park. Currently, F18A has four phases (P1, P2, P3, P7) and F18P1 was launched in 2018. The first power outage maintenance for F18P1/P2 of the N5 plant were conducted in 2023 (P1 was in May 2023, and P2 was in December 2023), and F18P3 underwent 50% of high-voltage power system maintenance.
As this was the first power outage maintenance for P1, the operation was divided into three stages according to building types. The maintenance for the office building was on Feb. 12, for SUP was on Mar. 23 and Mar. 27, and for FAB and CUP were on May 18. In order to maintain 30% of uninterrupted power supplied tools and the environment, the Facility spent several months completing 163 power source backup, increase, connection, and testing. 242 engineers and 940 vendors successfully completed 81/59 planned PM tasks (26 maintenance items, 18 repair items, and 37 quality improvement items) within 18 hours.
On the day of APM, 33 teams of manpower performed switching operations for 6,746 times (204 times/team) and completed the low-voltage power system maintenance for the entire plant. Subsequently, F18P2 also completed the power outage maintenance smoothly in December 2023.
During the power maintenance of F18P1/P2, 7 kinds of risks and defects were found, including various foreign substances inside the low-voltage panel, missing protection cover plates, damaged copper bar heat-shrink tubing, CT overheating and expansion problems, abnormal ACB switch sliding assembly and loose auxiliary contact problems, and Relay screen malfunction problems.
In terms of mechanical system, the insufficient duct thickness of the GER AAS system was replaced, the exhaust duct was replaced to solve the corrosion and leakage problems of 4 submain groups, and the UPW pipeline leakage was also repaired in the water system. In the gas and chemical system, the CDU pipeline leakage was repaired.
F18P3 performed high-voltage equipment maintenance for the first time, including 161kV GIS switch, main transformer, 22.8KV high-voltage switch, protective relay, and XTR). Six PM operations were implemented, and the production line was not affected. Overall, 5 kinds of defects were found, which were XTR and temperature sensor wiring, part locking problems, separated CGIS lightning arrester component, and missing cover plate.
Several innovative ideas were introduced during F18P1/P2 maintenance, such as maintenance on holidays for office buildings to avoid crowds, tool CUPS backup mechanism, correction measurement for EUV Facility supply conditions, digitalization for APM progress control, Tools recoverly acceleration plan, and half-time dedicated mode for maintenance personnel. These ideas not only enabled us to control the APM system switching progress, meet the load supply and accelerate production line restarting time, but also reduced working hours and fatigue of our staff to improve maintenance quality.
1.前言
F18P1 於 2018 年 ~2019 年成廠,迄今已歷時 5 年, 期間已進行過 2 次歲修保養,皆為高壓以上電氣設備保養;因 F18P1 廠區特性有 3 個跨廠組織單位 (F18A 辦公棟 / F18 庫房 /F18 CCD),故歲修規劃時須協調 3 個單位的產能排程與影響,經廠區協調後因產能及產線安全因素,將 Office/SUP/FAB 分次進行保養。
F18P1 本次執行為停電 APM,主要施作項目為低壓電盤停電清潔保養,為 N5 廠區第一個執行大 P 的廠區,因此本次的執行辦法將為後續 N5/N3 廠區訂立一套制式化準備流程;於 F18P2 歲修保養得參照此流程準備,大量縮短準備時間,並在此基礎上加入各項創新,使保養更加流暢及提升品質。
本廠區電力系統架構為 ABB 定型盤,為台積廠區第一次保養之盤體,也因此安排 Office 棟單一站別先行保養以利人員熟悉保養流程,為後續 SUP/FAB 保養訂立基石。
F18P3 本次為高壓系統歲修,廠商保養人力及檢測設備皆經過嚴謹的審核,而計畫性汰換的物料也在 APM 前備妥並提前暫存於規劃位置保存;操作步驟、保養流程及檢點表亦事前張貼至施作盤面上務求準備完善,順利進行。
2.歲修計畫
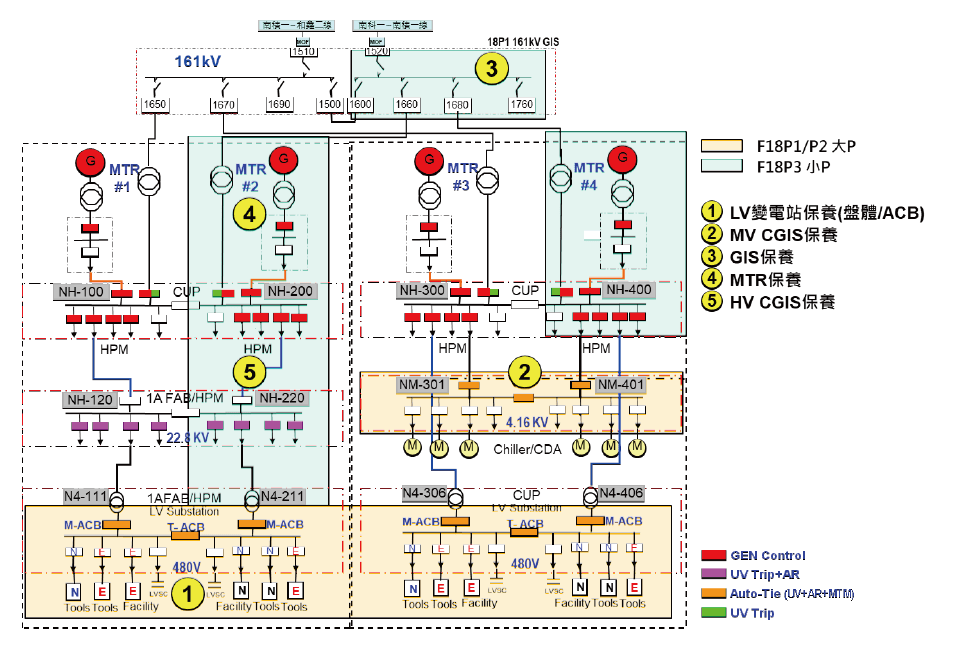
F18P1 2023 年進行所有低壓變電站 / 部分中壓變電站停電保養 ( 大 P,如圖1所示,1/2/3 為低壓站保養;4 為中壓站保養 ),P1 APM 期間全廠保留 35% 機台 (448 台 ) 維持 idle 停止 run 貨生產,其餘機台停機。
圖1:F18P1 歲修範圍規劃
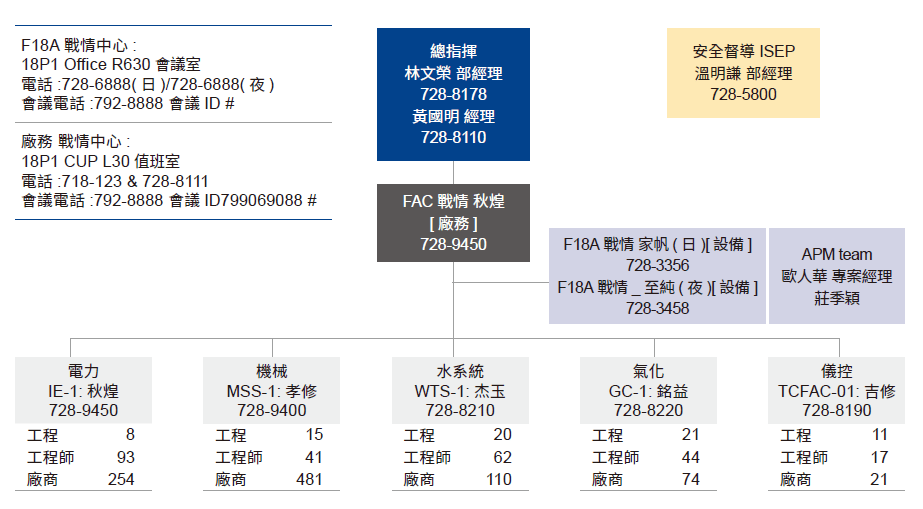
2.1 APM 人員組織架構圖
大 P 的 APM 組織圖如以下分類 (P1/P2),廠務歲修戰情依系統課別分為五組,舉 P1 為例,如圖2所示;歲修電力切換人員組織依負責區域及內容分成五大控管組。值班組:負責緊急應變 /SCADA/ 廣播 / 戰報,並將現場狀況彙整給總指揮;P1A 切換組:負責 A 區高 / 低壓盤 /UPS 備援斷復電切換;P1B 切換組:負責 B 區高 / 低壓盤 /UPS 備援斷復電切換;CUP 切換組:負責 CUP 高 / 低壓盤 /CCD備援電力切換;Others 切換組:負責 FAC/EUV 機台電力轉供切換。
圖2:廠務歲修戰情組織圖
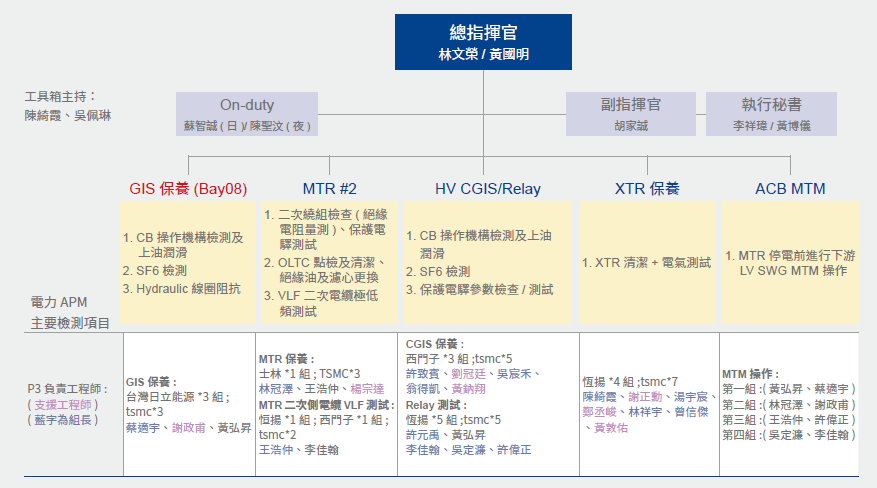
小P 的APM(F18P3) 組織分成五組,如圖3所示;值班組負責電力系統 SCADA/ 廣播 / 戰報,並彙整狀況給組長與總指揮,161 kV GIS 組負責GIS 及高壓保護電驛保養與回報,MTR 組負責 MTR 保養及電纜極低頻檢測回報,CGIS組負責 CGIS 及高壓保護電驛保養與回報,變電站 XTR 組負責XTR 保養與回報,ACB 切換組負責電力切換與回報。
圖3:F18P3 歲修人員組織圖
2.2 APM Utility 供應狀態表
在廠務各系統受到停電影響下提供工廠 Utility 狀態表,如表1所示;為維持 30% 機台電力備援及 FAB 環境,增設及修改 163 迴線路,P1 APM 當天區分 33 組人力執行切換操作共 6,352 次 (192 次 / 組 ),並對應各自組長,如表2所示。
| System | Facility Status |
|---|---|
| Power | N 電off/U 電30% 供電 D Day 02:00~24:00UN 04:00 機台關電完成,24:00 機台開始復機 |
| C/R TT/MT | In Spec Litho: TT 溫度(22 ± 2° C),RH 濕度(45 ± 5%) non-Litho:TT (22 ± 2° C),RH(43 ± 6%) |
| AMC | NA |
| PV/CV | 壓力維持30% 運轉 |
| Exhaust | 減壓供應,Keep 30% GER A 區停供 |
| Local Scrubber | 00:00-06:00 配合機台OFF |
| Water | UPW:04:00 機台停止排水,30% 不斷電機台減壓供應,水質Quality OOC 外,24:00 水質in baseline |
| PCW: 維持1/3 循環量,30% 不斷電機台減壓供應,水質Quality OOC 外,24:00 in baseline | |
| WWT:04:00 機台停止排水,06:00 前桶槽排空,停止機台排水,22:00 Ready | |
| Chemical/Slurry | Chemical: 停止供應/ 停收廢液,部分LIT Chem 少量需求供應 |
| Slurry: 停止供應,24:00 +6 HR in baseline | |
| GAS | Special gas: 特殊氣體管路持壓停止供應,部分LIT gas 少量需求供應 |
| Bulk Gas: 僅PN2 供應,其餘不供應 | |
| CDA/XCDA: 維持40% 供應量( 超過減壓供應) |
| 項目 | 備援數 | 切換數 ( 迴路 /盤 / 台 ) | D-1 執行 | 上半場 | 中場 | 下半場 | 操作開關數 | Remark |
|---|---|---|---|---|---|---|---|---|
| CUPS 備援 | - | 245 | - | 120 | 270 | 150 | 540 | UPS LTS 迴路備援操作 (MBP/LTS) |
| EUV SWB/PIU 備援 | 18 | 18 | - | 36 | - | 36 | 72 | EUV 對併開關操作 |
| LUPS | - | 27 | - | 28 | 26 | 12 | 66 | LUPS 模式切換 |
| LV- 低壓盤 /ACB | - | 789 | - | 371 | 736 | 365 | 1,472 | 34 套盤 /789 顆 ACB |
| HV | - | 68 | - | 96 | 204 | 108 | 408 | 上半 :16 套 / 下半 :18 套 |
| PM TEST | - | 102 | - | 96 | - | 108 | 204 | 34 套盤 /Auto tie & FAT 測試 |
| LTS DS | 37 | 37 | 37 | - | - | 37 | 74 | LTS 備援迴路斷點操作 |
| 電容 | - | 34 | 34 | - | - | 34 | 68 | 電容盤啟斷 |
| ACB 備援 | 10 | 10 | 10 | - | - | 10 | 20 | ACB*10 迴備援供電 ( 已算入 DS 內 ) |
| FAC 備援 | 51 | 4 | - | 6 | - | 6 | 12 | IE/ME/GC1A2B 移載 + 備援 |
| CCD 備援 | 39 | 23 | - | 142 | 120 | 58 | 320 | 1.UPS SWITCH/2.UPS SW+SWB/3.SWB 對併 |
| OLTC | - | 6 | - | 6 | 6 | 12 | OLTC 並聯運轉 | |
| UPS 開關機 | - | 245 | - | 1,542 | 1,542 | 3,084 | UPS 開關機 ( 各開關啟斷 / 復歸操作 ) | |
| Others | 18 | - | - | - | - | - | - | AMHS/ 庫房 /PUSD/ 餐廳 / 辦公室 /IT 備援需求 |
| 總計 | 163 | 1,608 | 81 | 2,443 | 1,356 | 2,472 | 6,352 |
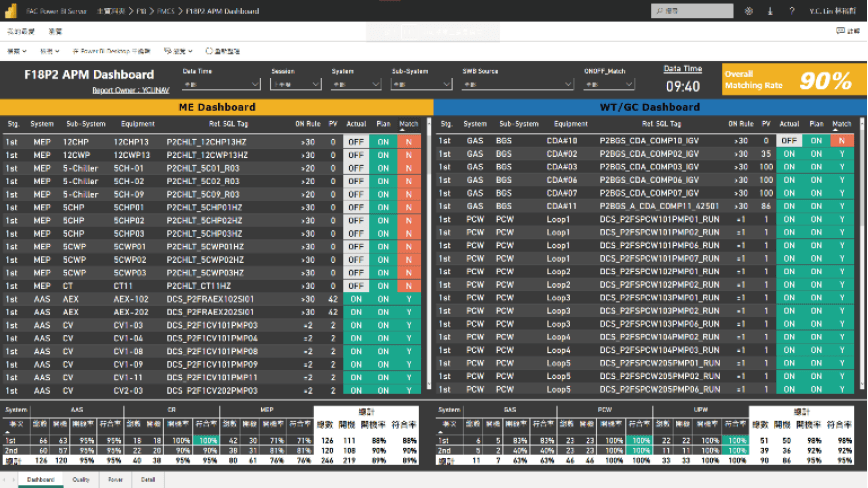
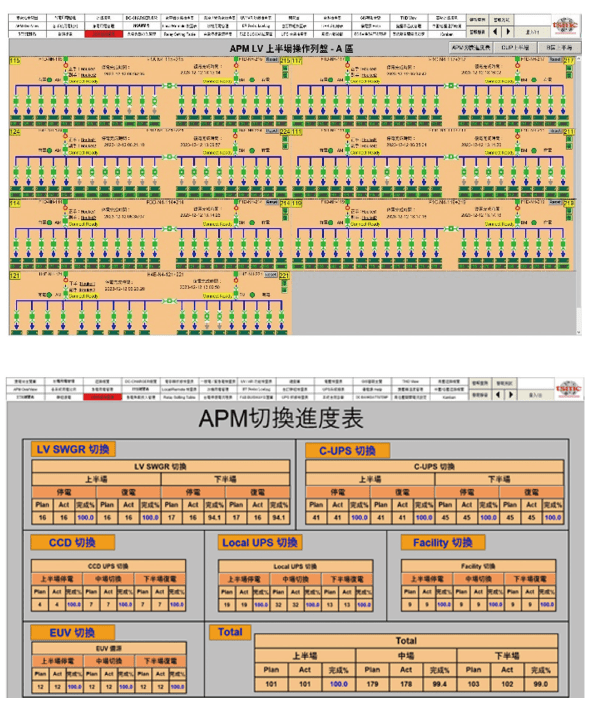
在電力系統切換期間,不僅包含變電站電盤開關操作,迴路備援轉供更為繁複且不易觀察,故將備援程序確認方式數位化呈現,利用 SCADA 圖控即時比對操作狀態變化,於 SCADA 新增 25 個切換畫面,如圖4所示;操作由 SCADA 控管表及狀態管控,管制及切換組別分為五大類:負載管控應變、A 區切換、B 區切換、CUP 切換、廠務及 EUV 切換。系統操作電腦需求:Power SCADA 5 套 (4 套切換組 +1 套管控應變 )。例:A 區切換組長與各變電站切換人員確認切換狀態,比對 SCADA 已完成項目 ( 手動點選 ),完成項由 SCADA 管控大表自動加總完成進度;Tool供電備援切換依預設及實際開關狀態比對結果,相同為綠燈表示電力備援切換完成,並在各迴路加入電流合計控管,可即時確認該迴路是否超載立即應對處理。
圖4:F18P1/P2 電力備援分工 / 程序
2.4 APM 保養維護工程總表
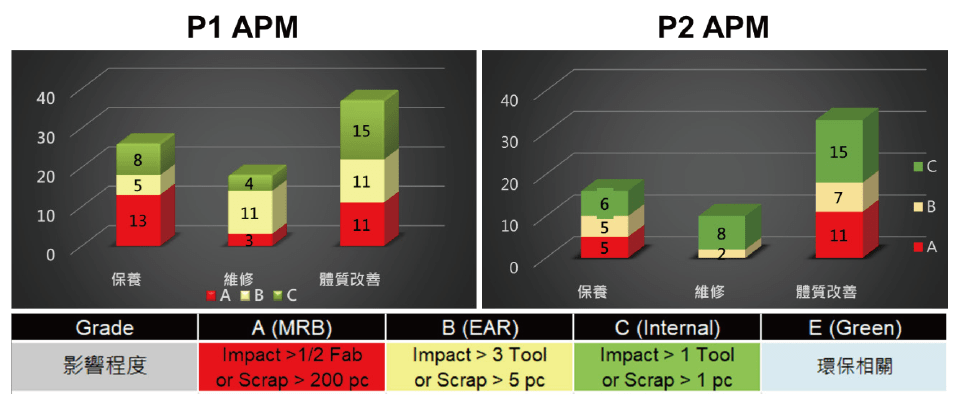
F18P1/P2 大P 工作內容分為保養/ 維修/ 體質改善三大類,數量為別為 P1: (26/18/37),P2: (16/10/33),共 81/59 項工程,如表3所示;分為A、B、C 類風險,如圖5所示,電力課工項為 ABB 低壓盤保養、中壓 CGIS 保養 ( 冰機 / CDA 等負載 )。
| 系統 | 廠區 | 分類 | 總計 | Remark | ||
|---|---|---|---|---|---|---|
| 保養 | 維修 | 體質改善 | ||||
| FMCS | P1 | 1 | 1 | 8 | 10 | P1 DCS Power Supply IPS 雙邊更換 |
| P1 FMCS Server 記憶體擴充 | ||||||
| P2 | 4 | 2 | 5 | 11 | P2 DCS Power Supply IPS 雙邊更換 | |
| P2 FMCS Server*9 記憶體擴充 | ||||||
| GC | P1 | 10 | 7 | 4 | 21 | Bulk gas 系統測試 / VMB leak/PSU 切換測試 |
| P1B L4 W2008-2 VMBU 三通模組關更換 | ||||||
| P2 | 4 | 0 | 10 | 14 | Gas Chemical Slurry 軟體備份及系統測試 / VMS leak/psu 切換測試 | |
| VMB 閥組更換、DCS MFC 更換 | ||||||
| IE | P1 | 5 | 1 | 9 | 15 | ACB 保養作業 |
| C-GIS 保養作業 | ||||||
| P2 | 4 | 0 | 2 | 6 | ACB 保養作業 | |
| C-GIS 保養作業 | ||||||
| ME | P1 | 4 | 3 | 8 | 15 | GER header 風管更換 |
| MAU203 擴充體更新 | ||||||
| P2 | 2 | 2 | 12 | 16 | VOC 瓦斯新增三通閥 | |
| AAS submain 鍍鈦風管更換 | ||||||
| WT | P1 | 6 | 6 | 8 | 20 | UPW UF 膜漏水維修 |
| LSRI Drain 管進行改三通獨立進 T-1305 | ||||||
| P2 | 2 | 2 | 4 | 12 | UPW/PCW 程式修改、電池更換及切邊測試、Meter 校正 | |
| WWT 閥件更換改善問題 | ||||||
| 總計 | 42 | 28 | 70 | 140 | ||
圖5:F18P1/P2 APM 工程風險等級
2.5 APM 人員管控表
F18P1/P2 APM 參加人員總計 1,182/1,691 人次 ( 員工 242/325 人,廠商 940 /1,366 人 ),透過廠區地圖及電力系統單線圖劃分工程師負責區域,並於各變電站,張貼工項場次及 Checklist,確保當區工程師明確了解執行 PM 時間與項目內容,並避免保養工作誤操作到非該時段保養盤體,並控管保養項目如實進行,如表4所示。
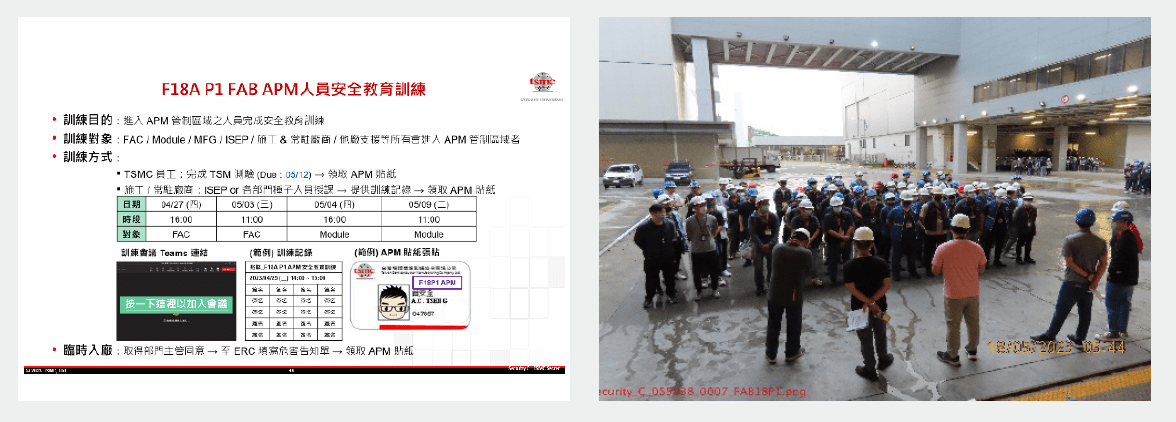
2.6 APM 安全宣導
F18P1/P2 APM 前階進行兩次安全宣導,第一次為 ISEP廠區 APM 環境注意事項,受過宣導訓練始能取得當日入廠貼紙,當天廠務於廠商入廠後進行工具箱宣導,重申個人安全守則、確保施工品質等,並於各區工項開工前進行二次工具箱宣導,務必使施工人員有遵守最高守則 - 安全第一,順利圓滿完成本次歲修,如圖6所示。
圖6:APM 注意事項及工具箱宣導
3.執行成果
本年度 F18A 歲修 (APM) 計畫共有三個廠區執行,分別為 F18P1 與 F18P2 的大 P 及 F18P3 的小 P,各項皆於規劃時間內完成並如期交回產線,使廠務系統更加穩定且強韌。
F18P1/F18P2 本年度執行大 P,分別動員 237/325 名工程師及 940/1,366 名廠商,皆於預計的 18 小時內完成計畫性的 81/59 項保養及改善後交回工廠。本次為 N5 FAB 的首次大 APM,為供應 30% 重要機台不停電,分別對機台及廠務端 1A2B 電力架構做 163/109 迴線路新增與修改以符合需求,並導入全新供電備援架構/ 半場切換及保養模式,如期如實完成設備保養,為後續運轉及未來廠區奠定基石。
F18P3 本年度執行小 P,為高壓電力設備保養 (50%),共計六項保養項目,歸功於完整的準備及演練,保養期間的電力轉供及保養皆順利且流暢的完成,於預定時間將供電復歸。
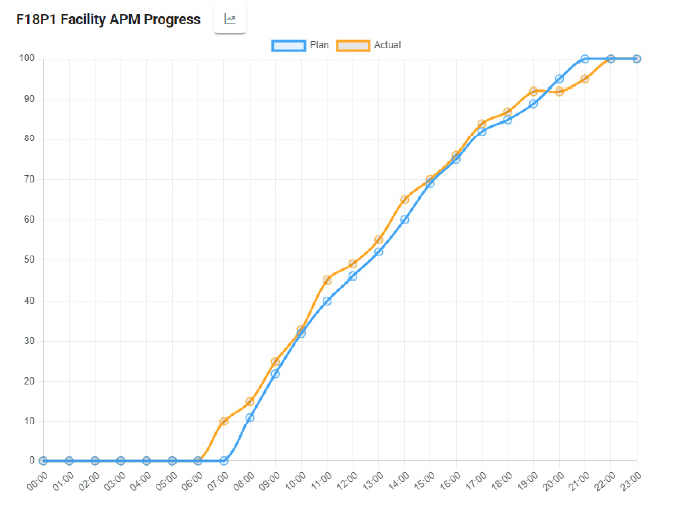
3.1 APM 當日工程進度管控表
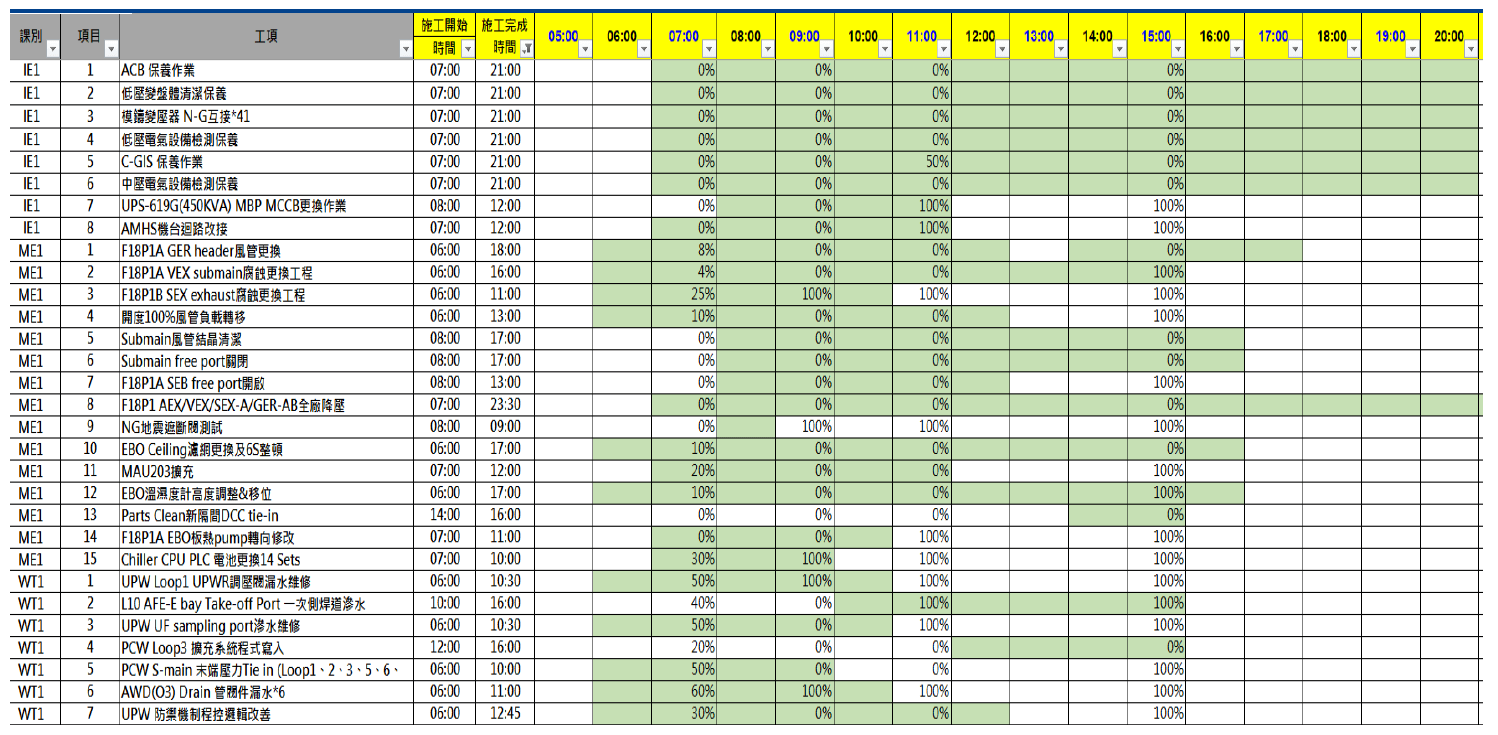
F18P1/F18P2 APM 工程進度於上下半場各有切換延遲保養時間,皆於保養及中場系統課切換時將時間追回,準時完成 APM 任務,如圖7所示;建議後續執行大 APM 廠區可於 ACB 保養及 RTU 功能測試方式可再行討論精進。 F18P3 小P 於切換及保養皆準時且順利完成。
圖7:F18P1 歲修工程進度管控圖
3.2 APM FAC Utility 品質回線大盤表
本次歲修執行 LV SWGR/MV CGIS,F18P1 分為三部分執行 (2 月 12 日、3 月 23 日 &3 月 27 日、5 月 18 日 ),總停電 PM 共 43 套盤 (LV:41/MV:2), 前兩部分為 OFFICE/SUP 棟保養,共計 7 套 LV SWGR,第三部分為主軸 FAB+CUP 區保養,共計 34 套 LV SWGR、2 套 MV CGIS。
F18P2 為單日完成 FAB 區域保養 (12/12,共 33 套 LV SWGR 及 2 套 MV CGIS)。In-line Quality Data by TFAC:10 Systems, 637Items / Off-line Quality Data by CHAD/ OQOE:4 Systems, 154 Items, CHAD Offline Data 於計畫內時間 within Baseline,FAC Inline Data 除了產線用量低影響外 (3 點 ),其餘皆 within Baseline,如表5及表6所示。
| Type | System | Items_On-line | Count | Plan (time) | Check Result | Result | ||
|---|---|---|---|---|---|---|---|---|
| In CL | In BL | In CL | In BL | |||||
| In-line | CR | TT, MT | 116 | 5/18 24:00 | 5/19 02:00 | 116 | 116 | PASS |
| AMC | TS, NH3, HCL, TOC | 209 | 5/18 24:00 | 5/19 02:00 | 209 | 209 | PASS | |
| AAS | GEX, SEX, VEX, AEX PDT | 12 | 5/18 24:00 | 5/19 02:00 | 12 | 12 | PASS | |
| PV | Press | 2 | 5/18 24:00 | 5/19 02:00 | 2 | 2 | PASS | |
| PCW | Press, Temp | 26 | 5/18 23:00 | 5/18 24:00 | 26 | 26 | PASS | |
| UPW | PalA, RiA, SilA, TOC, PT, Temp, DO | 49 | 5/18 18:00 | 5/18 24:00 | 49 | 49 | PASS | |
| WWT | SS/TMA/PH/F-/CL/COD/CU/NH3 | 11 | Keep In CL | 5/18 24:00 | 11 | 11 | PASS | |
| Chemical | ATMI, CR168, CX100, HF1%, PCM32, PL6502, SC1, TACT100, TC10, TG05, TG100 | 24 | 5/18 22:00 | 5/18 24:00 | 24 | 22 | PCM32( 無供應給機台 ) TC-10( 無供應給生產機台 ) | |
| Gas | Mixing GAS | 11 | 5/18 22:00 | 5/18 24:00 | 11 | 11 | PASS | |
| PAR, PH2PHE, PN2, PO2 impurity/Press | 45 | 5/18 22:00 | 5/18 24:00 | 45 | 45 | PASS | ||
| XCO2 impurity | 3 | 5/18 22:00 | 5/18 24:00 | 3 | 3 | PASS | ||
| XCDA impurity | 6 | 正常供應 | 正常供應 | 6 | 5 | 機台用量影響 | ||
| CDA, HCDA, ICA Press | 3 | 正常供應 | 正常供應 | 3 | 3 | PASS | ||
| Slurry | PH, SG, H2O2,Cond | 120 | 5/18 22:00 | 5/18 24:00 | 120 | 120 | PASS | |
| Type | System | Items_On-line | Count | Plan (time) | Check Result | Result | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| In CL | In BL | Off line( 取樣 ) | In CL | In BL | Off line( 取樣 ) | |||||
| Off- line | CR | Particle | 53 | 5/19 01:00 | 5/19 02:00 | 5/18 22:00 | 53 | 53 | 22:00 | PASS |
| AMC | MA/MB | 36+5 | 5/19 07:30 | 5/19 07:30 | 5/18 22:00 (IC) | 41 | 41 | 22:00 | PASS | |
| MA/MB (side room) | 20 | 5/19 13:30 | 5/19 13:30 | 5/18 22:00 (IC) | 20 | 20 | 22:00 | PASS | ||
| MD | 22 | 5/19 22:00 | 5/19 22:00 | 5/18 11:00 (BP) | 22 | 22 | 11:00 | PASS | ||
| UPW | Metal | 7 | 5/18 20:00 | 5/18 23:00 | 5/18 14:00 起每 2 小時 | 7 | 7 | 12:00 | PASS | |
| Bacteria | 7 | 5/19 20:00 (24hr) | 5/19 20:00 (24hr) | 5/18 20:00 | 7 | 7 | 12:00 | PASS | ||
| Chemical | Metal | 4 | 5/18 22:00 | 5/18 24:00 | 5/18 12:00 | 4 | 4 | 12:00 | PASS | |
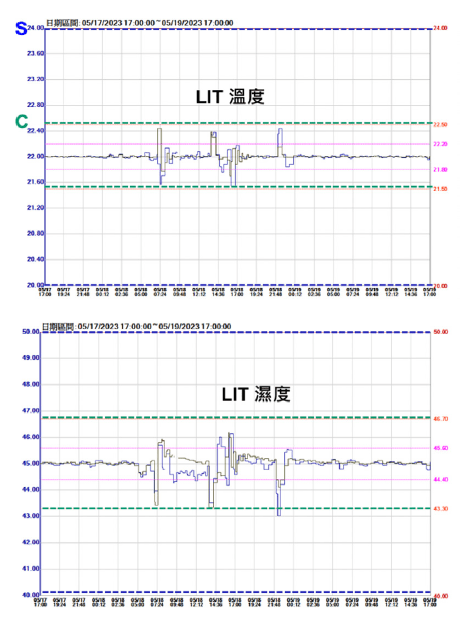
F18P1 APM 期間,Fab AMC 及溫溼度 SPC 皆 within OOS, 如 圖8所 示;PCW 原預估循環量下降10%, APM 期間供應壓差皆正常,後續 APM 可評估 LSC 減少量來減少 PCW pump 備援前置工程;Bulk GAS 供應量除 ICA 廠務儀表驅動氣源用量無差異外,其餘皆有明顯下降 (15~90%),並在 APM 完成復線後,用量皆如預期回復到原使用量,本次於工廠機台 30% 用電狀況下,CDA 用量以 60% 預估,實際於 APM 期間數據顯示使用率約為 55%,符合預估量評估,後續 APM 廠區可參考,如表7所示。
圖8:F18P1 無塵室溫濕度品質控管狀態
| F18P1 BULK GAS APM 期間用量統計 | ||||||
|---|---|---|---|---|---|---|
| Site | F18P1 BGS | 5 月平均日用量 (CMH) | APM 期間用量 (CMH) | APM 復線後用量 (CMH) | ||
| 基準 | 流量 | 使用比率 | 流量 | 使用比率 | ||
| F18P1 | PO2 | 120 | 39 | 33% | 119 | 99% |
| PAr | 105 | 9 | 9% | 110 | 105% | |
| PH2 | 356 | 6 | 2% | 390 | 110% | |
| PHe | 14 | 2 | 14% | 14 | 98% | |
| PN2 | 22421 | 13133 | 59% | 22421 | 100% | |
| GN2 | 27209 | 17023 | 63% | 27253 | 100% | |
| CO2 | 37 | 9 | 24% | 37 | 100% | |
| CDA | 28412 | 14113 | 50% | 28159 | 99% | |
| HCDA | 20153 | 12218 | 61% | 19011 | 94% | |
| XCDA | 13543 | 7165 | 53% | 12498 | 92% | |
| ICA | 585 | 578 | 99% | 581 | 99% | |
| 空壓機總量 | 49150 | 26910 | 55% | 47752 | 97% | |
3.3 APM 歲修保養項目完成統計表
F18P1 於 5 月 18 日,F18P2 於 12 月 12 日進行廠區大 APM 執行 65% 全廠停電設備保養,18 hrs 內準時成功完成 81 & 59 項計畫性任務,落實定期保養以強化運轉穩定性,同時改善既有問題避免對生產品質的影響,主要工項如表8所示:
| 分類 | 系統 | P1 當日主要工項 ( 共 14 項工作 ) | 數量 | 預期改善成果 |
|---|---|---|---|---|
| 保養 | 電 | ACB 保養作業 | 459 | 確認 ACB 操作機構及保護電驛功能正常 |
| C-GIS 保養作業 | 40 | 確認 CGIS 操作機構及保護電驛功能正常 | ||
| 氣化 | Bulk gas 系統測試 /VMB leak/PSU 切換測試 | 15 | 測試系統切換及動作,確保系統保護功能正常 | |
| 維修 | 機 | GER header 風管更換 | 1 | 原風管厚度不足,更換風管降低系統風險 |
| 水 | UPW UF 膜漏水維修 | 37 | 改善漏水問題,避免影響純水 Quality | |
| LSRI Drain 管進行改三通獨立進 T-1305 | 1 | LSRI Drain 管進行改三通獨立進 T-1305,降低系統風險 | ||
| 氣化 | P1B L4 W2008-2 VMB 三通模組閥更換 | 1 | 閥組有內漏現象,更換後可避免 A/B loop 干擾風險 | |
| Chemical VMB 漏酸結晶閥件更換 | 12 | 閥件漏酸結晶更換,避免影響供應 quality(6 顆 VMB; 總計 12 顆 閥件 ) | ||
| 體質 改善 | 機 | MAU203 擴充 | 1 | DCS 程式 download tie-in,提升無塵室運轉可靠度 |
| 氣化 | PCM 軟體更新 | 1 | L&L 軟體更新測試,降低運轉風險 | |
| P1AB 75ppm backup 管路 tie in | 1 | 75 ppm Backup N+1,當下無法混酸,APM 施作降低操作風險( 僅 tie in 不進酸,需取樣 ) | ||
| MOB 氣動閥氣源管銜接方式入珠型改快接型 | 1 | (F15L&L,材質更換 (HCI.HF 適不適用 ),增加系統可靠度 | ||
| 儀控 | P1 DCS Power Supply IPS 雙邊更換 | 2 | Power Supply 更換 *2pcs,預防性更換,可降低下游機械系統運 轉風險 (F4K DCS PDP04 IPS-04A/B, MAU) | |
| F18P1_FMCS Server 記憶體擴充 | 9 | FMCS SERVER*9 擴充記憶體,可增加系統效能避免影響值班運 轉 (APM 時進行擴充作業,降低風險 ) | ||
| 分類 | 系統 | P2 當日主要工項 ( 共 12 項工作 ) | 數量 | 預期改善成果 |
| 保養 | 電 | ACB 保養作業 | 332 | 確認 ACB 操作機構及保護電驛功能正常 |
| C-GIS 保養作業 | 40 | 確認 CGIS 操作機構及保護電驛功能正常 | ||
| 機 | Submain 風管結晶清潔調整 | 1 | 新增三通閥 for 爐體修繕,改善提升 VOC 去除效率及運轉穩定性 | |
| 維修 | 水 | UPW UF 膜漏水維修 | 10 | 改善漏水問題,避免影響純水 Quality |
| LSRI Drain 管進行改三通獨立進 T-1305 | 2 | LSRI Drain 管進行改三通獨立進 T-1305, 降低系統風險 | ||
| 氣化 | VMB nut 洩壓重鎖 & 閥件更換 | 1 | 閥組有內漏現象 , 更換後可避免 A/Bloop 干擾風險 | |
| Chemical VMB 漏酸結晶閥件更換 | 12 | 閥件漏酸結晶更換 , 避免影響供應 quality(6 顆 VMB; 總計 12 顆閥 件 ) | ||
| 體質改善 | 機 | VOC 瓦斯管新增三通閥 | 1 | 更換鏽蝕風管 , 降低運轉風險及維護環境 6S |
| 氣化 | P2A Thin-1 PIRUN TIE IN 至 TOOL | 2 | 75 ppm Backup N+1, 當下無法混酸 ,APM 施作降低操作風險 ( 僅 tie in 不進酸 , 需取樣 ) | |
| MOB 氣動閥氣源管銜接方式入珠型改快接型 | 1 | F15L&L,材質更換 (HCI.HF 適不適用 ),增加系統可靠度 | ||
| 儀控 | P1 DCS Power Supply IPS 雙邊更換 | 2 | Power Supply 更換 *2pcs,預防性更換 , 可降低下游機械系統運 轉風險 (F4K DCS PDP04 IPS-04A/B, MAU) | |
| F18P2 FMCS Server 記憶體擴充 | 9 | FMCS SERVER*9 擴充記憶體,可增加系統效能避免影響值班運 轉 (APM 時進行擴充作業,降低風險 ) |
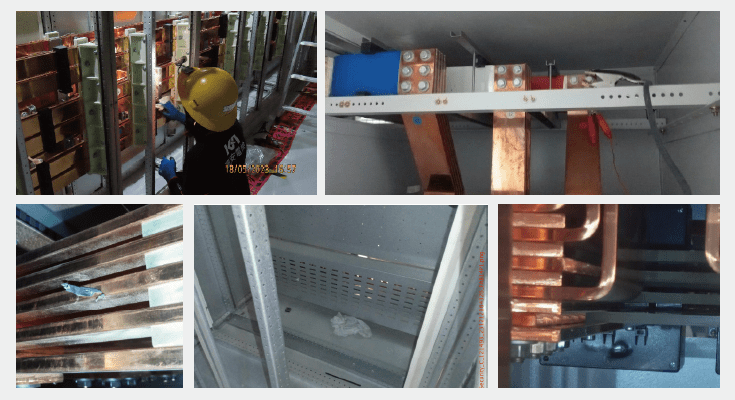
3.3.1 F18P1/P2 低壓電盤清潔保養
F18P1 共 41 套低壓電盤,歲修分三部份執行,前兩部份完成 7 套, 第三部分完成 34 套 (Office:1/SUP:6/ FAB+CUP:34),依上 / 下半場輪流停電執行盤體及銅排清潔保養。首次執行低壓電盤停電保養,如圖9所示,除去因建廠時期工期較緊迫產生的積塵外,發現部分異物置於盤內,其餘部分無其他缺失。F18P2 共 33 套低壓電盤,同樣有因建廠時期工期較緊迫產生的積塵與異物置於盤內 ( 螺絲、板手、無塵布…等 ),並發現部分銅排的熱縮套破損及有三處銅排 CT 有些微膨脹等問題。
圖9:ABB 低壓電盤銅排保養
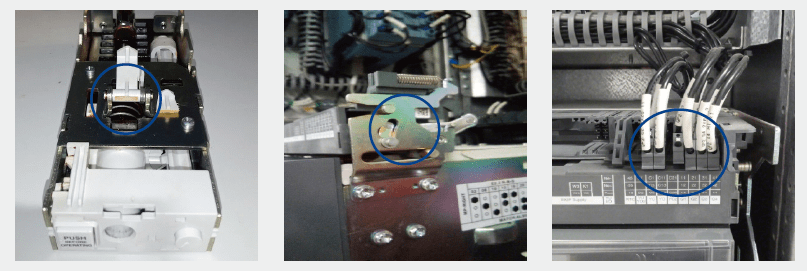
3.3.2 F18P1/P2 低壓 ACB 開關檢測保養 ( 開關進出機構故障 )
配合低壓電盤停電執行 ACB 開關檢測保養,2023 年共保養 1,532 顆開關 (P1:936 顆,P2:596 顆 ),PM 內容: ACB 機構清潔點檢、接觸電阻測試、絕緣電阻測試、動作時間測試。F18P1 本次為建廠後第一次低壓電盤開關停電保養,發現 3 點中風險、13 點低風險立即改善:
- 發現 12 顆 (0.8%) 低壓電盤 ACB 開關進出機構異常,其原因為滑動導軌彈簧缺少 / 搖進出定位卡住及斷裂 /搖桿卡死即滑軌異常卡住導致,平日未進行絞出保養時無法檢測出來,此影響為當須緊急絞出時將無法做此動作,可能影響盤體供電安全,已於當日保養及更換完成後復歸;由此全面檢點保養確實有效發現並解決開關使用之安全。
- 發現 4 顆 (0.3%) 低壓電盤 ACB 開關輔助接點鬆脫,如圖10所示,將影響 ACB 自動投入功能,原因為端子台 /端子頭歪斜未插緊或斷裂導致,此異常點在開關內部平日可檢測,但仍須待停電保養時才可做處理避免開關誤動作影響下游負載,已於 APM 期間完成復歸;此異常狀況可能導致 Relay 保護功能失效,若下游負載異常時將擴散至整路低壓盤負載造成大量產線機台生產受影響,須格外注意。
圖10:F18P1/P2 ACB 機構及輔助接點異常
3.3.3 F18P1/P2 低壓保護電驛檢測
配合低壓電盤停電執行保護電驛檢測,2023 年檢測 1,692 顆保護電驛,PM 內容,如圖11所示;包括電驛特性試驗、絕緣電阻測試、接觸電阻試驗。F18P1/P2 皆為建廠後第一次低壓電盤開關停電保養,Relay 部分無缺失。
圖11:F18P1/P2 LV SWGR 保護電驛檢測

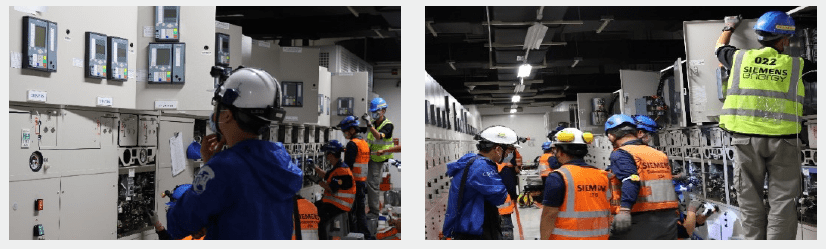
3.3.4 F18P1/P2 中壓 CGIS 保養
CGIS 保養週期為六年一次,且配合機台 65% 停電廠務用量降低情境下,本次執行中壓站保養,如圖12所示, 2023 年保養各 2 套 CGIS 盤 (F18P1/F18P2 皆為 50%),其餘 2 套將於下次大 APM 執行,PM 內容包含 CGIS 本體檢測及保護電驛測試。本次為第一次中壓盤體保養,皆順利完成無缺失。
圖12:F18P1/P2 MV CGIS 保養
3.3.5 F18P1 Exhaust 風管更換
F18P1A GER header 風管厚度不足發生主管凹陷破管,廠務列管於大 APM 配合低壓電盤停電 (70% 機台 OFF) 執行 header 主管更換,如圖13所示;為提升系統運轉穩定,將長 50 米、直徑 2.4 米主風管全部更換為 2t (原 1.5t),以符合 SMACNA( 美國板金協會 ) 標準。團隊進行 8 次討論會議、4 次現場沙盤推演,以提升安全與工作效率,順利於 APM 期間 12 小時內達陣完成更換。
圖13:F18P1 Exhaust 主風管更換

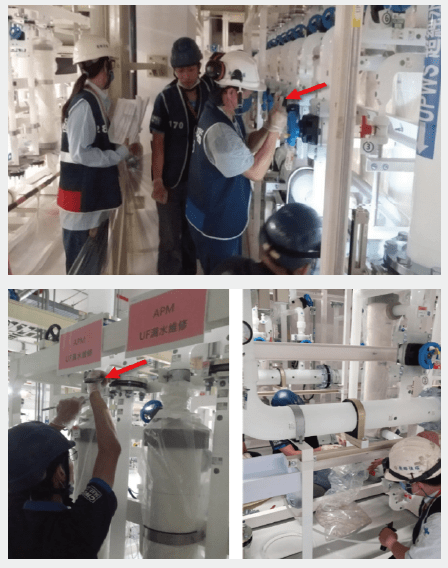
3.3.6 F18P1/P2 UPW 管路滲漏修復
UPW LOOP 調壓閥 /UF Port 管路滲漏,廠務列管追蹤並於大 APM 配合低壓電盤停電 (65% 機台 OFF) 執行管路滲漏修復,若未處理後續將造成更大規模漏液導致 UPW 壓力波動影響工廠生產。UPW UF-2341C 入水總閥關閉後將 UF 分支閥關閉,將其漏點前軟管考克拆除後更換,如圖14所示。UPWR Loop1 調壓閥漏水,將其 UPT 閥件關閉,排水後開始更換,重新排氣補水上線。
圖14:F18P1/P2 UPW UF 滲漏維修
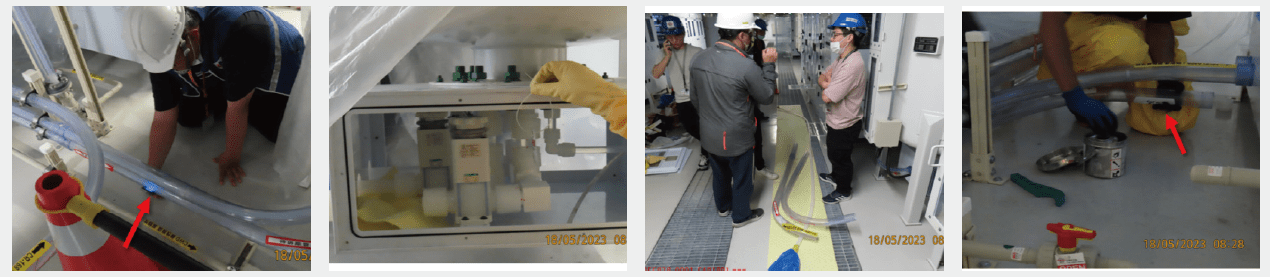
3.3.7 F18P1 DEV-1 CDU 管路滲漏修復
F18P1 A/B Dev-1 CDU DT 下聯通管路磨損狀況嚴重,若未處理將有管路破損導致化學品洩漏造成人員安全問題,並影響產線生產,需將內外管重新拉設;需以 N2 purge確認管路排空,並將該段雙套管更換後保壓送回,如圖15所示。
圖15:F18P1 CDU 管路磨損更換
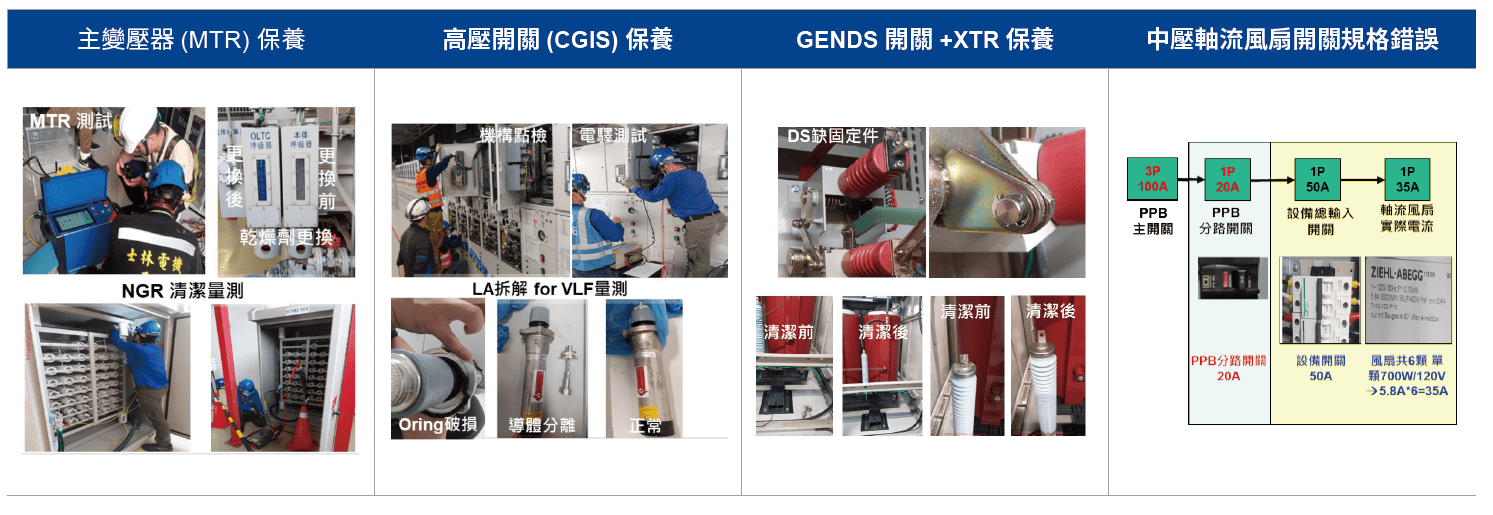
3.3.8 F18P3 GIS/MTR/CGIS/XTR 保養
F18P3 於 6 月 12 日到 6 月 15 日執行高壓系統 APM (GIS /CGIS /XTR /Relay /22.8kV cable),如圖16所示。本次共 14 項 Findings(2 Medium、12 Low),皆已改善完成;主要有 CGIS 避雷器拆卸時發現 O-ring 破損與導體分離 / GEN DS 缺固定件 / 中壓 XTR 開關規格錯誤導致同時啟動軸流風扇後跳脫。
圖16:F18P3 小 APM 保養項目及發現問題
4.檢討傳承
4.1 F18P1/P2 APM 期間廠區用電量變化
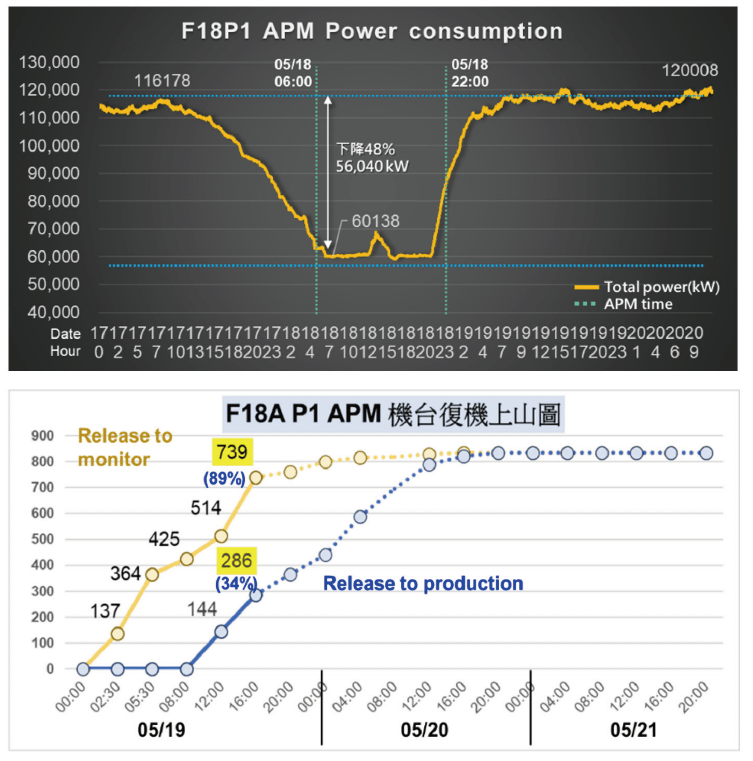
F18P1/P2 APM 期間 (5月18日、12月12日),全廠保留 35% 機台維持 Idle,停止 run 貨生產,期間用電量均下降48~62% 不等,該用電量變化可供後續 APM 廠區評估,如圖17所示。
圖17:F18P1 大 APM 廠區用電量變化趨勢 / 機台復機進度
4.2 F18P1/P2APM 停電、切換、工進確認
F18P1/P2 在 APM 前 2 個月,開始密集進行全廠 APM 會議 ( 一次 / 週 ),更新目前廠務端 APM 準備狀況及確認工廠端需求和準備進度,同時進行 4 次機台用電關閉教學,使 EE 熟練如何關閉 TOOL AC BOX 以確保 APM 時如預期之負載量。
- 關電告示張貼:APM 停電機台 AC BOX 張貼 2,198張告示。
- 會簽進度確認:與設備現場確認停電迴路,並於告示上簽名,於一個月內完成所有關閉迴路確認。
- 廠務實地切換演練:由 F15P5 大 APM 成果學習啟發,為求所有參與人員皆能熟悉場地及操作方式,F18P1 於 APM 前 1 個月便安排每週 2 次演練,總計 11 次實地走位演練及3 次相關內容說明會,實地演練次數達平均6.4次 / 人 ( 扣除夜班 / 任務所需無法參加 ),同時導入實地實物操作演練,使用 UPS 備機及空載迴路讓支援人員皆能實際操作演練。藉由以上方式達成 APM 切換有條不紊的進行並於時間內完成,如表9所示。
表9:F18P1 APM 事前演練表
F18P1APM 項次 廠區 姓名 組別 EE/AE 組長 工號 廠機 4/13 4/17 4/18 4/20 4/25 4/27 5/2 5/4 5/9 5/11 5/16 67 AP2 穆儀叡 2 EE Y 058407 701-3161 V 假 V V V V V V 66 AP2 莊詠盛 16 EE Y 091868 701-3327 V V V V V V V V V V 68 AP2 曾崇德 29 AE 127619 706-5790 V V V V V V V V V 47 F14P12 王維仁 3 AE 060549 714-2062 V V V V V V V V V 45 F14P12 張荐豪 13 EE Y 112231 734-7012 V V V V V V V V 46 F14P12 陳柏嘉 31 EE Y 125059 714-2270 V V V V V V V 48 F14P34 康家軒 4 EE 086766 734-2809 V V V V V V V 49 F14P34 張舜品 5 EE 137708 728-0744 V V V V V V V 50 F14P34 陳杰 6 AE 123493 734-2357 V V V V V 52 F14P5 蔡漢蒼 7 EE 126969 734-6576 V V V V 53 F14P5 陳重光 8 AE 123876 734-6047 V V V V V 51 F14P5 陳國墉 15 EE Y 106008 734-5635 V 夜 夜 V V V 54 F14P6 楊佳翰 9 EE 135787 728-0742 大夜 V V V 55 F14P6 劉冠廷 10 EE 140364 734-0394 現場 ( 佑立) V V V V V V V 56 F14P6 邱志昇 11 AE 121491 734-6671 現場 ( 佑立) V V V V V V 58 F14P7 黃振瑋 12 EE 117101 734-6932 V V V V V V V 57 F14P7 陳奕任 14 EE Y 078161 734-5112 V V V V V V V V 59 F14P7 侯鈞宏 22 AE 122346 734-6672 V V V V V V 61 F14P8 洪楷程 1 EE 133571 728-0898 值班 V V V V V - 產線戰情監控:廠務人員駐點於產線戰情中心即時確認機台停機及供電狀況,及時確認整體戰情。
4.3 APM L&L 檢討
F18P1/F18P2 大P 執行皆順利於計畫時間完成,其創新作法及遇到的問題,共有 48 項 L&L 可供學習討論及改善 ( 機電:27 項,水氣:21 項)。其中 F18P1 所發生的問題亦於
F18P2 APM 得到有效的改善,達成及早預防的功效。
4.3.1 F18P1/F18P2 UPS 迴路電力中斷檢討
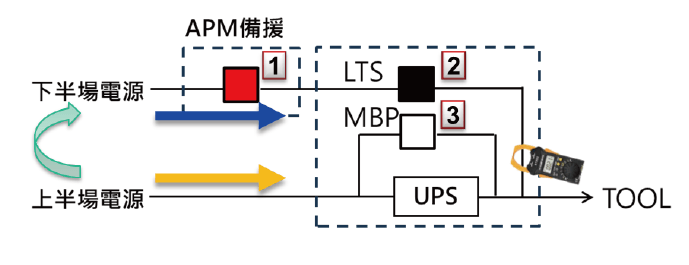
F18P1 及 F18P2 APM 電力備援切換期間,皆有一迴路 UPS 電力中斷30 Min,分別影響不斷電機台共3/9 台(ETC/ LIT),幸於復機後設備狀況良好順利回線。原因為操作規劃程序 Checklist 疏漏,導致操作轉供斷電,如圖18所示,於設備通報後30 Min 內完成復電;後續廠區於迴路切換時,需加入轉供確認機制 ( 電流量測 ),如圖19所示,並須多人交叉檢查 checklist,避免盲區造成相關問題產生。
圖18:F18P1 UPS 電力中斷原因
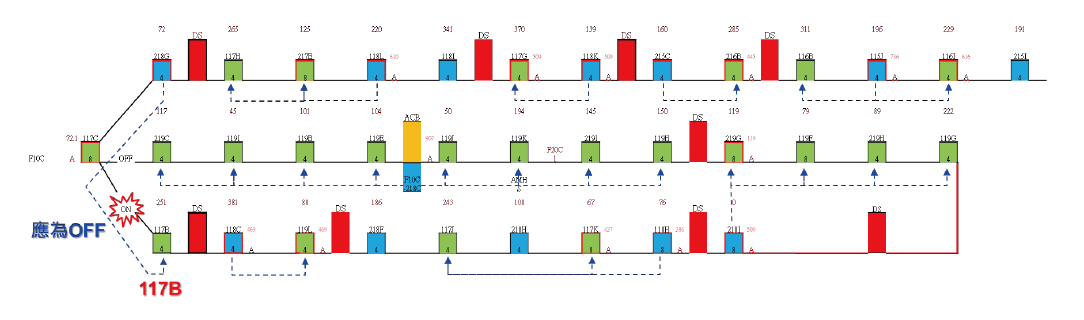
圖19:轉供量測方式
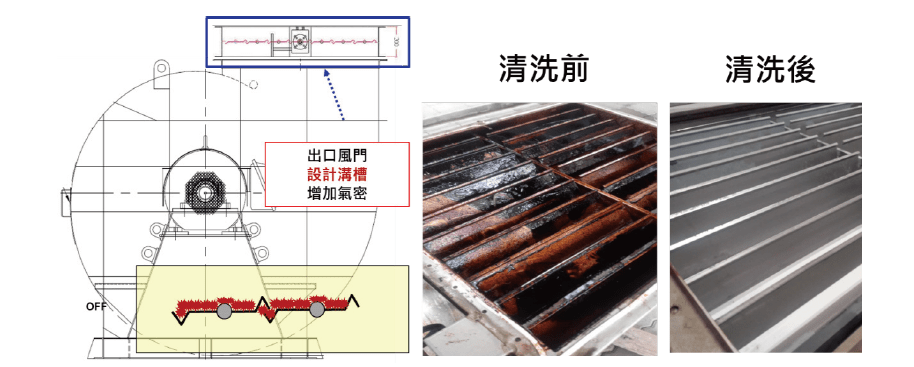
4.3.2 F18P1 SEX 風車吸入除霧層檢討
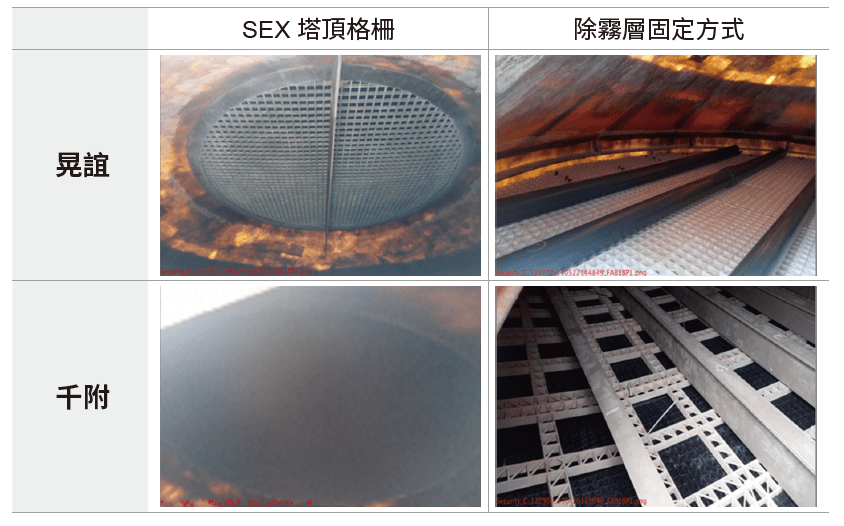
F18P1 於 APM 上半場切換時,SEX 半數停機並加載其餘機組,其中 SEX206 於運轉 20 分鐘後因除霧層彈開遭風車吸入,導致風車毀損無法供應壓力,致使 Exhaust 系統壓降,因系統為 N+2 設計尚可進行運轉,於後將風車拆出並待料維修;比較 F18P1/F18P2 差異,問題原因為除霧層固定方式及無防捲入設計問題,建議須修改除霧層防掀固定方式及增設塔頂防捲入格柵設計,如圖20所示。
圖20:F18P1 SEX206 故障及除霧層比較圖
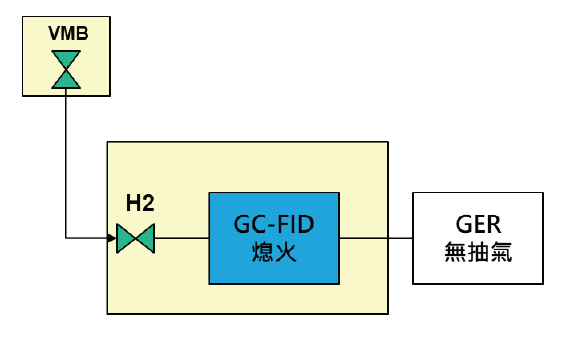
4.3.3 F18P1 GC-FID 尾氣 H2 GMS alarm
F18P1 APM 時 GER 因工程更換主管停止抽氣,P1A GC- FID 異常熄火時,GER 抽氣段發生 GMS 讀值,Max: 140 ppm。原因為 GC-FID 熄火時,ISO Valve 初判氣密不良,導致尾氣仍有微量 H2 讀值,將安排停機檢修 ISO valve,此狀態仍離 H2 爆炸下限甚遠 (0.4%),將列入 L&L 分享至後續場區,如圖21所示。
圖21:F18P1 GC-FID 尾氣影響 GMS
4.3.4 F18P1 VEX 風車出口 Damper 無法開啟
F18P1 APM 進行 VEX 停機斷電,啟機時 VEX102/103 發生出口 damper 無法開啟情況,拆卸出口風門發現葉片上有大量黏著性有機物沾黏。原因為 VEX 長期無長時間停機,且停機期間出口 Header 壓力正壓,使出口風門更緊閉,將評估出口風門增設關閉定位點預留 5%,避免風管緊密結合無法開啟,如圖22所示。
圖22:F18P1 VEX 出口風門無法開啟
4.4 APM 創新手法
4.4.1 F18P1/P2 Tool CUPS 備機迴路備援機制
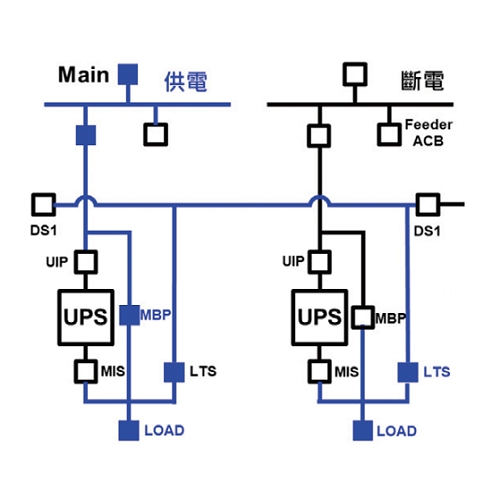
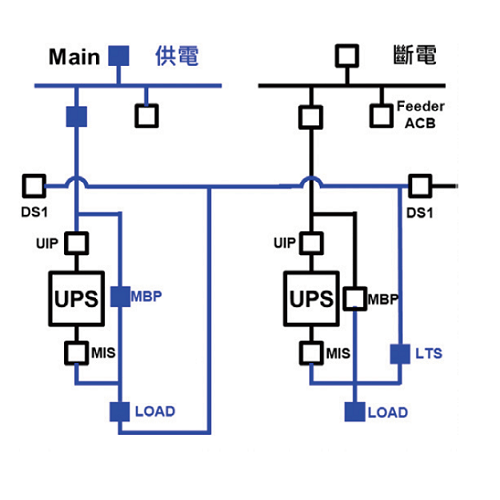
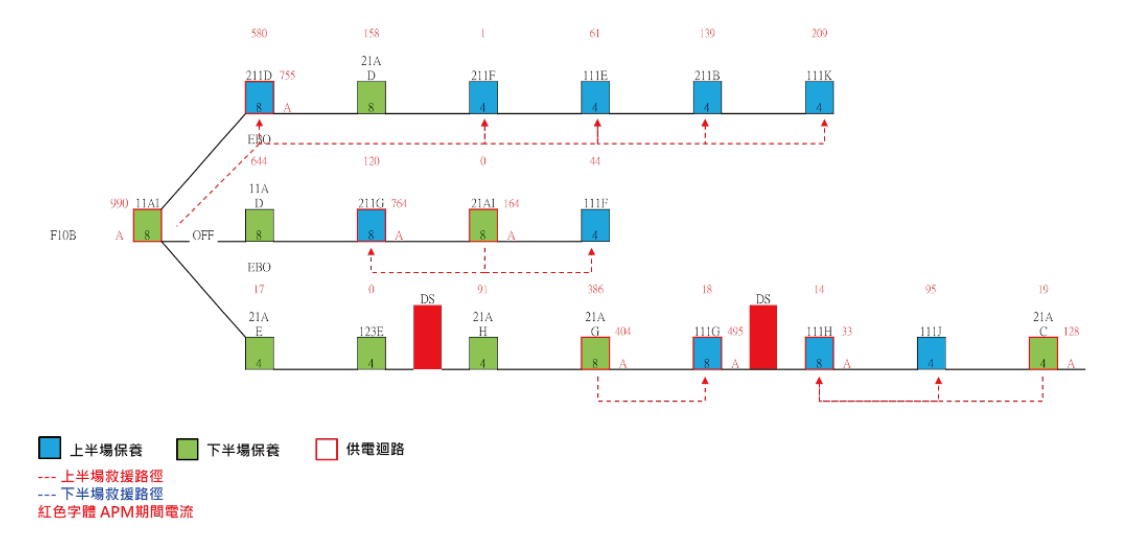
Tool UPS 使用備機 LTS 迴路,搭配 LTS 斷點分組及 ACB新 SOURCE 供電方式,分群提供上 / 下半場不斷電機台供電,達成 Tool 端不須採取下游電盤/busway 對併線路修改;本次增設 37 組 DS 斷點,將供電迴路分為 45 個群組供應,並依各群組供電裕度使用以下三種供電方式,如表10所示;Type 1:主機供應,以 UPS 主機供應該分組所需供電;Type 2:備機供應,以 UPS 備機供應該分組所需供電;Type 3:新增 ACB 供電,新設 ACB 直供該分組群組 (P1 增設 10 組 ACB 直供 ),藉以上方是成功達成機台不停電轉供,如表10及圖23所示。
| 新增 ACB 備源供電 | 主機備源供電 | 備機扛載 | |||
|---|---|---|---|---|---|
| 【新電源投入操作】 | 新 ACB 電源開關投入 | 【主機當備機操作】 | 主機 UPS LTS 投入 | 【備機轉供操作】 | 確認備機 Load 投入 |
| 【UPS 分群操作】 | DS 轉供盤 DS1 啟斷 | 【UPS 分群操作】 | DS 轉供盤 DS1 啟斷 | ||
| DS 轉供盤 DS2 投入 | |||||
| 【UPS 轉供操作】 | MBP 盤壓差 <24V | 【UPS 轉供操作】 | MBP 盤壓差 <24V | 【UPS 轉供操作】 | MBP 盤壓差 <24V |
| UPS LTS 投入 | UPS LTS 投入 | ||||
| UPS MBP 啟斷 | UPS MBP 啟斷 | UPS MBP 啟斷 | |||
 |
 |
 |
|||
圖23:F18P1/P2 UPS LTS 備援供電分組方式示意圖
4.4.2 F18P1/P2 EUV 供應條件修正實測
EUV 為 N5 生產極為重要的機台,事前參考 F12P45 提供的備援 Spec,再經 F18P1 與 module 合作澄清供應基準並驗證後重新修正 Spec,如表11所示。本次成果證明所提供的條件皆能快速復機,提供各廠參考以減少過度供應而增加備援成本及歲修操作的困難度,如圖24所示。
| System | F12P45 | F18P1 |
|---|---|---|
| 供電 | 100% 供電 | 100% 供電 |
| 環境 | 22 ± 0.5° C (in Control) | 22 ± 2° C (in spec) |
| 排氣 | 70% or 80% (GEX/SEX) | GEX >250pa (30%) SEX > 300pa (30%) |
| PV | 不影響 | 不影響 |
| CV | 不影響 | 不影響 |
| UPW | 不影響 | 不影響 |
| PCW | 4~4.5 kg/cm2 | 1F >4.2 kg/cm2 2F >2.5 kg/cm2 |
| Bulk Gas | 2 H2: 400 kPa (4.1kg/cm ) Ar: 450 kPa (4.6kg/cm2) He: 450 kPa (4.6kg/cm2) 2 N2: 700 kPa (7.2kg/cm ) 2 XCDA(O2): 700 kPa(7.5 kg/cm ) | 不影響 |
| CDA | 750 kPa (7.7 kg/cm2) scrubber: 700 kPa (7.5 kg/cm2) | 不影響 |
| Special Gas | 需全供天然氣跟 CO2( 打雷射 ) | 不影響 |
圖24:F18P1/P2 黃光區 EUV trend chart
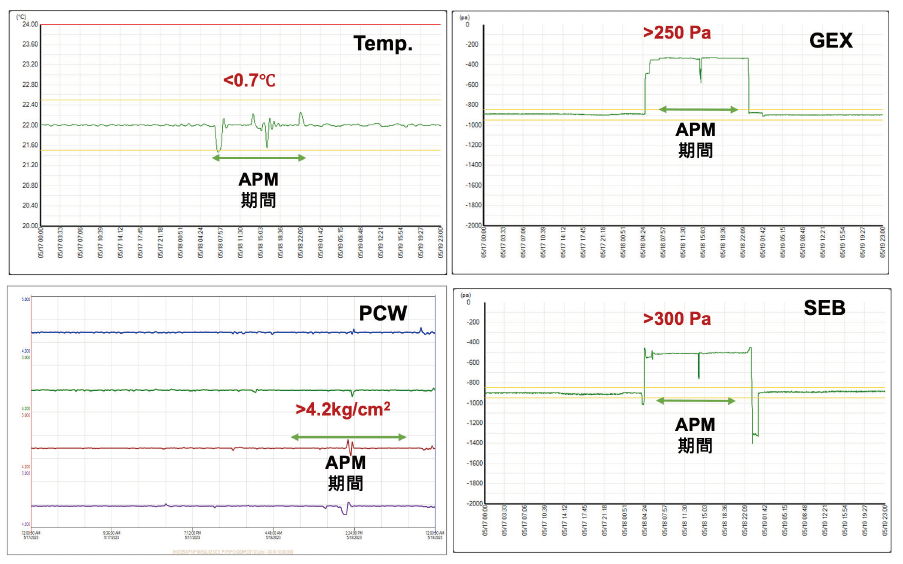
- LIT 區域環境維持in Spec 溫度22 ± 2%、濕度45 ± 5%→實際控制:溫度± 0.7° C,濕度± 2%
- EUV 供應放寛:AAS 70% → 30%、PCW 4.5 kg/cm2 → 4.2 kg/cm2→實際控制:AAS>30%,PCW>4.2kg/cm2
4.4.3 F18A APM 進度控管數位化
F18A 不僅止於將電力切換進度數位化於SCADA 上呈現,進化導入系統課切換進度數位化 2.0( 全自動更新狀態 ),與 FMCS 合作建立以 POWER BI 為介面基底,如圖25所示,連動 INSQL 資料庫,抓取各 SCADA 系統狀態並自動更新,即時掌握廠務系統切換進度及供應品質,確保進度及細節全面兼顧,並能與線上即時回報狀況。
圖25:F18P2 系統課切換進度自動化監控
4.4.4 F18P2 機台復機加速方案
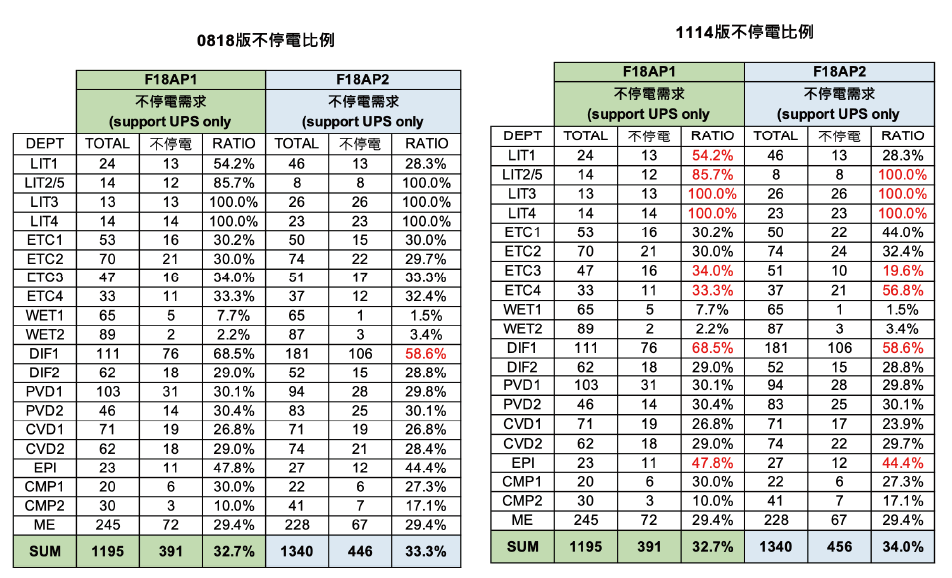
基於既有 30% 機台不斷電數量以及群組負載不過載原則下,F18P2 為進一步降低機台 failed parts/pump 與縮短復機時間,導入關鍵設備不停電評估 (EPI/DIF/ETC/ME 的 critical component),將復電後易故障的設備加入不停電列表。藉此於 F18P2 APM 後設備 pump fail 數較 F18P1 減少 53%,如表12所示,Parts damaged 數較 F18P1 減少 50%。
另針對 CUP/HPM 執行提前分區復電,使廠務重要系統如 MAU/LSC 可提早開機提前建立系統 Quality,達成 Quality回 baseline 提早 1~2 小時的指標 (In-line 提早 1 小時; Off-line 提早 2 小時 )。
4.4.5 F18P2 首創人員半場專責模式,降低工時並提升品質
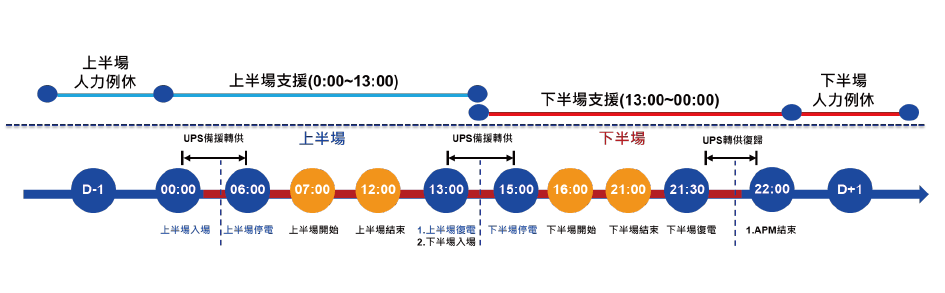
F18P2 於 APM 人力規劃上,將工程師依站別分組,專責所屬區域單一半場的所有工作 (USP 關機 / 切換 / 保養 / 復歸),下一半場由另一組人力接手,縮短工時及從容的操作開關,使 APM 運作穩定。期間雖動用 66 位友廠的工程師人力支援,F18 各廠區平均支援 6 位工程師,但因上下半場工時切開分組,於 APM D-1 和 D+1 天皆保有支援人數的一半於各課,並且對支援的工程師也降低工時 33%(18小時→ 12 小時 ),如圖26所示,可減輕人員疲勞同時提高切換及保養品質,如表13所示。
圖26:F18P2 支援人力半場專責模式
| Phase | D-1 | D | D+1 | 備註 |
|---|---|---|---|---|
| F18P1 | 時差假 | 04:00~22:00 ( 總工時 18 HR) | 時差假 | 平均工時 18HR |
| 支援人力數 | 53 | 53 | 53 | 18 |
| F18P2 | 時差假 | 00:00~13:00 | 正常班 | 平均工時 12HR |
| ( 總工時 13 HR) | ||||
| 正常班 | 13:00~00:00 | 時差假 | ||
| ( 總工時 11 HR) | ||||
| 上半支援數 | 33 | 66 | 0 | - |
| 下半支援數 | 0 | 33 | - | |
| 總數 | 33 | 66 | 33 | 12 |
| 人力 / 工時比較 | 62%⭣ | 125%⭡ | 62%⭣ | 67%⭣ |
5.結論
依據 FAC Power APM Ground Rule,F18P1 執行首個 N5製程廠區執行停電歲修作業,憑藉創新的電力備援切換數位化及區域分組切換控管模式,輔以十數次充足的事前實地實物演練,順利於時間內完成 81 項計畫性 PM 任務 ( 保養 *26、維修 *18、體質改善 *37)。
F18P2 亦承先啟後,開創諸如重點機台元件不斷電備援、廠務負載分區供電、人員半場專責模式、EUV 廠務供應修正實測,不僅可加速工廠回線速度,更使 APM 人員減輕疲勞提高保養品質。
F18P3 亦執行第一次小P,解決建廠緊湊下之產生的缺失,使運轉更為穩定長久。
最後感謝 APM team 的全力支援及各廠區同仁協助,不僅在多次事前演練的辛勞,更於切換或保養作業上大力支援,讓 F18 APM 順利完成。
參考文獻
- F-GEC-99-03-010,TSMC FAC POWER APM GROUND RULE O.I.,2022
- 用戶用電設備檢驗辦法 ( 台灣電業法第 32 條第 5 項 )
- 電力設備和系統驗收測試規範標準 ( 美國國家標準學會 -ANSI/NETA MTS-2019)
- 電力設備預防性試驗規程 ( 中國電力行業標準 DL/T596-2021)
- ABB VCB 原廠設備保養手冊
- 西門子 CGIS 原廠設備保養手冊
- F18P1 竣工資料,2019
- F18P2 竣工資料,2019
- F18P3 竣工資料,2020
留言(0)