摘要

預鑄工程相關規定及查驗重點


土木工程中之預鑄工法是將原本需要在現地進行的絕大多數工作項目,移至工廠中進行,包括樑、柱、版等主要構件,都可以預鑄方式生產。工地現場只剩下構件組立、鋼筋續接,以及非常有限的混凝土澆置等工作項目,可說是將現場工作量降至最低;而在工廠中生產預鑄構件,則可大量使用機械、吊重設備,人力及時間都可大幅降低。工廠中可以一貫作業之生產線方式作業,免除絕大多數技術工種的需求,經過訓練的勞工皆可勝任,人力成本得以大幅降低。此外,不受天候影響,進度掌控精確,都是預鑄工法可以有效縮短工期的理由。 預鑄的主要功效在於:一、容易品管:因各組件預先在工廠鑄造後再運至工地組合,因而各構件品質,可在工廠以系統化、標準化方式加以管制,且不受天候影響,強度絕對達到設計標準。二、縮短工期:預鑄房屋只需在現場將預製組件加以組合即可,省卻了傳統構造方法在現場釘模、紮筋、搗築、養護等步驟所占用的時間。三、大量減少人工:由於現今工業的迅速發展,人工漸缺,興建進度大受工人數量之影響,如採行預鑄的大量生產方式,現場人工需求可減至最小限量,即可相對的降低影響,同時因機械化生產也可使人為的差錯減低。然而預鑄品之體積及重量不利於運輸,安裝與接合亦非輕而易舉,均將影響造價及施工技術。
前言
預鑄的觀念很早即存在於人類的實質營建發展中,如早先希臘、羅馬大量製造的大理石柱,以及中國建築中引為特色的斗拱,皆可視為早期的預鑄,其中已含有現代預鑄所倡導之模矩及標準化概念,不過這些仍屬手工時代的產物。自工業革命後,預鑄已更進一步與工業化生產相結合,而發展成為系統營建(System Building)的形態。
如今,由於預鑄工法中的接合部,因材料強度品質,以及焊接強度之提高,設計理論之改良確立等客觀形勢的成熟發展,預鑄不僅在非地震帶國家中大量採用,即在地震帶地區,也逐漸有高層預鑄建築之出現,可見預鑄的觀念,如今不僅專業人員,即便是一般民眾也皆能接受,並正視它的存在價值。
預鑄的優勢
傳統上要蓋房子,都是把鋼筋、水泥運到工地後,再由工人現場施做捆紮、灌漿等流程。如此一來,現場便需要大量的工人,而且容易受到天氣及工班不易控管等變數因素影響品質。而預鑄工法,是將捆筋、灌漿全部轉移到工廠內進行,製作出品質相同的樑柱、牆板或地板。這些預先製作好的建材,再運送到工地吊裝,先豎好樑柱,再鋪設地板、牆板,一層一層地堆疊上去。就像樂高積木一般,如此可避免天候和人為疏失的影響,讓建築施工更快速、更有效率,且亦能夠承受強烈的地震。
如此機械化、模組化生產概念的新工法,突破了傳統,也大幅縮短了工期、精簡現場人力,更將工程品質的變數做了最大化的控管。工地現場只剩下構件組立、鋼筋續接,以及非常有限的混凝土澆置等工作項目,可說是將現場工作量降至最低,而在工廠中生產預鑄構件,則可大量使用機械、吊重設備,人力、時間都可大幅降低。工廠中可以一貫作業之生產線方式作業,免除絕大多數技術工種的需求,經過訓練的勞工皆可勝任,人為變數得以降低。此外,不受天候影響,進度掌控精確,都是預鑄工法可以有效縮短工期的理由,綜合而言,以下的幾個工法特點是預鑄工法最重要的幾個特性:
品質易管控
可避免天候和人為疏失的影響,如此近似於機械化製造、模組化生產概念的新工法,大幅縮短了工期與精簡現場人力,讓工程品質的變數得到最大化的控管。
合理成本
透過標準化、模矩化、自動化設計生產流程,簡化管理流程,加上整體工期縮短所衍生之資金效益,使總成本得以節省。
工期短
所有預鑄結構構件,預先於工廠生產製作,工地現場利用機械化設備僅進行組立吊裝工作,幾乎可全免搭設模板支撐架,無需等待養護與拆模時間,預鑄結構體與裝修、機電配管隔一個樓層施工即可。
更有利於安衛及環保
工程現場不使用傳統木模板,森林資源得以保存,具環保概念;工地可降低施工人員數量、垃圾、粉塵、噪音,現場易保持整齊乾淨,能有效減低工安事故,有利於安衛管理。
預鑄工程的品質管理
預鑄工程規範
鋼模
鋼模應依CNS 7334 A2104鋼筋混凝土用之金屬模板之規定。
脫模劑
所用脫模劑或塗料,應係不污染混凝土面或使其變色、對混凝土面無任何不良反應、且用水或養護劑養護混凝土時無任何阻礙者。
鋼筋
需符合CNS 560鋼筋混凝土用鋼筋之相關規定。
續接器
續接套筒依內政部營建署暨內政部建築研究所頒布「鋼筋續接器續接施工規範及使用準則研究報告」之SA級相關規定。
鋼板
鋼料規格需符合ASTM A36之相關規定。
剪力釘
剪力釘需符合ASTM A108之相關規定。
混凝土
水泥、粒料、水、化學摻料需符合CNS相關規定。
無收縮水泥砂漿
28天抗壓強度需大於550kgf/cm2,依ASTM C1090試驗規定,硬固後1天、3天、14天及28天膨脹率為0.0〜0.4%。
預鑄混凝土構件成品許可差如 表一。
|
項次 |
項目 |
結構部位 |
許可差 |
依據 |
|---|---|---|---|---|
|
1 |
外觀尺寸 |
柱、樑斷面 |
±13mm |
施工規範自檢表 |
|
洞洞版、KT版厚度 |
-6mm |
|||
|
2 |
預留鋼筋 |
外露伸長主筋長度 |
±20mm |
|
|
外露伸長主筋定位 |
±10mm |
|||
|
3 |
預埋件 |
除吊點以外 |
±10mm |
現場安裝精度許可差如 表二。
|
項次 |
項目 |
結構部位 |
許可差 |
依據 |
|---|---|---|---|---|
|
1 |
柱續接鋼筋 |
基礎版 |
±10mm |
施工規範自檢表 |
|
2 |
柱定位 |
基礎版 |
<20mm |
|
|
3 |
垂直度校正 |
柱 |
1/300,<13mm |
|
|
4 |
吊軌位置 |
格子版 |
<10mm |
預鑄工程的品質管制及相關查驗重點
從工程開始至結束,預鑄工程主要分成廠鑄、現場吊裝及現場澆築三大階段,而現場澆築階段之查驗與一般場鑄之查驗重點相同,故在此不做說明,詳 表三預鑄與廠鑄品質管制差異表,在此僅就廠鑄與吊裝階段之品質管制做說明,包括各階段相關材料與施工查驗。
|
預鑄工法-廠鑄 |
預鑄現場吊裝與澆築 |
傳統工法-現場施工 |
||
|---|---|---|---|---|
|
鋼筋 |
材料 |
鋼筋抗拉與抗彎試驗,相同號數、爐號每50T取一支 |
鋼筋抗拉與抗彎試驗,相同號數、爐號每50T取一支 |
鋼筋抗拉與抗彎試驗,相同號數、爐號每50T取一支 |
|
|
續接器抗拉試驗,每500組取一組 |
續接器抗拉試驗,每500組取一組 |
||
|
|
續接器高塑性返覆載重試驗,每3000組取一組,後每5000組取一組 |
續接器高塑性反覆載重試驗,每3000組取一組,後每5000組取一組 |
||
|
|
點焊鋼絲網抗拉與抗彎試驗,每批每7000m2取一片 |
點焊鋼絲網抗拉與抗彎試驗,每批每7000m2取一片 |
||
|
施工 |
柱、樑:鋼筋號數、支數與間距等5%~10% |
柱、樑:鋼筋號數、支數與間距等100% |
柱、樑:鋼筋號數、支數與間距等100% |
|
|
KT版、洞洞版:鋼筋號數、支數與間距等5%~11% |
KT版、格子版:鋼筋號數、支數與間距等50% |
樓版、格子版、牆:鋼筋號數、支數與間距等50% |
||
|
模板 |
材料 |
模版是否堪用 |
|
模板是否堪用 |
|
模版面清潔度 |
|
板材面是否乾淨 |
||
|
脫模劑使用 |
|
脫模劑使用 |
||
|
|
|
支撐架堪用否 |
||
|
施工 |
組立尺寸是否正確5%~10% |
高層是否正確 |
高層是否正確 |
|
|
|
柱垂直度檢測20% |
柱垂直度檢測20% |
||
|
|
樑板安裝位置精度檢測20% |
組立尺寸與位置是否正確20% |
||
|
|
版工作載重計算 |
開口尺寸與位置 |
||
|
|
柱斜撐結構計算 |
支撐架結構計算 |
||
|
混凝土 |
材料 |
坍度、氯離子取樣每100M3一組 |
坍度、氯離子取樣每100M3一組 |
坍度、氯離子取樣每100M3一組 |
|
7天與28天抗壓強度取樣每100M3一組 |
7天與28天抗壓強度取樣每100M3一組 |
7天與28天抗壓強度取樣每100M3一組 |
||
|
|
無收縮水泥砂漿取樣每次一組,拆支撐前及28天抗壓強度 |
|
||
|
施工 |
成品檢視 |
成品檢視 |
成品檢視 |
|
|
蜂窩修補計劃 |
蜂窩修補計劃 |
蜂窩修補計劃 |
||
|
|
平整度檢測 |
平整度檢測 |
場鑄階段
構件生產流程與查驗節點詳 圖一預鑄生產品管流程圖,各級品管查驗頻率設定如下:
圖一、預鑄生產品管流程圖

- 一級品管檢查頻率為100%,每日需提供製造進度、每一構件自主檢查表、查驗照片等一級品管資料予二級品管。
- 二級品管檢查頻率為100%,生產期間全程派員駐廠,每週彙整一、二級各構件(柱、樑、版)查檢表、查驗照片等品管資料予三級品管。
- 三級品管抽驗頻率為5%~10%,於生產期間不定期至工廠對構件進行抽驗與檢核一二級品管自檢是否落實,查驗表單詳 表四、表五。
表四、預鑄場鑄查驗表單
預鑄樑筋施工抽驗紀錄表(三級品管)
區域: 查驗日期:
項次
Line&編號
現場實際狀況
查驗說明/缺失
複查
編號:
主筋:上#_-_ 。#_-_ 。#_-_ 。
下# _-_。# _-_。#_-_ 。
箍筋:#_@_ 與_ 。 腰筋:# _-_ E.F.
□固定筋不足 □保護層不符
□未清潔 □箍筋鬆動□箍筋缺少
□其它
編號:
主筋:上#_-_ 。#_-_ 。# _-_ 。
下# _-_。# _-_。# _-_ 。
箍筋:#_@_ 與_ 。 腰筋:# _-_ E.F.
□固定筋不足 □保護層不符
□未清潔 □箍筋鬆動□箍筋缺少
□其它
編號:
主筋:上# _-_ 。# _-_ 。# _-_ 。
下# _-_ 。# _-_ 。# _-_ 。
箍筋:#_@_ 與_ 。 腰筋:# _-_ E.F.
□固定筋不足 □保護層不符
□未清潔 □箍筋鬆動□箍筋缺少
□其它
#-鋼筋號數 @-鋼筋間距 施工廠商品管: 監造:
表五、預鑄場鑄查驗表單預鑄洞洞版筋施工抽驗紀錄表(三級品管)
棟別/樓層: 查驗日期:
項次
Line&編號
現場實際狀況
查驗說明/缺失
複查
柱位
( / )
版編號:
長向上層:#_-_ ,短向上層:#_-_ ,
長向下層:#_-_ ,短向下層:#_-_ ,
斜筋上層:# _-_ ,斜筋上層:#_-_ ,
上層搭接長度:__ CM ,下層搭接長度: __CM ,
長向錨錠長度:__ CM ,短向錨錠長度: __CM ,
□未清潔
□標高器未設或間距過大
□鐵線固定間距過大
□其它缺失:
柱位
( / )
版編號:
長向上層:#_-_ ,短向上層:#_-_ ,
長向下層:#_-_ ,短向下層:#_-_ ,
斜筋上層:#_-_ ,斜筋上層:#_-_ ,
上層搭接長度:__ CM ,下層搭接長度:__ CM ,
長向錨錠長度:__ CM ,短向錨錠長度:__ CM ,
□未清潔
□標高器未設或間距過大
□鐵線固定間距過大
□其它缺失:
柱位
( / )
版編號:
長向上層:#_-_ ,短向上層:#_-_ ,
長向下層:#_-_ ,短向下層:#_-_ ,
斜筋上層:#_-_ ,斜筋上層:#_-_ ,
上層搭接長度:__ CM ,下層搭接長度:__ CM ,
長向錨錠長度:__ CM ,短向錨錠長度:__ CM ,
□未清潔
□標高器未設或間距過大
□鐵線固定間距過大
□其它缺失:
#-鋼筋號數 @-鋼筋間距 施工廠商品管: 監造:
現場吊裝階段
吊裝流程與查驗節點詳 圖二預鑄吊裝品管流程圖,各級品管查驗頻率設定如下:
圖二、預鑄吊裝品管流程圖
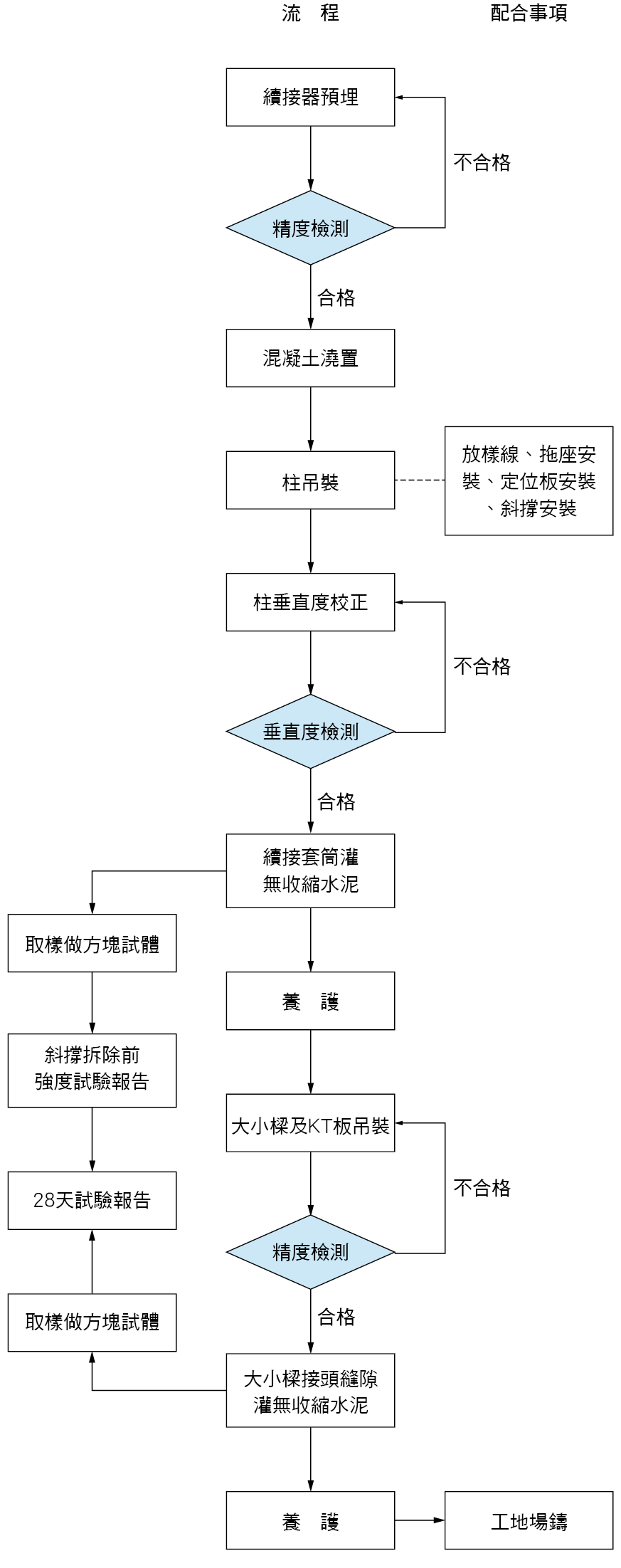
- 一級品管檢查頻率為100%,並確實記錄於自檢表中。
- 二級品管檢查頻率為50%,並確實記錄於自檢表中。
- 三級品管抽驗頻率為25%,並確實記錄於自檢表中。
柱斜撐拆除管制
原設計混凝土抗壓強度為280kgf/cm2,而預鑄柱抗壓強度設計提高至350kgf/cm2,柱底及鋼筋續接套筒亦採無收縮水泥澆灌,無收縮水泥強度規範控制標準為齡期28天抗壓強度大於550kgf/cm2,且24小時內抗壓強度需大於350kgf/cm2,故預鑄柱臨時固定斜撐拆除需滿足無收縮水泥澆置24小時後或抗壓強度大於350kgf/cm2以上,即續接強度已高於構件混凝土設計之強度。斜撐拆除前需檢附申請單,無收縮水泥養護未達24小時需提供抗壓強度報告,經三級品管同意後方可進行拆除,且須張貼於施工區域內,供品管與安衛人員檢核。
結論
土木工程的預鑄工法,應用於十四廠五期與十四廠六期專案,對台積電是一種新的嘗試,除了因應科技廠房要快速彈性的需求,也透過系統化的管理,讓品質符合台積電的需求。
參考文獻
- 營造作業安全技術手冊─混凝土工程。
- 潘冀聯合建築師事務所RFP施工規範,2012。
- 潤弘預鑄工程施工計劃。
留言(0)