摘要
Fab 15A 年度維修報告與變壓器去磁試驗經驗分享
Keywords / Tin-Whisker,GIS (Gas Insulator Switchgear)3,MTR (Main transformer)2,OLTC (On-Load Tap-Changer),HV SWGR (High Voltage Switchgear),C-GIS (Cubicle type Gas Insulated Switchgear)


F15A 依照廠務 APM 團隊所制定,於 2023 年 4 月 12 日進行 F15P34 大 APM 低壓變電站全停電保養,10 月 17 日 ~10月 20 日進行 F15P12 小 APM 25% 高壓電力設備保養。F15P34 低壓變電站全停電保養,APM 期間保留 35% 機台 Idle停止Run 貨,其餘機台停機。F15A 為產能滿載廠區(UT>100%),為維持 35% 機台電力備援,共增設 204 迴備援線路,張貼超過 5,000 張切換標示,APM 當天區分 18 組人力,執行切換操作共 4,149 次 (230 次 / 組 )。F15P34 大 APM 當日共動員 158 位工程師,622 位協力廠商,26hrs 內準時完成 61 項工作,包含 28 項Grade-A 及 33 項重要保養改善工作。 F15P12 小 APM 共執行 6 項作業,其中 4 項系統保養,另外 2 項 CIT 改善為高壓 CGIS Dual Relay 改善、高壓 CGIS PT 汰換改善,共 139 項高壓盤作業。
大APM 發現風險共 6 項,主要包含清除低壓盤高風險錫鬚、低壓Relay 訊號模組異常,低壓Relay 50-2 跳脫時間異常、 ACB 儲能馬達 / 彈簧斷裂 / 鎖頭蓋固定螺絲斷裂,已於 APM 當日改善完成杜絕風險。另外,機械、水處理、氣化系統亦利用此次維修,處理風管結晶腐蝕修繕、管路及閥件滲漏維修、橋式整流器修改等 28 項 Grade-A 改善工程,確保廠務系統供應可靠度與品質。小 APM 共發現 3 項重大系統問題,1 項當日改善 2 項持續追蹤,主變壓器 MTR#2 布式電驛漏油,為本體接縫 O-ring 老化所導致,當天已更換新品、P1 昇壓盤內電纜無支撐座、緊急電昇壓變壓器內 2 處絕緣礙子破損。
歲修復電變壓器投入時高激磁電流將產生壓降或可能觸發保護電驛動作,高激磁電流主要受➀可控制的剩磁、➁不可控制的投入角影響。藉由剩磁去磁可降低送電時壓降或保護電驛動作風險,去磁原理為經儀器將變壓器鐵芯加至磁飽和,輸出遞減且交替極性的電流,迭代後使變壓器鐵芯磁場方向由同一方向改成散亂此時剩磁較小,F15A 於 AP5 士林變壓器汰換專案與 F15P12 歲修時進行驗證,其中 16/20 顆具成效。
F15AP3/4 has carried out an overall power outage large-scale APM on April 12, 2023, and F15P1/2 has carried out 25% high-voltage power equipment small-scale maintenance from Oct. 17 to Oct. 20. During the APM, F15P3/4 low-voltage substations were fully powered off for maintenance. 35% of tools kept idle and stop running, and the remaining tools kept shutdown. F15A is a fab with a fully loaded production capacity (UT>100%). 204 backup circuits were added, and more than 5,000 switching signs were posted to maintain power backup for 35% of tools. APM manpower were divided into 18 groups and performed 4,149 times switching operations. (230 times/group).
There were 158 engineers and 622 vendors completed 61 tasks on time within 26 hours during the F15P3/4 APM, including 28 Grade-A and 33 improvement tasks. The small-scale APM of F15P1/2 performed 6 tasks, including 4 system maintenance and 2 CIT improvements. The CIT improvements involved high-voltage CGIS dual relay improvement and high-voltage CGIS PT replacement, and there were 139 high-pressure panel operations in total.
The large-scale APM found 6 risks, mainly including the removal of high-risk tin whiskers from the low-voltage panel, the malfunction of the low-voltage relay signal module, the abnormal 50-2 trip time of the low-voltage relay, the ACB energy storage motor, spring breakage, and the fixing screw breakage on lock covers. All the improvements were completed on the APM day. In addition, the mechanical, water treatment, and gas and chemical systems also carried out 28 Grade-A improvements this time, such as crystal corrosion repairs for air ducts, pipeline and valve leakage repairs, and bridge rectifier modifications to ensure the supply reliability and quality of Facility systems.
The small-scale APM discovered 3 major system problems. 1 item was improved on the same day, and the other 2 items will be kept tracking. The main transformer MTR#2 Buchholz relay leaked oil, which was caused by the aging O-ring on the seams of the transformer, and it was replaced with a new one. The other problems were that the cable in the P1 transformer panel had no supported base, and two damaged insulators were in the emergency power transformer.
When the transformer was powered on, the inrush current may produce a voltage drop or trigger the operation of the protective relay. The inrush current was mainly affected by controllable remanence and uncontrollable input angles. Demagnetization by remanence could reduce the risk of voltage drop during power transmission or the operation of protection relay. The principle of demagnetization is to use an instrument to magnetically saturate the core of transformers and output a decreasing and alternating polarity current. After iteration, the magnetic field direction of the transformer core was changed to be scattered directions, and the remanence is smaller. Overall, F15A verified the above theories during the AP5 Shihlin transformer replacement project and F15P1/2 maintenance, and sixteen-twentieths of transformers were effective.
1.前言
F15A 為台積公司於中科園區建立的第一座超大晶圓廠 (Giga Fab),主要製程為 28 及 22 奈 米;F15A 廠包括 F15P12 及 F15P34 兩座生產廠房,於 2010 年建廠至今運轉已屆 13 年,期間已進行過 8 次歲修,3 次不影響機台保養高壓系統及 CIT 體質強化 Due Relay 建置,5 次少部分低壓盤停電保養 ACB 開關、Relay 測試及低壓盤 Fast Auto Tie 建置,於低壓盤停電歲修工廠及廠務具有實戰經驗。
本次為 F15A 首次低壓盤全停電歲修,規劃時至第一個施作大歲修廠區 F12P45 觀摩取經,及 2022 年有 17 次停半套低壓盤停電清除錫鬚經驗,因此與工廠有一定程度的合作默契,F15A 為產能滿載廠區 (UT>100%),共增設 204迴備援線路已維持 35% 機台電力,使 Move Impact 縮短至 2.5 Days。
F15P34 為南亞低壓盤,銅排上鍍錫存在錫鬚風險,台積南亞低壓盤因錫鬚問題已造成 13 次事故,本次大歲修主要目標為南亞低壓盤錫鬚全數清除,並將此次的經驗紀錄及應用於 2024 年 F15P12 的大歲修。
2.歲修計畫
F15P34 & AP5 規劃與 F15P12 相同,選用三年一輪 (2小 1 大 ) 模式進行歲修規劃,本次 2023 年表定 4/12 為 F15P34 大歲修,10/16~20 為 F15P12 小歲修。F15P34所有低壓變電站停電保養,APM 期間保留 35% 機台 Idle停止 Run 貨,其餘機台停機。F15P12 保養高壓系統無影響設備。
2.1 APM 歲修範圍
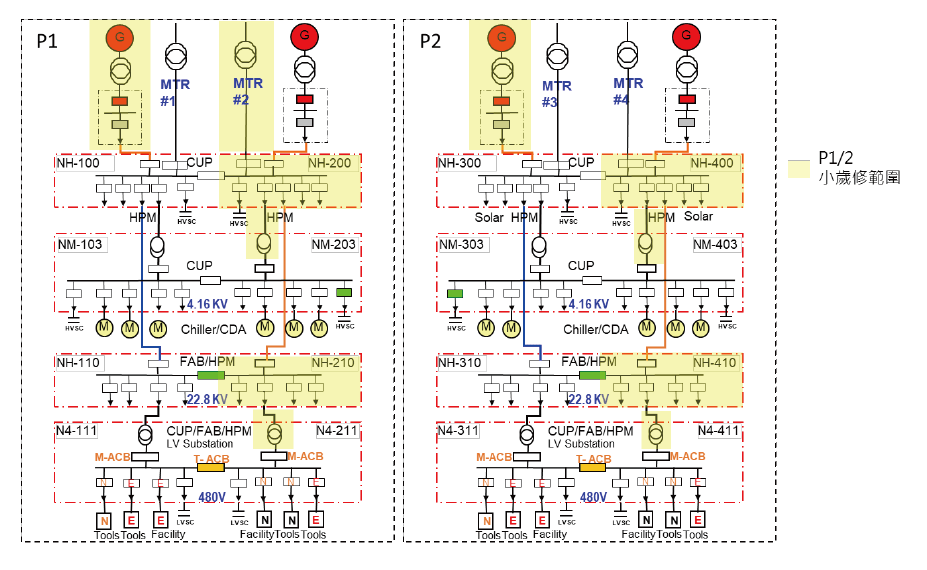
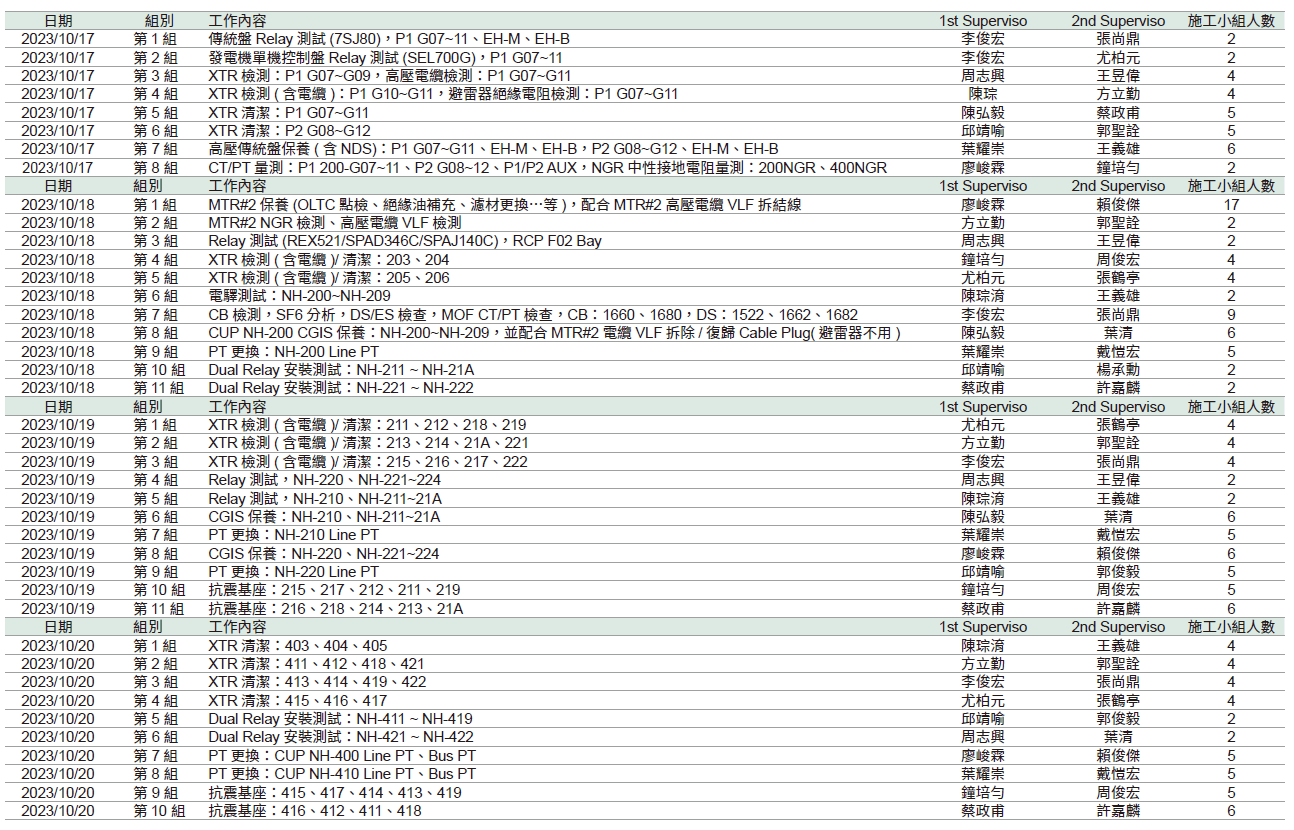
F15P34 Y2023 大 APM,依據 APM PM O.I. 進行低壓盤與中壓盤保養,範圍為全部 25 套低壓盤及 4 套中壓盤清潔保養,如圖1所示。F15P12 為 25% 高壓電力設備保養,如圖2所示。
圖1:F15P34 歲修範圍
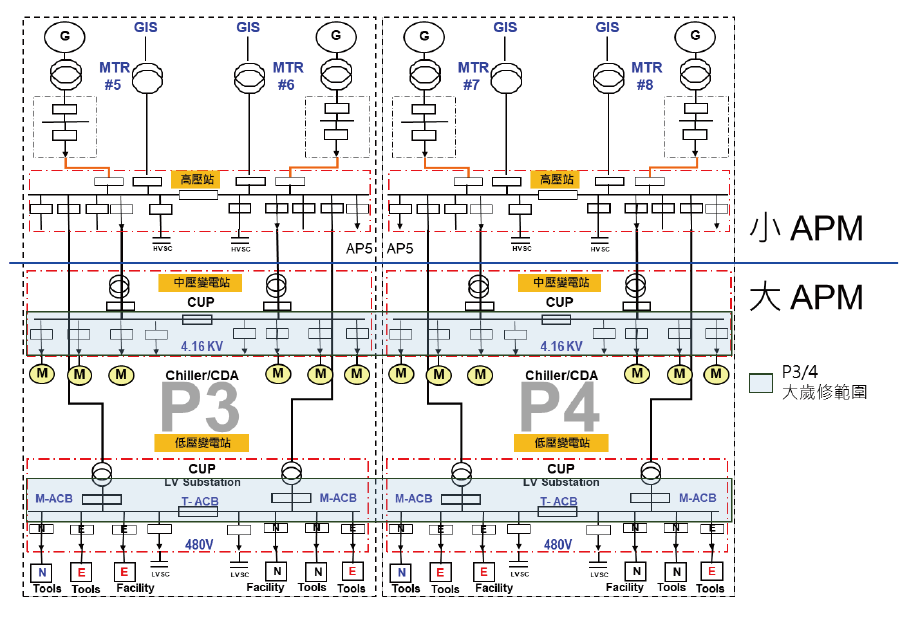
圖2:F15P12 歲修範圍
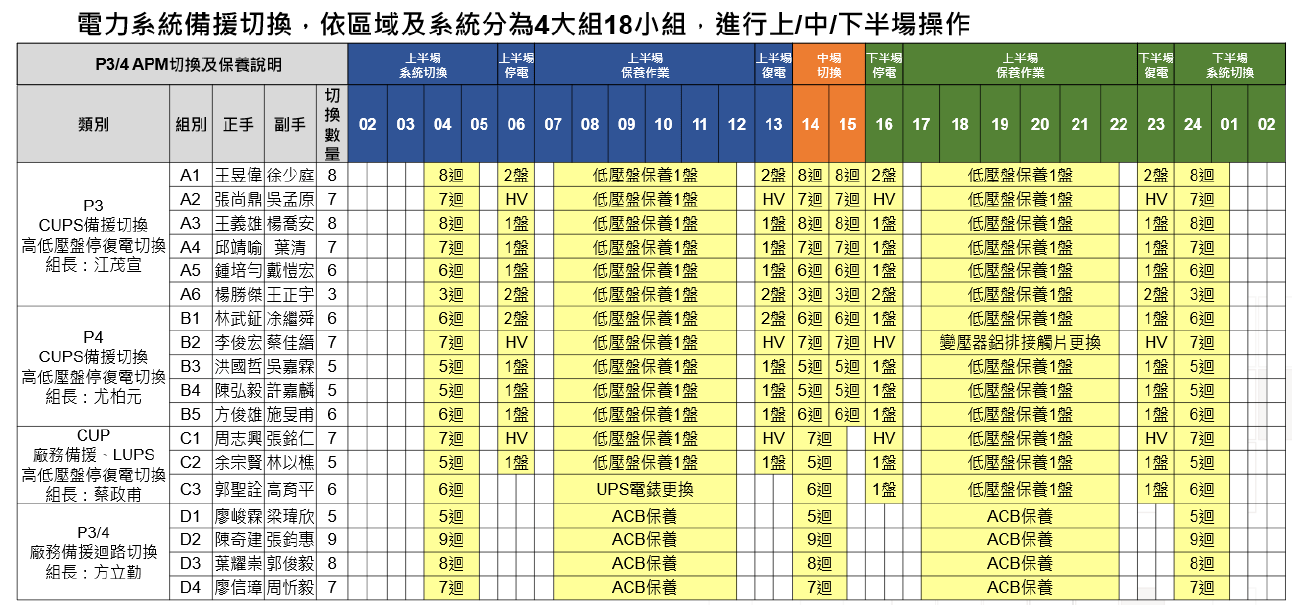
25 套低壓盤分上下半場群組供電及保養,以供應各系統依最低運轉需求數量及配合電力備援切換。為避免單日施工項目過多而影響整體保養時程,本次中壓站於大 APM 前平日保養完成。
2.2 APM 人員組織架構圖
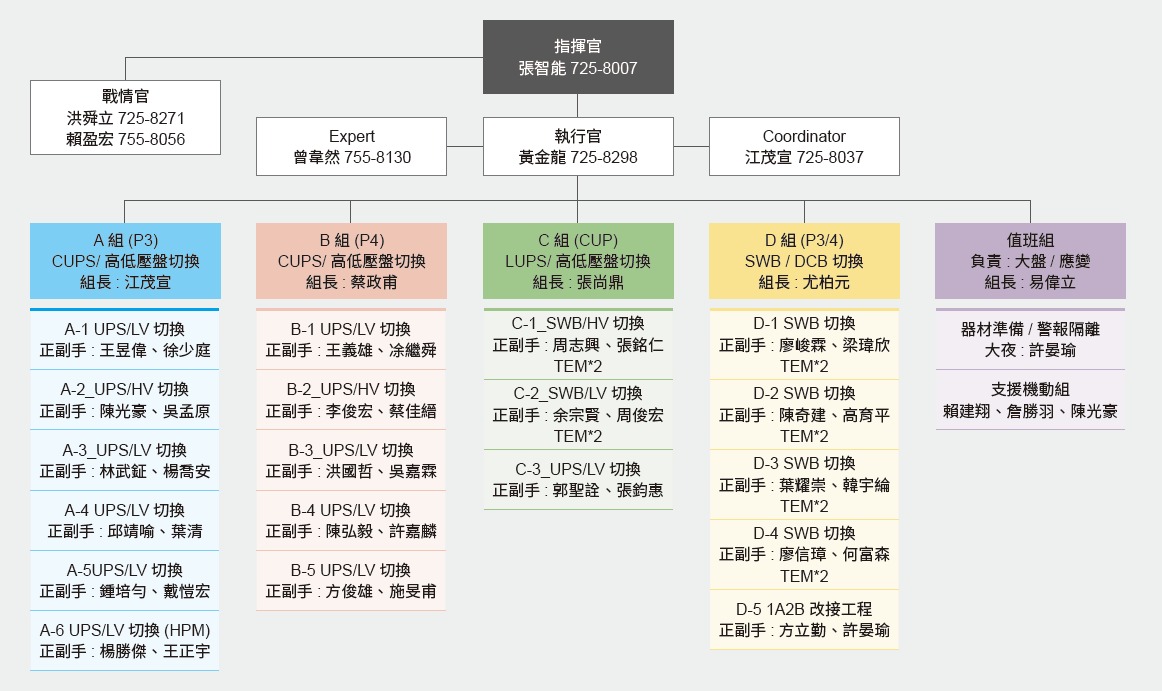
F15P34 電力 APM 切換人員組織分成五組共 50 人。值班組:負責 SCADA/ 廣播 / 戰報,並將現場狀況彙整給電力組長與總指揮;其餘 4 組依區域 & 系統:P3 / P4 / CUP UPS 及高低壓盤、廠務備援切換,如圖3所示。
圖3:F15P34 歲修切換人員組織圖
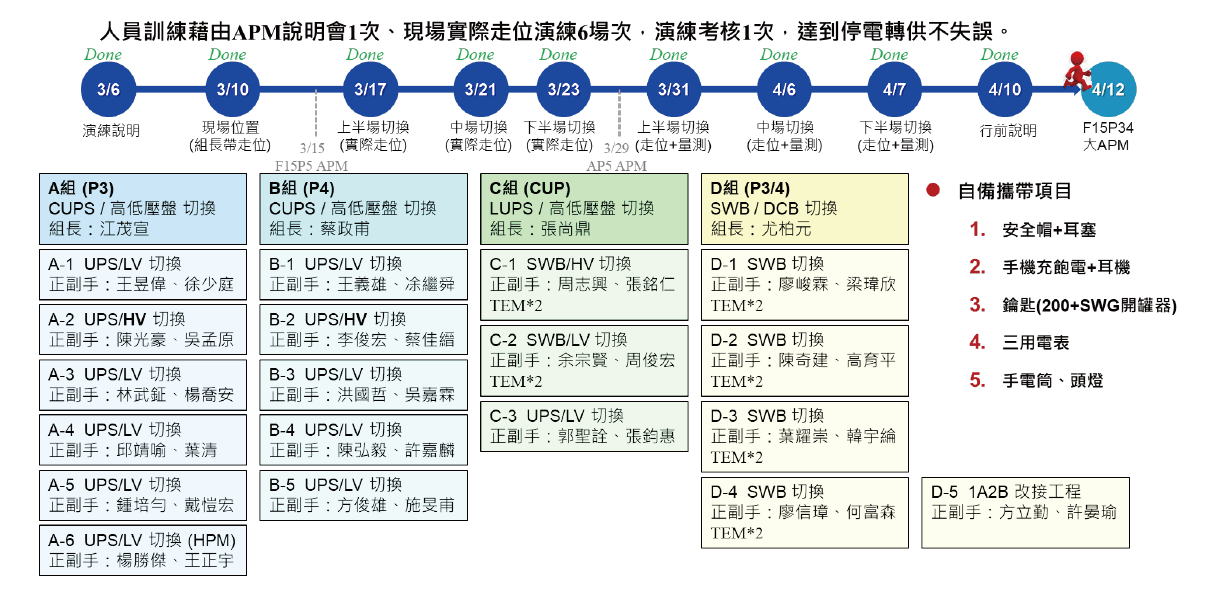
安排 9 場教育訓練及現場實際走位,如圖4所示,使操作切換人員熟悉當日順序及位置,並記錄時間微調優化操作順序。
圖4:F15P34 大歲修切換人員訓練
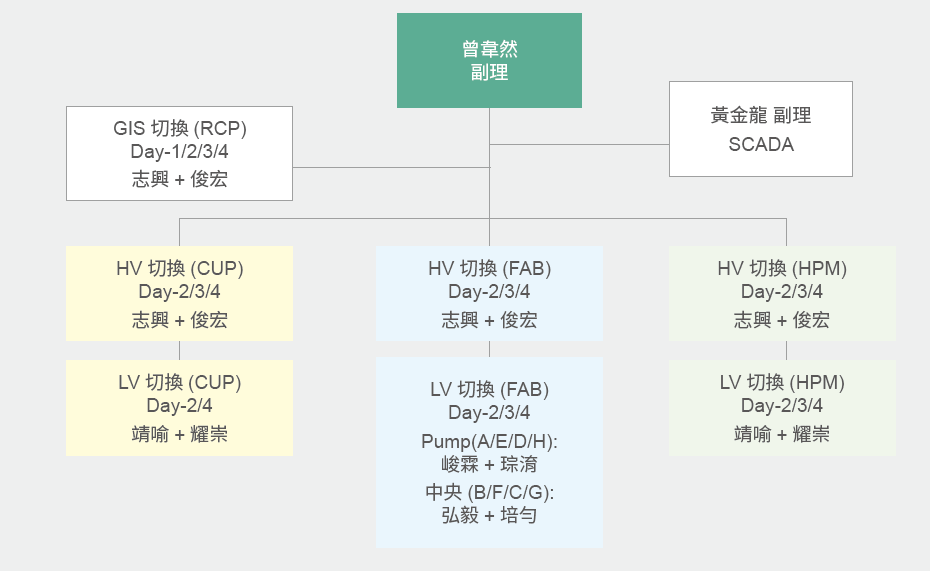
F15P12 分為 4 天施工切換人員組織分成 4 組共 10 人,分成SCADA、GIS 切換、HV 切換、LV 切換,如圖5所示。
圖5:F15P12 歲修切換人員組織圖
2.3 APM Utility 供應狀態表
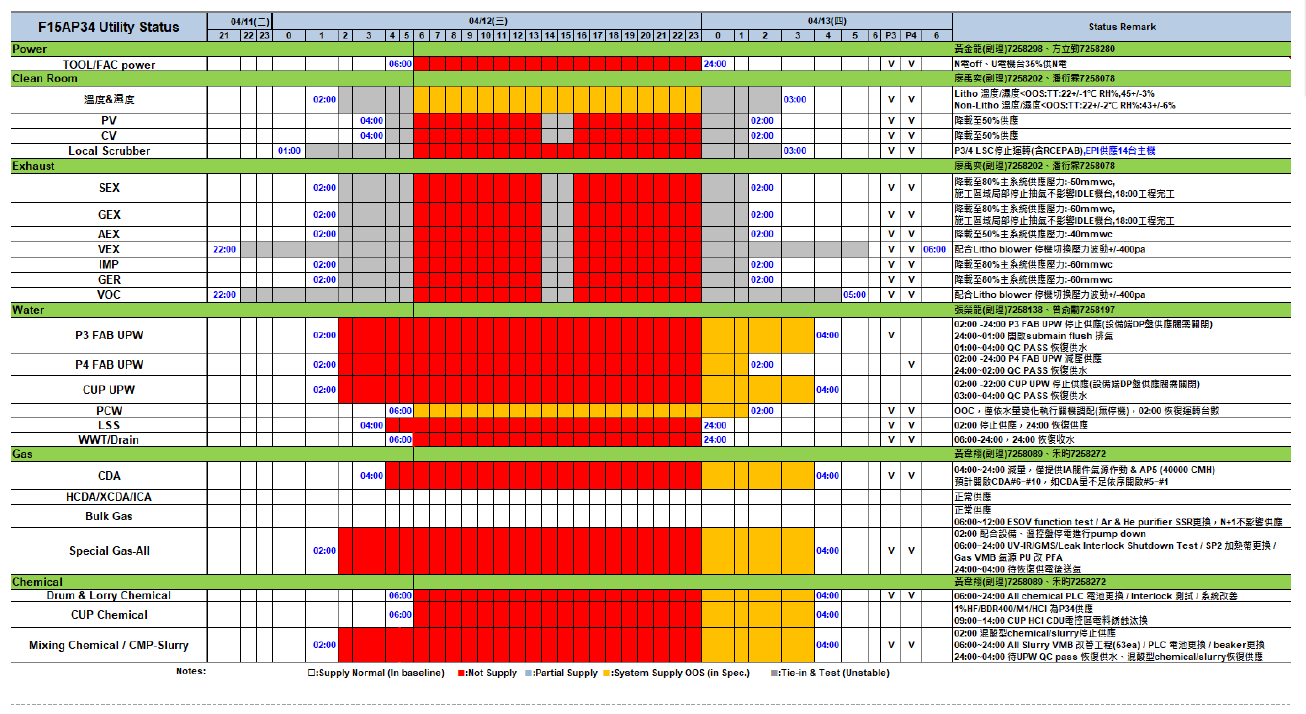
F15P34 大歲修在廠務各系統受停電影響下提供工廠 Utility狀態表,如表1所示,以及歲修當日每個系統 Utility 供應時程,如圖6所示,F15A 為產能滿載廠區 (UT>100%),為維持 35% 機台電力備援,共增設 204 迴備援線路,張貼超過 5,000 張切換標示;APM 當天區分 18 組人力,執行切換操作共 4,149 次 (230 次 / 組 ),如表2所示。
| FAC | System | 供應狀態 |
|---|---|---|
| 電力 | TOOL/FAC power | 35% 機台電力備援 |
| 機械 | 溫度 & 濕度 | Litho 溫度 / 濕度 <OOS:TT:22+/-1CRH%, 45+/-3% Non-Litho 溫度 / 濕度 <OOS:TT:22+/-2°C RH%:43+/-6% |
| PV | 降載至 50% 供應 | |
| CV | 降載至 50% 供應 | |
| Local Scrubber | P3/4 LSC 停止運轉 (含 RCEPAB),EPI 供應 14 台主機 | |
| SEX | 降載至 80% 主系統供應壓力 :-50mmwc, 施工區域局部停止抽氣不影響 IDLE 機台,18:00 工程完工 |
|
| GEX | 降載至 80% 主系統供應壓力 :-60mmwc, 施工區域局部停止抽氣不影響 IDLE 機台,18:00 工程完工 |
|
| AEX | 降載至 50% 主系統供應壓力 :-40mmwc | |
| VEX | 配合 Litho blower 停機切換壓力波動 +/-400pa | |
| IMP | 降載至 80% 主系統供應壓力 :-60mmwc | |
| GER | 降載至 80% 主系統供應壓力 :-60mmwc | |
| VOC | 配合 Litho blower 停機切換壓力波動 +/-400pa | |
| 水 | P3 FAB UPW | 02:00 - 24:00 P3 FAB UPW 停止供應 (設備端 DP 盤供應閥需關閉) |
| P4 FAB UPW | 02:00 - 24:00 P4 FAB UPW 減壓供應 | |
| CUP UPW | 02:00 - 22:00 CUP UPW 停止供應 (設備端 DP 盤供應閥需關閉) | |
| PCW | OOC,僅依水量變化執行關機調配 (無停機),02:00 恢復運轉台數 | |
| LSS | 02:00 停止供應,24:00 恢復供應 | |
| WWT/Drain | 06:00 - 24:00,24:00 恢復收水 | |
| 氣化 | CDA | 04:00~24:00 減量,僅提供 IA 閥件氣源作動 & AP5 (40000 CMH) 預計開啟 CDA#6~#10,如 CDA 量不足依序開啟 #5~#1 |
| HCDA/XCDA/ICA | 正常供應 | |
| Bulk Gas | 正常供應 06:00~12:00 ESOV function test / Ar & He purifier SSR 更換,N+1 不影響供應 |
|
| Special Gas-All | 02:00 配合設備、溫控盤停電進行 pump down 06:00~24:00 UV-IR/GMS/Leak Interlock Shutdown Test/SP2 加熱帶更換 Gas VMB 氣源 PU 改 PFA 24:00~04:00 待恢復供電後送氣 |
|
| Drum & Lorry Chemical | 06:00~24:00 All chemical PLC 電池更換 /Interlock 測試 / 系統改善 | |
| CUP Chemical | 1%HF/BDR400/M1/HCI 為 P34 供應 09:00~14:00 CUP HCI CDU 電控區電料銹蝕汰換 |
|
| Mixing Chemical / CMP-Slurry |
02:00 混酸型 chemical/slurry 停止供應 06:00~24:00 All Slurry VMB 改管工程 (53ea)/PLC 電池更換 /beaker 更換 |
圖6:F15P34 APM Utility Supply Schedule
| 備援 | ITEM |
增設備援線路 ( 迴線 ) |
備援數 |
切換數 ( 台,顆 ) |
D-1 切 換數 |
上 - 停 電切換 |
中 - 轉場 切換 |
下 - 復電 切換 |
sub-total (D day CB 切換次數 ) |
remark |
|---|---|---|---|---|---|---|---|---|---|---|
| 設備備援 | C-UPS (for Tool) | 143 | 170 | 170 | 1231 | 194 | 390 | 1427 | 2,011 | 170 台 UPS 轉至市電供電,68 群切換供載 |
| CCD | 2 | - | 4 | - | 18 | 36 | 18 | 72 | 共 4 台 UPS 進行切換,達成 U+N 不斷電供應 | |
| EBO | - | - | 6 | - | 27 | 54 | 27 | 108 | 共 6 台 UPS 進行切換,達成 U+N 不斷電供應 | |
| ACB | - | - | 647 | - | 312 | 647 | 335 | 1,294 | 25 套盤,647 顆 ACB | |
| C-GIS | - | - | 50 | - | 112 | 224 | 112 | 448 | 25 套盤上游 CGIS | |
| 廠務備援 | SWB | 59 | 59 | 59 | 44 | 42 | 86 | 44 | 216 |
MAU、Exhaust、PCW、UPW、 PV、CV、 GC 控制電和加熱帶、 Purifier、消防 ATS、照明 ... |
| sub-total | 204 | 229 | 936 | 1,275 | 705 | 1,437 | 1,963 | 4,149 | - | |
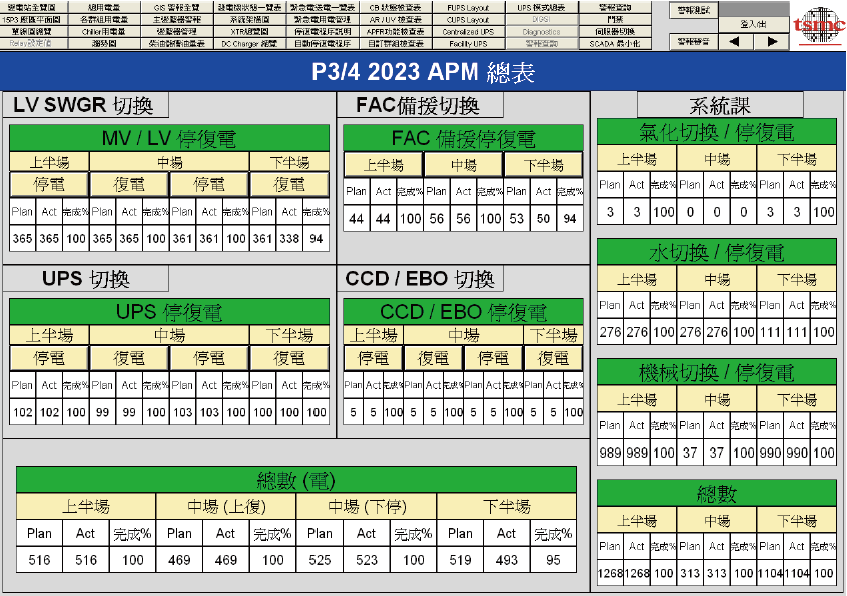
因電力切換操作迴路多且需配合負載量做切換,SCADA以燈號視覺化呈現負載狀態,如圖7所示,各迴路切換依預設開關狀態與實際狀態自動檢查,如圖8所示,都亮綠燈代表切換完成,已完成切換迴路 SCADA 管控大表自動加總呈現目前整體完成進度,如圖9所示。
圖7:F15P34 SCADA 燈號顯示負載狀態

圖8:F15P34 SCADA 燈號顯示開關狀態

圖9:F15P34 SCADA 迴路切換統計表
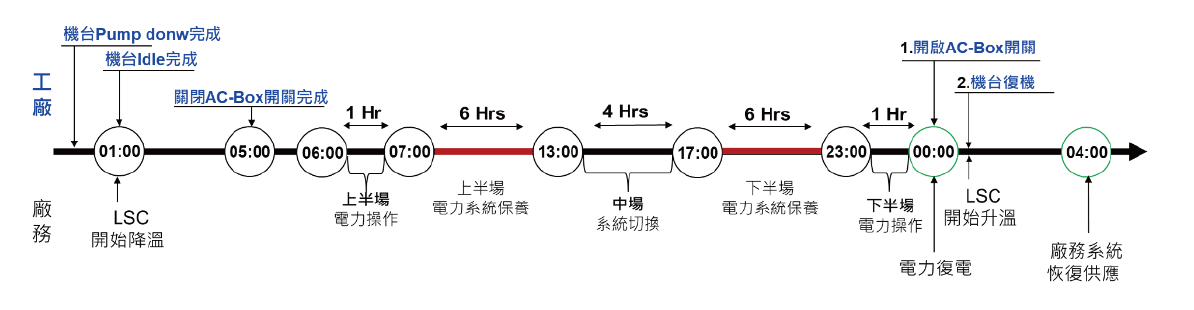
停電機台統一於 01:00 完成 Idle Pump Down 特氣完成,LSC 開始降溫,05:00 完成 AC-Box 開關關閉;於 00:00復電開啟 AC-Box,LSC 開始升溫,04:00 廠務系統恢復供應,如圖10所示。
圖10:F15P34 大歲修停電機台切換時間
2.4 APM 保養維護工程總表
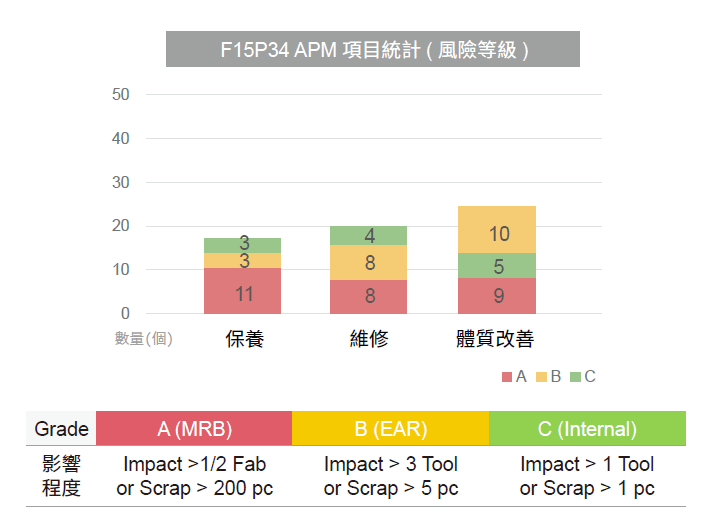
F15P34 本次 APM 工程分三大類:保養 *17、維修 *20、體質改善 *24,如圖11所示。電力課主要工項為南亞低壓盤盤體及錫鬚清潔、ACB 開關保養、保護電驛測試;機械課主要工項為風管腐蝕修繕、粉塵堵塞清潔修繕、Chiller SCADA PLC 電池 / 電容模組更換;水課主要工項為廢水系統主排水管漏水管路維修;氣化課主要工項為 CDU 橋式整流器修改,CDU 已滲漏特製管路汰換配置,如表3所示。
圖11:F15P34 APM 工作項目風險等級
| 分類 | 系統 | Grade-A 主要工項 | 數量 | 風險改善成果 |
|---|---|---|---|---|
| 保養 | 電 | 南亞低壓盤盤體及錫鬚清潔、ACB 開關保養、保護電驛測試 | 647 | 南亞低壓盤錫全數清除完成,杜絕異常事故風險 確認 CB 開關操作機構及保護電驛功能正常 |
| 機 | Chiller SCADA PLC 電池 / 電容模組更換 | 14 | 預防性更換,降低系統運轉風險 | |
| 水 | 依 OI 進行儀表校正 | 25 | 確認供應水溫度、壓力合乎規範 | |
| 氣化 | P34 CDS control net 品質量測 ( 終端電阻更換、ICP 電壓量測 ) | 2 | 確認 CDS Control Net 品質正常 | |
| 維修 | 電 | 模鑄式變壓器相鋁排接觸片更換 | 2 | 運轉溫度改善 55%(132° C 降至 60° C) |
| 機 | 風管腐蝕修繕 | 3 | 更換風管及成形墊片,根除滲漏風險 | |
| 機 | 風管粉塵堵塞清潔修繕 | 1 | 清潔風管及安裝集塵桶,根除堵塞風險 | |
| 水 | 廢水系統管路維修 | 5 | 修復無塵室製程主排水管漏水問題,降低停線風險 | |
| 氣化 | P34 CDS CDU 橋式整流器修改 | 46 | 他廠 LSL,CIT 專案要求設計修改,CDU 全數完成 | |
| 體質改善 | 機 | GEX 系統擴充 | 1 | 預留擴充路徑,避免後續擴充影響機台產能 |
| 氣化 | P34CDU 已滲漏特製管路汰換配置 | 7 | P34 CDU 供應路徑滲漏,客製管路汰換完成 | |
| 氣化 | P34 CDS VMB 高作動閥件更換 | 20 | VMB 高作動閥件,已更換完畢 | |
| 氣化 | P34 CDS Master PLC Redundance Module 預防性更換 | 2 | Master PLC RM 模組 Aged parts 更換完成 | |
| 氣化 | P3 H2SO4 Lorry Tank Exhaust 管路法蘭更換 | 1 | Exhaust 管路法蘭滲漏,已修繕完成 | |
| 氣化 | P34 CDS 滲漏管路洩壓重鎖 | 47 | 滲漏管路洩壓重鎖完畢 | |
| 儀 | DCS power supply 更換 | 48 | 已達 10 年使用年限,將逐盤更換 |
| No. | 項目 | 保養 週期 | 類別 | 總數量 | 單位 | 過去 已完成 | Y2023 APM | ||
|---|---|---|---|---|---|---|---|---|---|
| 預定 完成 | 實際 完成 | 完成 比例 | |||||||
| E01 | 161kV GIS 維護保養 | 6 年 | PM | 7 | Bay | 2 | 2 | 2 | 100% |
| E02 | 22.8kV 油浸式主變壓器維護保養 | 6 年 | PM | 4 | 台 | 1 | 1 | 1 | 100% |
| E03 | 22.8kV CGIS 維護保養 | 6 年 | PM | 96 | 盤 | 24 | 24 | 24 | 100% |
| E04-1 | 高低壓電氣設備保養 : 保護電驛測試 | 6 年 | PM | 212 | 盤 | 54 | 52 | 52 | 100% |
| E04-2 | 高低壓電氣設備保養 : 模鑄式變壓器檢測 | 6 年 | PM | 60 | 盤 | 16 | 14 | 14 | 100% |
| E04-3 | 高低壓電氣設備保養 : 緊急電高壓盤檢測 | 3 年 | PM | 34 | 盤 | 17 | 17 | 17 | 100% |
| E05 | HV SWGR Dual Relay 安裝測試 | - | CIT | 80 | 盤 | 57 | 23 | 23 | 100% |
| E06 | HV SWGR PT 汰換為 Fused PT | - | CIT | 24 | 盤 | 14 | 6 | 6 | 100% |
| 139 | |||||||||
2.5 APM 作業時程
F15P34 依 照 APM 規 範,4 月 12 日 02:00~ 隔 日 04:00 ALL 廠務系統復歸,共歷時 26 小時,上半場停電操作 06:00~07:00(1Hr);上半場保養時間 07:00~13:00(6Hr),中 間 系 統 切 換 13:00~17:00(4Hr);下 半 場 保 養 時 間 17:00~23:00(6Hr);電力系統復歸時間 23:00~00:00(1Hr),如圖12所示。
圖12:F15P34 APM 切換 & 作業時程

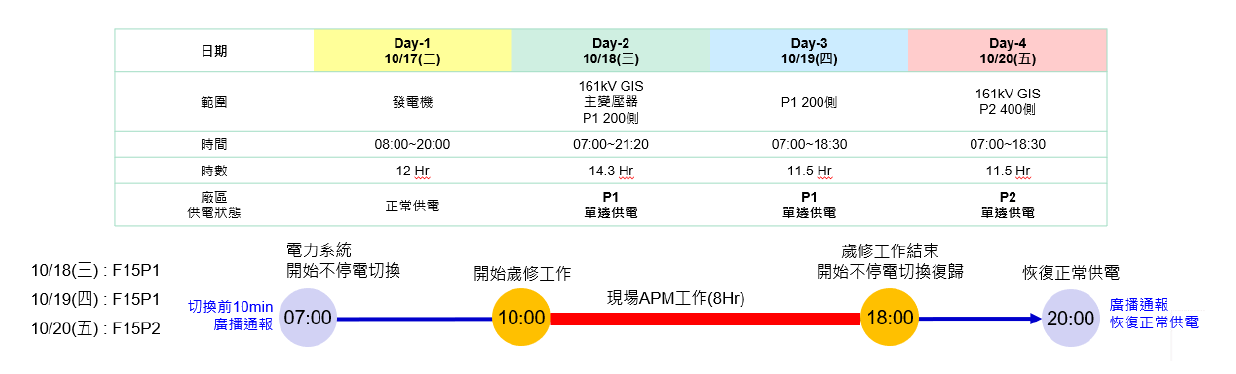
F15P12 施作 4 天每日 7:00 開始不停電切換, 10:00~18:00(8Hr) 保養工程,20:00 切換復歸正常供電,如圖13所示。
圖13:F15P12 APM 切換 & 作業時程
2.6 APM 人員管控表
F15P34 APM 參加電力人員共 318 人 ( 工程師共 50 人,廠商 268 人 ),如圖14所示,依變電站劃分工程師負責區域,並於各變電站門口張貼該變電站施作工項,確保工程師及廠商明確了解執行 PM 項目及時間。
圖14:F15P34 APM 人員與工項配置表
F15P12 APM 參加電力人員共 197 人 ( 工程師共 22 人,廠商 175 人 ),如圖15所示。
圖15:F15P12 APM 人力與工項配置表
2.7 APM 安全宣導
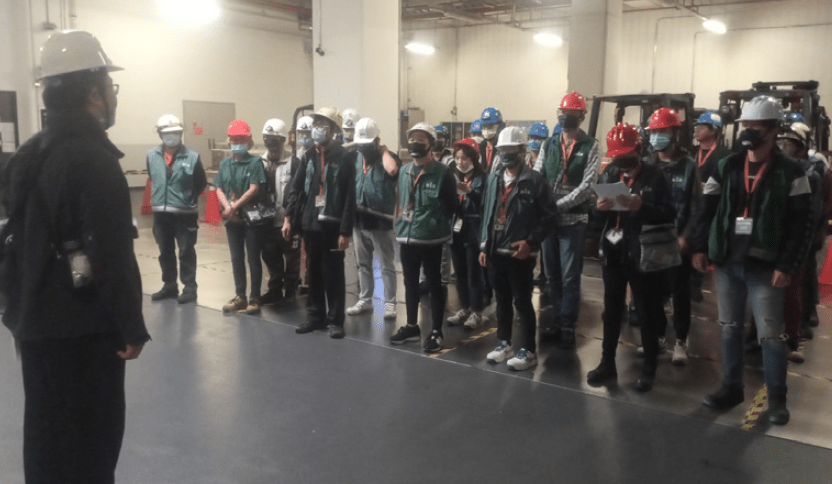
APM 工具箱會議於 CUP 外圍管橋下方及 P3/4 碼頭舉行,第一次現場由 TSMC 工程師進行點名與安全宣導,現場由廠商負責人進行二次宣導,如圖16所示。
圖16:APM 工具箱會議重點宣導
3.執行成果
F15P34 大 APM TCFACD 動員 158 位工程師 622 位協力廠商,26 小時內準時成功完成 61 項計畫性 PM & T/S 任務,本次為提供 35% 重要機台不停電與廠務 1A2B 電力架構改善,共增設與改接 204 迴線路;APM 當天區分 18 組人力執行切換操作共 4,149 次 (230 次 / 組 ),為工廠解決 871 風險點改善。
F15P12 10/17-10/20 執行 6 作業項目全數 100% 完成,包含4 項保養25% 高壓系統 & 2 項系統改善Dual relay 安裝、 Fused PT 汰換。
3.1 APM 工程進度管控表
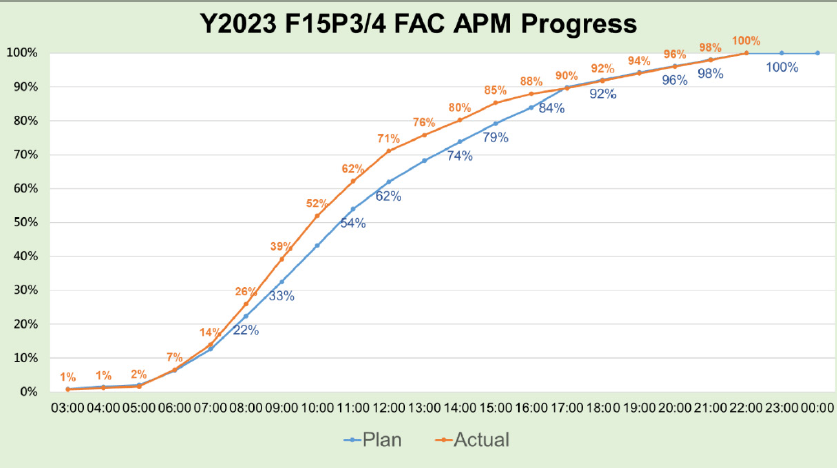
F15P34 APM 電力上下半場系統切換提前完成,整體工程進度超前,提前 22:00 結束,完成此次APM 任務,如圖17所示。
圖17:F15P34 歲修工程進度管控圖
3.2 APM FAC Utility 品質回線大盤表
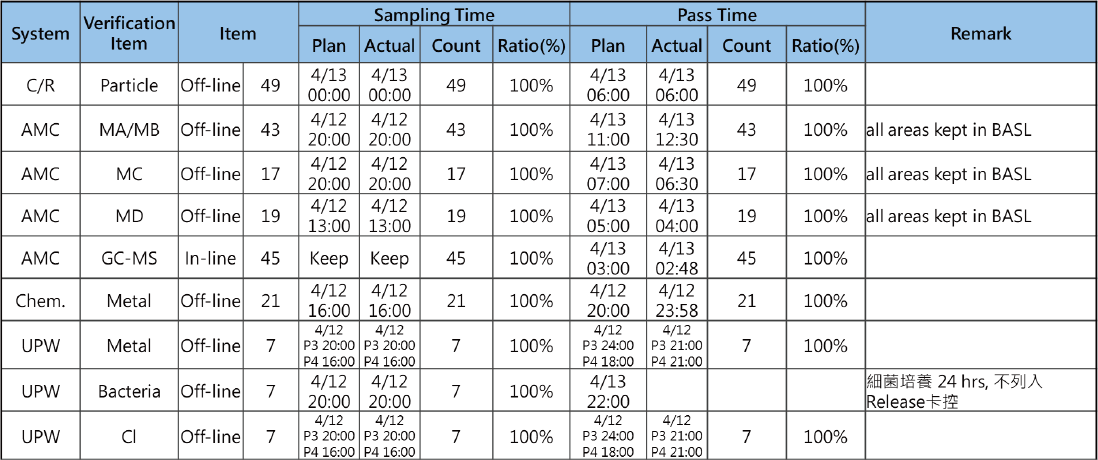
F15P34 大 歲 修 LV SWGR 停 電 PM 共 25 套 盤,04/12 06:00 ~ 04/12 22:00 提 前 交 回,In-line Quality Data by TCFACD:8 Systems, 306 Items / Off-line Quality Data by CHAD/OQOE:4 Systems, 215 Items,FAC Inline Data & CHAD Offline Data 皆於計畫內時間 within Baseline,如圖18與圖19所示。
圖18:F15P34 APM In-line Quality by TCFACD
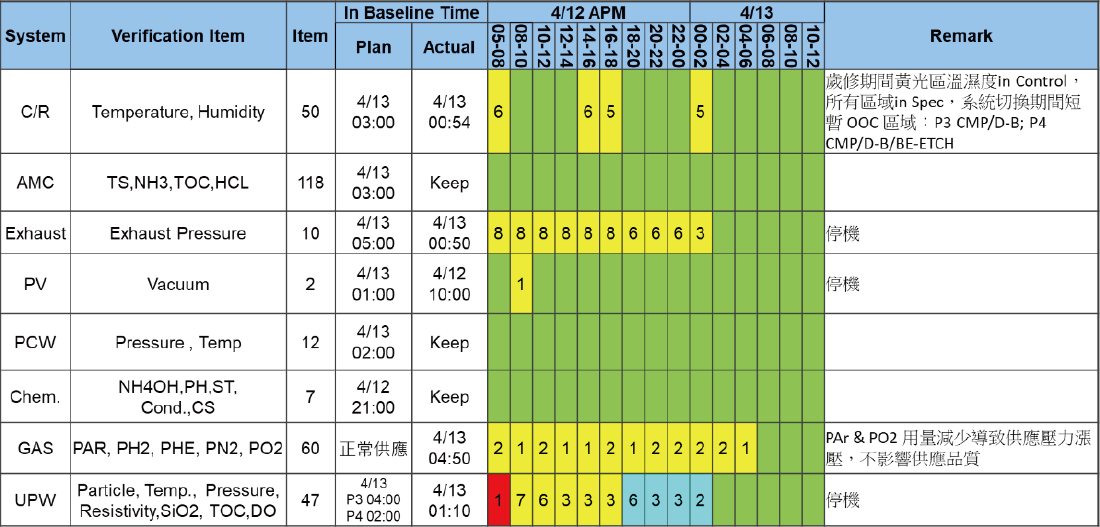
圖19:F15P34 APM Off-line by OQEE/CHAD
3.3 APM 歲修保養項目完成統計表
F15P34 於 2023/04/12 進行全廠大 APM,執行 65% 全廠停電電力設備保養,22 小時內準時成功完成 61 項計畫性任務,為工廠解決 871 風險點改善,如表5所示。保養發現異常共 8 件,如表6所示,皆改善完成。
| 分類 | 系統 | Grade-A 主要工項 | 數量 | 風險改善成果 |
|---|---|---|---|---|
| 保養 | 電 | 南亞低壓盤盤體及錫鬚清潔、ACB 開關保養、保護電驛測試 | 647 | 南亞低壓盤錫全數清除完成,杜絕異常事故風險 確認 CB 開關操作機構及保護電驛功能正常 |
| 機 | Chiller SCADA PLC 電池 / 電容模組更換 | 14 | 預防性更換,降低系統運轉風險 | |
| 水 | 依 OI 進行儀表校正 | 25 | 確認供應水溫度、壓力合乎規範 | |
| 氣化 | P34 CDS control net 品質量測 ( 終端電阻更換、ICP 電壓量測 ) | 2 | 確認 CDS Control Net 品質正常 | |
| 維修 | 電 | 模鑄式變壓器相鋁排接觸片更換 | 2 | 運轉溫度改善 55%(132° C 降至 60° C) |
| 機 | 風管腐蝕修繕 | 3 | 更換風管及成形墊片,根除滲漏風險 | |
| 機 | 風管粉塵堵塞清潔修繕 | 1 | 清潔風管及安裝集塵桶,根除堵塞風險 | |
| 水 | 廢水系統管路維修 | 5 | 修復無塵室製程主排水管漏水問題,降低停線風險 | |
| 氣化 | P34 CDS CDU 橋式整流器修改 | 46 | 他廠 LSL,CIT 專案要求設計修改,CDU 全數完成 | |
| 體質改善 | 機 | GEX 系統擴充 | 1 | 預留擴充路徑,避免後續擴充影響機台產能 |
| 氣化 | P34CDU 已滲漏特製管路汰換配置 | 7 | P34 CDU 供應路徑滲漏,客製管路汰換完成 | |
| 氣化 | P34 CDS VMB 高作動閥件更換 | 20 | VMB 高作動閥件,已更換完畢 | |
| 氣化 | P34 CDS Master PLC Redundance Module 預防性更換 | 2 | Master PLC RM 模組 Aged parts 更換完成 | |
| 氣化 | P3 H2SO4 Lorry Tank Exhaust 管路法蘭更換 | 1 | Exhaust 管路法蘭滲漏,已修繕完成 | |
| 氣化 | P34 CDS 滲漏管路洩壓重鎖 | 47 | 滲漏管路洩壓重鎖完畢 | |
| 儀 | DCS power supply 更換 | 48 | 已達 10 年使用年限,將逐盤更換 |
| 項次 | 保養項目 | PM 數量 | Finding( 件 ) | PM 異常說明 |
|---|---|---|---|---|
| 1 | 低壓站 | 25 | 1 | 盤頂 BUS 側三相固定夾具螺絲螺母鬆脫 |
| 2 | ACB | 647 | 5 | 儲能馬達異常 / ACB 彈簧斷裂 / ACB 鎖頭蓋固定螺絲斷裂 |
| 3 | 保護電驛 | 647 | 2 | Relay 訊號模組異常 / 50-2 R 相跳脫時間異常 |
3.3.1 F15P34 低壓電盤清潔保養 ( 錫鬚風險改善 )
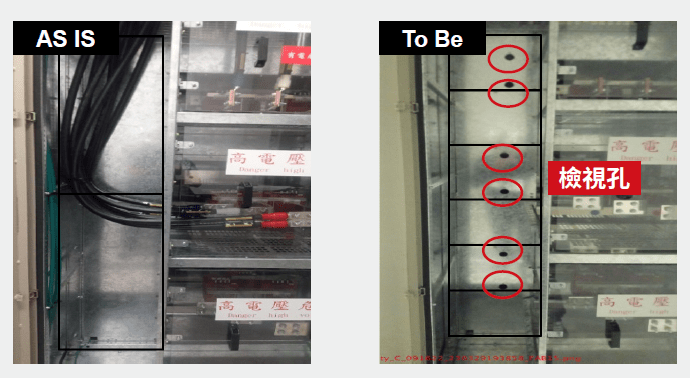
F15P34 共計 25 套低壓電盤,歲修分上 / 下半場輪流停電執行盤體及銅排清潔保養。本次於低壓盤水平轉折處發現大量錫鬚,約 30 迴高中風險全數清除,如圖20所示,並更換附檢測孔的側邊鐵板,如圖21所示,以利每年檢測水平轉折處錫鬚生長狀態,錫鬚清除發現 1 盤盤頂 BUS 側三相
圖20:F15P34 低壓盤錫鬚清除結果

圖21:F15P34 側邊鐵板新增檢測孔
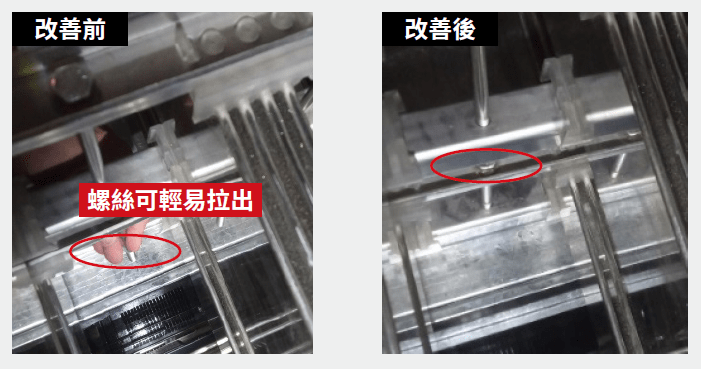
固定夾具螺絲螺母鬆脫,如圖22所示,並立即改善完成,此異常點在盤體內部,平日無法檢測出來,掉落可能導致低壓電盤短路。因此銅排夾具固定檢查項目將新增至低壓盤保養 check List。
圖22:F15P34 螺絲螺母鬆脫
3.3.2 F15P34 低壓 ACB 開關檢測保養
F15P34 配合低壓電盤停電執行 ACB 開關檢測保養,本次保養 647 顆開關,PM 內容:ACB 機構清潔點檢、接觸電阻測試、絕緣電阻測試、動作時間測試。發現 ACB 共 5 顆異常(0.7%):ACB 彈簧斷裂 / 脫落*2 件 (圖23)、ACB 儲能馬達異常 *2 件 (圖24)、ACB 鎖頭蓋固定螺絲斷裂 *1 件 (圖25) 立即汰換改善。
圖23:F15P34 ACB 跳脫機構彈簧脫落
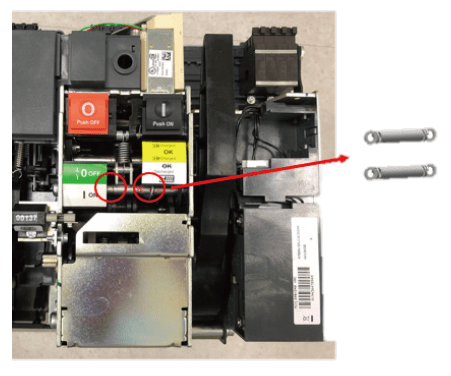
圖24:F15P34 ACB 儲能馬達異常
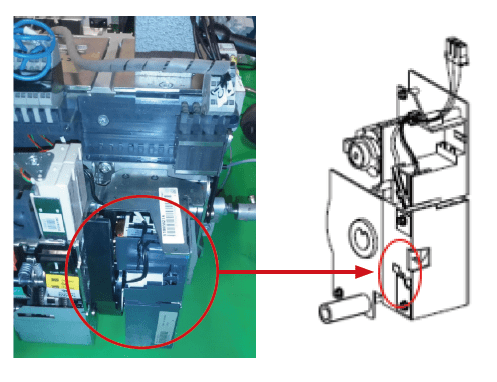
圖25:F15P34 ACB 鎖頭蓋固定螺絲斷裂

3.3.3 F15P34 低壓保護電驛檢測
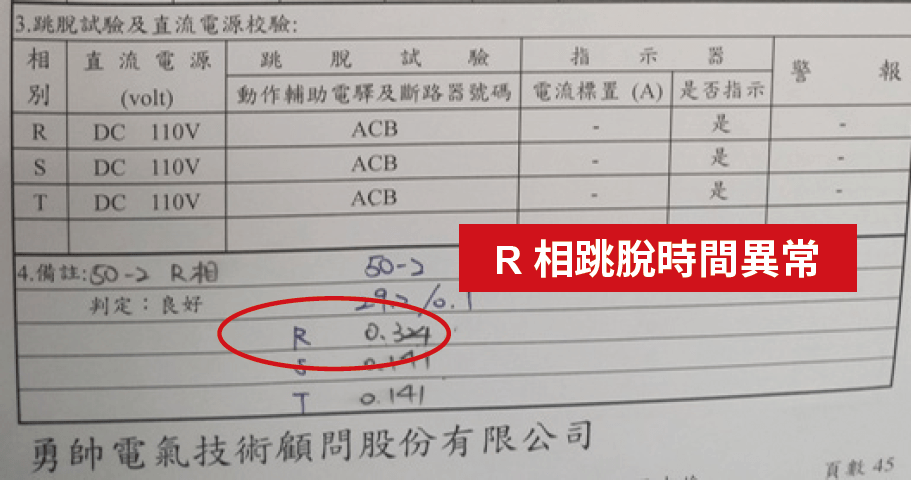
配合低壓電盤停電執行保護電驛檢測,本次檢測 647 顆保護電驛,PM 內容:電驛特性試驗、絕緣電阻測試、接觸電阻試驗。發現 Relay 共 2 顆異常 (0.3%): Relay 訊號模組異常導致S 相電流欠相 *1 件 (圖26)、50-2 R 相跳脫時間異常 0.32 秒 ( 正常 0.14 秒)*1 件 (圖27),當發生開關下游電力故障時,保護電驛將無法有效連鎖 ACB 開關啟斷下游故障,將造成更大規模的停電事故及復線時間,可能導致事故擴大。
圖26:F15P34 訊號模組異常 Relay S 相電流欠相
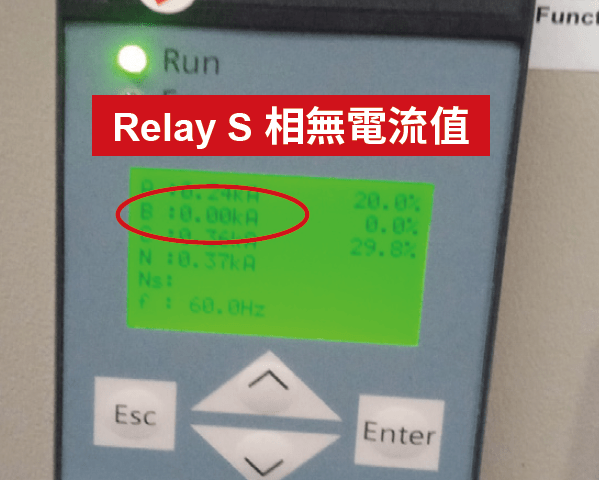
圖27:F15P34 保護電驛 50-2 R 相跳脫時間異常
3.3.4 F15P12 主變壓器 MTR#2 保養 ( 布式電驛漏油 )
主變壓器 MTR#2 保養時發現布式電驛漏油,原因為本體接縫 O-ring 老化所導致,當天已更換新品,如圖28所示。
圖28:F15P12 布式電驛漏油

3.3.5 F15P12 發電機昇壓變壓器保養 ( 絕緣礙子破損 )
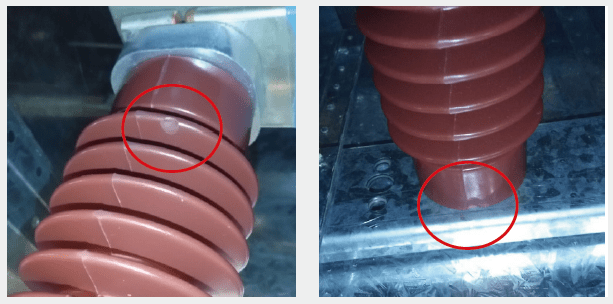
F15P12 緊急電高壓盤內共 2 處絕緣礙子破損,可能造成絕緣能力下降。後續要求盤廠備新品更換,如圖29所示。
圖29:F15P12 固定絕緣礙子缺角
3.3.6 F15P34 風管結晶腐蝕修繕
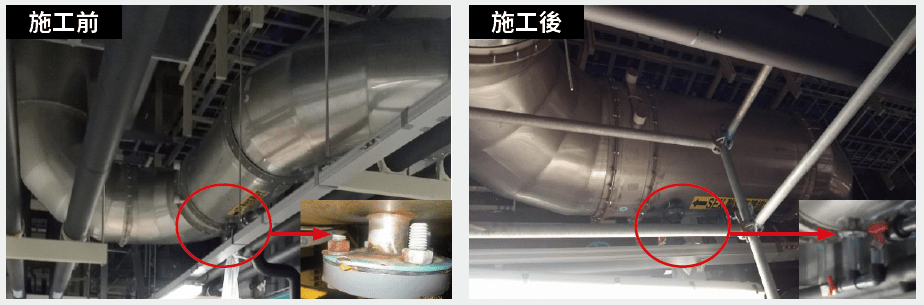
F15P34 巡檢發現有 9 支Exhaust 風管腐蝕,平時更換需借整條 Bay 的機台才能修繕,如圖30所示,利用大歲修 70%機台停機並增設備援風管11 組,減少對機台影響進行修繕,杜絕風管腐蝕造成大規模漏液及風管壓力波動影響生產的風險。
圖30:F15P34 風管鏽蝕修繕
3.3.7 F15P34 管路及閥件滲漏維修
F15P34 WWT/Reclaim 漏水結晶共 6 處無法於平日運轉時更換,需大歲修停水修繕,杜絕可能更大規模漏液導致工安事故風險,其中 1 處 T210 入水管路滲漏更換新管,如圖31所示。
圖31:F15P34 WWT/Reclaim 漏水管路更換
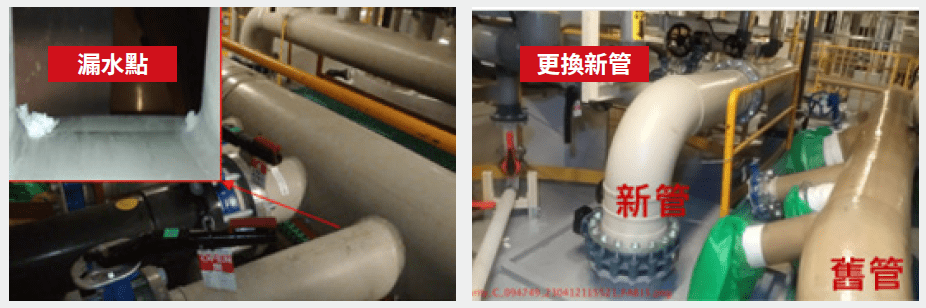
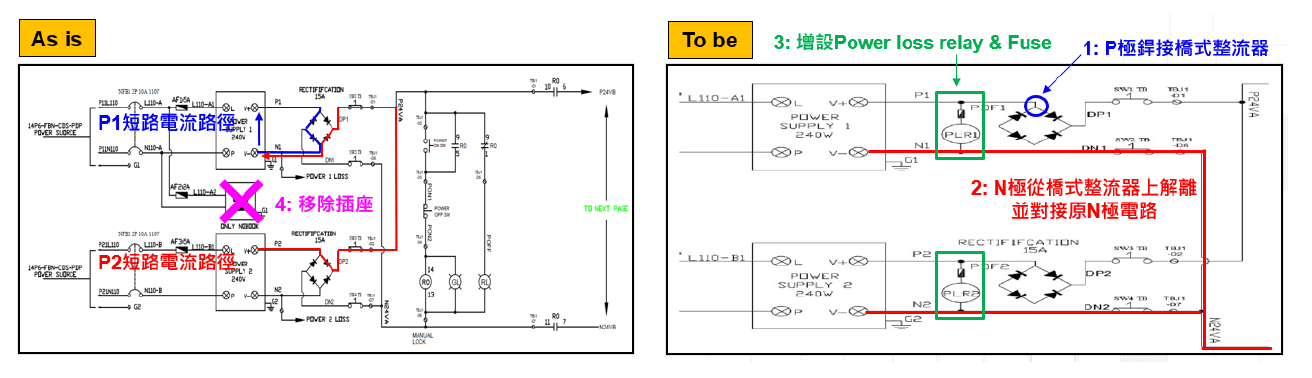
3.3.8 F15P34 CDS CDU 橋式整流器修改
因 F14P6 HF25% 橋式整流器疑似因接觸不良,使得橋式整流器溫度異常升高,導致二極體失效而短路,最終造成統造成斷電;因此,F15P34 修改電路設計,避免橋式整流器失效而造成斷電無法正常供應風險,如圖32所示。
圖32:F15P34 CDS 橋式整流器線路修改
4.檢討傳承
4.1 歲修保養相關元件備品事先準備數量預估
F15P34 APM 保養發現 5 個高風險異常 : ACB 機構異常*3、Relay 異常 *2 並立即完成改善杜絕風險。運轉 11 年設備元件老化異常率平均約 0.5%,如表7所示,備品準備率需提升 0.5% 應對設備元件故障更換需求。
| 項次 | 保養項目 | PM 數量 | Finding( 件 ) | 異常率 |
|---|---|---|---|---|
| 1 | ACB | 647 | 5 | 0.7% |
| 2 | 保護電驛 | 647 | 2 | 0.3% |
4.2 歲修變壓器送電電壓波動抑制
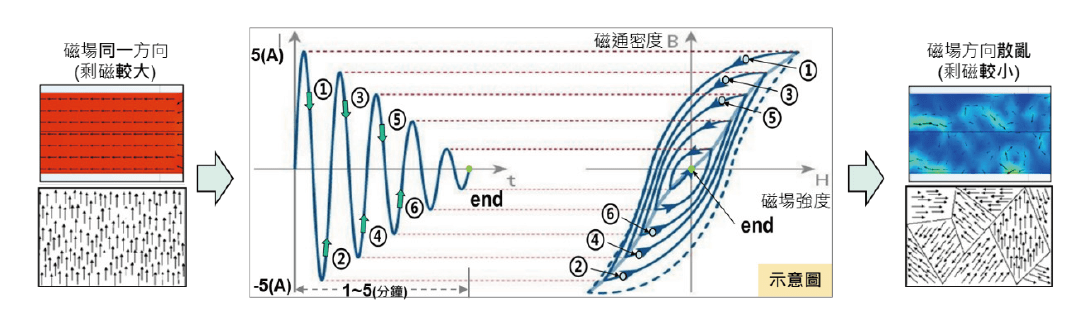
變壓器投入時高激磁電流將產生壓降或可能觸發保護電驛動作,廠務竹 / 中 / 南近年發生約 5 次,高激磁電流主要受➀可控制的剩磁、➁不可控制的投入角影響(圖33)。藉由剩磁去磁可降低送電時壓降或保護電驛動作風險,去磁原理:原先變壓器鐵芯磁場同一方向此時剩磁較大,經儀器將鐵芯加至磁飽和,輸出遞減且交替極性的電流,迭代後磁場方向散亂此時剩磁較小 (圖34),F15A 於 AP5 士林變壓器汰換專案與歲修時進行驗證,其中16/20 顆(80%)具成效。
圖33:變壓器的激磁電流(i)與鐵芯磁通(Φ)成正比關係
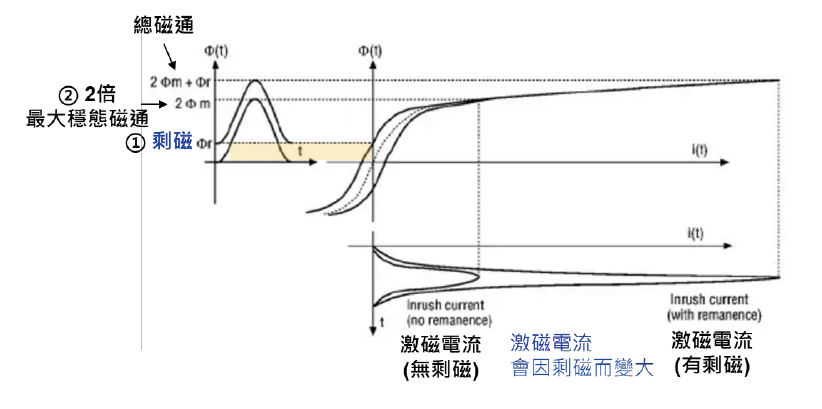
圖34:變壓器去磁原理
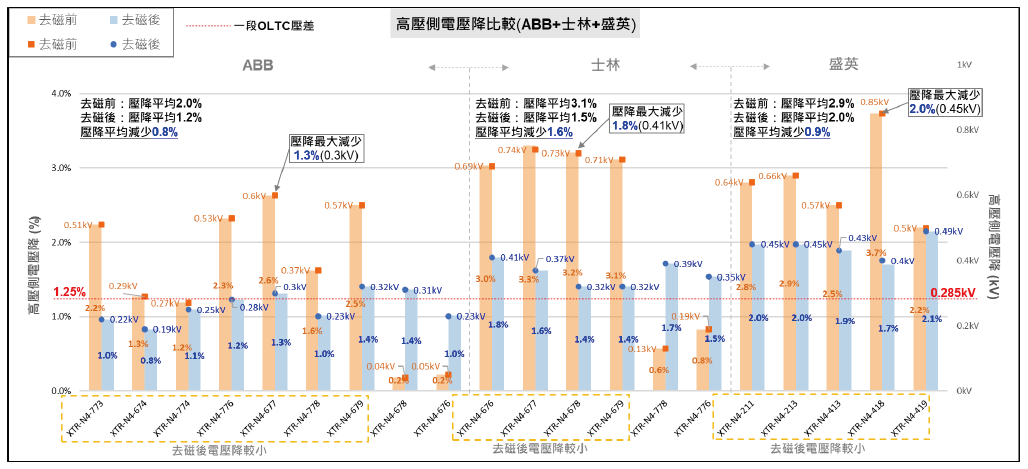
4.2.1 變壓器去磁試驗結果 -Summary( 高壓側分析比較 )
低壓變壓器去磁成功率:80%(16/20 顆) [ 去磁後壓降 < 去磁前壓降 ]
- ABB 變壓器:壓降平均減少 0.8%、最大減少 1.3%。
- 士林變壓器:壓降平均減少 1.6%、最大減少 1.8%。
- 盛英變壓器:壓降平均減少 0.9%、最大減少 2.0%。
對三種廠牌 (ABB、士林、盛英 ) 變壓器做去磁可發現,在士林變壓器去磁後送電,電壓降改善最大,如圖35所示。
圖35:三種廠牌 (ABB、士林、盛英 ) 變壓器去磁前 / 後壓降比較
4.2.2 分析總結 & 變壓器送電前建議
- 變壓器送電時產生的高激磁電流可能導致➀壓降響工廠生產機台或➁保護電驛作動使變壓器送電跳脫,而激磁電流 ( i ) 與鐵芯磁通 ( Φ ) 成正比,故降低鐵芯磁通可降低電壓波動。
- 鐵芯磁通中,投入送電時產生的磁通影響較剩磁大,但將可控的剩磁去除,有機會降低激磁電流。
- 對 3 種廠牌 (ABB、士林、盛英 ) 變壓器做去磁可發現在士林變壓器去磁後送電,電壓降改善最大。
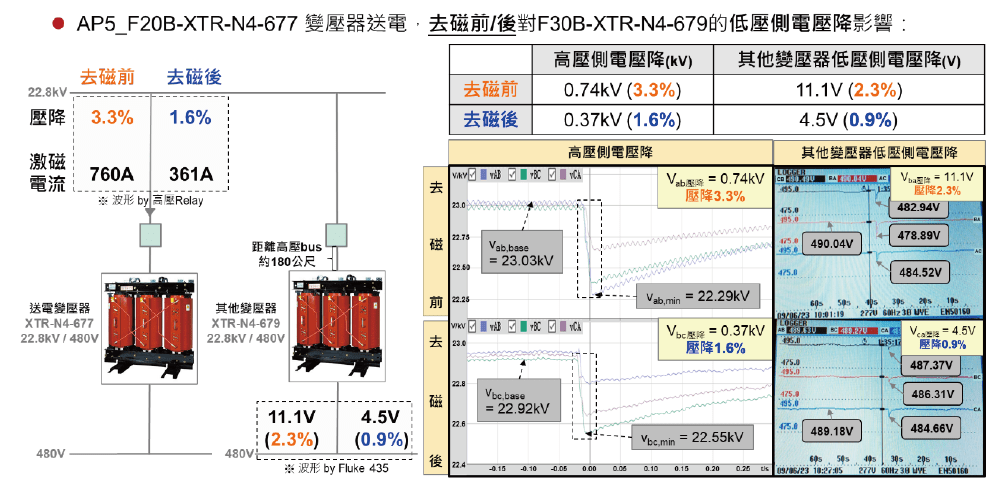
- 高壓側壓降 (%) ≠低壓側壓降 (%),且低壓側壓降 (%) 與22.8kV bus 到變壓器距離無對應關係。(圖36)
圖36:高壓側電壓降不等於低壓側電壓降
4.3 F15P12 發電機升壓變壓器二次側高壓線沒有使用電纜固定架
F15P12 小歲修保養發電機升壓變壓器,發現升壓變壓器二次側高壓線未使用電纜固定架僅束帶固定,建議將電纜固定架列為標準工法,如圖37所示。
圖37:F15P12 二次側高壓線未使用電纜固定架

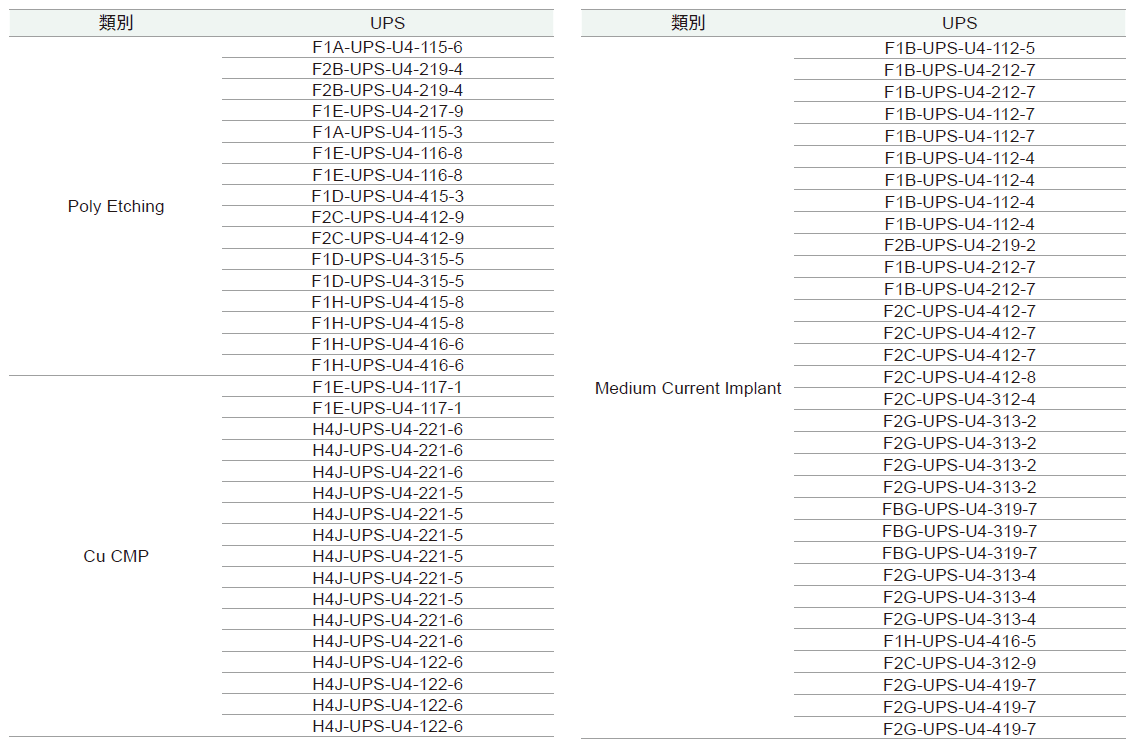
4.4 F15P12 小歲修敏感機台 UPS 預防性措施
F15P12 小歲修電力系統不停電切換單邊供電,廠務及 Fab機台用電不受影響,統計以往敏感機型 L/L 共 3 大類 Poly Etching、Cu CMP、MCI 共 99 台對應上游共 34 台 UPS,如圖38所示,APM 前已預先切換上游 UPS 至 INV,預期將切換時電壓波動控制在 <5% 內,歲修無工廠生產受影響之通報。
圖38:F15P12 小歲修列管敏感機台對應 UPS List
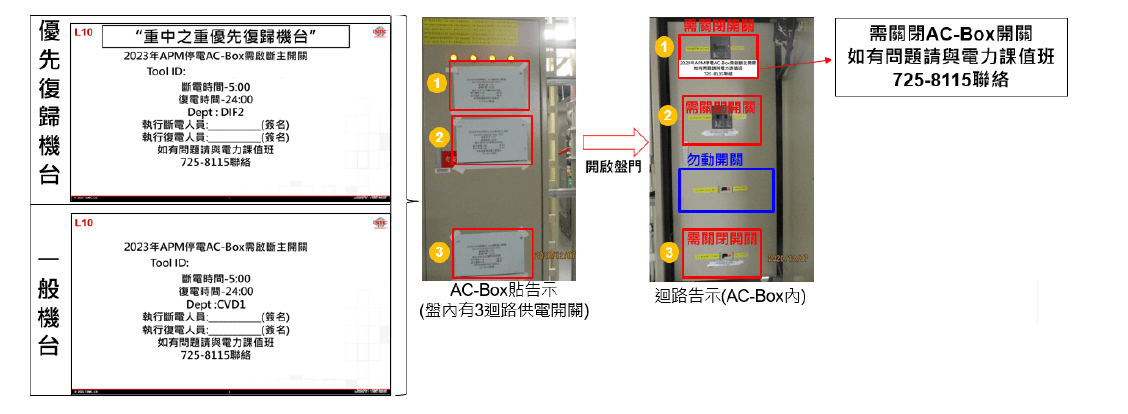
4.5 F15P34 大歲修停電機台 AC-BOX 標示
F15P34 大歲修 65% 共 919 機台停電,設備需協助於電力操作前將 AC-Box 開關關閉,為避免設備漏關,於需斷電 AC-Box 張貼標示,總數超過 5,000 張並與設備現場確認,歲修當日無漏關及勿關狀況發生。標示亦使設備能迅速找到首批重中之重復電機台 AC-Box,縮短復歸時間,如圖39所示。
圖39:F15P34 停電機台 AC-BOX 張貼告示
4.6 F15P34 歲修 Lessons learned 彙整
F15P34 歲修各系統 Lesson learn 彙整共有 16 項,列出讓下個廠做得更好,如表8所示。
| Item | Sys | Description | Prevention & Follow up |
|---|---|---|---|
| 1 | IE | 低壓盤錫鬚清除勇師施工人員熟練度不足 | 1. APM Team 安排教育訓練,加強勇師人員紀律及熟練度 2. 建立施工人員能力考核機制 |
| 2 | APM 期間備援迴路負載率控管預防過載情形 | 1. SCADA 建立 APM 備援迴路加總電流預警機制 2. 針對負載較高迴路架設軸流風扇加強散熱 | |
| 3 | ACB MITOP 跳脫線圈移除防止開關誤跳脫 | 利用歲修 ACB 保養全數移除 MITOP 跳脫線圈 | |
| 4 | ATS 備援電力切換時應防止上游誤送電確保人員安全 | 事先按下緊急發電機 EMO 開關以防止發電機啟動 | |
| 5 | 歲修保養相關元件備品事先準備 | 本次歲修元件故障率約 0.3%,提前準備 0.5% 備品 | |
| 7 | 發電機電力電纜進線處僅束帶固定 | 須改為電纜固定座型式 | |
| 8 | 變壓器送電前作去磁可降低送電時壓降或保護電驛動作風險 | 變壓器送電前作去磁,列為送電前標準步驟 | |
| 9 | MSS | LSC 復歸順序搭配廠的復機順序需求 | LSC 復機列出 (Priority) 依照順序復歸 LSC,使工廠提早回線 |
| 10 | AEX 風管 $2700 維修插板困難 | AEX 系統壓力降載 50%,降低盲板吸力避免當天插板不順增加工時 | |
| 11 | WTE | P4 UPW Loop4 P2311A UPW PUMP 發生異常跳脫停機 | 檢查 VFD 過載警報停機設定過低,修正並全檢泵浦 VFD 跳脫設定, Alignment 泵浦額定電流 |
| 12 | GC | APM 當天由 TCM 主導施作的工程項目繁多,且同一工程項目還分為多組同時施作,於施工單簽名環節花費過多時間 | 可前幾天事先將工單分門別類並請 TCM 簽名,避免施作當天場面混亂延誤開工 |
| 13 | P34 CDS Master PLC 預計更換 Redundancy Module Ethernet Module. 但 Ethernet Module 版本不符 (C->D),需要兩組 MPLC 同時更換,且有無法復歸的風險 | 更換電控元件時,要確認 Ethernet Module 版本,以避免當下來不及應變 | |
| 14 | Slurry TS06 對應的 CMP 製程 CESL,APM 後回線狀況不佳 | 配合 CMP 將放置過久 TS06 dump,重新補酸後復歸 ; 列入歲修 L/L,於復線前 TS06 需要大量 dump | |
| 15 | UVIR test 部分機台需要 HMI & PLC 斷電才能復歸,其中一台 HMI 重開後損壞 | 當下立即更換 HMI 新品 ; 要準備好 HMI 備品 | |
| 16 | 施作橋式整流器修改時,廠商施工後整理線槽線路,不慎拉扯 / 晃動到系統主 Relay 造成斷電 | 建議施作期間可維持 relay 強供模式,施作完再復歸 |
5.結論
F15P34 為首次依據新版 Power APM Ground Rule 所制定之標準及範疇執行低壓變電站大規模停電保養,100% 達成 APM Team 規劃。主要目標為 25 套南亞電盤完整的錫鬚清理與保養,除了清除 Y23 發現的 5 迴中風險之外,並且特別針對 Y22 錫鬚列管已清除的高風險 40 迴路,複檢未再有生長跡象。
本次 APM 由 2022 年 9 月開始規劃,歷經個 8 個月與工廠共同盤點 2,976 顆機台電力開關告示而精準停電 919 機台負載,所有廠務系統的回復供應時程及 Baselines 品質提前,讓工廠能順利接棒生產回線。本次經驗相當寶貴,也發現許多仍可改善地方,將引以為鑑,讓下次 APM 能更順利、安全的執行完成。
再次感謝APM Team 的指導及中科同仁在切換與保養工項上強力支援,讓此次 APM 順利完成。
參考文獻
- F-GEC-99-03-010,TSMC FAC POWER APM GROUND RULE O.I.,2022
- 用戶用電設備檢驗辦法 ( 台灣電業法第 32 條第 5 項 )
- 電力設備和系統驗收測試規範標準 ( 美國國家標準學會 -ANSI/NETA MTS-2019)
- 電力設備預防性試驗規程 ( 中國電力行業標準 DL/T596-2021)
- ABB GIS 原廠設備保養手冊
- 西門子 8DA GIS 原廠設備養手冊
- 華城 MTR 竣工資料
- F15P34 竣工資料,2012
留言(0)