摘要
廠務技術發展實務(看法與作法)

廠務主要工作是依靠三大支柱保養、警報和巡檢來維持工廠穩定運作,隨著製程技術的演進,廠務也需要技術發展來滿足先進製程生產和環境永續的目標,畢竟技術發展是製造業維持競爭力的根本,廠務技術發展的做法可由感測器開發、防禦過濾來優化單元系統、系統智能化整合,最後再結合人的目標管理,來達成廠務技術發展的自主創新。
The main task of Facility is to maintain the stable operation of fab production by relying on the three pillars of predictive maintenance, alarm, and inspection. With the evolution of process scaling down, Facility also requires technological development to meet the goals of advanced process production and environmental sustainability. After all, the technological development is the foundation for industry to maintain its competitiveness. The Facility technology can be accomplished by sensor development, defense filtering to optimize unit systems, intelligent integration of systems, and combination with target management to achieve indigenous innovation of facility technology development.
1. 前言
1.1 廠務技術發展目標
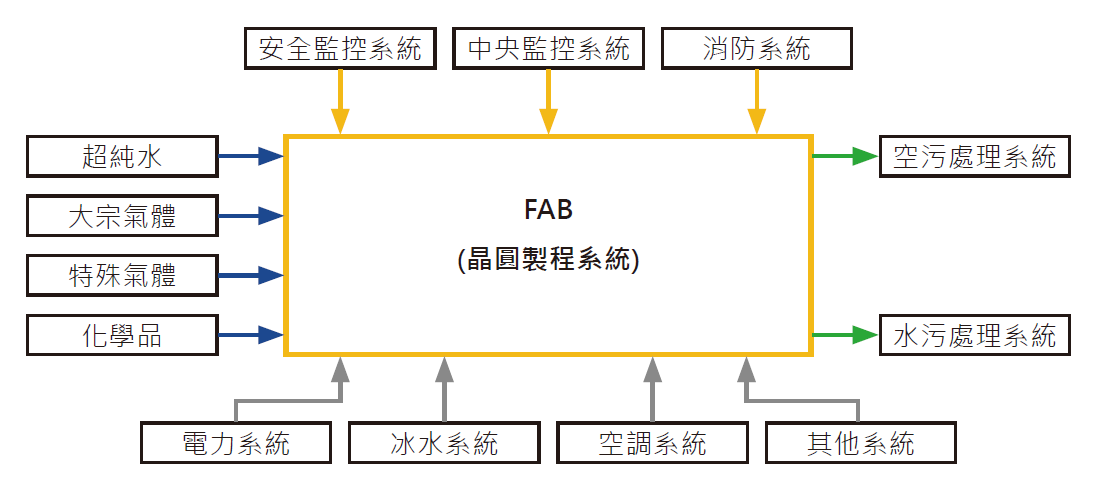
科技的創新與發展一直是社會進步和經濟成長的重要基石,近年來科技的發展更是取決於半導體科技產業的進展,好比最近全球電動車的發展受限於車用晶片的產能,另外從中美貿易戰要學會見微知著,《論語衛靈公》 :「子曰 :『人無遠慮,必有近憂。』」,關鍵技術不想受制於人一定要能自我研發自我掌握,競爭力管理大師Michael E. Porter :「競爭的兩個極端 : 一是做到最優,一是做到獨特。爭取第一的競爭將助長學習,以獨特性來競爭將促進創新,且唯有開放,才能保有競爭力。」,為確保公司維持半導體代工的競爭力與永續經營,廠務做為公司的一份子也必須要有技術發展,因為半導體廠務的工作任務除了如期蓋好一座穩固的工廠,之後還要負責穩定不斷電的供電、潔淨的無塵室、提供純淨的超純水(UPW : Ultrapure water)、 維持生產原料高品質的輸送、生產廢棄物排放回收管理等(圖1)[1], 當然還有達成零工安事件管理, 因此廠務之於半導體工廠是一切運轉的基礎根本,所謂萬丈高樓平地起,若基礎根本不好怎麼能讓從事極精密製造的半導體工廠可以維持穩定的運轉呢?
圖1、晶圓廠廠務系統示意圖
那什麼是廠務技術發展目標呢?可從以下公司發表的訊息來看廠務技術發展目標 :
- 台積電的願景和使命-「成為全球最先進及最大的專業積體電路技術及製造服務業者,作為全球邏輯積體電路產業中,長期且值得信賴的技術及產能提供者。」
- 公司的ICIC核心價值中的創新Innovation-「創新是我們的成長的泉源。我們追求的是全面,涵蓋策略、行銷、管理、技術、製造等各方面的創新。創新不僅僅是有新的想法,還需要執行力,做出改變,否則只是空想,沒有益處。」
- 公司對社會的企業社會責任政策中的強化環保-「在強化環保方面,台積公司致力於環境永續,持續推動綠色廠房、綠色製造與綠色供應鏈,追求能源與資源最佳使用效率,並積極投入減廢與污染防治。同時,也樂意對外分享自己的環保知識與經驗,希望透過產官學界及全體社會的合作,攜手因應氣候變遷的嚴峻挑戰。」
第一點也可借鏡當成廠務技術發展的願景 : 廠務先進關鍵技術完全自主研發,成為高科技廠房廠務技術的領導者,有了願景並參考以上三個點可得知廠務技術發展的兩大目標 :
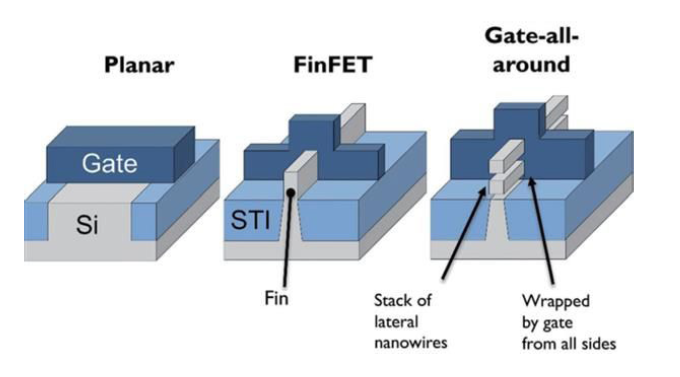
- 滿足先進製程生產條件的技術發展 : 現今半導體工廠的規模都越來越大(Giga Fab),但製程卻更趨精密已達2奈米(nm),關鍵此尺寸(CD : crucial dimension)的控制要求將更不易維持,因此對於廠務水、電、機械、氣化系統的運作穩定性要求也更嚴格,若系統稍有意外或運作不穩定對生產的衝擊也更甚於過去,此外半導體場效電晶體的製程演進已從平面型(planar)邁入3D立體先進製程的鰭型電晶體(FINFET)和未來閘極全環(GAA : gate all around)(圖2)[2],製程步驟更多也更趨複雜,如為了讓元件更小的溝槽能洗乾淨而增加不同界面活性劑的使用,為了減少等向性蝕刻影響CD已將部分濕式蝕刻改成乾式蝕刻,結果所用的生產物料種類也多於以往,特別是先進製程已邁入2nm的開發,這等同於不到30個原子大小的尺寸,對製程環境污染控制和生產原料輸送品質的要求將更勝於成熟製程,與此兩項相關的廠務系統都直接和間接影響半導體工廠穩定的運轉,還有晶圓製程良率的好壞產出!如何自我提升廠務技術研發能力讓技術專有獨享,並且減少花錢用統包(turn key)的外包方式來解決問題(技術竅門know-how將會是別人的),因此要滿足先進製程生產條件以維持公司的競爭力所需的廠務技術發展,其挑戰不可不謂大矣!
- 滿足環境永續的技術發展 : 隨著公司因應全球對半導體需求不斷增加而積極大幅擴廠增加產能,不可避免將會消耗更多的水電與製程原物料,其中水電的穩定供應尤其受到當前面臨極端氣候的異常而堪憂,如2021年初台灣缺水、美國德州停電停水等,最近更被環保署揭露的統計資料2019年排碳大戶前十名台積電也列名其中之一,而被要求降低減企業排碳量[3];另外消耗更多的製程原物料就表示廢棄物的量也勢必跟著增加,相對的會對原有環境背景值造成影響,對於以上種種環保相關問題,如何持續並更精進發展節能、節水、減廢、減碳,以及開發原物料回收達到從搖籃到搖籃循環再利用等的環保相關創新技術來達成友善環境生態保護,讓公司成為不光是半導體代工的ESG企業(Environmental環境、Social社會、Governance公司治理)標竿,也是在努力達成巴黎協定與聯合國永續發展目標[4]的國際級環保標竿企業與環保技術的領頭羊。
圖2、半導體場效電晶體的製程演進
1.2 達成廠務技術發展願景目標要面對的問題挑戰
對於上述廠務技術發展的兩大目標,要達成這些目標願景廠務就需要解決現在和未來面對的一些問題與挑戰,至於有那些問題挑戰?可參考2020年版IEEE IRDS (THE INTERNATIONAL ROADMAP FOR DEVICES AND SYSTEMSTM)「突破製程極限半導體技術下一步往哪走」[5],由IFT國際焦點小組(International Focus Teams, IFT)針對不同技術領域所提出的13個未來發展和挑戰 : 應用基準(Application Benchmarking, AB)、系統與架構(Systems and Architectures, SA)、系統外部連結(Outside Systems Connectivity, OSC)、後摩爾定律技術(More Moore,MM)、超越摩爾定律(More than Moore, MtM)、微影技術(Lithography, L)、封裝整合(Packaging Integration, PI)、良率提升(Yield Enhancement, YE)、度量(Metrology, M)、工廠整合(Factory Integration, FI)、超越CMOS(Beyond CMOS, BC)、低溫電子與量子資訊處理(Cryogenic Electronics and Quantum Information Processing, CEQIP)、環境安全健康與永續性(Environment, Safety, Health and Sustainability, ESH/S),其中就有4項是和廠務技術發展息息相關的 :
1.2.1 良率提升
隨著半導體製程節點朝個位數奈米前進,元件對污染與缺陷的容忍程度也越低;YE小組的關注焦點在於半導體元件缺陷檢測、晶圓廠生產線污染控制、材料純化等等技術,還有先進封裝元件與3D IC所需的良率管理方案。
1.2.2 度量
量測技術在半導體製程的演進過程中扮演著關鍵性的角色,而當半導體元件邁向5奈米以下節點、3D電晶體結構、多重曝光以及新興感測器、新材料的崛起,各製程步驟的量測方案也需要跟上腳步持續演進。
1.2.3 工廠整合
FI小組關注的是半導體元件製造廠房生產線高效率、穩定、安全的日常運作,包括廠房基礎設施、製造設備、材料輸送系統、控制系統,以及智慧製造方案、安全措施等等。
1.2.4 環境、安全、健康與永續性
著重於關注半導體/微電子元件製造過程中的能源(包括水資源與電力)利用效益,以及廠房基礎設施對所在地環境永續性、生產現場從業人員安全性的保障,還有產業生態系在相關議題上的合作。ESH/S小組會需要從其他小組了解製程與材料的最新發展,以從全面性的角度考量相關策略。
前三項就是 : 滿足先進製程生產條件所需的技術發展,第四項講的就是 : 滿足環境永續所需的技術發展。
還有從2019年IEEE所出版的IRDS 2018 YIELD ENHANCEMENT與FACTORY INTEGRATION[6]文獻研究結果可看到更細項的挑戰,這也是廠務目前和未來主要所面對問題與挑戰,好比要滿足先進製程生產的廠務技術發展計有 : 特性檢測分析Characterization, Inspection and Analysis (CIA)、表面(晶圓)製程環境污染控制Surface(or substrate) Environment Contamination Control(SECC)、AMC更好的控制The need of better control on AMC(airborne molecular contamination)、降低廠務系統故障造成生產的影響Minimization of facilities induced production impacts(system out of order)、生產與清洗的氣體與化學品的多樣化The greater variety of gases/chemicals(for both Functional Chemistry and Cleaning Chemistry)、工廠微振與後段製程的電磁干擾靜電放電標準制定Design criteria for facility critical vibration areas and EMI/ESD for backend、滿足環境永續的廠務技術發展計有 : Facility utility reduction、Increasing global restrictions on environmental issues、Developing methods for increasing material reclamation、Even more aggressive focus on environmental issues and optimization to environmental targets。(以上為恐翻譯失真,除特殊重點項目,其餘選擇保留原文表達)
除了上述的問題與挑戰外,如何透過應用5G的三大特點:①高速的大流量通訊;②高可靠度低延遲通訊;③大規模機器型通訊(大頻寬),引進數位智能科技實踐萬物連上網路,以提供廠務水處理、電力、機械、氣化、儀控5大系統穩定運轉的智能服務,因為5G的三大優點能讓感測器的類比轉數位的訊號量化取樣更精準,可同時接收和快速處理更多的物聯網(IOT : internet of things)感測器訊號,再結合廠務多年累積的各系統領域知識(domain knowledge)並經由大數據(big data)與機械學習(Machine Learning)的人工智慧(AI),幫助廠務達成穩定運轉三大支柱 : 保養(PM : predictive maintenance)、警報(alarm)和巡檢(inspection)的全面數位智能化廠務管理 ,當然其中最重要的是達成零工安事件的管理,因為就如每天早上工具箱會議所強調的「安全第一 」。
2. 廠務技術發展的短中長期方向
2.1 廠務技術發展達成願景目標的策略方向
有了明確的組織工作目標和知道要解決的問題,就能清楚地指示發展的方向,對工作有聚焦的作用,也能幫助制定決策標準和考核依據,不過任何的目標設定都須依照當前組織的需要、可用的資源和未來的成長來設定短期(<2年)、中期(2-5年)、長期(>5年)的發展目標。
對於滿足先進製程生產條件所需的廠務創新技術,首先智財權必須由廠務自己來開發並擁有主導權,因為這是讓公司維持產業競爭優勢所必需的,至於短期、中期、長期的發展方向,可先將工廠視為元件、單元、系統架構的點線面所組成三維結構由小而大的來破題,也可經由對事情處理的行為演化三步驟 : 不知而行、行而後知、知而後行來看發展方向 :
2.2 短期目標點的突破
要能解決特性檢測分析(CIA)、表面(晶圓)製程環境污染控制(SECC)、降低廠務系統造成生產的影響,須由建立好眼睛的感測器即物聯網(IOT)的感知層開始,才能改善瞎子摸象不知而行用試誤法(trial and error)來解決問題,剛好日前科技部要推動六大半導體關鍵技術,其中就有包括智慧終端系統的前瞻感測元件研究計畫。開發感測器為何如此重要,因為要做到完全智慧化的工廠管理,第一步就是要建立各系統好的感測器(或儀表),否則不能畢其功,而支撐廠務的三大支柱沒有感測器就更無法維持工廠穩定運轉,怎麼說 : 感測器訊號不穩定、易受干擾就會常發生誤訊號(false alarm),感測器解析度不夠就會錯失正確保養,而自動巡檢機械人就是要透過感測器來彌補人工巡檢的失誤。現在大部分的感測器或分析儀器可能都無法滿足未來先進製程原物料所需的高純度(或不純物極低濃度ppt等級)、高靈敏度與即時快速的量測要求,對廠務使用的元件或設備若無法事先預知潛在微小劣化的徵兆,結果將會造成生產重大影響,如模鑄變壓器劣化預防仍有盲點(早期放電未必偵測的到)、馬達軸承的磨損振動偵測、無塵室化學濾網的使用期限的偵測,還有目前重中之重的化學品輸送品質問題,特別是在水、氣化的輸送系統上,只要有構成不連續的點、中繼站或異質材料組合等,好比開關或流量控制閥件、幫浦、過濾、混酸槽等處,可能是輸送流場中污染微粒(killer particle)產生的來源或是污染微粒的滯留區(dead area),這些都會對品質良率造成影響,對這些元件的材料特性或操作保養條件,是不是有足夠的了解,有沒有可改良創新的空間,但前提是在這些點的前後有無好的線上即時感測器或量測儀器,來做為品質的監測管理,因為科學發展起源的第一步都是透過觀察,這就是上面所提的CIA與度量(Metrology),沒有好的感測器或量測儀器等於沒有好的眼睛,怎麼能看得到問題呢,這裡就要舉一個慘痛的教訓, 2019年南科F14B光阻液品質問題造成5.5億美元的損失,企業訊息處資深處長孫又文向<<數位時代>>說明 :「台積電現有線上晶圓檢測(in line wafer inspection)儀器無法檢測出該異常狀況」,因此短期目標首要的就是要透過好的感測器或分析儀器來發現問題,當然這方面的技術發展不易達成,也會隨製程精進而跟著滾動演進,因此CIA/Metrology除了是當下要開發的技術也是中長期都要不斷努力的目標,作法呢?古語云 : 「自古成功在嘗試」,初期先大膽引進商用創新的感測器或分析儀器(好比聲學照相機),這樣可透過有技術經驗的廠商快速改善提升感測器或分析儀器的量測能力,同時廠務工程師藉由操作也可增進感測器製作與化學材料分析這方面的技能,另外廠務自己也要成立生產原物料的CIA和Metrology實驗室,對於已達測量極限未來也難突破的儀器,更要自我開發快速提濃與善用能微量且快速偵測的磁光電感測技術,並透過與大學的材料系、化學分析以及電機系微機電組等科系的產學合作,來共同開發創新的感測器或分析方法,特別是能早期發現系統失效模式和能監測生產原物料品質微量變化的感測器,因為能看到別人看不到的問題,就能贏在競爭的起跑點!
2.3 中期目標線的突破
有了好的眼睛,依循科學的步驟 : 先從觀察開始、問題的認知與表述、實驗數據的收集、假說的構成與測試來解決觀察到的問題,知己知彼便可行而後知找出水氣電等供應系統上各點問題的根本原因(root cause),然後應用廠務多年的各系統專業領域知識,先透過單點的優化,好比改式樣、換材料、重新設計等,再將各優化的單點組合成新的試俥(pilot)系統。上面所說的優化還有另外一項很重要的工作,就是兵來將擋的過濾防禦(Filtration defense) ,這裡指的過濾防禦其實涵蓋了廠務水處理、電力、機械、氣化、儀控5大系統,怎麼說呢?水處理要用逆滲膜(RO : Reverse osmosis)、超過濾(Ultra Filtration)做出超純水、電力要用電容過濾諧波、機械要用高效濾網(HEPA:)過濾空氣、氣化原物料輸送過程要用各種濾膜、過濾器、純化器(purifier)來移除污染微粒、儀控也要過濾電磁干擾(EMI : electromagnetic interference)、甚至廠務設備中會產生振動的冰機、馬達和風管都要隔振,所以過濾防禦是廠務各系統都值得發展的顯學,有了好的過濾防禦和優化後的系統組合,將各優化的單點組合成新的試俥系統做各種操作條件的測試,結合感測器量測的資料,再利用大數據分析找到滿足系統生產所需的基準(benchmark),就能訂出最佳化的統計過程控制(SPC : Statistical process control),便可讓新的試俥系統正式植入產線。這裡舉個實務的例子: 高電阻率值(23 GΩ-cm)的負顯影劑NTD輸送過程會與氟化物塑材 (管材和氣動隔膜幫浦)摩擦產生靜電放電,而造成NTD有微粒污染的問題,也是先經由內外靜電測量整個輸送系統不同的點,發現當NTD流量較大時有兩處最易產生摩擦靜電放電-隔膜幫浦與塑材輸送管,透過改善隔膜幫浦內部接地、改用不銹鋼管來輸送NTD並控制流速的上限,結果就大大降低NTD輸送過程中因靜電產生微粒污染問題。中期目標線的突破(指的是單系統)因為要找到對根本原因的解惑與對策,還有要靠大數據的統計分析來建立生產最佳化的SPC,就需要有物理化學基礎學科、統計學與各系統過濾相關科系背景工程師的加入,更能事半功倍來達成。
2.4 長期目標面的突破
當短、中期的目標達成,已不在是頭痛醫頭腳痛醫腳的stop & fix,廠務五大系統的各別子系統都已有最佳化的供輸生產線,表示已經累積相當的各系統領域知識跟技術竅門,就能知而後行可以更宏觀的看清廠務未來五大系統彼此的關聯與對工廠生產有什麼影響,好比水處理系統出問題可能影響機械課的廢氣處理,而廢氣處理排放壓力又可能影響製程機台的生產。要使系統最佳化還需要減少因人工作業輕忽造成的失誤,那就要提升系統自動智能化的校正、故障排除、快速應變和藉由備機(Redundant)的無時差緊急取代,來達到系統不停機又能自我修復,但這類的整合測試是不容易由正在生產作業的工廠來達成,也不容易在生產前建立,往往因為大量生產才會出現問題,此事可交給五大系統的專業資深工程師和資訊系統工程師彼此合作開發數位分身(digital twin)系統建模,利用擬真的數位分身系統輸入各項起始條件(Initial condition)、邊界條件(Boundary condition)、收斂參數(Convergence parameter)來模擬新系統的操作、控制與跨系統整合,當通訊、資訊、人機介面多媒體等的軟硬體都健全了,還是需要引進國際已經發展良好的系統管理認證方法,協助提升廠務對電力(如ISO 50001能源管理系統驗證)、機械、水處理、氣化、儀控的五大系統來做好系統管理,更可以對未來廠務五大主系統還有整體廠房產生新的設計(如前面提到的IRDS 2018 : 工廠微振與後段製程的電磁干擾靜電放電標準制定),建立新的智能化管理標準,達到半導體廠務系統運作甚至緊急應變都不會造成晶圓生產影響的新設計與操作典範(IRDS 2018 : 降低廠務系統故障造成生產的影響),但是要強調利用感測器物聯網、人工智能AI的大數據分析與機械學習,不是要達成以機械對機械(M2M)為本高度自動化工作場域的工業4.0,而是要來達成人機合作智慧製造以人為本的協作機器人工業5.0。這時期需要的人才除了上述的短中期專業工程師的累積加成外,還需要專業的儀控與資訊系統工程師。
以上不管短中長期的廠務技術發展若有自我的開發創新,一定要學會撰寫專利甚至營業秘密來保護自己的智財權,使廠務在確保公司技術領先方面也能貢獻一己之力。
至於滿足環境永續的創新技術,因為這是比較不涉及公司生產技術,而且這是關係到人類與我們後代的共同福祉,除可自己研發創新更可與外界產官學界共同來開發環保相關的創新技術,並與社會共享,之前廠務季刊也有很多篇幅在探討廢水、空污、節能等議題[7],就不在此多所著墨免得班門弄斧。但僅就短期、中期、長期發展的大方向,略抒己見 :
- 短期目標 : 符合未來所有的環保規定,並領先同業。
- 中期目標 : 完成綠色廠房與製造,達成廢棄物排放完全回收再利用的零排放,還有持續努力減碳來降低溫室效應提早達成2050的淨零碳排目標,讓生產對環境背景零衝擊。
- 長期目標 : 將綠色環保技術推己及人,除了台積電大聯盟的客戶和廠商,更建立無償環保技術分享平台推廣至全世界,讓下一代生活在無污染的地球環境,使台積電不是只對生產在地的國家具有企業社會責任,而是擴展至企業世界責任的綠色表率[8]。
3. 人與績效管理
3.1 人的管理
前面講的技術發展的範疇大多與設備、材料、製程與環境相關,但技術發展能否成功解決問題,就如找出問題發生的魚骨圖如 圖3[9]所示,還需仰賴2個重要關鍵因素 : 人和管理,因為產業的成功發展的模式 : 先有創新(研發人才)再加上百工(工程師和管理人才)斯為備。有人好辦事,怎麼找到對的人,可透過擴大產學合作比較容易來找到具有專業需求的年輕人才,但除了IQ(Intelligence Quotient)與專業知識技能外更重要的是人的EQ(Emotional Intelligence Quotient),因為對業界來說人員就職的穩定,也是技術能否延續和持續創新的一個重要因素,對於廠務要滿足先進製程生產條件所需的技術發展是屬於一個深度工作(Deep Work)[10],不是短期就能達到解決效果的stop & fix問題,因此工程師須實實在在長時間持續投入基本功的培養,成為能獨立分析、解決問題的專家,而不是只會量測或根本什麼都不會動不動就打電話找人幫忙求救,禁不起實戰考驗,工程師他必須認知從事技術研發是沒有基本盤(東方人慣有的觀念 : 勝者為王,敗者為寇),這裡筆者引用特斯拉(Tesla)創辦人馬斯克說的話 :「失敗是一種選擇,沒有失敗就沒有創新(Failure is a choice. Without failure, there is no innovation)。」,作主管的也要建立一種態度 :「鼓勵創新,寬容失敗。」,來鼓勵從事技術研發的工程師不要怕失敗只怕失去鬥志和熱情, 所以如何對短期沒產出的技術研發工程師,尤其是負責研發的技術副理(往往是單兵作業)和管理職的副理,當一起評鑑他們的績效考核時真的需要用不同標準來檢視!因為公平的考核制度才能讓他定下心來、有毅力、有決心、耐得住寂寞堅持下去來做廠務長期的技術研發工作。
圖3、找出問題發生的魚骨圖

3.2 績效管理
有了目標也找到人了,剩下就是如何管理,管理學之父彼得.杜拉克(Peter Drucker)曾說 :「企業一切的經營活動,最終都是為了績效。」,為了能達成企業績效須透過目標管理,有了目標管理可以讓團隊了解要做什麼及如何做,至於目標執行成效當然還是應用客觀的關鍵績效指標KPI(Key Performance Indicators)來檢視成效。那廠務技術發展的KPI要如何制定呢?對於能維持公司競爭力的滿足先進製程生產條件的技術發展績效指標有 : 自有智財權、知識性的技術竅門以及實用性,因此可以依技術研發的步驟來設定5P的KPI : 先有創新的構想-專利(Patent)、透過專案計畫來實現-專案計畫(Project)、計畫過程做深入的定性定量研究-學術期刊(Paper)或技術報告、創新的實體化-開發原型機(Prototype)與最重要的有無實用性(Practical),而這5P也可用來檢視參與技術研發人員的各項對應能力 : 專利 : 創新的能力(Innovation)、專案計畫 : 執行的能力(Executive Power/Execution)、學術期刊 : 研究的能力(Research)、原型機 : 實踐的能力(Practice)、實用性 : 判斷的能力(Judgement),這5P的KPI是都可以量化的 : 專利看品質數量、專案執行看計畫經費使用與時程有無延遲、學術期刊看影響指數(Impact factor)、原型機看製作品質故障率高不高等、實不實用看能減少多少成本人力或提升多少良率等,這裡有一點要強調關於出學術期刊的KPI(當然一定要符合PIP的規定),直觀上好像對維持廠務運作沒有太大影響,其實不然,因為一則可藉由出期刊的研究報告比較正式的將問題發現和解釋用文獻方式留傳下來,二則當生產發生問題時可讓廠務同仁學習用學理依據來跟其他單位解釋,而不是只是叫來配合修改作業甚至被誣陷打槍的對象。目標管理KPI唯有能量化績效考核才能公平客觀比較,績效考核能公平管理就能上軌道。
4. 技術發展實務–了解該怎麼做
以上提到的介紹大多偏概念和策略的講法,這章節將從技術發展的實際做法來說明,為了讓從來沒有經驗或想從事技術發展的工程師能有個明確的指引步驟,筆者就用一個實際技術發展的例子液體粒子計數器LPC(liquid particle counter)來說明,並在文中用粗體字做重點提示,讓想做技術發展的讀者可以有比較實務的參考(以下文字用詞盡量貼近工程師日常用法) :
相信只要是跟生產有關的半導體工程師都會深刻認知對製程良率影響的一大因素 : particle、particle always particle,對廠務而言常常是被動被告知WPA(wafer particle analysis)又飆高了,chemical品質不好了或濾網又要更換了,就是因為沒有好的in line real-time LPC(感測器)來監測,對於負責UPW和chemical供應的工程師來說,WPA一直是監測輸送液體中汙染微粒benchmark的指標,可惜的是WPA是batch式和off-line測的,若WPA飆高表示particle污染已發生,假使在送料至機台前能有in line且real time的LPC,一旦發現有異常就可事先停止送料,甚至在chemical由槽車送進廠房之前,先用LPC驗其所含particle濃度是否超標的早期預防,免的進廠後廠務在輸送過程要使用很多次過濾才能降低污染微粒的濃度,甚至經多次過濾也還無法達到生產要求,另外也可透過LPC量測結果得知濾網的留置濾效(retention rate)的改變,就可以來做預知保養該不該換濾網,LPC的重要性就不可言喻了!但問題來了-當時(2015之前)不論是UPW還是chemical尚無可量測微小粒徑(<20nm)且低濃度(<#103/mL)的LPC,當時使用的是用雷射散射的光學方式可偵測UPW中50nm>#100/mL的微粒LPC,將無法滿足7nm chemical的20nm<#25/mL生產需求,更遑論3nm先進製程對UPW的20nm<#5/mL生產需求,即便至今LPC的商用儀器對上述兩項的要求也是很難達到的技術。
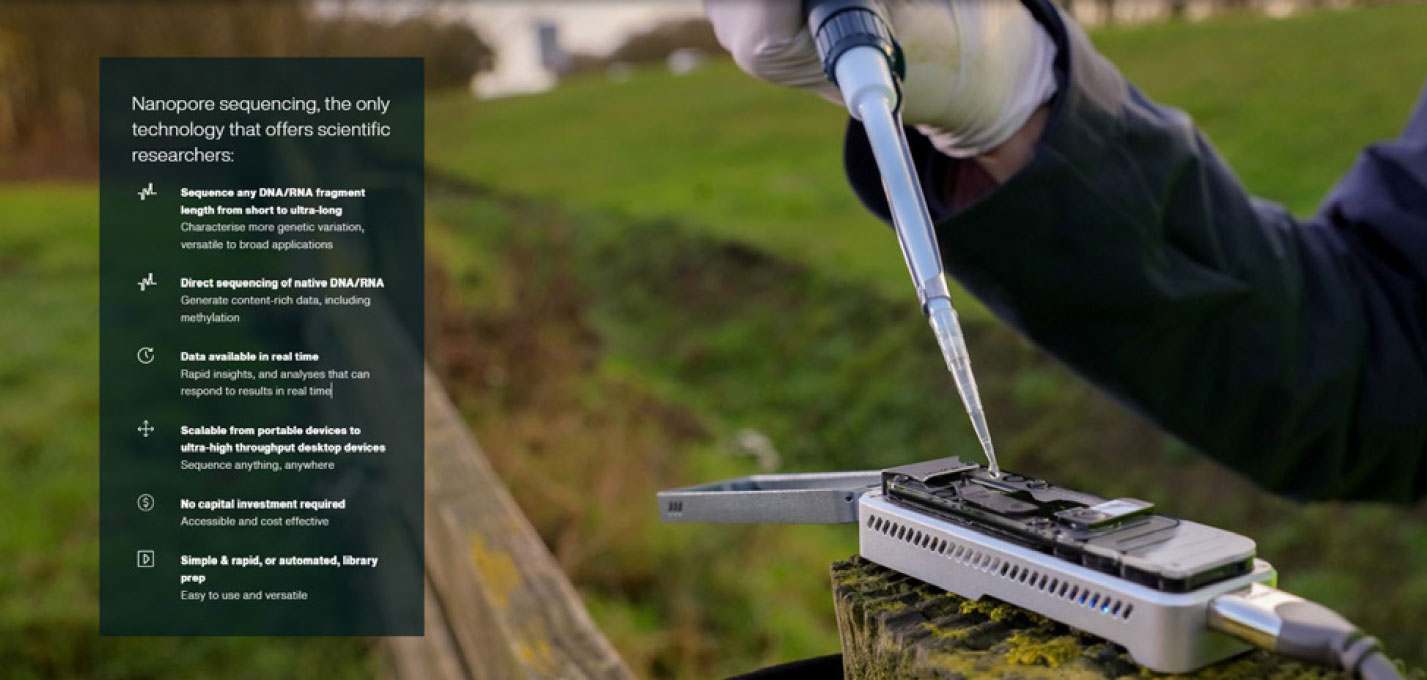
增加知識的廣度就可以利用他山之石可以攻錯的道理,也就是模仿改進新利用,當筆者從文獻[11][12][13]得知,早在2000年就有研究利用測量流經奈米孔洞其內的電流變化(nanopore electric current sensing),可以確認寬度2.4奈米大小DNA的 ACGT排序[14],此研究後來成為生醫檢測的一個顯學,並成功開發成一商品(圖4)[15],幾個奈米大小的DNA都可以測量,那大於10倍的Particle應該就不難了。
圖4、Oxford nanopore sensing product
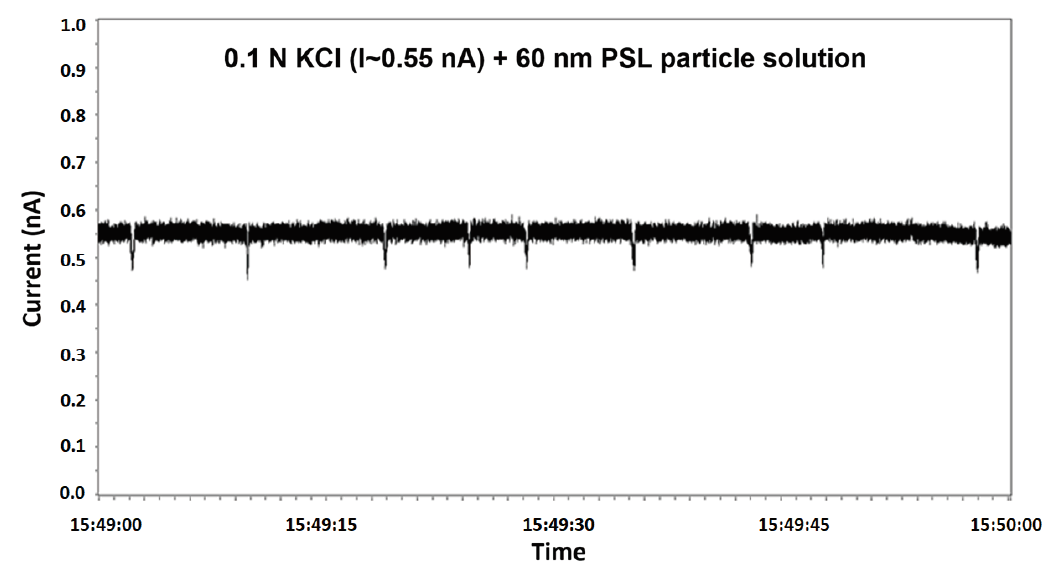
為了能創新又不被相關專利所制約,首先要增加知識深度去了解原理和可行性(feasibility)評估,那就需要大量的閱讀研究文獻,這點是在做創新管理步驟(innovation management : stage gate model)[16] 的第一步,若不經可行性評估將面臨高風險的失敗,可是對於每日工作很大的工程師要怎樣大量的閱讀研究文獻呢?有一個捷徑可以介紹給讀者 : 就是閱讀較近期的文獻綜述(review paper/article),好比奈米孔洞的文獻綜述[17],就可找到已開發的奈米孔洞相關技術,然後靜下心找出差異好好構思才能發現新突破,再透過公司強大的法務專利部門協助,終於獲得美國專利tsmc patent : P20173696US00,但想是一回事,原型機的技術開發又是另一回事,因為需要精密電性測量儀器加上廠務並無半導體設備可以做出奈米孔洞晶片(nanopore chip),想喝牛奶不一定需要買牛,若技術開發無法自製那就得委外或透過產學計畫來完成,筆者當時是找到工研院材化所專做感測器的小組,先簽保密協定再來共同合作開發,計畫執行共3個人(筆者和材化所2位博士專家)2年花費不到2百萬台幣,過程經由奈米孔洞晶片製程設計開發製作、用美國國家標準局(NIST)認可不同大小的聚苯乙烯(PSL)/氧化矽(silica)奈米顆粒所配置的不同濃度溶液測試、實驗值與理論驗證、訊雜比(SNR : signal/noise ratio)改善、測試儀器和治具的不斷更換改良以及軟體程式的修正,總算得到好的結果,尤其得到第一次量到好結果時(圖5),筆者當時真的高興的喊出Eureka(建議讀者搜尋此字的來由)!但這裡要強調過程一定要親力親為的參與,才能掌握箇中技術的眉角,因為當以後機台出問題就知道怎麼做故障排除(trouble shooting)。計畫2015年從零開始、2017年做出第一代原型機到2018年成功開發商規機台,有兩台已經實際應用在竹科和南科UPW系統的微粒監測,此技術和機台並獲得公司2019年品質改善與2020年設備改裝競賽的第一名,以這樣投入的人力物力時間所得的結果跟其他幾家做液體粒子計數器的大公司來比較實屬不易,至於後續的擴充應用已在南科做IPA(異丙醇)的微粒監測,目前也得到不錯的正相關結果。讀者應該可透過這個例子的粗體字重點提示學到 : 發現問題、感測器的重要、5P的KPI(除了paper外)、知識廣度夠有助於觸類旁通的聯想或利用他山之石可以攻錯模仿改進(建議生醫感測技術可供參考)、增加知識深度的捷徑可閱讀較近期的文獻綜述、先簽保密協定再來共同合作開發、過程一定要親力親為的參與等。
圖5、量測到60nmPSL顆粒在0.1N KCl溶液流經100nm孔洞的電流變化訊號
文章最後我想對於做技術研究開發的工程師會常常問到的問題,怎麼找到好題目,拾人牙慧引用亨利福特給福特汽車工廠的口號"The biggest room in the world is the room for improvement",除了文中所提的問題挑戰外,讀者不妨先檢視自己負責的工作系統 : 哪些問題是現在和未來有必要卻還沒有技術或好的量測儀器工具?有哪些問題是以往、現今甚至到未來都只有治標而沒有治本的解決方法?再細一點來說 : 有哪些感測器沒有能給你正確的警告系統有問題或預知保養通知等,另外當問題解決了要把想法作法寫成專利,就要注意專利撰寫的重點 : 除了不同的發明創新,要領是你的發明要是被模仿是否可以容易查出兩者硬體之間的差別?
在結束前就像現在看電影片尾會出現所謂的彩蛋(續集預告片trailer),對技術發展我也想留四個與氣化、電力、機械和水處理相關的彩蛋,一個是正在進行的過濾 : 像篩網的均勻孔洞絕對過濾[18]和場效過濾(利用電磁場來移除離子減少用藥) ; 二是未來不斷電系統(UPS)電源儲存問題 : 利用深井重力位能來儲能[19] ; 第三個是一個新的研究 : 可能改變MAU空調除溼的遊戲規則[20],最後一個是 : 利用太陽蒸氣發電來做水的純化和濃水去鹽[21]。有興趣的廠務工程師歡迎動動腦,或許就是你研發一個讓你喊出Eureka跳躍式(quantum jump)的重大發現!
參考文獻
- 莊子壽,土木水利 第四十六卷 第六期,第9頁,2019。
- 科技新報,作者Atkinson,發布日期2020年03月11日,「英特爾預計 2023年推出5奈米GAA製程,力拚台積電3奈米製程」。
- 行政院環保署新聞,溫管法納碳費,發布日期:2021/03/03, https://ghgrule.epa.gov.tw/news/news_page/1/543
- 可參考中文維基百科的 : 巴黎協定/聯合國永續發展目標(英語:Sustainable Development Goals,簡稱SDGs)說明。
- 電子工程專輯雜誌2021年3月號,「突破製程極限半導體技術下一步往哪走?」,2021-03-19。
- IEEE, IRDS 2018 YIELD ENHANCEMENT & FACTORY INTEGRATION.
- 廠務季刊 : Vol.22推動環保與節能的半導體廠房運轉新思維,Vol.36氣化系統供應品質提昇與水系統循環經濟資源再生技術實務,Vol.39空氣微污染零檢出的願景。
- 台積電為推動再生能源產業發展,2020年7月加入全球再生能源倡議組織(RE100),成為全球第一家參加的半導體企業,承諾2050年前全球營運100%使用再生能源。
- 中文維基百科,魚骨圖。
- Cal Newport, "Deep Work : Rules for Focused Success in a Distracted World", Grand Central Publishing 2016.
- Y. Astier, O. Braha, H. Bayley, J. Am. Chem. Soc. 128(2006)1705—1710.
- D. Branton, D.W. Deamer, A. Marziali, et, Nat. Biotechnol. 26(2008) 1146—1153.
- D.W. Deamer, M. Akeson, Trends Biotechnol. 18(2000)147—151.
- 中文維基百科,去氧核糖核酸。
- https://nanoporetech.com/
- Rob Dekkers,"Innovation Management and New Product Development for Engineers", Basic Concepts Volume I, Momentum Press 2018. Page 186.
- Darby Kozaka,1, Will Andersona,1, Robert Vogelb,1, Matt Traua,*, Nano Today (2011) 6, 531—545.
- Kim, S. C., Kang, S., Lee, H., Kwak, D. B., Ou, Q., Pei, C., & Pui, D. Y. H. (2020). Nanofiber filter performance improvement: Nanofiber layer uniformity and branched nanofiber. Aerosol and Air Quality Research, 20(1), 80-88. https://doi.org/10.4209/aaqr.2019.07.0343
- "The Ups and Downs of Gravity Energy Storage." IEEE, the January 2021 print issue.
- Sunghwan Park et al, Enhancing air-dehumidification performance of polyimide membranes by generating hydrophilic Poly(amic acid)domains using partial hydrolysis, Journal of Membrane Science(2020).
- Ndidi L. Eyegheleme et al, Synthetic trees for enhanced solar evaporation and water harvesting, Applied Physics Letters(2021). DOI: 10.1063/5.0049904.
留言(0)