摘要
Fab12P4/5年度維修報告與管理經驗分享
Keywords / Maintenance of electrical equipment during power outages in the whole plant,maintenance of ACB switches,tin whiskers of electrical panels,corrosion of air ducts,repair of leakage.



F12P4/5本次於2022/11/01 進行全廠大 APM 執行 70%全廠停電電力設備保養,為維持30%機台電力備援及FAB環境,竹科廠務動員245工程師1,023廠商,並於18hrs 內準時成功完成 74 項計畫性 PM 任務(保養*18、維修*24、體質改善*32),增設改接210迴線路,APM 當天區分48組人力執行切換操作共3,092次(64次/組),為工廠解決 727 風險點改善。
A Grade 主要工項共 15 項工作,例:首次執行低壓電盤停電保養發現3顆ACB開關內部消弧室有氧化(銅綠)現象,此異常可能影響開關正常啟斷功能,如發生此開關下游電力故障時,將無法有效啟斷故障,極可能造成更大規模的停電事故(下游100多台機台無預警停電);南亞電盤風險(錫鬚/異物清除)改善(含F12P4/5/6/7 ) : 解決 248 風險點(高風險*7,中風險*6,低風險*235),竹科高風險皆已全解決,可避免低壓電盤事故導致下游100多台機台無預警停電及廠區消防滅火系統動作、人員受傷;廠務電力架構改善(1A2B及備援),重要機台增設救援迴路可因應緊急應變轉供備援;風管腐蝕修繕解決 9 處風管風險點,此異常若未修復極可能造成工安事件的發生及風管壓力波動影響工廠生產; Exhaust 風管擴充(提升系統容量配合RD未來機台擴充);管路滲漏修繕,解決 28 風險點(滲水點及洩漏點),此異常若未修復極可能造成工安事件的發生及影響工廠生產。
針對低壓盤內錫鬚檢測,廠務團隊參考現行檢測手法與盤廠設計討論後,將後背版改良增加內視鏡檢測框,改良後進行內視鏡檢測時無須拆解後背版,兼顧安全及執行效率,可有效提供給其他友廠,作為暫時防堵措施的重要參考。
F12P4/5 carried out a large-scale APM on Nov. 1, 2022, to perform the 70% of whole-plant power outage for power equipment maintenance. To keep 30% power backup for tools and fab environment, 245 engineers and 1023 vendor technicians completed 74 PM tasks within 18 hours (18 maintenance, 24 repairs, and 32 CIT) and added 210 circuits. 48 groups of manpower on the day of APM performed switch operations for 3092 steps (64 steps /groups) to solve 727 risk point improvements for fabs.
There were 15 tasks in the main work items of A Grade. For example, when the low-voltage switchgear maintenance was performed for the first time, it was found that there was oxidation (patina) in the internal ARC Chute chamber of the 3 ACB switchgear. This abnormality might affect the switchgear function. When the downstream power fails, the switchgear cannot effectively start and break the fault, which is very likely to cause a larger-scale power outage (more than 100 downstream tools will be shut down without early warning). The Nanya switchgear risks improvement (including tin whisker and foreign matter removal at F12P4/5/6/7) solved 248 risk points (7 high risks, 7 medium risks, and 235 low risks), and the high risks from tsmc H-site were completely resolved. It can prevent the low-voltage switchgear from accidentally causing power outages on more than 100 downstream tools without early warning, fire extinguishing system operation in the fab area, and personnel injuries. The improvement of the Facility power structure (1A2B and the backup) included the addition of rescue circuits for key tools, which can be transferred as a backup in response to emergencies. The air duct corrosion repair also removed 9 risks points, and if the corrosion is not repaired, it may easily cause industrial safety accidents, air duct pressure fluctuations, and affect the fab production. The improvement of the exhaust air duct expansion was to increase system capacity to match RD's plan of tool expansion. Also, the pipeline leakage repair removed 28 risk points (water seepage point and leakage point). If the leakage was not fixed, it may cause industrial safety accidents and affect the fab production.
For the tin whiskers in the low-voltage switchgear, the Facility referred to the current detection methods and switchgear designs to add an endoscope detection frame to the back cover plate. After the improvement, it does not need to disassemble the back cover plate when performing endoscope inspection, which is considering safe with high efficiency. It can be a reference of temporary anti-blocking measures for other fabs.
1.前言
F12P4/5分別於2008年與2010年成廠迄今,在13 年期間已進行過 8 次歲修保養,皆以高壓以上電氣設備保養為主;因F12P4/5廠區特性有3個營運組織單位(F12A/F12B/RDPC),故歲修規劃時須協調3個單位的產能排程與影響,相對的在協調與溝通上較其他廠區複雜與具有挑戰。
F12P4/5本次執行為大APM,主要施作項目為低壓電盤停電清潔保養,此為2022年度維修新制度實施後第一個執行大P的廠區,因此,幾乎竹、中、南廠區皆派遣相關同仁至廠區觀摩與學習。
本廠區電力系統架構的特殊性為低壓電盤廠牌眾多,各種廠牌的低壓電盤都有,保養及管理上相較其他廠區複雜,例:南亞電盤有錫鬚狀況須處理改善、士林/亞力電盤為傳統盤須進行銅排清潔與螺絲檢點、ABB電盤為定型盤拆裝不易的問題。
2.歲修計畫
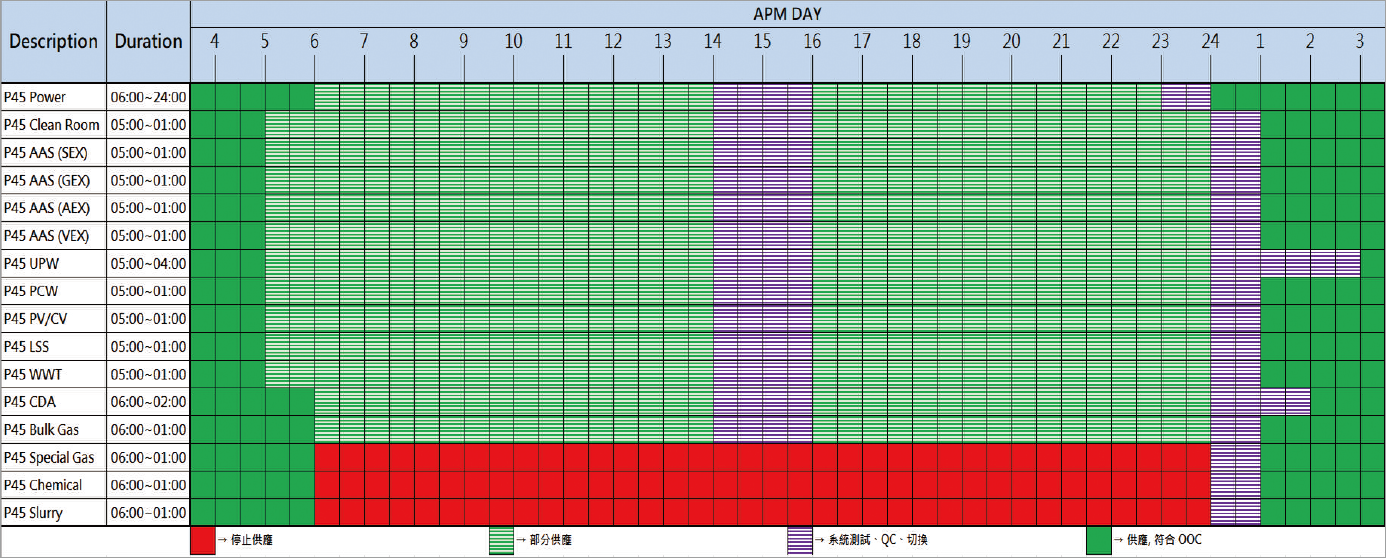
F12P4/5 2022 進行所有低壓變電站停電保養(大P,如圖1),APM期間全廠保留 30%機台(360台)維持idle停止run貨生產,其餘機台停機。
圖1:F12P4/5 大P 歲修範圍
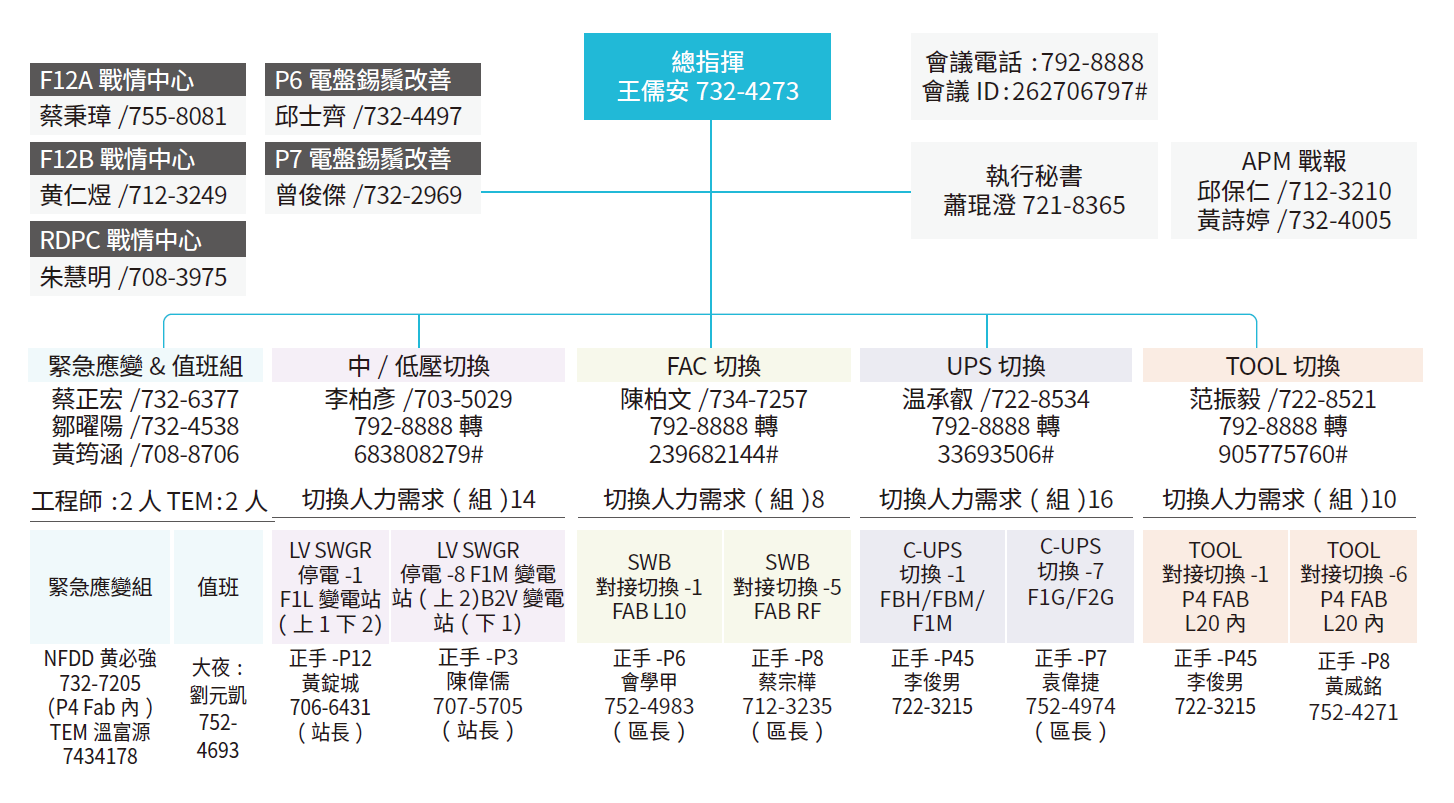
2.1 APM人員組織架構圖
APM組織圖分兩大類:F12P4/5共有3個site (F12A/F12B/RDPC),廠務歲修戰情組織分成4組(如圖2)。歲修電力切換人員組織分成五組(如圖3),值班組:負責緊急應變/SCADA/廣播/戰報,並將現場狀況彙整給總指揮;中/低壓切換組:負責中/低壓盤斷復電切換;FAC切換組:負責FAC電盤備援電力切換;UPS切換組:負責機台U電轉供切換;Tool切換組:負責機台備援電力切換。
圖2:廠務歲修戰情組織圖

圖3:歲修電力切換人員組織圖
2.2 APM Utility供應狀態表
在廠務各系統受到停電影響下提供工廠Utility狀態表(如表1),為維持30%機台電力備援及FAB環境,增設改接210迴線路,APM 當天區分48組人力執行切換操作共3,092次(64次/組)(如表2),並對應各自組長。
| FAC | System | 供應狀況 | Spec. | remark |
|---|---|---|---|---|
| 電力 | 供電狀況 | 30%機台電力備援 | 70%機台停電 | |
| 機械 | 環境 | 無塵室溫溼度& EBO區within OOS | 非黃光區:22+/-2oC,43+/-6% 黃光區:22+/-2oC,43+/-5% |
- |
| E-Bean room & RD DC room OOS (Class1除外) |
溫濕度OOS:>26°C, 43±6% |
冰水buffer tank tie-in工程 (06:00~18:00) |
||
| 排氣(Exhaust) | SEX/VEX/P4AEX/GEX 降載50%OOC | OOC:600±60Pa | P5AEX擴充減壓70%,主控點壓力小於-180Pa,風管更換部分機台(17+53)停供 | |
| PV | 減壓50%供應OOC | OOC:-0.87·B/L=-0.95Bar | downto-0.4BAR | |
| CV | 減壓50%供應 | NA | - | |
| 水 | UPW | 減壓50%供應OOC | OOC:4kg/cm2; OOS:NA |
6.3→4.0kg/cm2 流量10,000cmd→5,000cmd |
| PCW | 減壓50%供應OOC | OOC:4.5kg/cm2; OOS:NA |
壓差4.5→1kg/cm2 復電後壓力1hr→4.5kg/cm2 |
|
| 氣化 | Bulk Gas (H2/Ar/He/O2/N2) | 正常供應 | OOC:7~9; OOS:6~10kg/cm2 |
8.5kg/cm2 |
| CDA | 減壓供應with in OOC | OOC:7.5-9.5kg/cm2; OOS:NA |
8.5→8kg/cm2 | |
| Special Gas/Chemical/slurry | 停止供應 | - | - | |
 |
||||
| ITEM | 增設備援線路(迴線) | 備援數 | 切換數(台/顆) | D-1CB切換數 | 上-停電切換 | 中-轉場切換 | 下-復電切換 | sub-total(DdayCB切換次數) | remark |
|---|---|---|---|---|---|---|---|---|---|
| TOOL 備援 | 65 | 40 迴 | 160 | 40 | 80 | 80 | 80 | 240 | D-1:Tie 先投一邊 滿 port 移機擴充備援線路開關 25 迴 |
| FAC 備援 | 76 | 39 迴 | 156 | 39 | 78 | 78 | 78 | 234 | 1A2B 改接 (17)、增臨時線不停電改接 (17)、RDPC 需求GEX,SEX >80% 供應,追加 3 迴 |
| C-UPS | 56 | 59 群 | 187 | - | 342 | 689 | 374 | 1,378 | 28 LTS 斷點 *2 條線,分 59 群、187 台 UPS(MIS+LTS)、主機當備機(上:32,下27 MIS不切) |
| L-UPS (CCD) | 13 | 30 台 | 30 | - | 44 | 44 | 44 | 132 | 全廠64台,切換CCD30台UPS(26台|模式切換+2台達OFF*6+2伊頓OFF*3=44),其餘上游FAC已備援 |
| 低壓盤ACB | - | 26 盤 | 502 | - | 274 | 502 | 228 | 1,004 | 26 套盤,502ACB |
| C-GIS | - | - | 52 | - | 28 | 52 | 24 | 104 | 26 套盤上游 CGIS |
| sub-total | 210 | 194 | 1,087 | 79 | 846 | 1,445 | 801 | 3,092 | - |
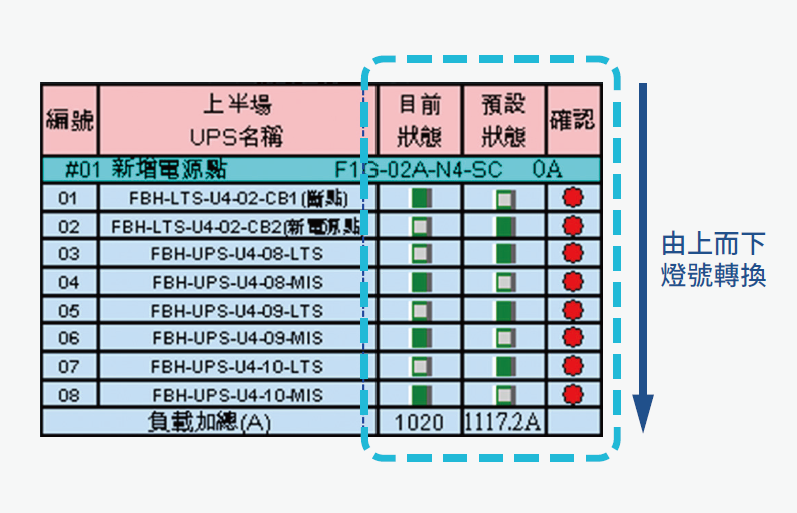
因電力備援切換關聯電力開關上下游切換順序及負載量管控,故將備援程序SCADA化:化繁為簡,利用SCADA圖控視覺化,於SCADA新增36個切換畫面(如圖4),操作由SCADA表格及燈號管控,備援分工5大組:負載管控、Tool備援、廠務備援、UPS備援、變電站切換。系統操作電腦需求:Power SCADA 5套。例:電力備援切換進度由各組長確認(手動勾選)已完成切換的迴路後SCADA管控大表自動加總完成進度(如圖5);Tool U電備援切換依預設開關狀態與實際開關狀態比對結果相同則紅燈轉為綠燈表示電力備援切換完成(如圖6)。
圖4:電力備援分工/ 程序SCADA
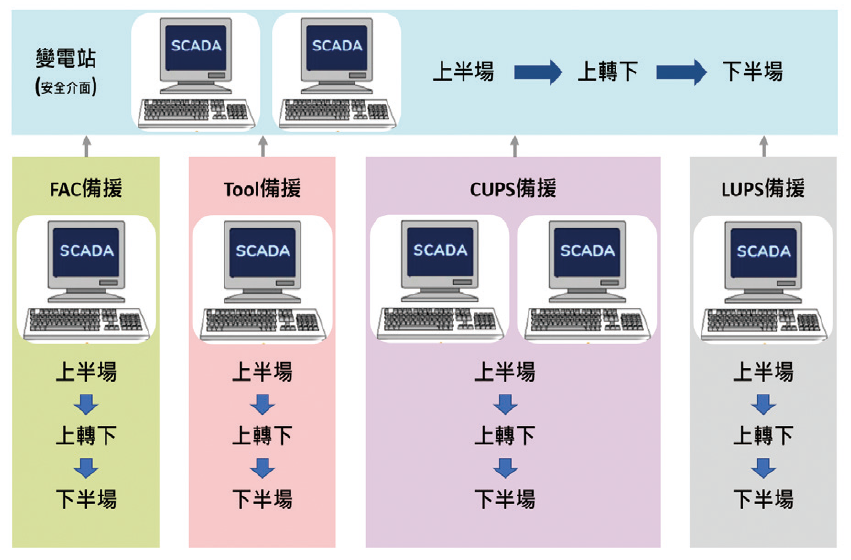
圖5:電力備援切換大盤進度
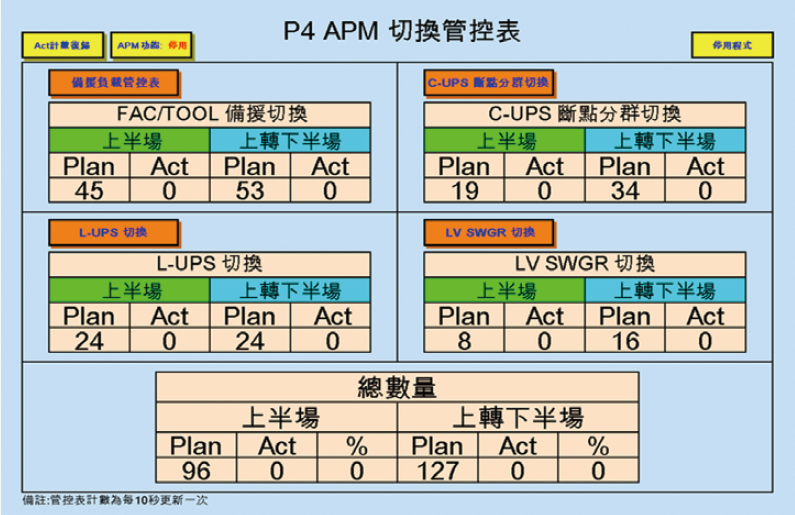
圖6:Tool U 電備援切換程序SCADA化
2.3 APM保養維護工程總表
F12P4/5 本次APM工作內容分三大類:保養*18、維修*24、體質改善*32,共74項工程 (如表3),電力課主要工項為南亞盤錫鬚風險改善、廠務系統供電架構改善(1A2B)及機台U電防禦改善(強化機台抗壓降能力及增加無預警斷電時緊急應變時間)。
| 系統 | 分類 | remark | |||
|---|---|---|---|---|---|
| 保養 | 維修 | 體質改善 | |||
| Power | 7 | 7 | 2 | ● 南亞盤宿疾改善 ● 機台 U 電防禦改善 |
● 廠務系統供電 1A/2B 改善 |
| ME | 2 | 7 | 13 | ● 風管結晶腐蝕修繕 ● AEX 系統擴充 |
● 新產能擴充搭配歲修 ● 廠務系統強化 |
| GC | 3 | 6 | 8 | ● 氣體供應系統宿疾改善 | ● 化學供應系統可靠度提升 |
| WT | 3 | 4 | 6 | ● PLC 電池保養更換 ● 新產能擴充搭配歲修修改廠務系統管線 |
● 廢水回收宿疾改善 - 漏水點修繕 |
| FMCS | 3 | - | 3 | ● 系統可靠度測試 | ● CDS SCADA 虛擬化備援 |
| Sum | 18 | 24 | 32 | Total work list 74 | |
2.4 APM人員管控表
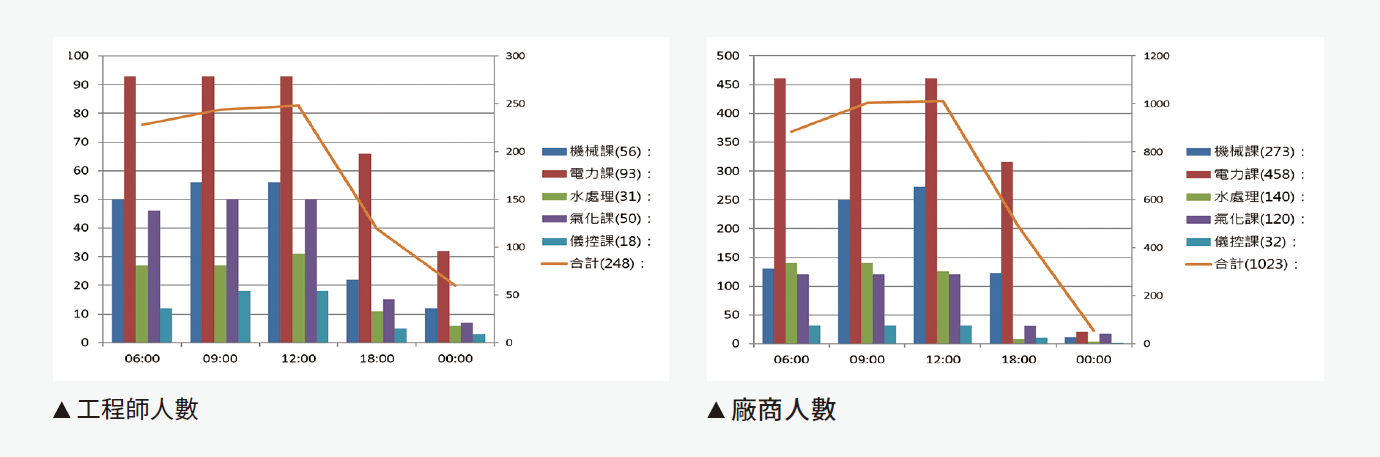
APM參加人員總計1,067人次(工程師共244人,廠商1,023人),透過廠區變電站地圖及電力系統單線圖劃分工程師負責區域,並於各變電站門口,提供各變電站工項的工程進度甘特圖,確保當區工程師明確了解執行PM項目與時間,有效做到PM時間控管避免延遲APM結束時間,並控管施工人員,避免MO風險控管(如圖7)。
圖7:廠內人數統計圖
2.5 APM安全宣導
F12P4/5 APM列出8點安全宣導事項,大致為防疫相關規定、個人安全守則、確保施工品質等,並於開工前工具箱會議進行兩次宣導,第一次由TSMC宣導(如圖8),第二次由廠商負責人宣導,確保所有施工人員在施工前皆有工安意識,才能順利圓滿完成此次歲修。
圖8:開工前工具箱會議TSMC 宣導

3.執行成果
F12P4/5大APM HFACD 動員245工程師1,023廠商,18hrs內準時成功完成74項計畫性 PM & T/S 任務,本次為提供30%重要機台不停電與廠務1A2B電力架構改善,共增設與改接210迴線路,APM 當天區分48組人力執行切換操作共3,092次(64次/組),為工廠解決 727 風險點改善。
3.1 APM當日工程進度管控表
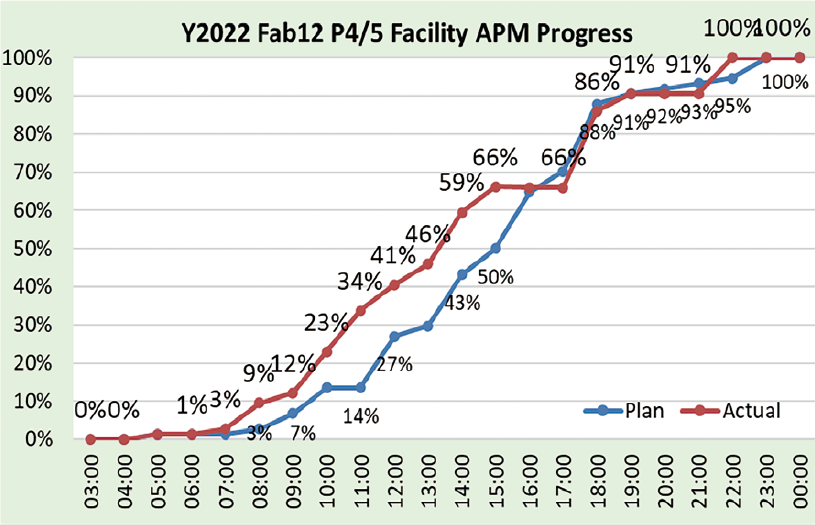
F12P4/5 APM 工程進度在轉場(14:00~16:00)系統切換期間delay,利用下半場 PM 熟悉度提升,將進度補回後準時交回,完成此次APM任務(如圖9),建議後續執行大APM廠區可將切換時間拉長。
圖9:歲修工程進度管控圖
3.2 APM FAC Utility品質回線大盤表
本次歲修LV SWGR 停電PM共26套盤,11/01 06:00 ~ 11/02 00:00準時交回,In-line Quality Data by HFAC :8 Systems, 288 Items/Off-line Quality Data by CHAD/OQOE:4 Systems, 329 Items,FAC Inline Data & CHAD Offline Data皆於計畫內時間 within Baseline (如表4、表5)。
| System | VerificationItem | Item | In OOC Time | In Baseline Time | Progress | ||||
|---|---|---|---|---|---|---|---|---|---|
| Plan | Actual | Plan | Actual | Ratio(%) | Ratio(%) | ||||
| C/R | Temperature, Humidity | In-line | 66 | 11/2 00:00 | 20:00 | 11/2 01:00 | 22:00 | 66/66 | 100% |
| AMC | TS, NH3, TOC, HCL, AW Conductivity | In-line | 88 | Keep | Keep | Keep | Keep | 88/88 | 100% |
| Exhaust | Exhaust Pressure | In-line | 10 | 11/2 00:00 | 11/2 00:00 | 11/2 01:00 | 02:00 | 10/10 | 100% |
| PV | Vacuum | In-line | 2 | 11/2 00:00 | 20:00 | 11/2 01:00 | 02:00 | 2/2 | 100% |
| PCW | Pressure, Temp | In-line | 9 | 11/2 01:00 | 18:00 | 11/2 01:00 | 20:00 | 9/9 | 100% |
| Chem | NH4OH, PH, ST, Cond., CON | In-line | 14 | 11/2 00:00 | 18:00 | 11/2 01:00 | 20:00 | 14/14 | 100% |
| GAS | PAR, PH2, PHE, PN2, PO2, Mixing, CDA, HCDA, ICA, XCDA, GN2 | In-line | 63 | 11/2 00:00 | 20:00 | 11/2 01:00 | 07:00 | 62/63 | 100% |
| UPW | Particle(0.05um), Supply, Temp./ Pressure, Resistivity, SiO2, TOC, DO | In-line | 36 | 11/2 01:00 | 18:00 | 11/2 01:00 | 00:00 | 36/36 | 100% |
| System | VerificationItem | Item | Sampling Time | In Baseline Time | Progress | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Plan | Actual | Plan | Actual | Ratio(%) | Ratio(%) | ||||||||
| C/R | Particle (P4,P5) | Off-line | 195 | 11/1 | 22:00 | 11/1 | 22:00 | 11/2 | 00:00 | 11/2 | 01:00 | 195/195 | 100% |
| AMC | MA/MB (NH4,F ,CI, SO4, NO3, PO4) | Off-line | 47 | 11/1 | 22:00 | 11/1 | 18:00 | 11/2 | 10:00 | 11/2 | 10:00 | 47/47 | 100% |
| AMC | MC (Acetone, IPA, CXF, TVOC1, MeCl2) | Off-line | 38 | 11/1 | 22:00 | 11/1 | 18:00 | 11/2 | 10:00 | 11/2 | 10:00 | 38/38 | 100% |
| AMC | MD (B, P) | Off-line | 13 | 11/2 | 08:00 | 11/1 | 17:00 | 11/2 | 12:00 | 11/2 | 12:00 | 13/13 | 100% |
| UPW | Au, Ca, Cl, Co, Fe, K, Mg, Na Ni, Zn, Al, Cr, Ag, Pb, Cu | Off-line | 20 | 11/1 11/2 | 22:00 01:00 | 11/1 11/2 | 13:00 17:00 | 11/2 11/2 | 02:00 05:00 | 11/1 | 22:00 | 20/20 | 100% |
| Chemical | H3PO4, M1, Dev-1 (HQ) | Off-line | 6 | 11/1 | 10:00 | 11/1 | 10:00 | 11/1 | 14:00 | 11/1 | 14:00 | 6/6 | 100% |
| Chemical | H2SO4, CX-100 2%, 25% HF, Thinner-3 | Off-line | 8 | 11/1 | 14:00 | 11/1 | 14:00 | 11/1 | 18:00 | 11/1 | 16:00 | 8/8 | 100% |
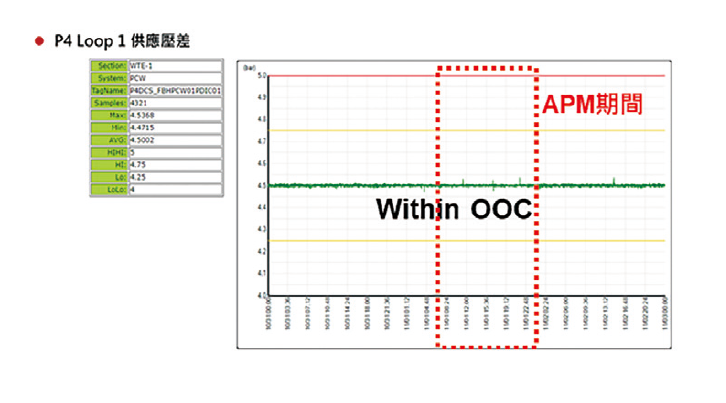
F12P4/5 APM期間,Fab AMC 及溫溼度SPC皆 within OOC(如圖10); PCW 原預估循環量下降 10%,但因 P4/5 LSC 停機其供應 Loop 減少 20% 以上, APM 供應壓差皆正常(如圖11),後續 APM 可評估 LSC 減少量來減少 PCW pump 備援前置工程;Bulk GAS 供應量除 ICA 廠務儀表驅動氣源用量無差異外,其餘皆有明顯下降 15~90%,並在 APM 完成復線後,用量皆如預期回復到原使用量,特別注意工廠機台停電達 70%,空壓機 CDA 用量僅下降 37%,由數據上檢視 HCDA/XCDA/ICA 於 APM 期間皆仍持續有使用需求,後續 APM 廠區需注意(如表6)。
圖10:無塵室溫濕度/AMC 品質控管狀
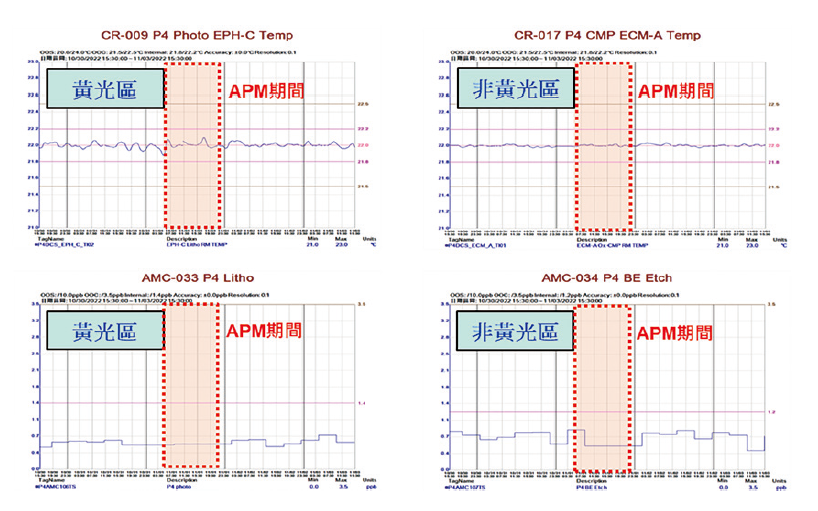
圖11:APM 期間PCW Trend chart
| Bulk GAS APM 期間用量 | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Site | F12P4/5 BGS | 10 月平均日用量 (CMH) | APM 期間用量 (CMH) | APM 復線後用量 (CMH) | |||||||
| F12P4/5 | PO2 | 105 | 18 | -83% | 105 | 100% | |||||
| PAr | 60 | 8 | -87% | 60 | 100% | ||||||
| PH2 | 310 | 30 | -90% | 300 | 97% | ||||||
| PHe | 19 | 3 | -84% | 18 | 95% | ||||||
| PN2 | 9,000 | 4,100 | -54% | 9,000 | 100% | ||||||
| GN2 | 10,500 | 8,900 | -15% | 10,000 | 95% | ||||||
| CDA | 22,000 | 12,000 | -45% | 21,000 | 95% | ||||||
| HCDA | 6,840 | 5,120 | -25% | 6,850 | 100% | ||||||
| XCDA | 7,160 | 5,180 | -28% | 7,150 | 100% | ||||||
| ICA | 850 | 870 | 0% | 850 | 100% | ||||||
| 空壓機總量 | 36,850 | 23,170 | -37% | 35,850 | 97% | ||||||
3.3 APM歲修保養項目完成統計表
本次於 2022/11/01 進行全廠大 APM 執行 70% 全廠停電電力設備保養, 18hrs 內準時成功完成 74 項計畫性任務,為工廠解決 727 風險點改善,A Grade 主要工項共9大項含 15 項工作(如表7)。
| 分類 | 系統 | AGrade主要工項 (共9大項含15項工作) | 數量(727) | 風險改善成果 |
|---|---|---|---|---|
| 保養 | 電 | ACB開關保養(含電盤清潔) | 478 | 發現20個重要的異常並完成解決:failure rate = 2%,15組低壓ACB操作機構及5組ACB保護電驛功能異常 |
| 維修 | 電 | 南亞電盤錫鬚處理(F12P4/5/6/7) | 30 | 錫鬚/異物清除:解決248風險點(高風險:7,中風險:6,低風險:235),竹科高風險已全解決 |
| 機 | Exhaust風管腐蝕汰換 | 9 | 解決9處風管風險點(改為SUS+Coating) | |
| 水 氣化 | 修復管路滲漏,UPW20點及chemical 8點 | 28 | 解決28風險點(滲水點及洩漏點) | |
| 體質改善 | 機 | AEXExhaust風管擴充 | 1 | 提升系統容量(配合RD未來機台擴充) |
| 機 | EBO空調冰水緩衝TankTie-in | 1 | 解決EBO冰水pump可以在不影響生產的要求下,停機保養 | |
| 水 | UPW PLC軟體更新 | 4 | UPWPLCFirmware最新版本升級。 | |
| 氣 | Chemical CDU硬體更新 | 6 | ChemicalCDUPLC硬體及PowerSupply更新 | |
| 電 | 廠務電力架構改善(1A2B及備援) |
170 | Tool救援迴路增設:78迴(360台Tools),廠務系統救援迴路增設:73迴路。1A2B架構改善共19迴(CCD*13迴、UPW*3迴、WWT*3迴) |
3.3.1 LV SWGR電盤清潔保養(錫鬚風險改善)
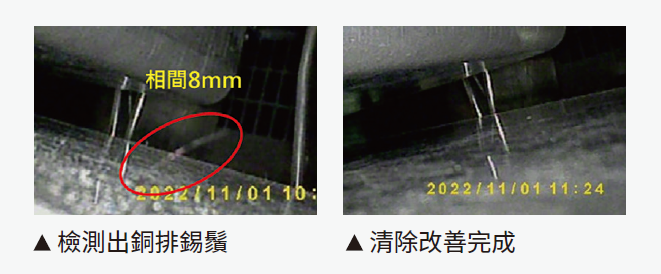
F12P4/5 共 26 套低壓電盤,歲修分上/下半場輪流停電執行盤體及銅排清潔保養。內視鏡檢測之銅排錫鬚風險(高風險:1點;中風險:3點;低風險:235點)已清除改善完成(如圖12),首次執行低壓電盤停電保養發現部分銅排固定夾具鬆脫*6、風扇固定座未固鎖*1、ACB一次側匯流排支持礙子螺絲未確實固鎖*1、APFR控制線路鬆脫*1,此異常點在盤體內部,平日無法檢測出來,此異常可能導致低壓電盤短路,造成廠區消防滅火系統動作、人員受傷及100多台機台無預警停電影響,於APM期間皆已改善完成(如表8)。
圖12:南亞低壓電盤錫鬚風險改善
| 列盤名稱:F1M-01AB (ABB) | 廠區:F12P45 | 作業廠商:高安電檢 | 日期:111/11/1 | |||
| 部位 | 項次 | 保養項目 | 基準 | 要點 | 檢查結果( V,X ) | |
|---|---|---|---|---|---|---|
| 結果確認(正常:V、異常X、不適用NA) | 備註 | |||||
| 匯流排 | 1 | 匯流排檢查 | 限縮區錫鬚檢查 | 檢視、清潔、確認。錫鬚可採強光檢查 | V | ● F1M-01A-N4-M一次側BUS RISER三相銅牌變色、熱縮套破損 ● F1M-01A-N4-M L3 BUS 熱縮套破損 ● F1M-01A-N4-SC L3 BUS 熱縮套破損 |
| 接續端及本體無變色、無變形、無銅綠腐蝕、無錫鬚 | 檢視、擦拭 | X | ||||
| 螺栓鎖緊標示線正常、無未標示、無鬆脫、無變色 | 檢視、擦拭、未鎖記補定磅後鎖記,異常螺栓、螺帽進行更換 | V | ||||
| 其他建議事項:F1M-01A-N4-M一次側BUS RISER三相銅牌輕微變色,建議以紅外線熱影像進行追蹤,以維用電安全 | ||||||
| 檢測工程師:蘇順傑 | ||||||
3.3.2 LV SWGR ACB開關檢測保養(消弧室銅綠現象&操作機構卡死)
配合低壓電盤停電執行ACB開關檢測保養,Y2022保養478顆開關,PM內容:ACB機構清潔點檢、接觸電阻測試、絕緣電阻測試、動作時間測試。F12P4/5 (運轉13年)建廠至今第一次執行低壓電盤停電保養,因LV SWGR ACB 首次執行低壓電盤停電保養,發現3點高風險、12點低風險立即改善:
● 發現3顆(0.6%) 低壓電盤ACB開關內部消弧室有氧化(銅綠)現象(如圖13),此異常點在開關內部,平日無法檢測出來,ACB 開關接點嚴重氧化,景象蠻令人意外,此異常可能影響開關正常啟斷功能,如發生此開關下游電力故障時,將無法有效啟斷故障,造成二次事故導致更大規模的停電事故(下游100多台機台無預警停電)及拉長復線時間,APM期間與spare ACB替換,後續將採購新開關更換,定期停電保養是有效對策,設備原廠建議每年保養一次,建議先維持 3 年一次的保養。
● 發現12顆(2.5%) 低壓電盤ACB開關內部操作機構因潤滑油固化,發生投入機構卡死(如圖14),無法操作的異常,此異常點在開關內部平日無法檢測出來,ACB 操作開關異常,發生異常數量很多,屬於非常嚴重問題。將影響正常操作功能,如發生此開關下游電力異常,人員需緊急應變操作開關時,無法有效操作此開關,影響應變處理時間,造成更大規模停電事故及復線時間(如:F12P6事故觸動CO2噴放、半邊盤嚴重損毀、現場作業廠商受傷、園區消防隊到廠內待命及133台設備停機,當天搶救復原生產長達10幾個小時),APM期間已清潔恢復正常,定期停電保養更換潤滑油是有效對策,原廠建議每年保養,建議先維持 3 年一次的保養。
圖13、圖14

3.3.3 LV SWGR保護電驛檢測(保護電驛失效異常)
配合低壓電盤停電執行保護電驛檢測,Y2022檢測210顆保護電驛,PM內容:電驛特性試驗、絕緣電阻測試、接觸電阻試驗。F12P4/5 (運轉13年)建廠至今第一次執行低壓電盤停電保養,因LV SWGR ACB 首次執行低壓電盤停電保養,發現5點高風險立即改善:
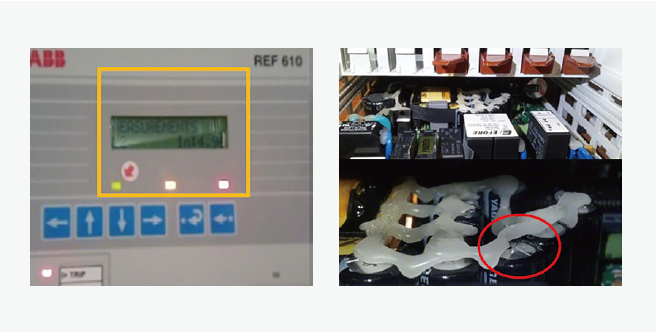
發現 5 (2.2%) 顆 ACB 開關保護電驛失效異常, 經調查皆為內部電子電容元件(膨脹)故障(如圖15),考量保護電驛平日檢測有斷電風險,不建議平日檢測,ACB開關的保護電驛失效,發生異常數量很多。如發生此開關下游電力故障時,保護電驛將無法有效連鎖ACB 開關啟斷下游故障,將造成更大規模的停電事故及復線時間,可能導致事故擴大,造成廠區消防滅火系統動作、人員受傷及100多台機台無預警停電影響,APM期間已更換備品,定期停電檢測功能為有效對策,設備原廠建議每年保養一次,建議先維持 3 年一次的保養。
圖15:保護電驛功能失效(內部電子元件(電容)故障)
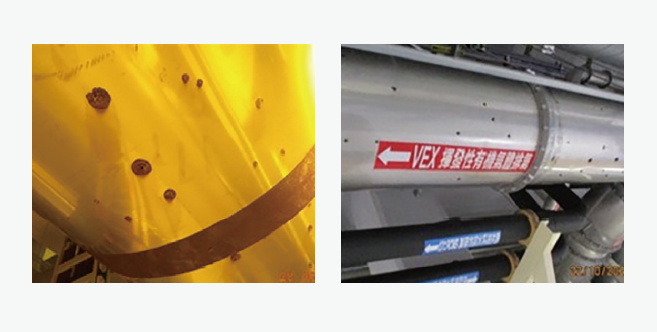
3.3.4 Exhaust風管腐蝕汰換
9支 Exhaust 風管腐蝕平時更換須借機 48 EA,廠務列管追蹤並於大 APM 配合低壓電盤停電(70% 機台OFF)執行Exhaust 風管腐蝕汰換(如圖16),若未處理將造成更大規模漏液導致工安事故及導致風管壓力波動影響工廠生產,大 APM針對9支腐蝕 Submain 更換為 Coating 風管,並於低點將 main drain 改為 Auto drain,避免未來積液腐蝕再發生。
圖16:Exhaust風管腐蝕汰換
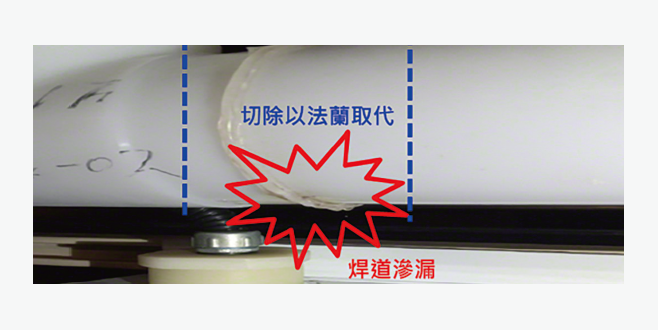
3.3.5 管路滲漏修復
UPW 20點滲水點及 chemical 8點廢硫酸主管滲漏,廠務列管追蹤並於大 APM 配合低壓電盤停電(70% 機台OFF)執行管路滲漏修復,若未處理將造成更大規模漏液導致工安事故及導致UPW水壓波動影響工廠生產。UPW pump不停機,維持低壓供水至LOOP,LOOP保持活水循環,先以扭力板手定磅迫緊,迫緊後修繕漏水點(如圖17);F12P5 L10 Pump區 W-H2SO4 Drain管焊道滲漏,於APM確認線上停止排酸,切除以法蘭銜接取代(如圖18),共解決28風險點(滲水點及洩漏點)。
圖17:UPW漏水點維修

圖18:廢硫酸主管滲漏
4.檢討傳承
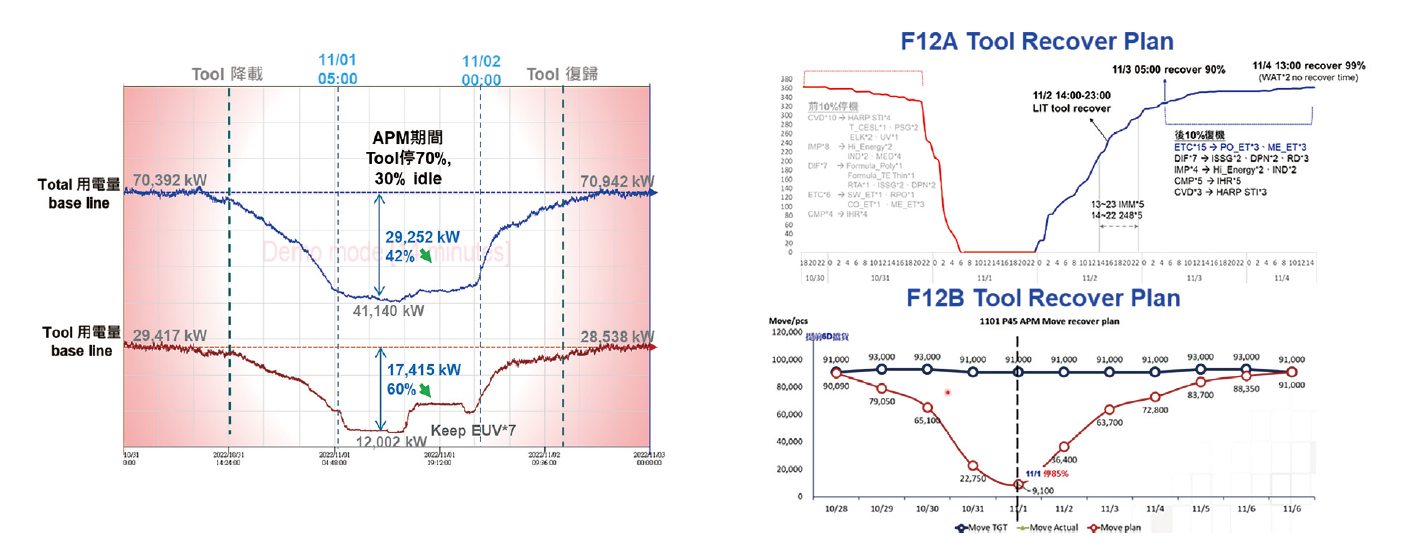
4.1 APM期間廠區用電量變化
P4/5 APM期間(11/1 06:00~24:00, 共計18小時),全廠保留30%機台(360台)維持idle停止run貨生產,其餘機台停機。P4/5總用電量 70,392→41,140 kW(下降 42%);Tool用電量由29,417→12,002 kW(下降 60%),用電量變化可供後續執行大APM廠區參考及電力備援負載量評估(如圖19)。
圖19:大APM 廠區用電量變化趨勢
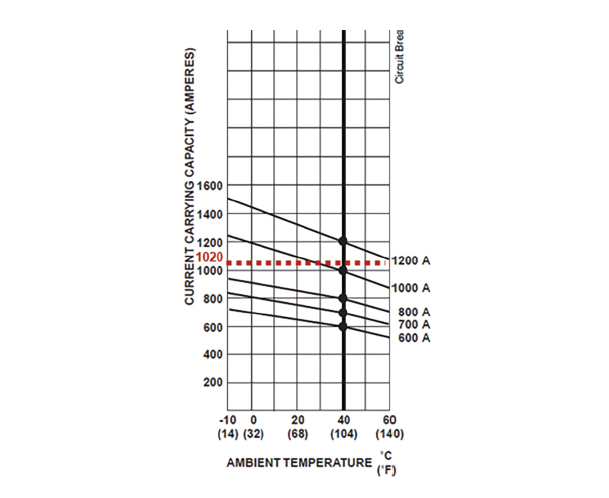
4.2 AAS電力備援線路異常跳脫檢討
P4/5 APM電力備援切換期間AAS(FRF-SWB-E4-01)電力備援線路(負載管控85%),備援約3hrs後main開關Trip(如圖20),原因為1200A NFB開關(S.D熱磁式)環境溫度上升大於20℃(額定40℃),使開關容量降低1200A→1020A (<85%) (如圖21),建議備援負載管控下修至70% (1020*85%=867A),並針對備援高負載迴路增加臨時風扇散熱。
圖20:AAS電力備援線路Trip

圖21:NFB温升曲線(額定:40℃)
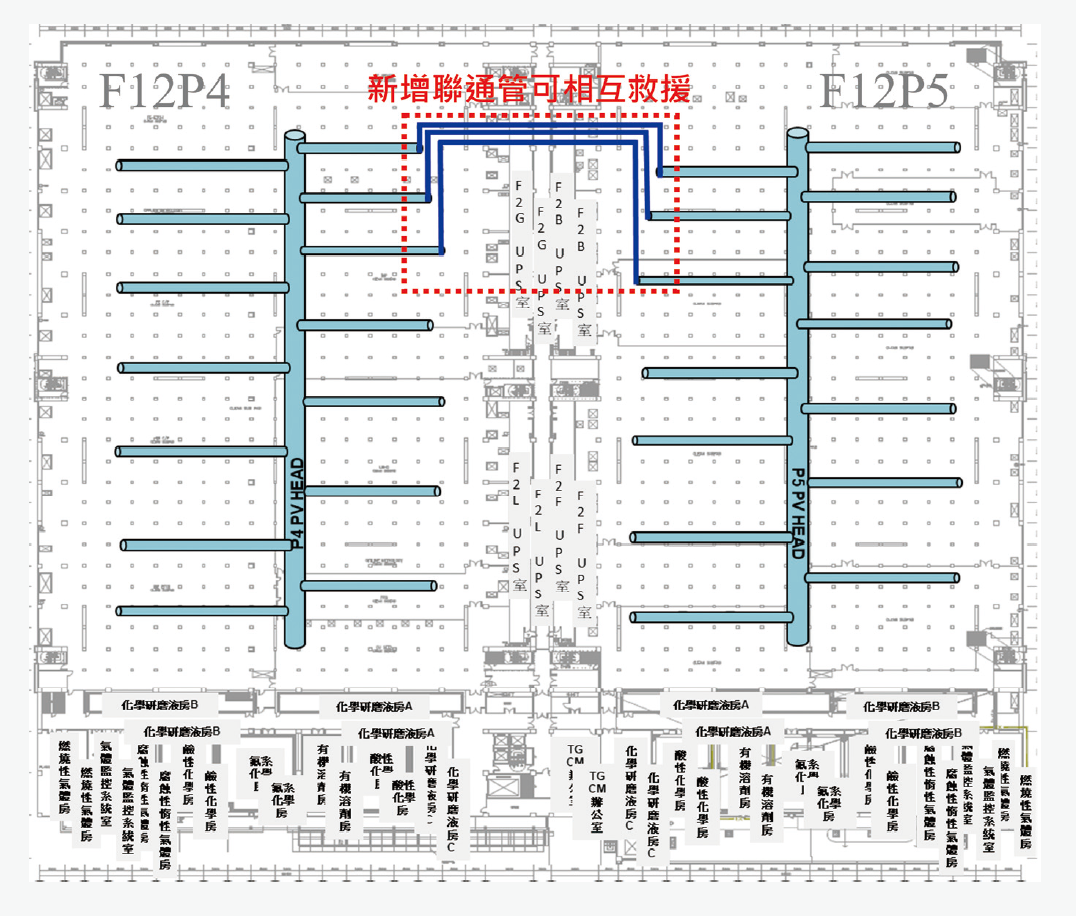
4.3 PV轉子卡死異常檢討
F12P4/5 APM期間P5上下半場轉場切換時,PV05、PV06兩台無法turn on,原因為PV位於系統管末,機台停機造成PV流量降低,管末PV形成空抽,致使轉子過溫卡死,緊急調料於夜間進行P4-P5 PV主管聯通Backup工程,管路連通後P4/P5 壓力相同-0.94bar,建議APM開始優先停止PV後續再配合進行AAS切換。(如圖22、圖23)。
圖22:PV05、PV06 位置圖
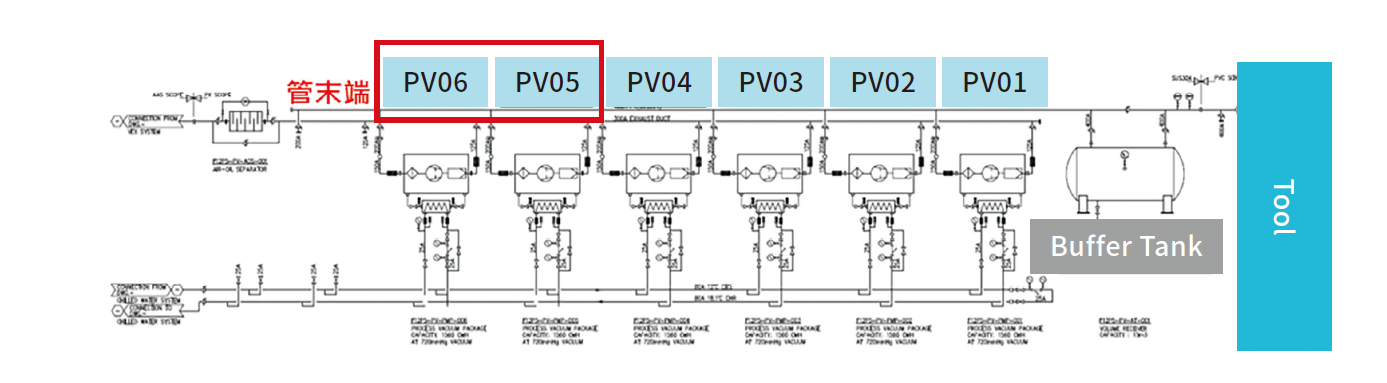
圖23:P4-P5 PV主管聯通Backup
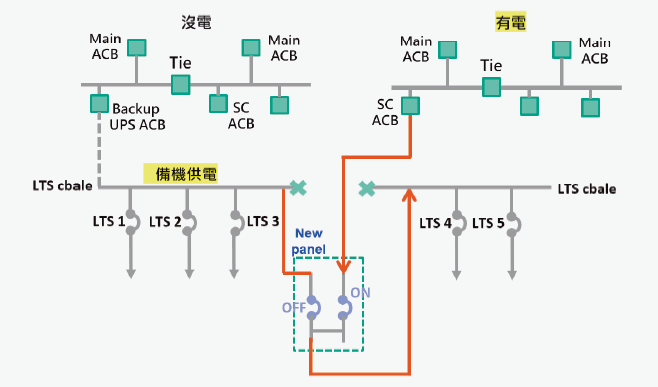
4.4 APM創新手法– Tool UPS利用LTS截斷分群
Tool UPS利用LTS截斷分群提供上/下半場電源以減少下游busway & SWB 對接線路共27迴,Type 1:LTS cable截斷分群互背(如圖24),依UPS容量上下半場互背(14個斷點);Type 2:LTS cable截斷分群,ACB供電(如圖25),由有電ACB供電(13個斷點)。
圖24:Type 1:LTS cable截斷分群互背
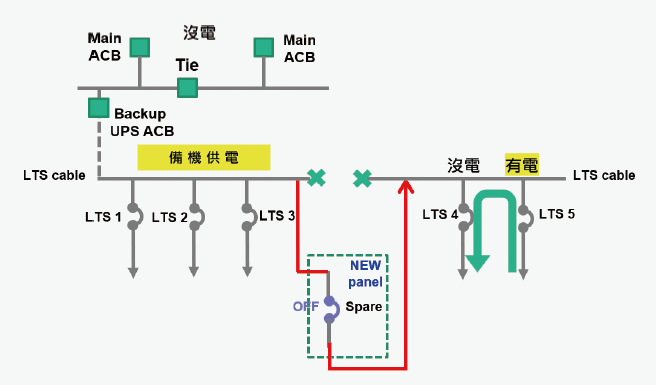
圖25:Type 2:LTS cable截斷分群,ACB供電
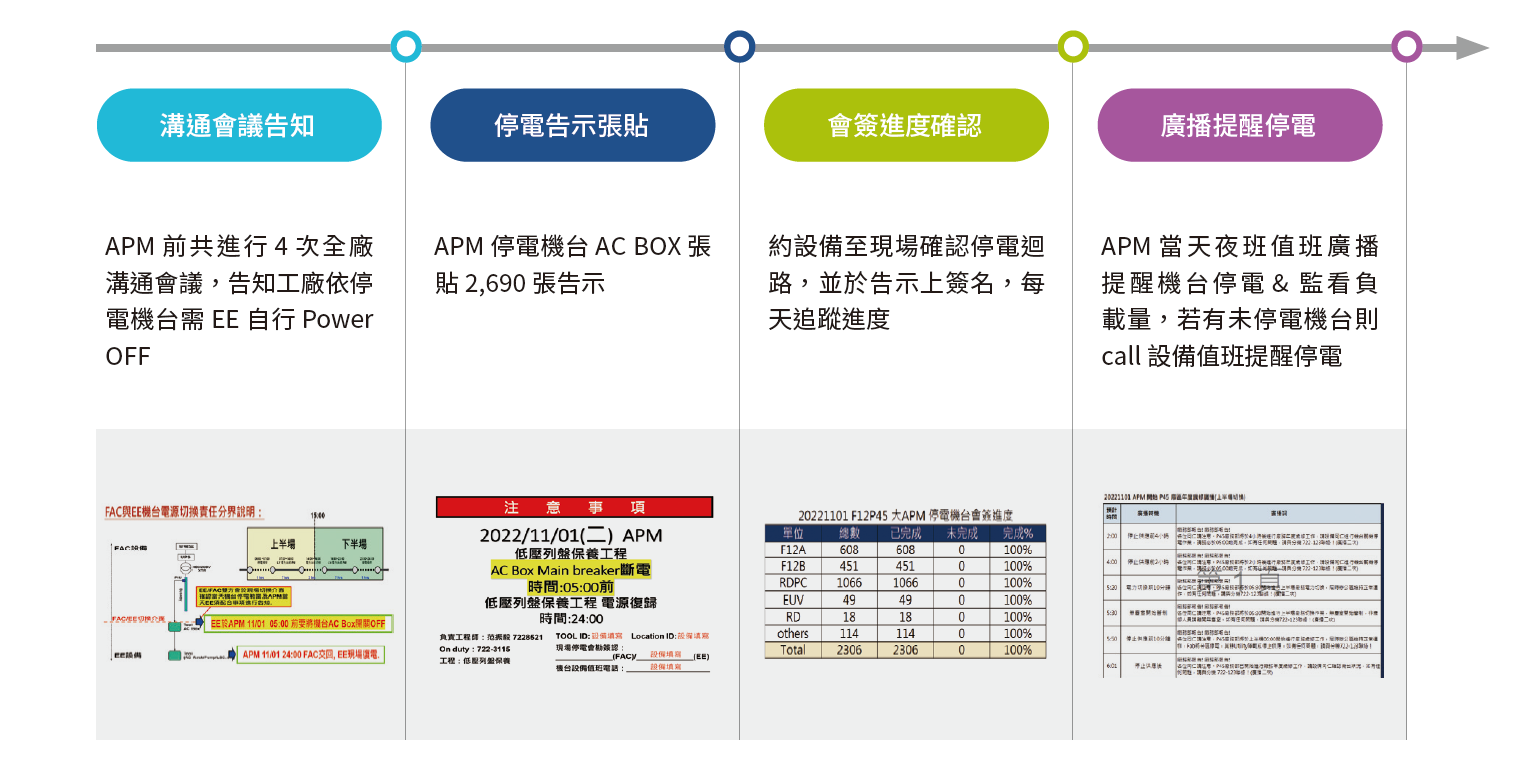
4.5 APM如何準時停電– Tool簽認、FAC預定排程圖26
圖26:APM如何準時停電
5.結論
依據FAC Power APM Ground Rule,F12P4/5首次執行三年一輪歲修模式,透過電力備援SCADA化及分組分工切換,於時間內順利完成全廠70%停電保養,成功完成74項計畫性PM任務,為工廠解決727風險點改善也將異常順利改善完成。這次F12P4/5大APM為tsmc 300mm廠區首次執行全廠停電電力設備保養,可發現廠區用電量於APM期間Tool停70%總用電量下降42%,此數據可供後續執行大APM廠區評估停電歲修對工廠生產的影響及機台回線的狀況,最後感謝APM team支援LV SWGR PM所需廠商的調度;竹科、中科廠區同仁在切換或保養上強力支援,讓此次APM順利完成。
參考文獻
- F-GEC-99-03-010,TSMC FAC POWER APM GROUND RULE O.I.,2022
- 用戶用電設備檢驗辦法(台灣電業法第32條第5項)
- 電力設備和系統驗收測試規範標準(美國國家標準學會-ANSI/NETA MTS-2019)
- ABB LV SWGR原廠設備保養手冊
- 南亞 LV SWGR原廠設備保養手冊
- 士林 LV SWGR原廠設備保養手冊
- 亞力 LV SWGR原廠設備保養手冊
留言(0)