摘要
Fab14P5 年度維修報告與管理經驗分享
Keywords / APM (Annual preventive maintenance)2,ACB maintenance2,tin whiskers4,rust repair2



F14P5於2022/10/12執行中P歲修,執行6.5套變電站停電保養,維持U電30%機台電力備援及FAB環境溫溼度,並於14小時內準時成功完成55項計畫性任務。本次APM共增設改接149迴線路,APM當天區分7組人力執行,切換操作共3037次(433次/組),為工廠解決414風險點改善。
本次電力保養發現的風險總共10項,主要包括清除低壓盤高風險錫鬚,低電盤螺絲鬆脫處理,ACB銅排氧化及異物處理,已於APM當日徹底根除低壓站異常現象。上述缺失如未發現且即時處理,將會造成低壓變電站相間短路,使得低壓站半邊停電,造成上百台機台無預警停電及變電站CO2噴放,機台復電時間須長達14小時;另外,機械、水處理與氣化系統亦利用此次維修期間,處理包括風管鏽蝕、漏水、漏酸、PLC程式升級等51項維修與體質改善工程,確保廠務系統供應可靠度與品質。
為維持30%機台電力備援需求,F14P5團隊規劃機台電力備援系統優化設計,透過3種模式救援(UPS備機修改為雙電源、UPS或ACB旁路電源電力救援、UPS旁路電源側使用隔離開關分割救援群組),成功救援155個機台,大幅減少生產線的影響。
F14P5 completed the annual preventive maintenance on October 12, 2022. The tasks included performing 6.5 sets of substation power outage maintenance, maintaining 30% of UPS power redundancy and FAB environment temperature and humidity in OOS, and completing 55 planned tasks within 14hrs. Also, 149 circuits were reconnected by the manpower of 7 groups to perform switching operations for 3037 steps (433 steps /group), which improved 414 risk points.
10 risks were found in maintenance. The works mainly included removing high-risk tin whiskers in the low-voltage switchgear, handled loosened screws of low-voltage switchgear, oxidation of the ACB copper bus bar, and foreign matter removal. These risks were all removed. If the above defects are not dealt with immediately, it may cause the phase-to-phase arcing of substations and a unilateral power outage of low-voltage switchgear. If so, it may result in power outages of hundreds of tools and CO2 emission from substations without early warning, and the power recovering of tools must take up to 14 hours. In addition, mechanical, water, gas and chemical systems were also executed 51 PM and CIT projects during the APM, including the scopes of air duct rust, water leakage, acid leakage, and PLC program upgrades, etc., to ensure the reliability and quality of Facility system supply.
In order to maintain 30% of power backup for tools, the F14P5 Facility team planned the optimal tool power redundancy system and successfully restored 155 tools through 3 modes of restoration (modification of UPS backup dual power supply, UPS or ACB bypass mode backup power and power restoration, backup power group excision of UPS bypass mode by CB breaker), which greatly reduced the impact on production lines.
1.前言
F14P5於2013年成廠迄今已9個年頭,至今已完成兩次歲修保養,Y2018執行第一次APM歲修保養,進行高壓迴路停電單邊供電切換,執行中高壓保護電驛動作特性測試,低壓進行N電ACB與保護電驛停電保養測試(U電&低壓站不停電)。F14P5為N20/N12製程,且是公司首個將Front-End與Back-End分開的廠區;另外,F14P5廠內有2個營運組織單位的機台(F14A/F14B),所以執行歲修規劃時,須同時兼顧兩方面的產能排程與影響。F14P5共22套低壓站(HPM*4套/FAB*14/CUP*3套/office*1套),P5 FAB在CUP與外迴風區域變電站數量為奇數,故進行3次停電保養較能有效的規劃救援迴路,並考量到供應環境條件,將HPM低壓站排序在2023/2024進行停電保養,於2022年先進行FFU電源改善工程,避免機械系統同時停電影響,造成APM停電期間無塵室環境溫溼度OOS。
2.歲修計畫
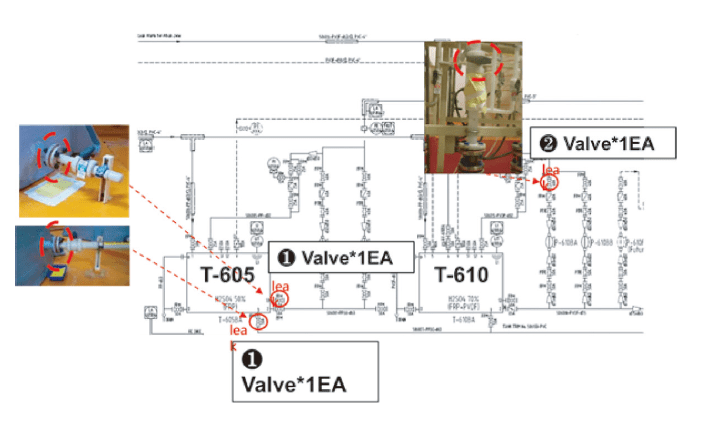
F14P5 Y2022中APM,低壓PM O.I.保養項目共3工項如圖1電力工程規劃說明所示,中高壓不進行操作,低壓變電站停電保養,控制U電由DC charger供電進行保護電驛功能測試。
圖1:電力工程規劃說明

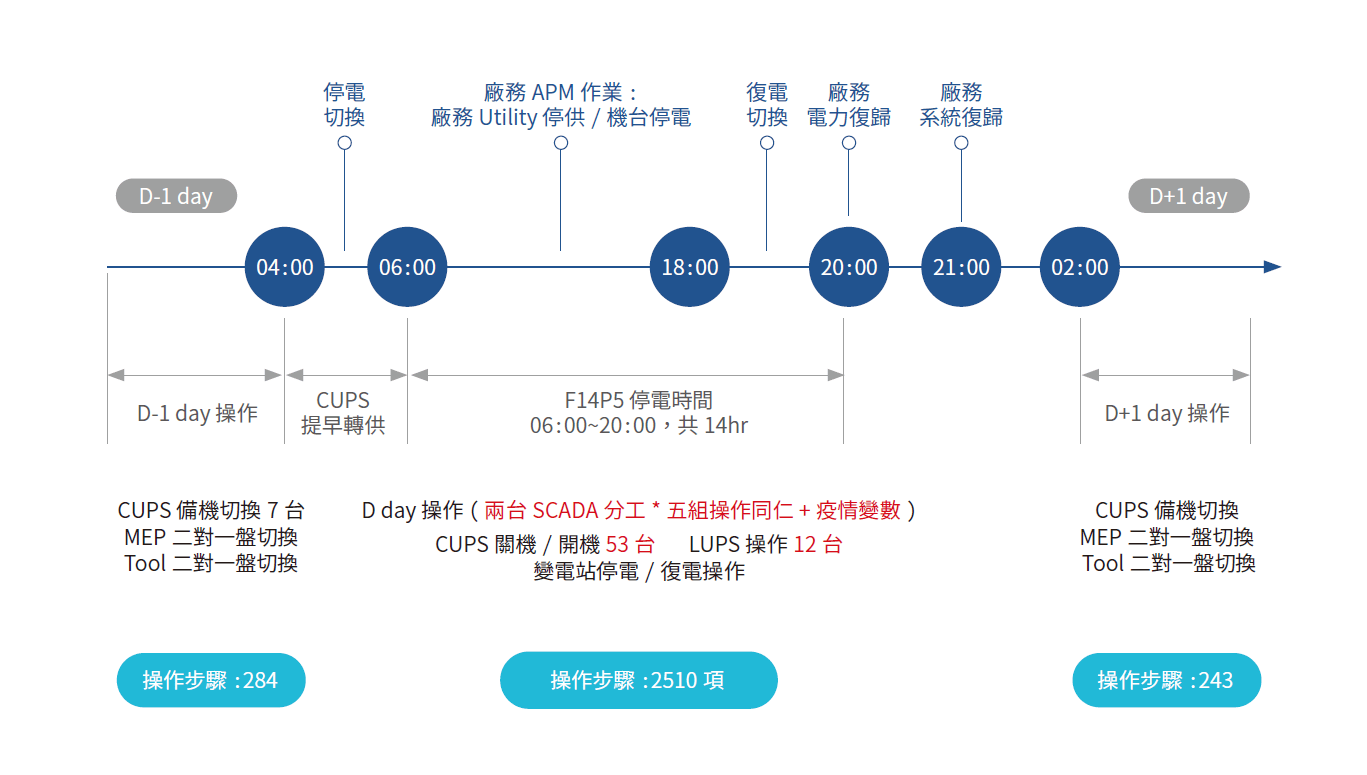
F14P5預計2022/2023/2024執行三次中APM完成22套低壓列盤停電保養,本次停電5套中低風險低壓站與1.5套高風險低壓站(錫鬚/螺絲鬆脫),停電作業時間為06:00~20:00共計14hrs,在APM前一週先進行FAC系統無感切換(2對1盤轉供)與機台救援群組DS開關操作(不斷電),並在APM當日04:00~06:00先進行部分UPS轉供備援迴路,此舉可減少06:00~08:00操作UPS數量,但需考量到機台用電量,所以是評估後選擇部分UPS進行切換必免機台尚未關機造成救援迴路過載,且在操作時優化UPS關機流程來減少停復電操作時間。總計進行72台UPS操作,執行3037項操作步驟,時間軸如圖2所示。
圖2:電力操作規劃說明
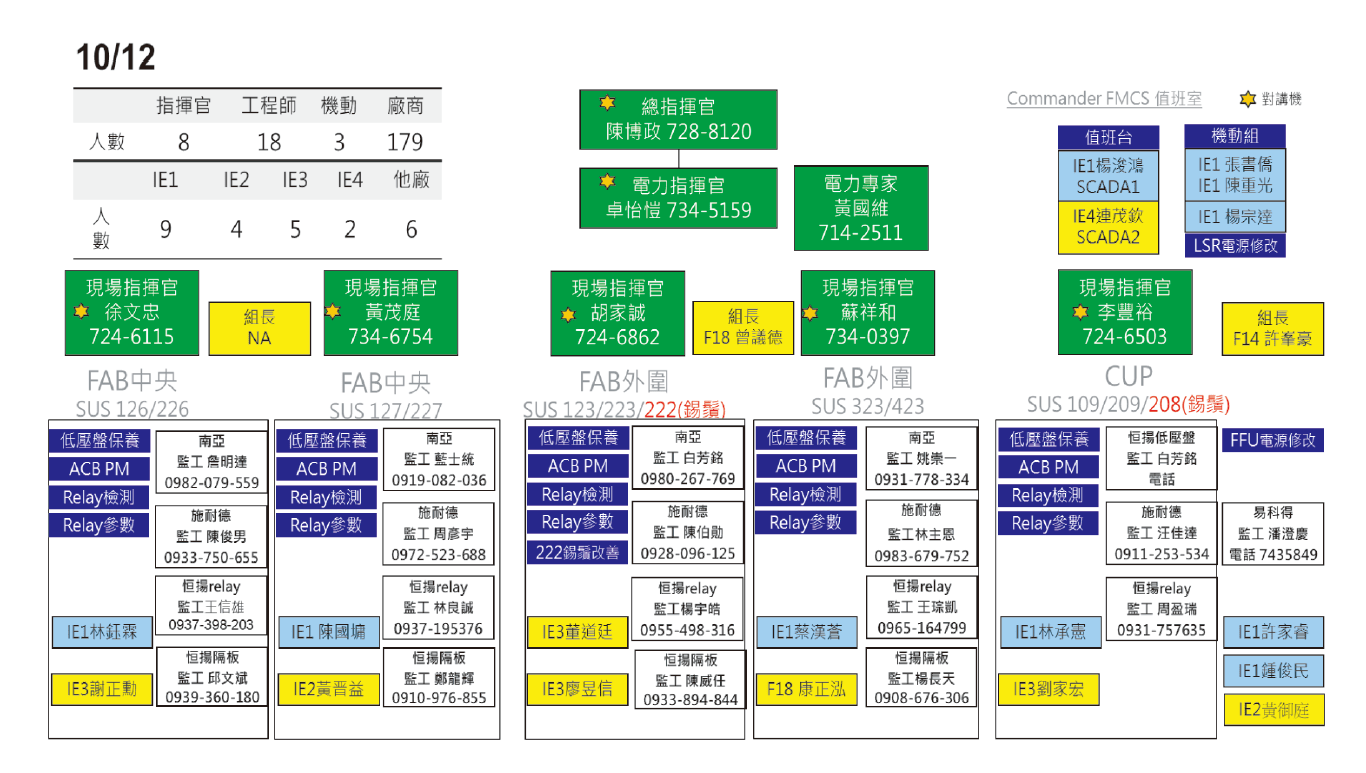
2.1 APM人員組織架構圖
本次APM作業分為兩大類,低壓站內的保養與廠務電源改善(非本次影響範圍優先改善),保養部分每站皆安排一組操作/施工人員與指揮官,高風險站由專門的機動組進行處理,並在CUP與FAB區域安排3位資深的小組長進行協助,操作組織圖如圖3所示,每一站的指揮官與組員皆為對F14P5熟悉之人員,並經過2次操作認證。
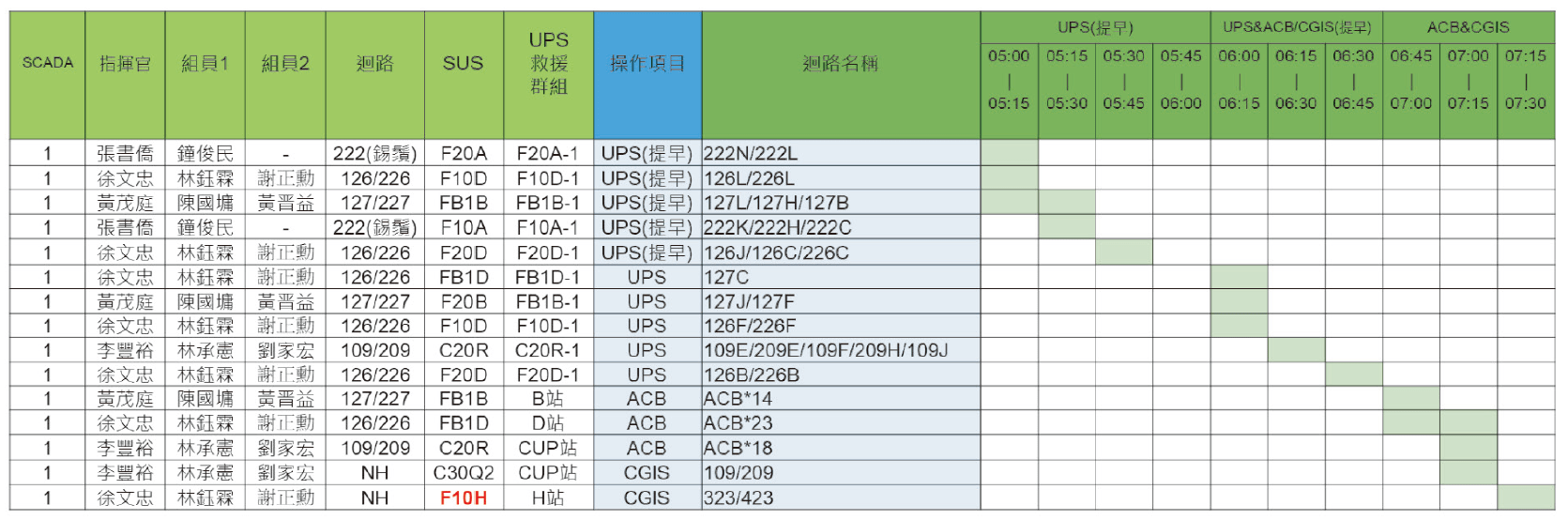
值班台安排2組值班人員與現場確認操作狀態,並進行操作流程優化,考量到UPS位置與人員走位狀況,採樓層分組概念,每組人員走位時切換操作組別進行順序排序,可讓UPS轉供時間在1.5小時內完成,SCADA操作流程如表1所示。
圖3:電力操作規劃說明
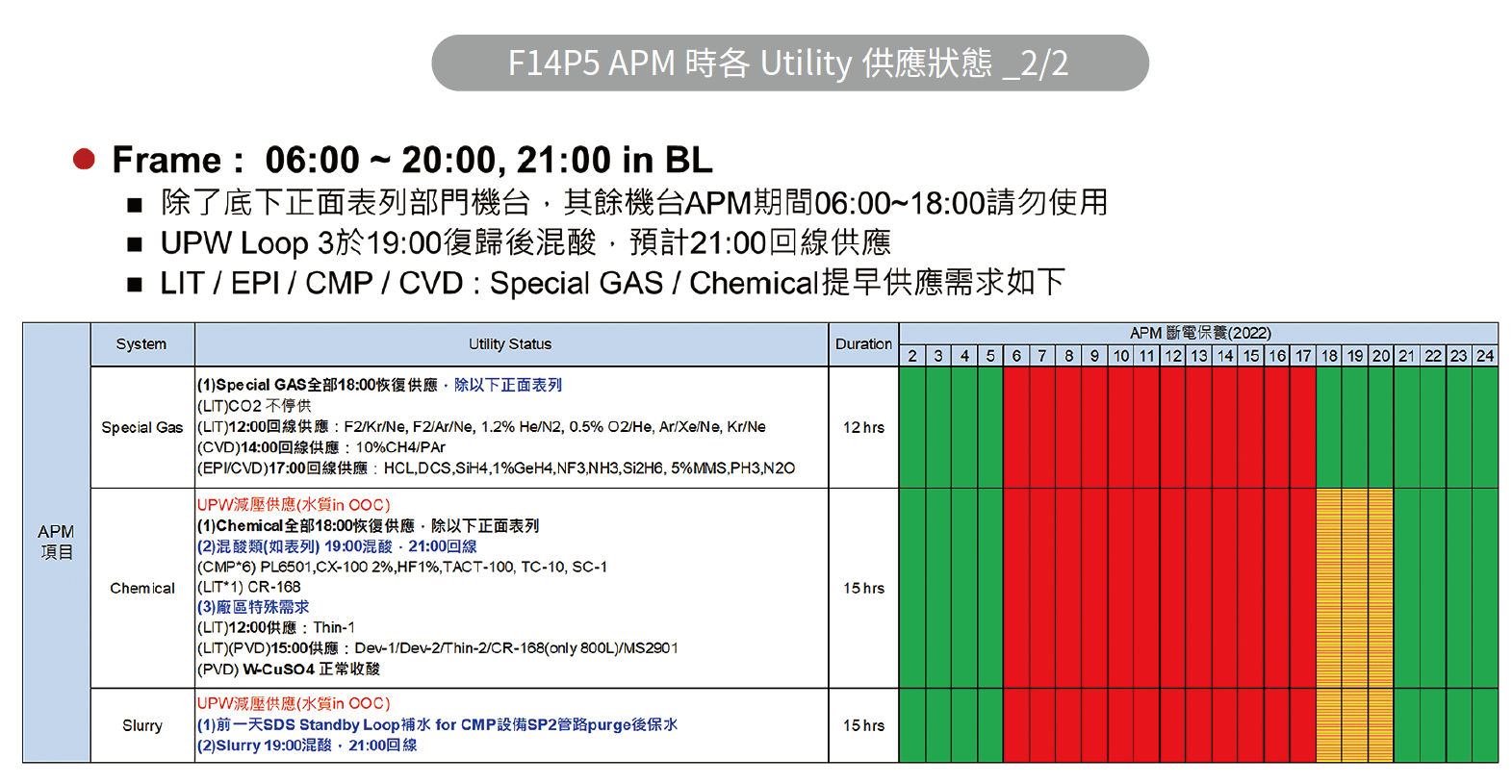
2.2 APM Utility供應狀態表
在廠務各系統受到停電影響下提供工廠Utility狀態表如圖4與圖5所示,並再進行FFU電源改善的情況下,將黃光區溫溼度控制在OOC內。
圖4:APM 期間Utility 供應狀態1/2
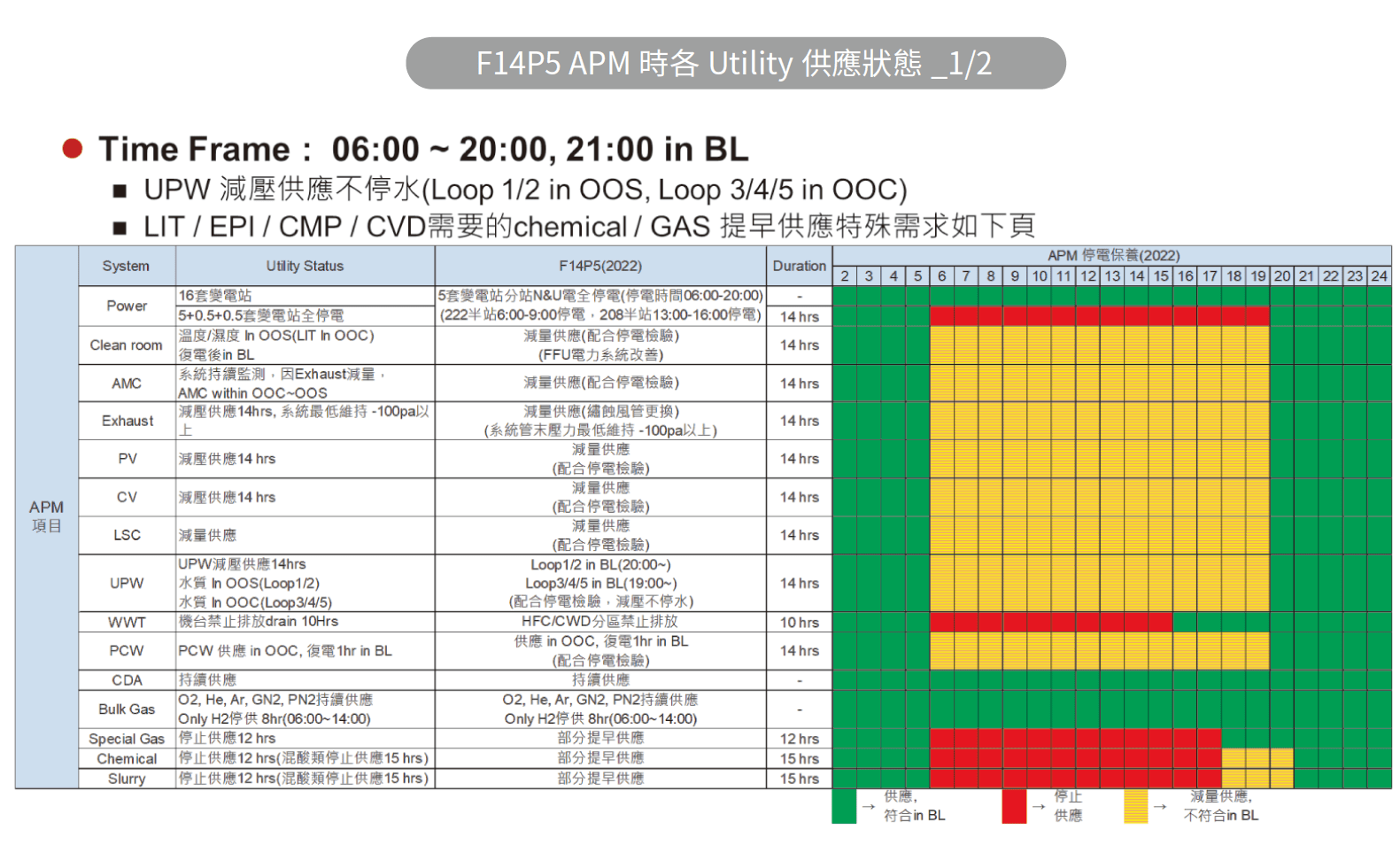
圖5:PM 期間Utility 供應狀態2/2
2.3 APM保養維護工程總表
本次保養維護共計55項(電力系統:四項;FMCS:五項;機械系統:十七項;純廢水系統:十一項;氣化系統:十八項)
2.3.1 電力系統
總共4項,內含低壓變電站盤體清潔6.5套,ACB保養維護129顆與相對應的relay保養測試129顆,FFU電源ATS改善,細項如表2所示。
| Item | Sec | Utility | Description |
|---|---|---|---|
| IE1-1 | IE1 | LV | P5 低壓站停電清潔保養 |
| IE1-2 | IE1 | LV | P5 低壓保護 relay 測試 |
| IE1-3 | IE1 | LV | P5 ACB 保養 |
| IE1-4 | IE1 | LV | FFU ATS 電源改善 |
2.3.2 FMCS
總共5項,內含配合系統擴充修改程式3項,DCS power supply量測與調整,DCS電源改善,細項如表3所示。
| Item | Sec | Utility | Description |
|---|---|---|---|
| FMCS-1 | FMCS | DCS | P5 AAS SEX 新增風車程式 |
| FMCS-2 | FMCS | DCS | P5 Exhaust submain加入控制迴路 |
| FMCS-3 | FMCS | DCS | P5 PCW 板熱控制加入控制迴路 |
| FMCS-4 | FMCS | DCS | DCS Power Supply電壓電流量測 & 微調 |
| FMCS-5 | FMCS | DCS | DCS 電源架構改善 |
2.3.3 機械系統
總共17項,內含風管鏽蝕6項;新系統併入運轉系統4項;系統改善4項;滲漏改善2項與系統測試,細項如表4所示。
| Item | Sec | Utility | Description |
|---|---|---|---|
| ME1-1 | ME1 | Exhaust | FAB 1F-SEX111 風管更換 |
| ME1-2 | ME1 | Exhaust | FAB 1F-SEX113 風管更換 |
| ME1-3 | ME1 | Exhaust | CUP 3F-AEX101 風管更換 |
| ME1-4 | ME1 | AAS | New Scrubber 及 Submain tie in |
| ME1-5 | ME1 | Exhaust | New Submain 抽盲板 |
| ME1-6 | ME1 | AAS | PV 備援管路 |
| ME1-7 | ME1 | AAS | CV 入口閥件更換 |
| ME1-8 | ME1 | LSC | LSC 三向閥更換 |
| ME1-9 | ME1 | LSC | LSC SALIX 程式更新 |
| ME1-10 | ME1 | CR | FFU i-Gate 更換及 Calamity 測試 |
| ME1-11 | ME1 | CR | FFU 控制改 ATS |
| ME1-12 | ME1 | MEP | Chiller PLC 電池更換 |
| ME1-13 | ME1 | Exhaust | FAB 1F-SEX111 風管更換 |
| ME1-14 | ME1 | Exhaust | FAB 1F-SEX113 風管更換 |
| ME1-15 | ME1 | Exhaust | CUP 3F-AEX101 風管更換 |
| ME1-16 | ME1 | AAS | New Scrubber 及 Submain tie in |
| ME1-17 | ME1 | Exhaust | New Submain 抽盲板 |
2.3.4 純廢水系統
總共11項,內含滲漏改善5項;系統改善4項;保養2項,細項如表5所示。
| Item | Sec | Utility | Description |
|---|---|---|---|
| WT1-1 | WT1 | Reclaim | CWD MD 酸側一段濾心桶維修 |
| WT1-2 | WT1 | PX | ICW 管路閥件漏水維修 |
| WT1-3 | WT1 | Reclaim | Reclaim LSR & CWR 閥件維修 |
| WT1-4 | WT1 | UPW | UPW 管路閥件漏水維修更換 |
| WT1-5 | WT1 | WWT | WWT chemical 閥件維修 (NaOH+MD) |
| WT1-6 | WT1 | WWT | WWT 硫酸桶槽閥件管路維修 |
| WT1-7 | WT1 | UPW | UPW PLC 圖控修改及控點切邊測試 |
| WT1-8 | WT1 | WWT | CUP HFC Drain 分流改善 |
| WT1-9 | WT1 | WWT | CUP L20 DIR&AWD drain 管路改善 |
| WT1-10 | WT1 | UPW | EDI-G UPWR flush |
| WT1-11 | WT1 | WWT | HPM drain 管 PM |
2.3.5 氣化系統
總共18項,內含系統改善9項;系統測試6項;滲漏改善3項,細項如表6所示。
| Item | Sec | Utility | Description |
|---|---|---|---|
| GC1-1 | GC1 | GAS | HPM/Fab 2F All 氣櫃 /VMB EMO 測試 |
| GC1-2 | GC1 | GAS | P5C20Q-GIS-U2-1 電盤風扇更換 |
| GC1-3 | GC1 | GAS | FE/BE HPM 2F Mixer Dual U PowerEnhancement( 剩tie in) |
| GC1-4 | GC1 | GAS | Gas VMB PT 更換 |
| GC1-5 | GC1 | CHEM | FE/BE HPM 1F/2F CDS 電池更換 / 程式備份 /firmware 升級 |
| GC1-6 | GC1 | CHEM | FE/BE HPM 1F/2F CDS/WCCS EMO/Leak sensor test |
| GC1-7 | GC1 | CHEM | VMB leak sensor test |
| GC1-8 | GC1 | CHEM | CDS/WCCS power supply 切換測試 |
| GC1-9 | GC1 | CHEM | HCI CDU 供應路徑氣動閥 & 管路更換 |
| GC1-10 | GC1 | CHEM | VMB 高作動閥,安全性更換 |
| GC1-11 | GC1 | CHEM | T-box/VMB leak 洩壓重鎖 |
| GC1-12 | GC1 | CHEM | TC10 keep last value 功能新增 |
| GC1-13 | GC1 | CHEM | CDU 故障電磁閥更換 |
| GC1-14 | GC1 | CHEM | Master Panel 切換 redundant module |
| GC1-15 | GC1 | CHEM | 2F CDU CHEM 管路摩擦修繕 |
| GC1-16 | GC1 | SLY | HPM 1F/2F SDS PLC 電池更換 & 程式備份 &firmware 升級 |
| GC1-17 | GC1 | SLY | FE/BE HPM 1F/2F SLY Power Supply Switch Test |
| GC1-18 | GC1 | SLY | FE HPM 2F 三合一軟體更新及測試 |
2.4 APM人員管控表
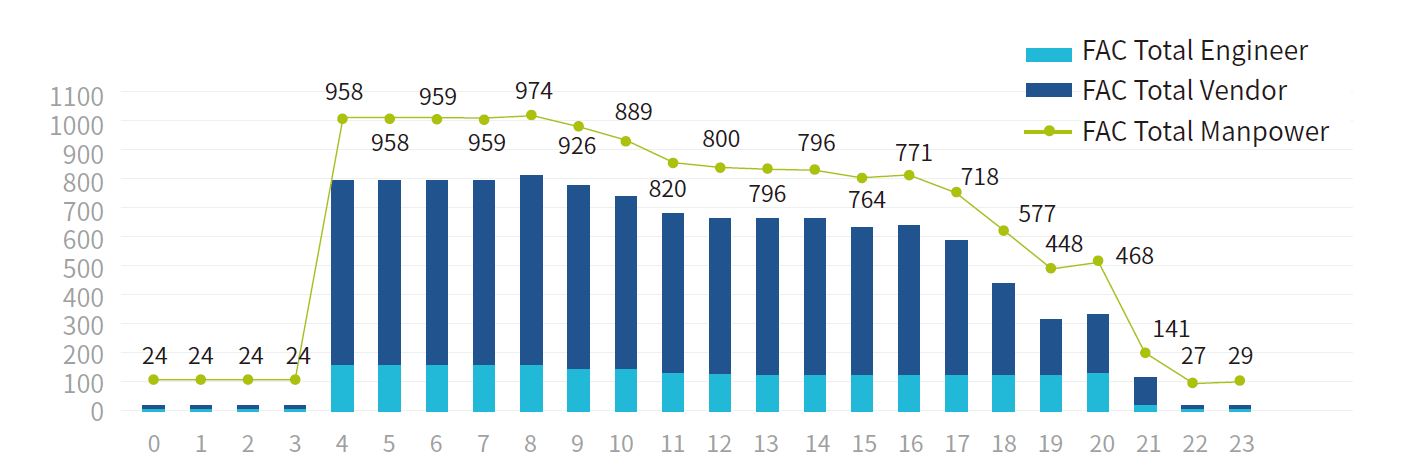
本次APM共165工程師參與(他廠支援47人),廠商人力817人(電力課廠商共179人),人員控管表如圖6所示。
圖6:人員控管表
3.執行成果
3.1 APM當日進度控管表
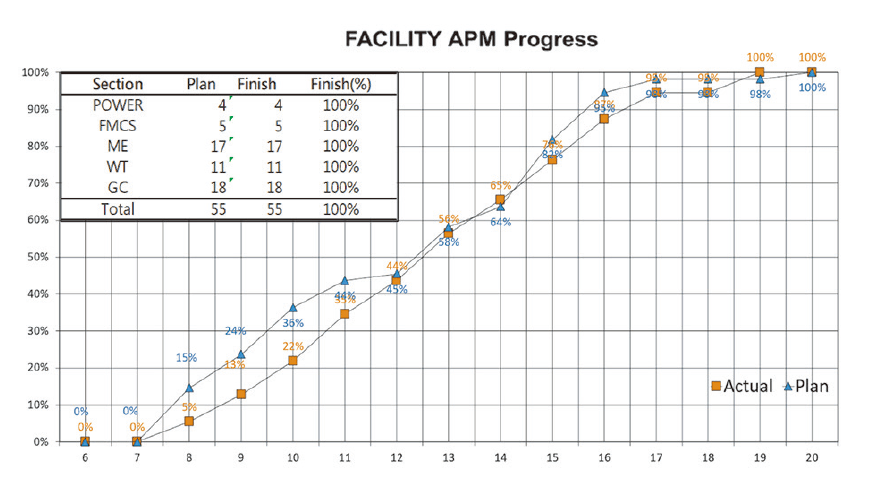
APM共55項計畫項目執行,本次歲修工程皆在預期時間內完成,工程進度如圖7。
圖7:工程進度表
3.2 APM FAC Utility品質回線大盤表
廠務309項SPC點,準時於20:00達成in baseline的品質要求,Utility大盤表如表7所示。
| System | Items_On-line | Plan In BL | Actual In BL |
|---|---|---|---|
| FE CR | TT,MT | 20:00 | 20:00 |
| BE CR | TT,MT | 20:00 | 20:00 |
| FE AMC | TS,NH3,HCL,TOC | 20:00 | 20:00 |
| BE AMC | TS,NH3,HCL,TOC | 20:00 | 20:00 |
| FE AAS | GEX,SEX,VEX,AEX PDT | 20:00 | 20:00 |
| BE AAS | GEX,SEX,VEX,AEX PDT | 20:00 | 20:00 |
| PV | Press | 20:00 | 20:00 |
| PCW | Press, Temp | 正常供應 | 正常供應 |
| UPW (Loop1,2) | PalA, RiA, SilA, TOC, PT, Temp, DO | 20:00 | 20:00 |
| UPW (Loop3,4,5) | PalA, RiA, SilA, TOC, PT, Temp, DO | 19:00 | 19:00 |
| Chemical | CR168, CX100, HF1%, 6501, TACT, TC10,SC1 | 21:00 | 19:00 |
| Slurry | pH,SG,H2O2 | 21:00 | 19:00 |
| PO2,PAr,PH2,PHe,PN2 impurity | 16:00 | 16:00 | |
| Mixing GAS | 16:00 | 16:00 | |
| GAS | PO2,PAr,PH2,PHe,PN2 GN2 Press | 16:00 | 無用量漲壓待用量回穩後復歸 |
| XCDA impurity | 正常供應 | 正常供應 | |
| CDA,HCDA,ICA Press | 正常供應 | 正常供應 |
3.3 APM歲修保養項目完成統計表
本次保養設備數量總計264.5個單位(包括低壓站清潔保養6.5套;ACB開關保養129顆;保護電驛測試129顆),各系統保養發現的異常說明,如表8所示。
| 項次 | 保養項目 | 系統總數 | PM 數量 | Finding( 件) | PM 異常說明 |
|---|---|---|---|---|---|
| 1 | 低壓站 | 22 | 6.5 | 6 | 盤頂 / 盤內溝槽異物 - 錫鬚 |
| 2 | ACB | 542 | 129 | 4 | 框架內異物 / 消弧室固定卡榫異常 |
| 3 | 低壓站保護電驛 | 542 | -129 | 0 | NA |
3.3.1 低壓盤錫鬚清理與異物移除
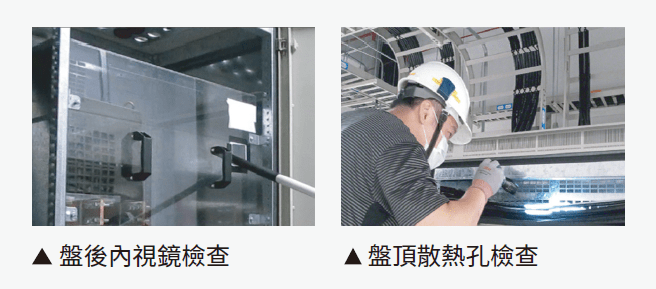
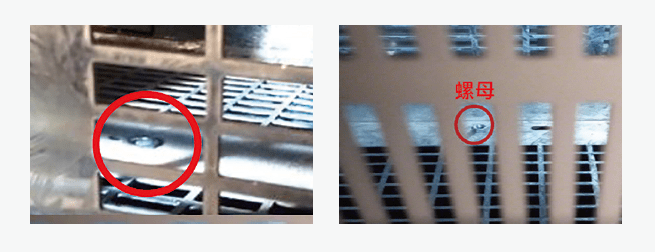
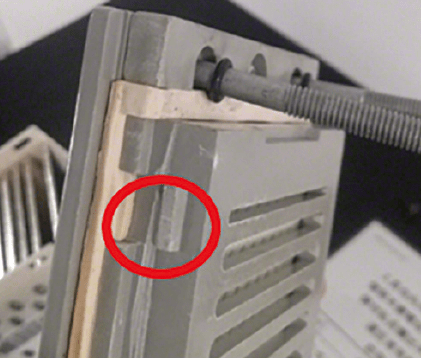
低壓盤因錫鬚或異物造成多次事故,故修訂PMOI後須執行整套電盤停電清潔保養,在停電保養前使用內視鏡深入盤體與盤頂散熱口進行細部檢查如圖8所示,檢視導體間異物並定義風險等級(表9)來排定停電改善順序,並在地震後加強巡檢,發現盤頂螺絲鬆脫(螺牙剩兩圈)有造成變電站事故風險,與工廠協調後增設改善工程於APM當日24:00完成改善,本次高風險變電站錫鬚異常照片如圖9所示,地震後巡檢配電盤發現固定螺栓鬆脫如圖10所示。低壓盤盤體清潔保養時發現有異物(如圖11)在盤內,異物於清潔保養時同時清除。
圖8:錫鬚判斷標準與處理規則
| 風險 | 判定標準 | 改善方式 |
|---|---|---|
| 高 | 相間錫鬚 >10mm/ 外側錫鬚 >7mm | 2022 年改善完畢 / 定期追蹤 (1M) |
| 中 | 相間錫鬚 5~7mm/ 外側錫鬚 >5mm | 2023 年改善完畢 / 定期追蹤 (3M) |
| 低 | 錫鬚 <5mm | APM 處理 / 定期追蹤 (6M) |
圖9:高風險變電站錫鬚異常照片
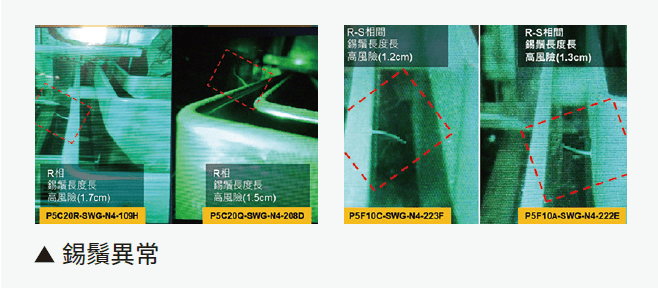
圖10:地震後巡檢配電盤-發現固定螺栓鬆脫- 已遞緊,螺牙剩兩圈
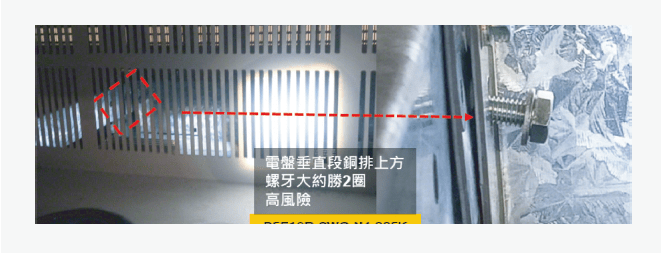
圖11:盤內異物
日後為了方便使用內視鏡進行全方位的盤內檢查,此次低壓電盤清潔同時對於電盤的板件進行修改,在電盤正後方的壓克力蓋板上切割出橫向的空間,使用內視鏡深入檢查ACB後方銅排時有更充裕的角度,電盤側邊的金屬蓋板也從2塊更換為6塊並增設3個檢視孔,此舉不但可檢視垂直段銅排與水平段原有視線死角,更可在日後清潔電盤時加快拆解速度,開孔位置如圖12所示。
圖12:電盤後方與側邊修改位置

3.3.2 ACB銅排氧化及異物處理
配合低壓電盤停電執行ACB開關檢測保養,本次保養129顆開關,保養項目涵括ACB機構清潔點檢、接觸電阻測試、絕緣電阻測試、動作時間測試。保養執行中發現到全部ACB後方銜接銅排氧化(如圖13),亦發現ACB框架內有異物(如圖14)以及ACB消弧室固定卡榫異常(如圖15)。
圖13:ACB 後方銜接銅排氧化

圖14:ACB 框架異物
圖15:ACB 消弧室固定卡榫異常
3.3.3 風管鏽蝕更換
機械課日常巡檢時,發現有部分Exhaust風管有鏽蝕(如圖16)的現象,因Exhaust系統是抽取機台內的氣體,若風管內氣體外漏,廠區人員會受到生命安全的威脅,因此利用本次中P的機會處理廠內風管鏽蝕的地方(六處)。
圖16:風管鏽蝕相片

3.3.4 管路滲漏修復
UPW 28點滲水點(如圖17)及硫酸桶底閥件滲漏,廠務列管追蹤並於APM配合低壓電盤停電執行管路滲漏修復,若未處理將造成更大規模漏液導致工安事故及導致UPW水壓波動影響工廠生產。UPW pump不停機,維持低壓供水至LOOP,LOOP保持活水循環,先以扭力板手定磅迫緊。
圖17 :UPW漏水點維修
4.檢討傳承
4.1 風管更換手法改善
機械課在更換風管時採用長邊形盲板取代圓形盲板,如圖18所示,插板時容易施作(施作時間1小時→10分鐘),且盲板也不容易變形,並在Submain立管段插板時,因插板處上方風管重量太重,不好施作,改以捲揚機把上方風管吊起來,節省了75%插板時間。施工時,風管使用升管車上下移動,安全又省力省時,也避免風管移動時傾倒,如圖19及圖20所示。
圖18:長邊形盲板
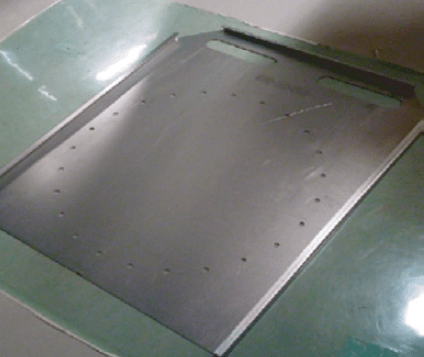
圖19:捲揚機把上方風管吊
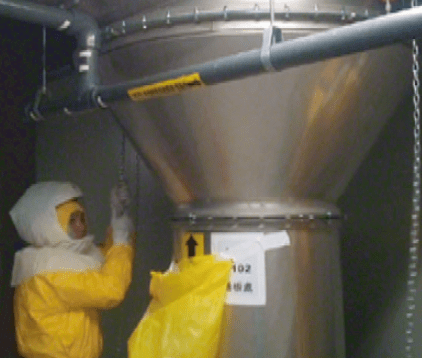
圖20:風管使用升管車上下移動

4.2 水管改管手法改善
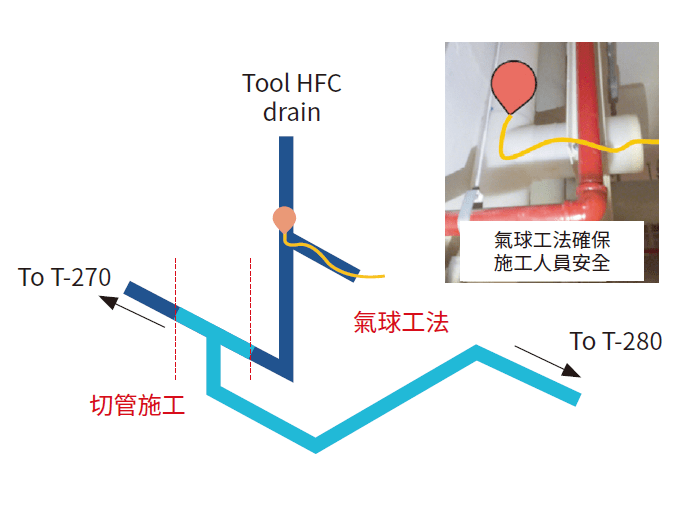
HFC drain分流改善,在drain管上游使用氣球工法,利用空氣壓力將氣球撐開,短暫阻擋流體,可以在不停水情況下,維修水管,不用停止供水系統,並阻絕施工中廢液流入之風險,提升作業人員安全,如圖21所示。
圖21:氣球工法
4.3 氣體管路改管工程手法改善
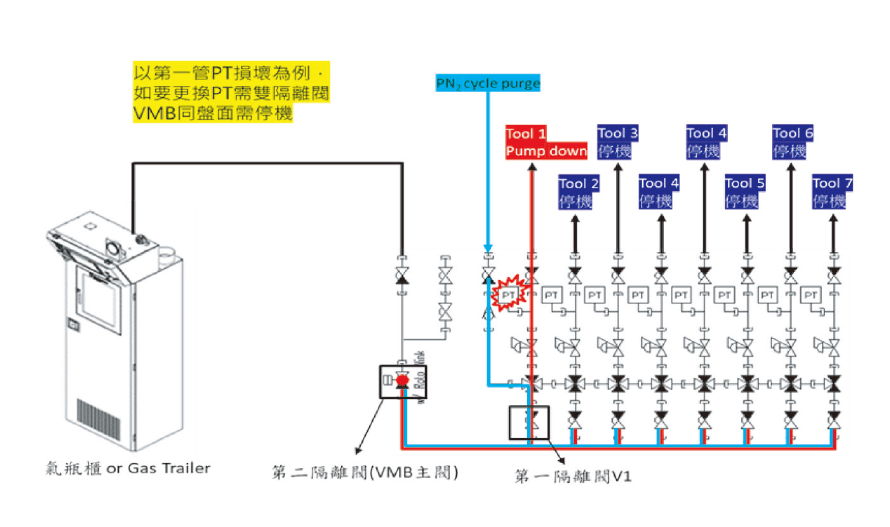
原本設備管路pump down作業只會到V1閥,但因APM期間對應Stick設備皆已停機,故改成抽氣到VMB主閥,讓更換PT時,源頭有雙道隔離閥,施工安全更升級,如圖22所示。
圖22:VMB PT 更換工程雙道隔離閥
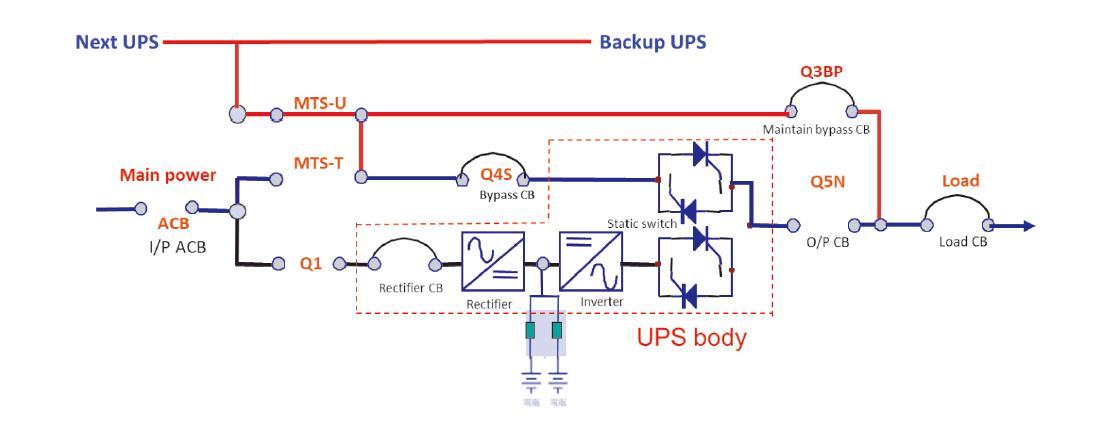
4.4 機台電力備援系統優化設計
第一次進行停電保養在廠務與機台電力救援部分為一大挑戰,首先在機台救援部分參考到本廠曾進行過半套低壓盤更換工程,當時間U電機台需進行電力救援,在備機無法供應全部U電轉供情況下,進行分組供電,藉由備機輸出開關作為斷點來分組供電,故本次APM再將此概念發展出3種救援模式,如圖23所示:
模式1:UPS備機修改為雙電源,確保APM期間供電正常,下游負載>50%優先採用,因高負載UPS不容易找到低負載UPS搭配。
模式2:該樓層最後一台UPS旁路電源電力救援, 2nd/3rd低壓ACB或UPS旁路電源供電。
模式3:UPS旁路電源側使用隔離開關分割救援群組,因UPS輸出盤開關無跳脫功能,故匹配負載量A+B<80%較為安全。
圖23:機台電力救援
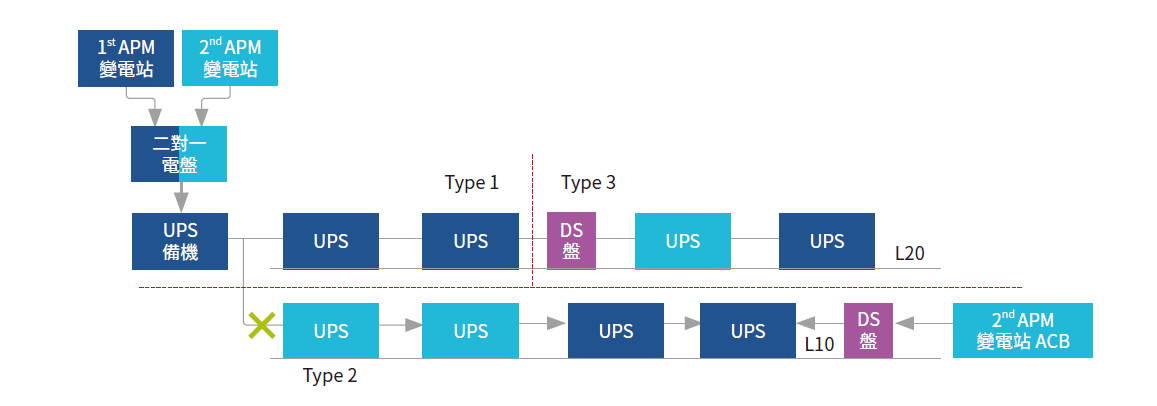
圖24為一套低壓站供電群組評估,以本次APM群組為範例(紅框),備機救援群組F10L-2,其餘3個群組需增設DS開關進行隔離,隔離位置如圖25所示,同一樓層UPS備援線路由旁路電源開關供電,故DS開關增設用意就是將其迴路斷開,使同群組的UPS旁路電源備援線路為獨立狀態。
圖24 : L站救援群組評估範例
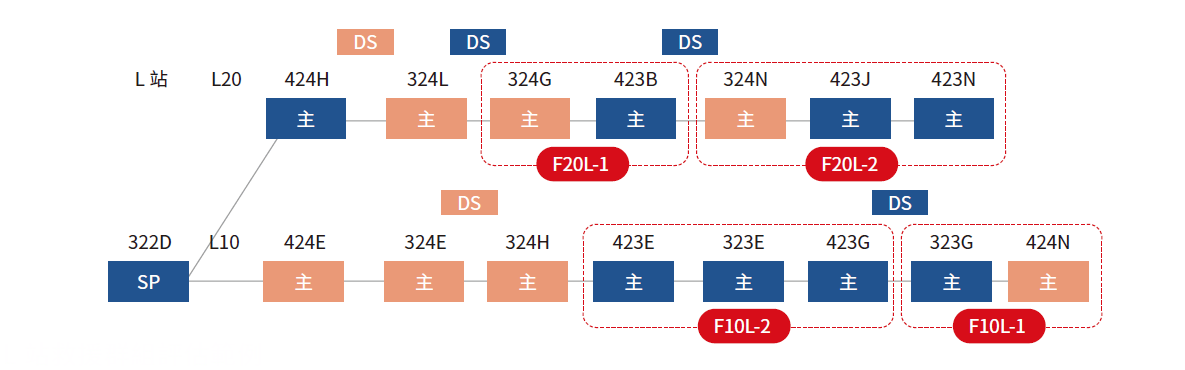
圖25:DS隔離位置
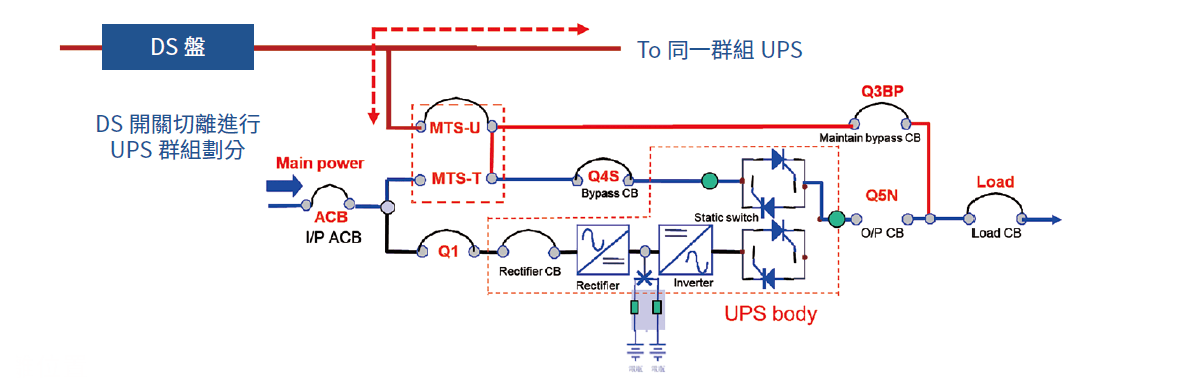
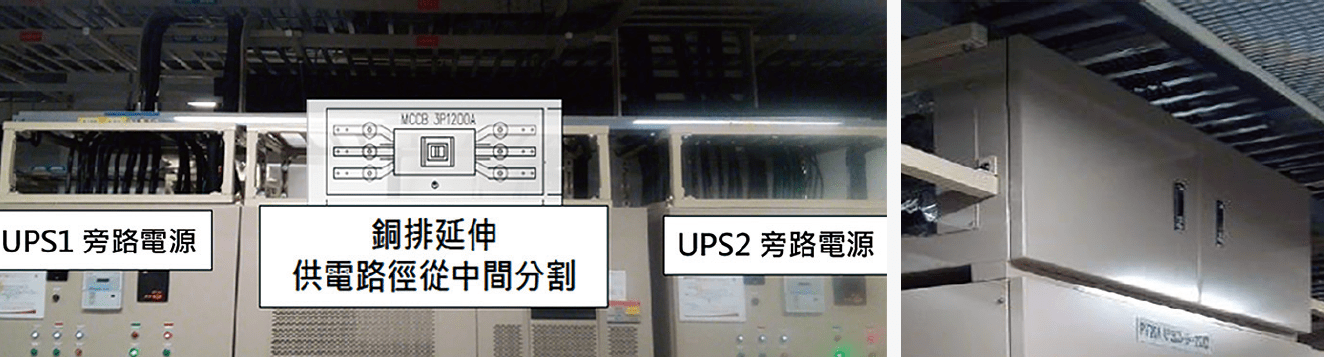
進行DS隔離開關增設工程時,在放置DS電盤時進行評估,考量到如果將電盤放置於UPS本體旁邊,在進行線路預置時因需重新拉設線路至盤內旁路電源銅排如圖26所示,需在市電側銅排帶電狀態下進行工程,不但有感電危險且事故時會造成下游機台影響,故將DS隔離開關安裝置UPS本體上方,如圖27所示,因UPS 旁路電源之間的線路為同一層進行跨接,將DS開關加上延伸銅排後,可直接放置UPS本體上方,不但不需要拉設新的線路,且在施工過程當中將該樓層UPS備機輸出開關關閉後可在無電的狀態下進行工程,大幅降低施工風險。
圖26:市電側帶電&旁路電源
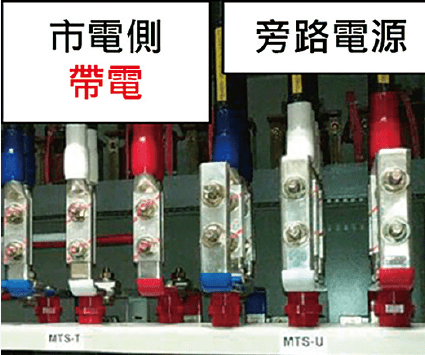
圖27:DS 開關安裝示意圖與完成圖
APM當日進行UPS群組操作時需增加圖控讓值班人員可以簡易的確認負載狀況,故新增一簡單圖控讓值班人員迅速確認負載來進行UPS轉供,如圖28所示,直接確認該迴路加總電流是否超過警報設定即可進行操作,且此圖控群組名稱(圖29)、UPS電流點位(圖30)與群組警報設定(圖31)可直接修改,即使在APM結束後也可使用此功能進行UPS群組負載量的評估。
圖28:SCADA UPS 群組負載表
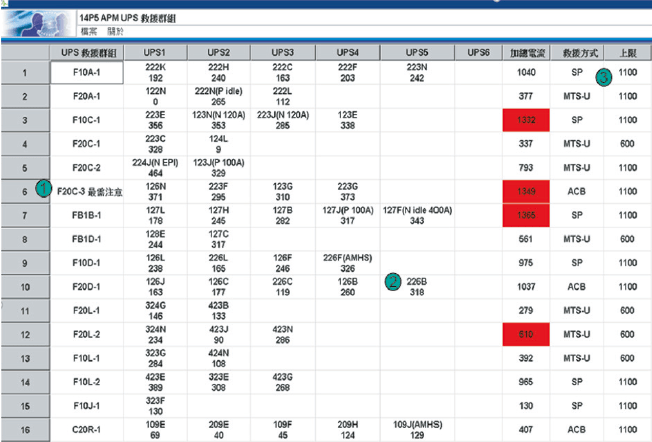
圖29~圖31:控群組名稱、UPS電流點位與群組警報設定

最後UPS操作時進行步驟優化,如圖32所示,將負載轉供至備援迴路供電時,此時負載由備援電源→旁路電源→Q3BP→Load供電,但是開關Q4S不切離,UPS本體不關機停留在bypass Mode,這樣一來不但可節省UPS在關機時需進行電池CB切離與DC Bus放電操作時間,也可節省UPS開機時對電池進行測試時間,每台UPS在開機關機各可減少2分半鐘,本次APM採取此步驟操作每個SCADA各可減少1小時的操作時間,可讓電力轉供順利完成。
圖32:UPS操作步驟優化(負載旁路供電時Q4S持續投入)
5.結論
本廠為TSMC首次進行停電中P廠區,針對停電操作時間在APM前已執行多次操演,不過還是需預留時間考慮到系統課設備因機台設為關機而延遲操作,並在操作過程當中,需特別留意低壓站電壓變化,電壓可從OLTC檔位操作進行調整,或是參照他廠經驗進行高壓並聯來減少電壓波動。首先感謝APM指導與F14A/B & F18廠區同仁在切換與保養上強力支援,讓此次APM順利完成。
參考文獻
- F-GEC-99-03-010, TSMC FAC POWER APM GROUND RULE O.I., 2022
- 用戶用電設備檢驗辦法 (台灣電業法第32條第5項)
- 電力設備和系統驗收測試規範標準 (美國國家標準學會-ANSI/NETA MTS-2019)
- 電力設備預防性試驗規程 (中國電力行業標準DL/T596-2021)
- (參考)施耐德ACB原廠設備保養手冊
- (參考)F14P5竣工資料,2013
- 電力月會FD Power TFACD M210_阿修
留言(0)