摘要

新建廠認證驗收模組化移交管理方法
Keywords / Facility management6,New Fab7,Certification4,Acceptance2,Modular2,Handover

因應新世代製程演進及消費市場的強烈需求,公司新建廠房頻繁已成為這幾年來的常態。為了能更快速進入生產模式,相對的新廠房如何在最短時程進入運轉生產已成為必然之趨勢。新建廠專案分成以下四個主要階段:設計規劃→監造施工→系統試俥→運轉,每個階段皆有其主要任務目標,而相對應的任務成員分派也有所不同。前三階段隸屬新建廠編制人員,最後一階段隸屬於成廠運轉人員,兩者間存在轉換的介面關係。如何整合管理驗收移交介面且有效率地進入運轉模式?本文將探討相關認證驗收理論並建立未來成廠認證驗收管理之最佳執行模式。
Over the past few years, advancements in the process of chip manufacturing as well as the surge in demand from the consumer market have made the expansion of factories the new normal. In order to accelerate the process from the construction stage down to the start of operations, how to achieve the product stabilization efficiently in a new factory has become the dominant tendency. The establishment of a new factory consists of four stages: design and plan→construction→commission→operation—every stage comes with primary goals, and the task assignments for each member differ accordingly. Factory design members are responsible for the first three stages, and the duty of the operation belongs to the operation personnel, there is an interface of duty transfer between these two parties. Therefore, integrating the factory acceptance methodology and commencing the operation systematically matters, this study revolved around the theories of factory acceptance and certification to formulate the optimal implementation of a newly built factory transfer.
1. 前言
在討論驗收模組化移交前,先說明轉成廠移交階段,所遭遇的困難及挑戰:
第一個挑戰:建廠過程剩餘工程需轉交給運轉人員管理,同時間新建案仍持續進行中,工班人力調度上彼此拉鋸,人力資源衝突必須解決。加上成廠時環境及工安要求升級,施工效率變慢而產生的成本增加,也大大降低包商施工意願。
第二個挑戰:以往移交的對象為對應廠房的運轉組織,不同廠房有不同團隊,每次移交新工處皆需重新磨合溝通,而且接收單位的管理手法及標準不盡相同,造成工作掉棒的發生。不僅無法累積經驗快速完成驗收,反而常因人而異造成管理上的複雜度。
第三個挑戰:為加速量產時程,生產機台裝機時程被壓縮,廠務系統也需配合縮短試車時程,以達到1-Sigma的運轉品質。而在有限的時間與資源情形下,如何能加快投入量產?我們的機會點在哪?
第四個挑戰:新世代製程演進,依照產能及良率的精進,工廠設備佈置設計(Layout Design)會隨時因應需求變更,造成廠務系統配合設計變更及追加修改的需求量增加。如何在穩定運轉前提下又能滾動式管理眾多變更工程,將是一個需面對的重要議題。
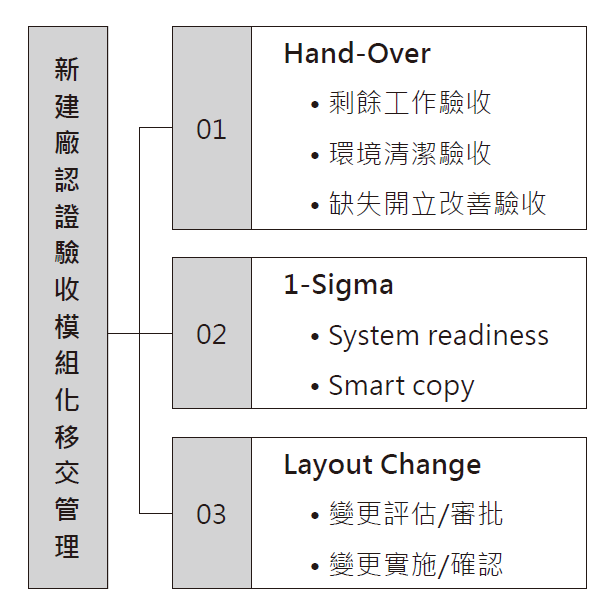
為了尋求解決上述的挑戰,參考相關文獻並定義出具體適合的執行模式。首先是由廠房驗收測試FAT(Factory Acceptance Test)[1]切入,借鏡ABB新世代測試驗收流程,發現改善及增進效率的機會點。並參照創新管理[8],由可複製的模組化管理概念,讓重複性的移交作業,系統化且模組化管理,營造可累積知識的平台,提升移交速度及品質。利用其概念達成知識、技術及經驗的「模組化累積」。最後工欲善其事,必先利其器,尤其在變更頻繁且複雜的情形下更顯重要。導入Power BI工具[6][9],用以結合大數據分析將『新建廠認證驗收模組化移交』的三大項目如 圖1所示,以佈告看板呈現管理。
圖1、新建廠認證驗收模組化移交三大項目
2. 文獻探討
2.1 廠房驗收測試FAT資料管理
廠房驗收測試FAT(Factory Acceptance Test)是建廠流程必經的重要步驟,在此階段,越多的測試能精準完成,後續運轉階段所遇到問題則越少,畢竟運轉階段所面臨的測試成本是更高的。以目前半導體廠房,隨先進製程演進,相關驗收測試之複雜度及要求日趨嚴苛,相應所花費之時間也變長。
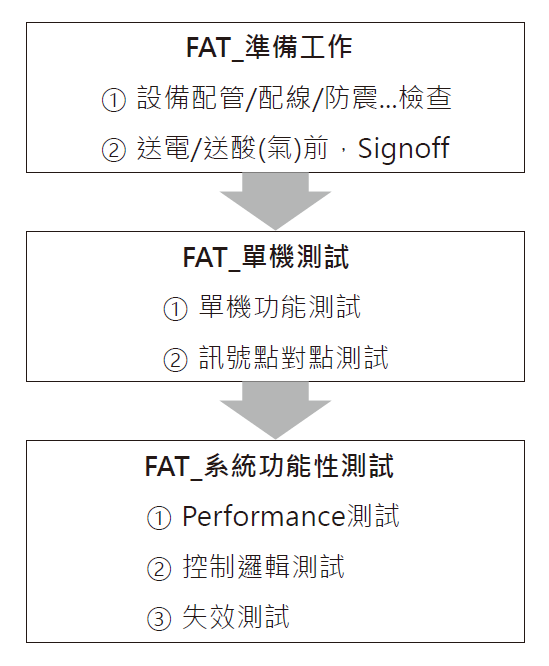
測試流程主要可分為三個階段,第一階段為準備工作、第二階段為單機測試以及第三階段為系統功能性測試。此流程將一直重複於每個系統,以至於每個建廠專案,如 圖2所示。
圖2、FAT測試流程之三階段
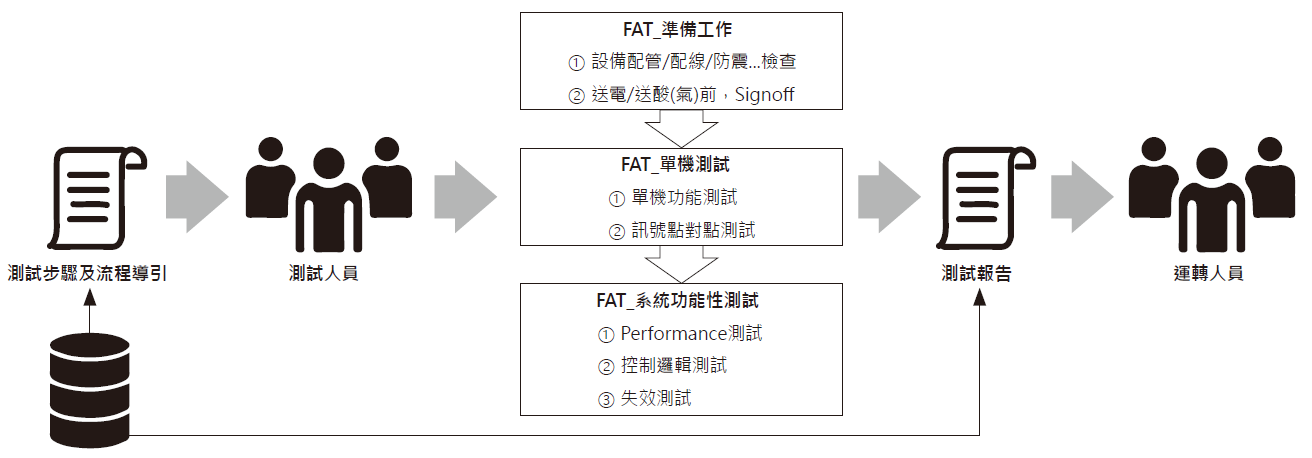
所謂次世代驗收測試流程,即找出測試流程中潛在的改善機會點,開發新的方法及工具,予以增進測試流程之效益。而最明顯可以增進的機會點,則在於測試文件及報告之自動化;採用資料庫提供對應的測試步驟及流程,導引測試人員正確執行,而測試結果也經由資料庫收整,以報告形式呈現給未來運轉人員,可即時知道測試進度及結果[3][4][5]。
因此資料庫的結構性管理,不僅發揮測試導引功效,也簡化了運轉接收時測試資料的交接流程,讓重複性的移交作業,系統化且模組化管理,營造可累積知識的平台。在此資料平台下,未來建廠測試之工作,可以不斷的累積及精進,對於移交速度及品質可與日俱增,如 圖3所示。
圖3、FAT測試流程資料庫&文件管理
2.2 建廠移交資訊整合
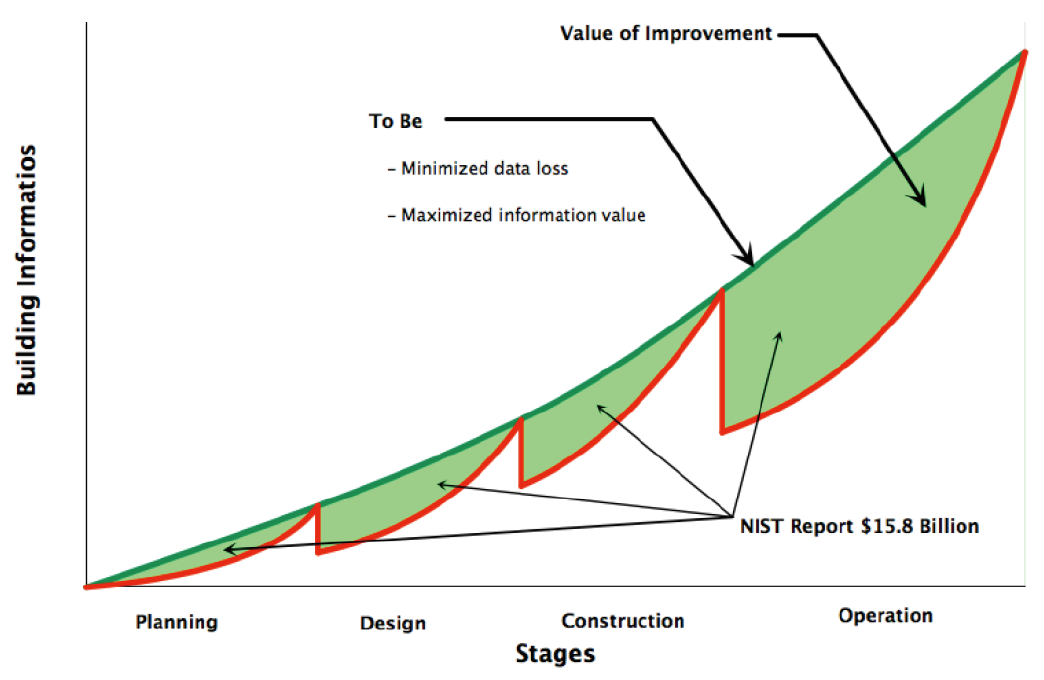
根據BIM文獻提到,移交過程資訊的不完整,所造成效率低落及衍生額外巨大的費用,尤其運轉階段於整個建廠專案生命週期是最漫長的階段,其所受到的影響幅度也最大。所以運轉前的移交流程,若能改善資訊傳達的效率,對專案整體而言可創造明顯之價值,如 圖4所示。
圖4、建廠生命週期中之資訊損耗(根據Smith&Tardif 2009)
移交過程互動不順利的原因,起源於成廠運轉的移交事項千頭萬緒,但卻是採取無效率的方式進行溝通,諸如以下所述:①採用紙本方式進行資訊傳達 ②非標準化的資訊 ③建廠與運轉之間,使用不相容的資訊傳達工具(Gallaher et 2004) 。加上運轉人員需以人力方式更新資訊,龐大的手動更新人力,造成資訊即時性及正確率不佳,也會影響成廠移交效率。
2.3 快速1-Sigma方法
Smart Copy為透過TCP(Technology Control Plan)及AEC(Advance Endpoint Control System)建立標準化模組(Standard Template)[10]。標準化模組可以確保同樣的Material達到相同的品質管控,模組化之建立可提升產品完成時間以及降低人員操作所造成之誤差,模組化系統的特性就是所謂的「獨立性」與「重複性」。
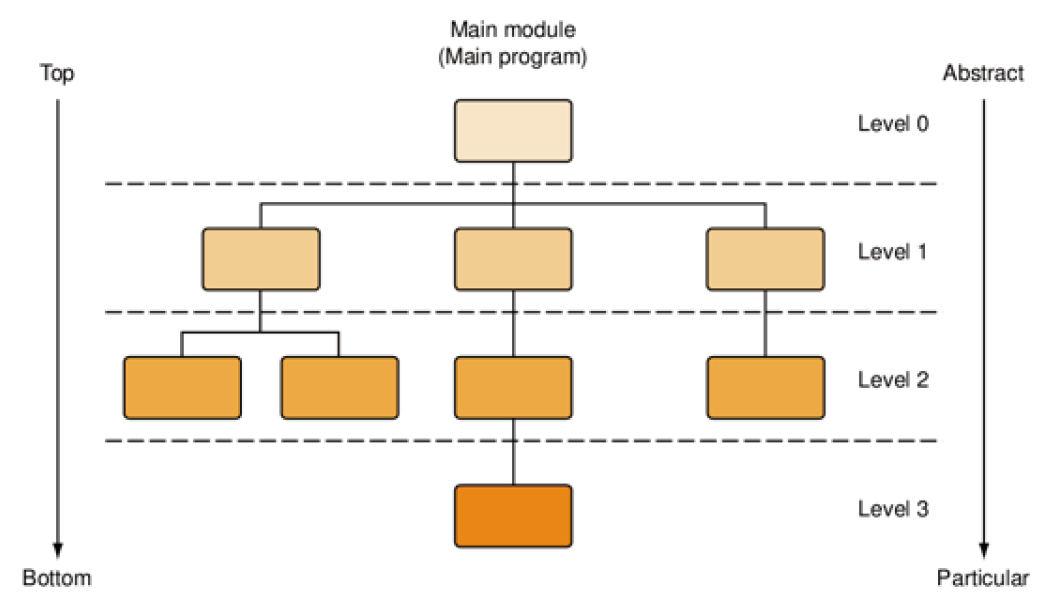
所謂的模組化,其實是一種分而治之(divide and conquer)的基本想法。也就是說,人們期待將一個大問題拆解成若干個小問題之後,透過逐一解決這些小問題,來解決整個大問題。而這種解決問題的方法,可以再套用遞迴的方式,透過解決更小的問題,來解決每一個小問題。所謂「由上而下(top-down)」從高階的抽象化觀點出發,逐漸具體化到可以實作的程度[11][12],如 圖5所示。
圖5、由上而下(top-down)
此外,模組化系統的設計人員必須充分了解整個系統的內部工作原理,以開發出使模塊作為一個整體發揮作用所必需的可見設計規則。故設計者需透過了解既有各個系統之運作方式,並整合各系統建立標準化模組。因此要建立Smart Copy之標準化模組[2]需要以下三個步驟 :
① 定義輸入/輸出變數
模組規則中最重要為資料結構定義,透過輸入/輸出資料重整分析,定義出標準資料輸入方式,制定資料格式須配合模組規則組合,過往各系統接侷限於該系統開發,未能整合其他系統,導致命名規則及格式無法統一化。
② 制定模組單元
模組單元制定需透過了解資料輸入及輸出之間所需資料轉換及整合,且根據輸出資料不同亦須建立對應之模組單元,設計者須依據資料流制定相關之模組。
③ 模組規則建立(決策邏輯)
此為模組化之核心,模組規則之建立決定輸出資料準確性,故須由專家團隊制定相關邏輯。瞭解標準化模組應用,並分析廠務各項資訊系統,系統資料來源大多來至InSQL/Asset/Parameter,可應用於各項廠務資訊系統(iEDA/ICCI/Auto Trend chart/F-charter/FAM/iPRS/Dr.alarm等系統),透過標準模組建立以達到Smart Copy。[13]
2.4 變更管理Management of change(MOC)
變更CR(Change request)管理是項目管理中的最重要過程之一。主要任務是分析變更的必要性和合理性。變更管理即Management of change(MOC)。有變更的需求就要有變更的控制和管理。美國職業安全與衛生管理局(OSHA)制定了指導如何進行變更和記錄的相關規定。主要的需求是由一個多學科小組對一個提案的變更進行徹底審查,以確保盡可能多的觀點被用來最大限度地減少發生危害的機會。在這種情況下變更管理被稱為「變更的管理」(MOC)[7],如 圖6所示。
圖6、變更管理流程圖
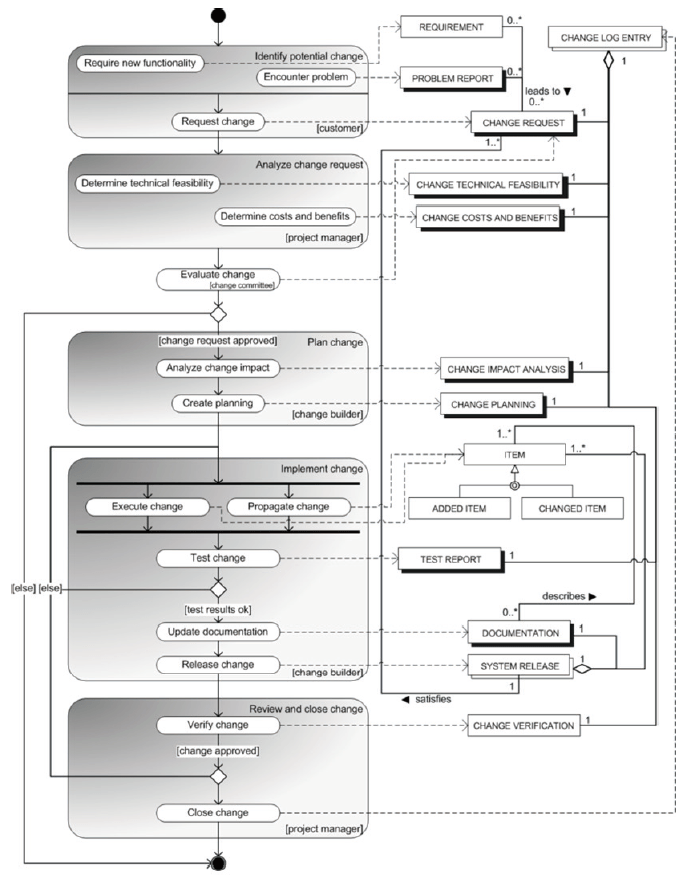
變更管理共有六種主要活動共同組成變更管理流程,包括識別潛在的變更〈Identify potential change〉、分析變更請求〈Analyze change request〉、評估變更〈Evaluate change〉、規劃變更〈Plan change〉、實施變更〈Implement change〉、審查和變更結案〈Review、close change〉,依其內容如 表1所示。
| 活動 | 下屬活動 | 說明 |
|---|---|---|
| 識別潛在的變更 | 需要新功能 | 客戶需要新功能並闡述需求。 |
| 遇到問題 | 客戶遇到系統上的問題(例如:程式錯誤),並導致一件問題報告的後果。 | |
| 請求變更 | 客戶透過建立一個變更請求,提案變更。 | |
| 分析變更請求 | 確定技術可行性 | 確定變更請求提案的技術可行性,導致一個「變更技術可行性」。 |
| 確定成本和效益 | 確定變更請求提案的成本和效益,導致一個「變更成本和效益」。這和上述的下屬活動可以任何順序完成,彼此獨 立。因此,建模為無序的活動。 | |
| 評估變更 | 基於變更請求,其「變更技術可行性」和「變更成本和效益」由變更委員會作成通過/未通過的決策。這被建模為一個單獨的活動,因為它是一個重要的流程步驟,並且具有執行它的另一個角色。蘭柯‧何姆斯〈Remko Helms〉建 議將此建模為一個下屬活動〈沒有任何活動包含它〉 。 | |
| 規劃變更 | 分析變更影響 | 在一個「變更影響分析」確定了變更範圍,這個活動導致另一個通過/未通過的決策,或甚至構成「分析變更請求」 活動的一部分,可能會有爭議。 |
| 建立計畫 | 為了實施變更而建立一個變更計畫,一些流程說明〈例如:Mäkäräinen, 2000〉闡明可能「保留」變更,並以批式 方式處理這些變更,這個活動可被視為一個好做法。 | |
| 實施變更 | 執行變更 | 變更是「被計劃的」,這個活動和普及變更有很強烈的關係,因為系統的其他部分〈甚至其他系統〉有時也需要適 應變更。 |
| 普及變更 | 由「執行變更」活動而來的變更,必須普及於受其影響的系統其他部分,因為這個與上述下屬活動彼此高度依賴, 而被建模為並行活動。 | |
| 測試變更 | 變更執行者測試其所執行的變更,是否滿足了「變更請求」。如圖所示,這可能導致一個和上述二個下屬活動一起 進行的疊代流程。 | |
| 更新文檔 | 「文檔」更新,以反映實施的變更。 | |
| 發布變更 | 一個新的「系統發布」公開化,以反映實施的變更。 | |
| 審查和變更結案 | 驗證變更 | 新的「系統發布」中的變更實施,由專案經理進行最後一次的驗證。也許這必須在發布之前發生,但是由於其與文 獻資料來源和圖表複雜性相互矛盾的考量,選擇以這種方式進行建模,並包括這個議題。 |
| 變更結案 | 完成這個變更周期,亦即,結束「變更日誌登記」。 |
3. 研究方法
3.1 驗收移交過程資訊整合方法
為了達到有效率的資訊整合及傳達,需採取正確的專案生命週期資訊策略,包含以下:
① 澄清主要之資訊類別
- 定義優先順訊
- 確定資訊提供者,是誰?(Whom)且何時提供?(When)
- 確定資訊內容為何?(What)
② 指派資訊負責人,確保以下工作
- 整合串聯資訊提供流程
- 建立標準化/結構化資訊格式
- 確定資訊之品質(正確性/即時性)
- 維護及管理資訊之移交
根據以上之策略,澄清資訊種類及對應負責窗口與優先需處理的事項,並依據過往建廠專案執行現況收集及分析後,於成廠驗收移交期間主要移交資訊可分類為以下三大類 : ①品質;②進度;③法規,並依此分類方向歸納出主要的資訊項目,且將每個資訊項目也清楚定義提供者/接受者及負責人,包含定義資訊應該啟動及完成的時間,如 表2所示。
| NO | 移交資訊項目說明 | 資訊特質(Property) | 對象(Whom) *註1 | 時機(When) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 品質 | 進度 | 法規 | 訓練 | 提供者 | 接受者 | 負責人 | 之前(天) | 成廠日 | 之後(天) | ||
| 1 | 剩餘工作驗收 | ● | ● | NFCD/VEN | FAC | CO | -45D | D | +30D | ||
| 2 | 環境清潔驗收 | ● | VEN | FAC | CO | -45D | D | +30D | |||
| 3 | 缺失開立改善驗收 | ● | ● | ● | NFCD | FAC | CO | -45D | D | +30D | |
| 4 | System readiness | ● | ● | ● | NFCD | FAC | CO | -45D | D | - | |
| 5 | Smart copy | ● | ● | ● | NFCD/VEN | FAC | CO | -45D | D | ~Now | |
| 6 | 變更評估/實施/確認 | ● | ORP | NFP/FAC | CO | -90D | D | ~Now | |||
*註1 : 新工處系統負責人 : NFCD。新工處系統承包商 : VEN。廠務運轉系統負責人: FAC。專案Corrdinator : CO。營運資源規劃部 : ORP。新廠規劃部 : NFP。
3.2 快速1-Sigma資訊管理方法
廠務品質系統可區分為Chart/PM/Change/Alarm四種Function,因此針對不同Function分別定義出各自的TCP(Technical Control Plan)標準資料庫。
3.2.1 Chart
Chart Function可以再區分為SPC chart(iEDA/ICCI)及My chart(Auto trend chart/F-charter),以SPC chart的TCP form由Equipment/item definition、Control rule、Chart rule所組成,如 表3所示。
| 欄位代碼 | 欄位名稱 | 範例 | 欄位說明 |
|---|---|---|---|
| Technology | 技術節點 | N7 | NX表示全體適用 |
| TagType | 管制類型 | General | Key/General/Others/NonSPC |
| System | 系統 | SLY | |
| SubSystem | 子系統 | SDS | |
| EquipType | 設備類別 | W8700 | |
| DataSource | 資料來源 | FAC-INSQL | FAC-INSQL/FAC-UCHART/ CHAD-INLINE/CHAD-OFFLINE/ i-COA/MQR-OFFLINE |
| SamplingPointType | 量測位置類別 | Supply | 量測的位置 |
| SamplingItem | 量測項目 | H2O2 | 量測的項目 |
| MatchingLevel | 差異管理層級 | Tech | Tech/FAB/Phase/NA |
| Target | 目標值 | 1.8 | |
| USL/LSL | 停線上下限 | 1.84/1.76 | KeyNode必填 |
| UCL/LCL | 管制上限 | 1.825/1.775 |
管制界線輸入二擇一 ① 可直接輸入UCL/LCL ② 可輸入Target/Plus/Minus |
| Plus | 管制上限+ | ||
| Minus | 管制上限- | ||
| Resolution | 儀表解析度 | 0.005 | |
| EngUnit | 量測單位 | % | |
| Digits | 小數位數 | 3 | |
| DataFrequency | 儀錶資料更新頻率 | 60 | 單位為分鐘 |
| OOC | OOC參數 | Yes | |
| OCAP | OCAP參數 | Form=FCQC0103001-130-1 | |
| OOB% | OOB%參數 | Percent=0.5 | |
| Mismatch | Mismatch參數 | Sigma=3 | |
| Shift | Shift參數 | Sigma=1.5 ; Traceback=3 | |
| RecordHiLo | RecordHiLo參數 | Sigma=1.5 ; Traceback=1 | |
| Zombie | Zombie參數 | Sample=144 |
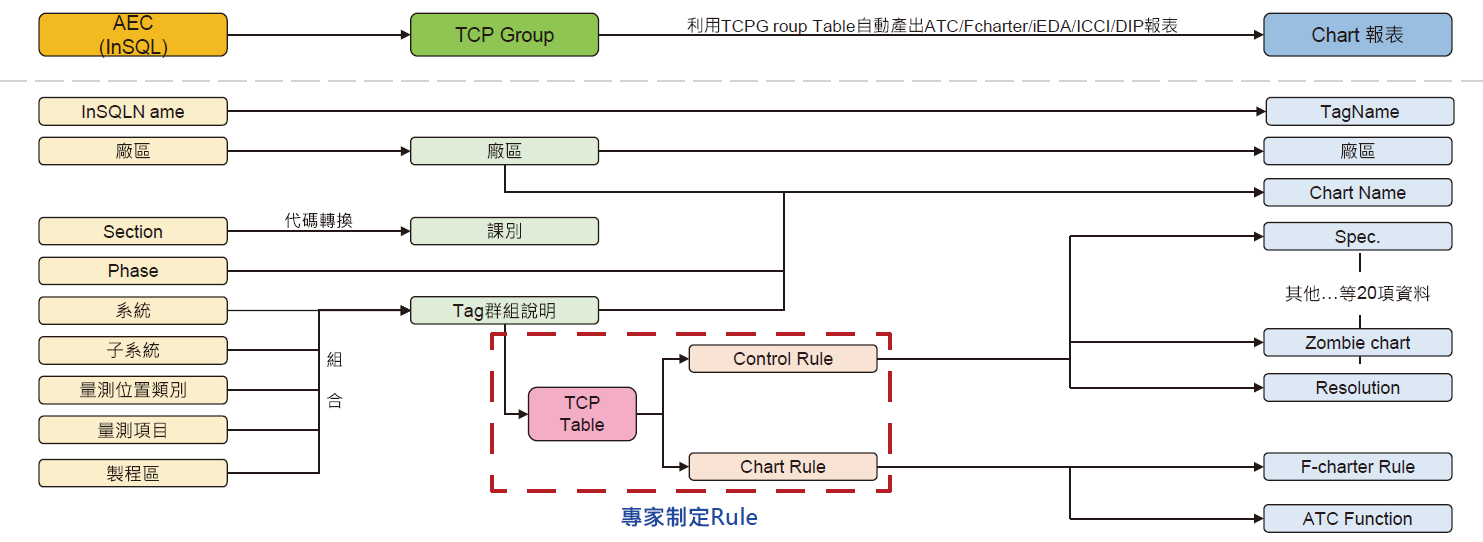
由專家團隊依據TCP from制訂各Group的Rule,在建廠階段工程師依據TCP Group制訂之系統/子系統/量測位置類別/量測項目/製程區建立AEC(Advanced Endpoint Control) Table,AEC資料建立後根據專家制定的TCP Group規則,系統會自動產出Chart報表,流程圖如 圖7所示。
圖7、SPC chart模組化流程圖
My chart的TCP Form與SPC chart相同,與SPC chart主要差異在於Chart應用不同而Rule設定不相同,如 表4所示,自動報表流程圖同 圖7所示。
| 欄位代碼 | 欄位名稱 | 範例 | 欄位說明 | |
|---|---|---|---|---|
| Technology | 技術節點 | N5 | NX表示全體適用 | |
| System | 系統 | UPW | 對應FAM系統 | |
| Sub-system | 子系統 | LOOP1 | 對應FAM子系統 | |
| SamplingPointType | 量測位置類別 | Supply | 量測的位置 | |
| Sampling Item | 量測項目 | Temperature | 量測的項目 | |
| Area | 製程區/廠牌/版次/設備類別 | |||
| Tag Type | 管制類型 | G |
K : Key Node G : General O : Others E : EQP N : Non SPC |
|
| Description | TCP描述說明 | |||
| Target | 目標值 | 1.8 | ||
| Range | Max | Range 上下限 | 2 | 必填for chart build及InSQL建置 |
| Min | 1.5 | 必填for chart build及InSQL建置 | ||
| Shutdown Spec | USL LSL | 停線上下限 | 1.84 | |
| 1.76 | ||||
| Control Limit | UCL LCL | 管制上下限 | 1.825 | |
| 1.775 | ||||
| Baseline | UBL LBL | Baseline上下限 | 1.81 | |
| 1.79 | ||||
| Resolution | 儀表解析度 | 0.001 | ||
| EngUnit | 量測單位 | % | ||
| Digits | 小數位數 | 3 | ||
| 流水標號 (附加說明) | 流水號 | Pump1 | 使用時機:既有類別說明不足 無須填寫留空白 | |
| Tag Desciption for InSQL(Key) | (Sys.+Sub-sys.+point_type+Item+Area) | UPW_LOOP1_Supply_ Temperature Pump1 | 自動組合欄位 | |
| ATC | Build chart and Matching chart by Group | Y | Matching chart | |
| F-charter | Build chart and Matching chart by Group | Y | Matching chart | |
| F-charter Function | 自動計算UCL、LCL | Y | 自動計算Target、UCL、LCL、Sigma | |
| 應收Sample Data數 | 144 | 每日應收RawData數 ; 144:每10分鐘1筆 1440:每1分鐘1筆 | ||
| 進行SPC運算 | Y | 設定TAG要不要進行 SPC 運算 | ||
| PR1 | Y | Y:要執行PR1運算,N: 不執行 | ||
| PR2 | Y | Y:要執行PR2運算,N: 不執行 | ||
| PR3 | Y | Y:要執行PR3運算,N: 不執行 | ||
| PR4 | Y | Y:要執行PR4運算,N: 不執行 | ||
| PR5 | Y | Y:要執行PR5運算,N: 不執行 | ||
| RSR | Y | Y:要執行RSR運算,N: 不執行 | ||
| OOC% | Y | Y:要執行OOC%運算,N: 不執行 | ||
| Cpk | Y | Y:要執行Cpk運算,N: 不執行 | ||
| Median Shift | Y | Y:要執行Median Shift運算,N: 不執行 | ||
| K-shift | Y | Y:要執行K-Shift運算,N: 不執行 | ||
| OOB | Y | Y:要執行OOB運算,N: 不執行 | ||
| UCL、LCL為幾倍Sigma | 3 | 設定UCL,LCL為Sigma的幾倍數 | ||
| N+1 | Link DIP抓取status | Y | DIP link | |
| Tank L3 | Link DIP抓取status | Y | DIP link | |
3.2.2 PM
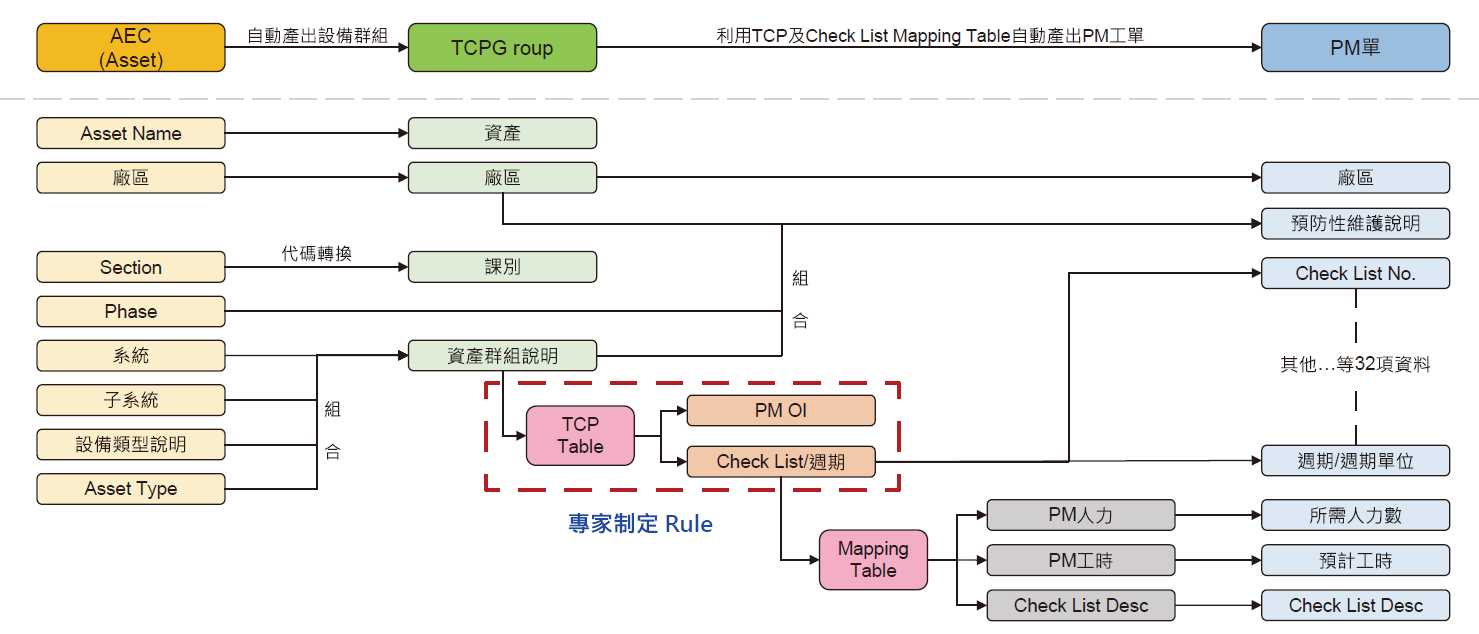
PM的TCP Form主要組成為資產、Check List、PMOI,以資產為Key對應出相對應之Check List及PMOI,如 表5範例。於PM工單建置初期,人員僅需要建置Asset AEC Form,Asset AEC data由廠區/Phase/Section/系統/子系統/設備類型說明/Asset Type/補充說明,AEC資料建立後根據專家制定的TCP Group規則,系統會自動產出預防保養及設備群組工單報表,流程圖如 圖8所示。
| Section | 系統 | 子系統 | 設備類型說明 | Asset Type (New) | Check List (周保) | Check List (雙周保) | Check List (月保) | Check List (雙月保) | Check List (季保) | Check List (半年保) | Check List (年保) | Check List (2年保) | Check List (3年保) | Check List (5年保) | Check List (無週期) | OI No. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| WT | PLUMBING | SUMP | 6S-AREA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | |
| GC | GAS | BGS | Booster空氣壓縮機-Atlas | NA | NA | NA | NA | NA | FCGS0403004-22 | FCGS0403004-22-01 | NA | NA | NA | NA | F-CGS-04-03-004 | |
| IE | HP | GIS | CB lifter | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | |
| IE | LV | AUXILIARY TOOL | CB lifter | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | |
| GC | GAS | BGS | CDA_ICA System | CDA_ICA System年 | NA | NA | NA | NA | NA | NA | FCGS0403004-24 | NA | NA | NA | NA | F-CGS-04-03-004 |
| GC | GAS | BGS | CDA_ICA System | Delair 無熱式乾燥 | NA | NA | NA | NA | NA | NA | FCGS0403004-26 | NA | NA | NA | NA | F-CGS-04-03-004 |
| GC | GAS | BGS | CDA空氣壓縮機-Atlas | 空壓機內層濾網 | NA | NA | NA | NA | NA | FCGS0403004-12 | FCGS0403004-12-02 | NA | NA | NA | FCGS0403004- 38/FCGS040300 4-37 | F-CGS-04-03-004 |
| GC | GAS | BGS | CDA儲存槽 | NA | NA | NA | NA | NA | NA | FCGS0403004-33 | NA | NA | NA | NA | F-CGS-04-03-004 | |
| GC | CHEMICAL | CMTU | CDS-KANTO | 168 | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 / |
| GC | CHEMICAL | CMDU | CDS-KANTO | CONC | FCCH0103026 | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 / |
| GC | CHEMICAL | CMDU | CDS-KANTO | COND | FCCH0103026 | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 / |
| GC | CHEMICAL | CMU | CDS-KANTO | KOH | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CCB | CDS-KANTO | Non-Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | NA | F-CCH-01-03-012 |
| GC | CHEMICAL | CCBTU | CDS-KANTO | Non-Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CTU | CDS-KANTO | Non-Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | LOCAL | CDS-KANTO | Non-Solvent | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | RECYCLE MODULE | CDS-KANTO | Non-Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CDU | CDS-KANTO | Non-Solvent / DT | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CDU | CDS-KANTO | Non-Solvent /Pres | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CCB | CDS-KANTO | Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | NA | F-CCH-01-03-012 |
| GC | CHEMICAL | CCBTU | CDS-KANTO | Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CTU | CDS-KANTO | Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | LOCAL | CDS-KANTO | Solvent | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | RECYCLE MODULE | CDS-KANTO | Solvent | NA | NA | FCCH0103012-32 | NA | NA | FCCH0103012-12 | FCCH0103012-31 | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CDU | CDS-KANTO | Solvent / DT | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | CDU | CDS-KANTO | Solvent / Pres | NA | NA | FCCH0103012-32 | NA | FCCH0103012-16 | FCCH0103012-12 | FCCH0103012-31/FC | NA | NA | NA | FCCH0103012-18 | F-CCH-01-03-012 |
| GC | CHEMICAL | SUMP PIT PUMP | CDS-Waste sump pump | NA | NA | FCCH0103012-14 | NA | NA | NA | NA | NA | NA | NA | NA | F-CCH-01-03-012 | |
| GC | W-CHEM | SUMP PIT PUMP | CDS-Waste sump pump | 待P123 check 設備 | NA | NA | FCCH0103012-14 | NA | NA | NA | NA | NA | NA | NA | NA | F-CCH-03-03-001 |
| GC | W-CHEM | WCB | CDS-Waste sump pump | 待P123 check 設備 | NA | NA | FCCH0103012-14 | NA | NA | NA | NA | NA | NA | NA | NA | F-CCH-03-03-001 |
| ME | CR | FFU | Cleanroom-FFU with AMC Filter | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | NA | F-CHV-01-03-014 | |
| GC | GAS | BGS | CO2純化器-SAES | NA | NA | NA | NA | NA | NA | FCGS0103007-25 | NA | NA | NA | NA | F-CGS-01-03-007 |
圖8、PM模組化流程圖
3.2.3 Parameter Change
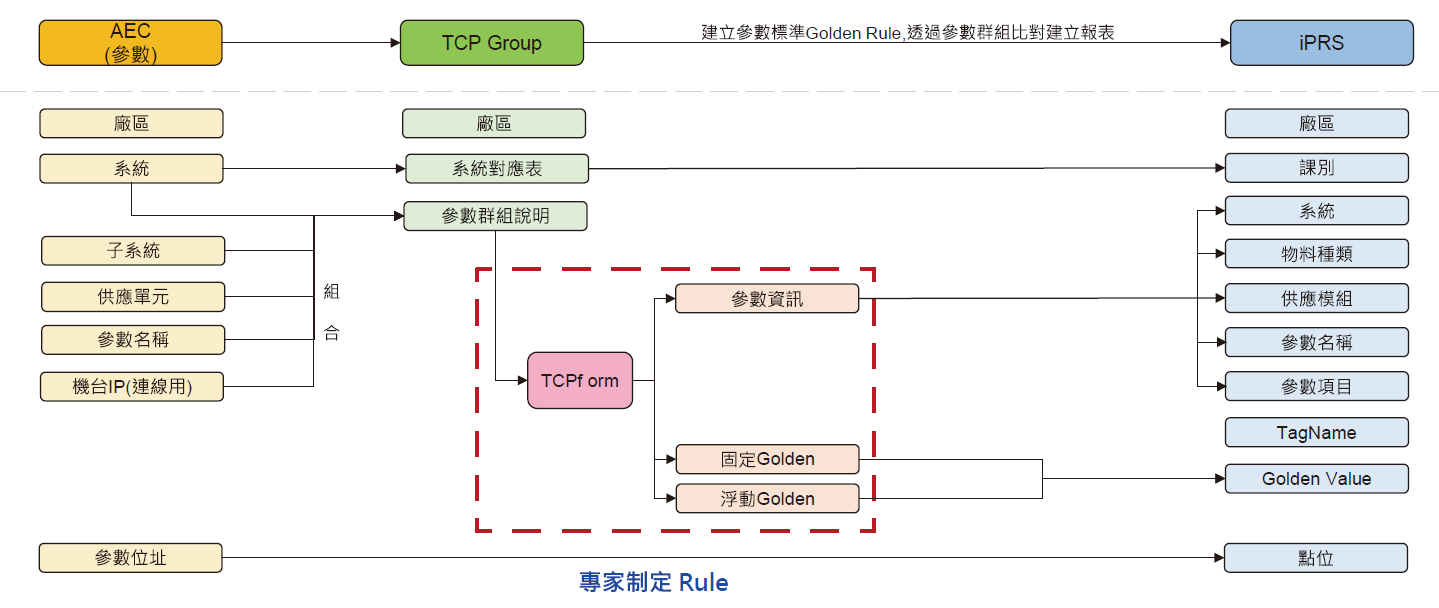
針對參數變更管理系統資料之建置,其規則包含固定Golden、浮動Golden以及跨廠比對設定,如 圖9所示。TCP form主要組成包含系統資訊、參數群組資訊、參數設定標準值,由專家制定完成TCP Group規則後,新系統參數上線時,人員僅需要建置AEC Form,AEC資料由廠區/系統/子系統/供應單元/參數名稱/機台資訊組成,AEC資料建立後根據專家制定的TCP Group規則,系統會自動比對出該參數設定標準值並產生報表,流程圖如 圖10所示。
圖9、參數管理設定資訊
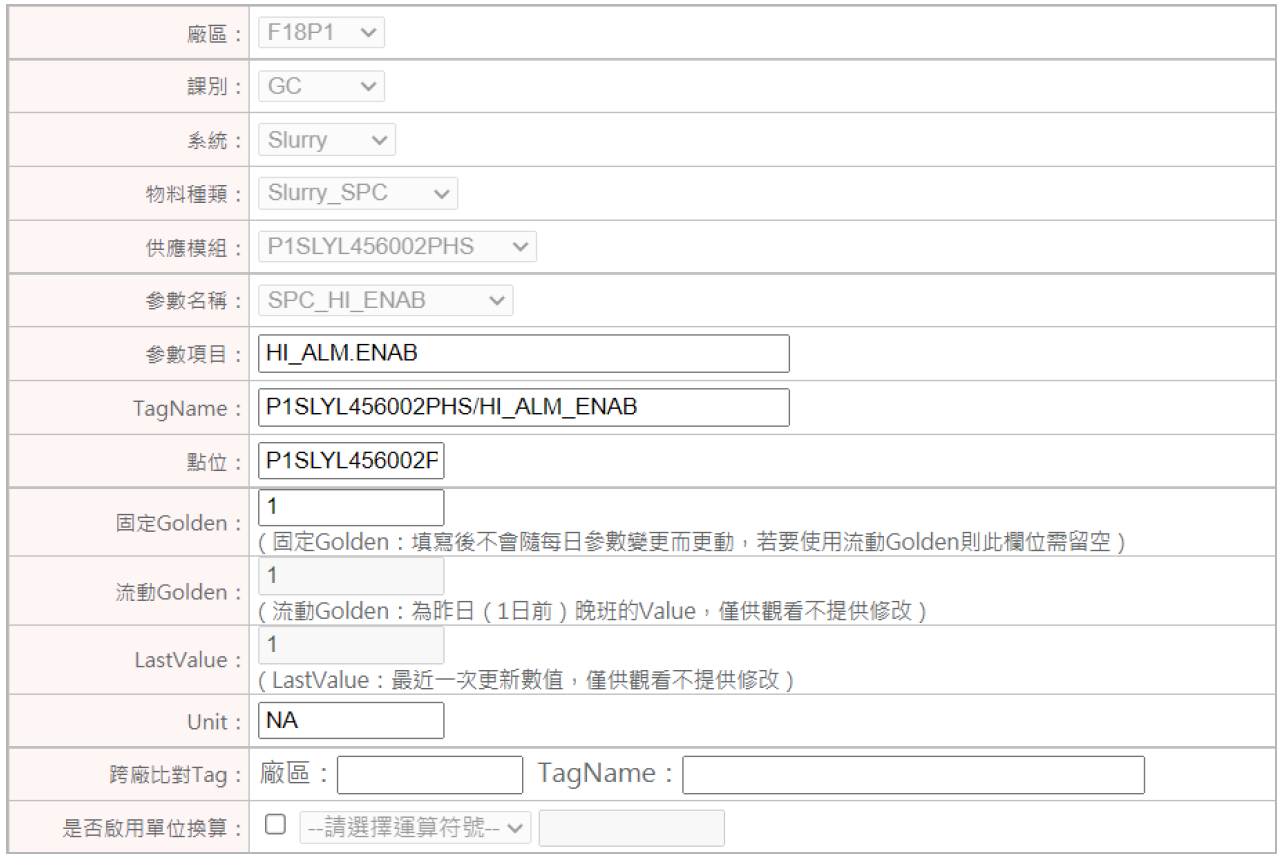
圖10、參數變更模組化流程
3.2.4 Alarm
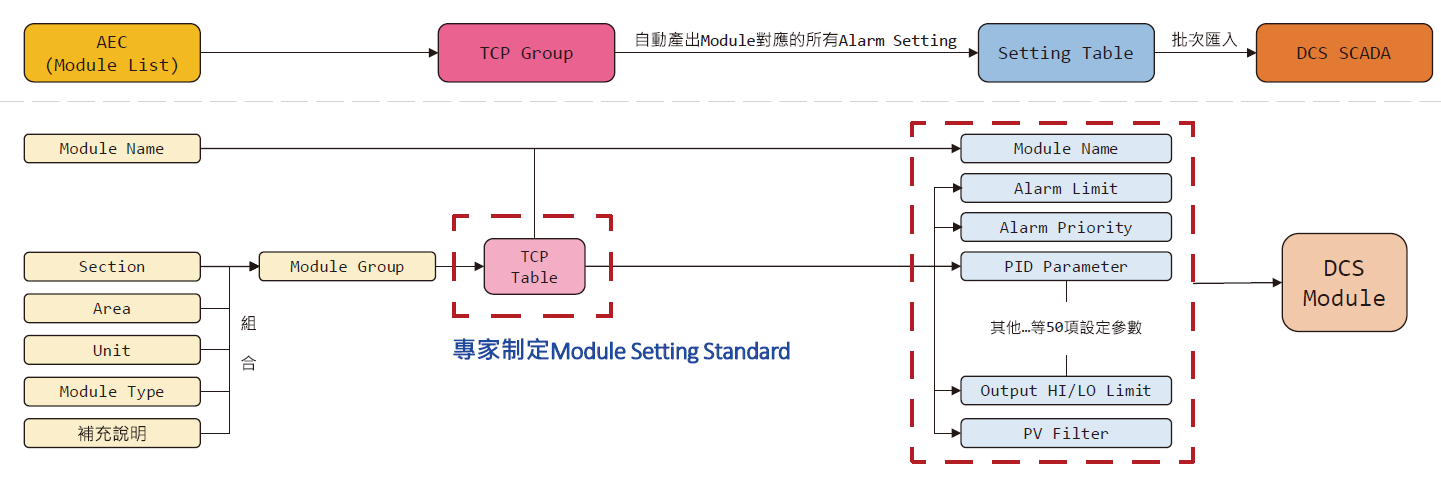
SCADA有逾20萬個點位進行監控,每個點位有1~25個不等的參數於建廠階段需要透過工程師手動設定,在由人員統整參數資料上傳iPRS系統進行參數管理,此工作預估需耗費200MD/Phase,相當耗時。導入參數的模組化,如 圖11所示,由專家制訂TCP Form(參數設定標準),建廠階段人員僅需將Module找到對應之TCP Group,系統將自動產生參數設定檔以及iPRS的參數表。
圖11、警報模組化流程
3.3 Re-layout變更管理
依據Layout變更管理流程,我們將其整合為五個活動,以作為Tool Layout Change作業依據,分別為變更發起、變更評估、變更審批、變更實施及變更確認,如 圖12所示簡述如下 :
圖12、Tool Layout Change變更管理流程

3.3.1 變更發起
變更單位(ORP)提交變更申請,變更申請類別包括機台新增需求、缺陷(錯誤)改正、產能需求變更等。變更申請不可口頭提出,必須透過系統管道確認(如E-mail或是會議紀錄),以便留痕。即使是小的需求變更也要經過正規的需求管理流程,否則會積少成多。
在歷年案例中人們往往不願意為小的需求變更去執行正規的需求管理過程,認為降低了執行效率,浪費了時間。但正是由於這種觀念才使變更需求逐漸變為不可控,最終導致項目的失敗。
3.3.2 變更評估
變更評估通常需要參考項目管理計劃、項目績效報告等,主要內容有:
- 變更必要性及緊急程度分析。
- 變更的影響,是否涉及費用的變更(如擴充Utility系統)。
以廠務為例,評估小組應討論該需求變更的合理性、可行性,實施的代價以及對項目的影響,如 表6 表7所示。


3.3.3 變更審批
審核者首先要確認變更意義,確認是否要修改,其次審核者要確認變更可能產生的影響,根據影響分析決定是否要修改下變更的內容以及對項目其它方面做同步改變;最後就是指派項目成員實施該變更,並予以公告(如E-mail或是會議紀錄),以便留存紀錄,如 圖13所示。
圖13、F18產能會議決議紀錄
3.3.4 變更實施:
要保證變更實施是完全而徹底的,我們可透過Facility Request System(FR)建立Tool項目變更清單及各系統批準項目以留存備查,如 圖14所示,並進行開立PR流程。
圖14、Facility Request System(FR)
3.3.5 變更確認
變更的結果需要回饋在項目成果之中,並及時回饋給變更的利益相關單位。所有的項目變更都需要持續跟蹤,直到變更完成為止。正確的變更控制流程是一個閉環過程,這個閉環過程確保整個變更過程的可控和可追溯。通過對變更流程的觀察,為了實現變更的目的,我們認為一個良好的變更管理工具至少應該具備如下技術特徵。
- 對變更管理工具的最基本要求是一個信息記錄及傳達功能,達到備忘與交流的功能。
- 自訂視覺化的圖形介面平台,提供強大的查詢和報表定製功能,能為變更管理提供各項數據分析及歷程記錄,掌握變更狀態,如 圖15所示。
圖15、Power BI視覺化的圖形介面平台

4. 結果與分析
根據驗收移交過程資訊整合方法,成功整合以下之資訊,對成廠移交之效率有明顯之增加。首先是系統試俥過程,為了實時掌控系統現況,並把握重要關鍵以符合成廠運轉需求。各系統依據控制點數為計算原則,依循四個步驟 : ①硬體完工;②圖控介面完成;③點對點測試後,完成自控;④設定上下限之警報(Alarm),訂出完成目標並以週為單位檢視實際執行之指標。可清楚掌握執行的瓶頸點,調度資源解決問題,如 表8所示。
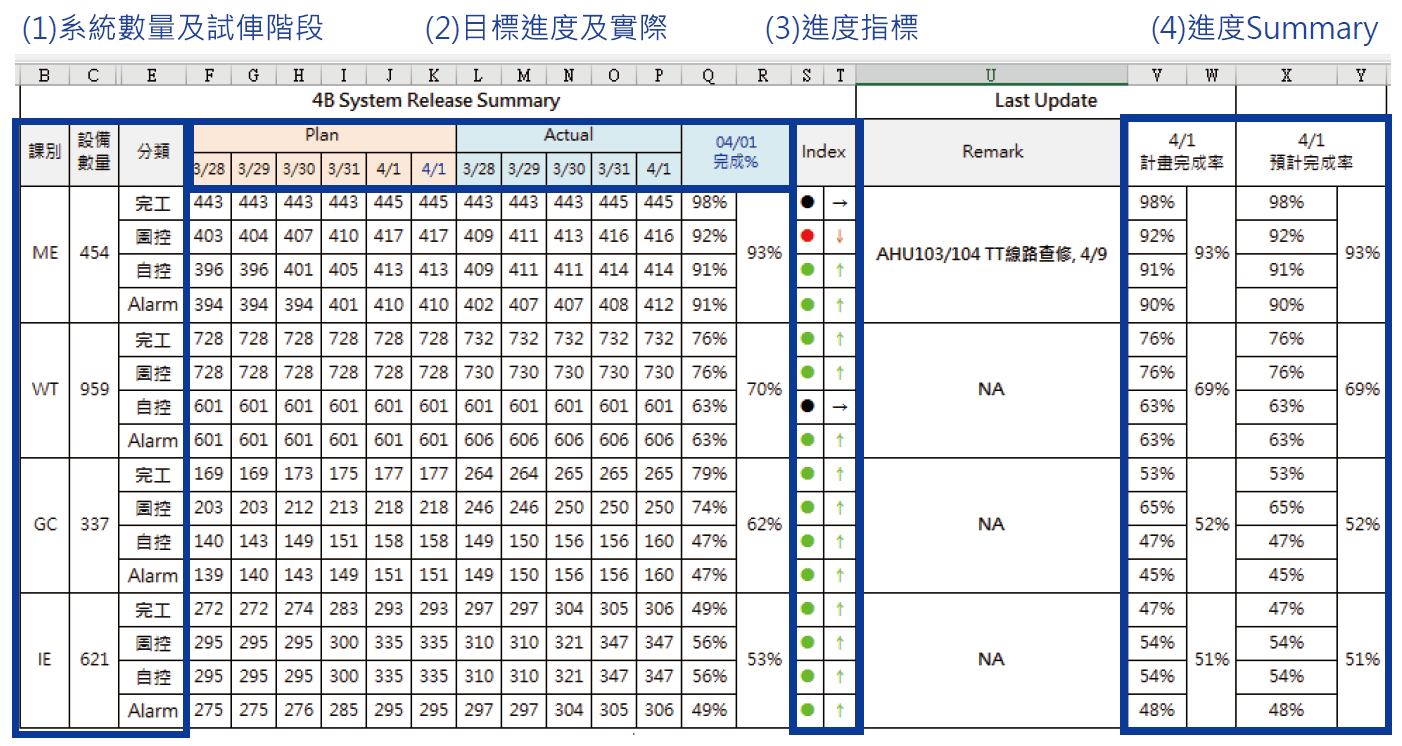
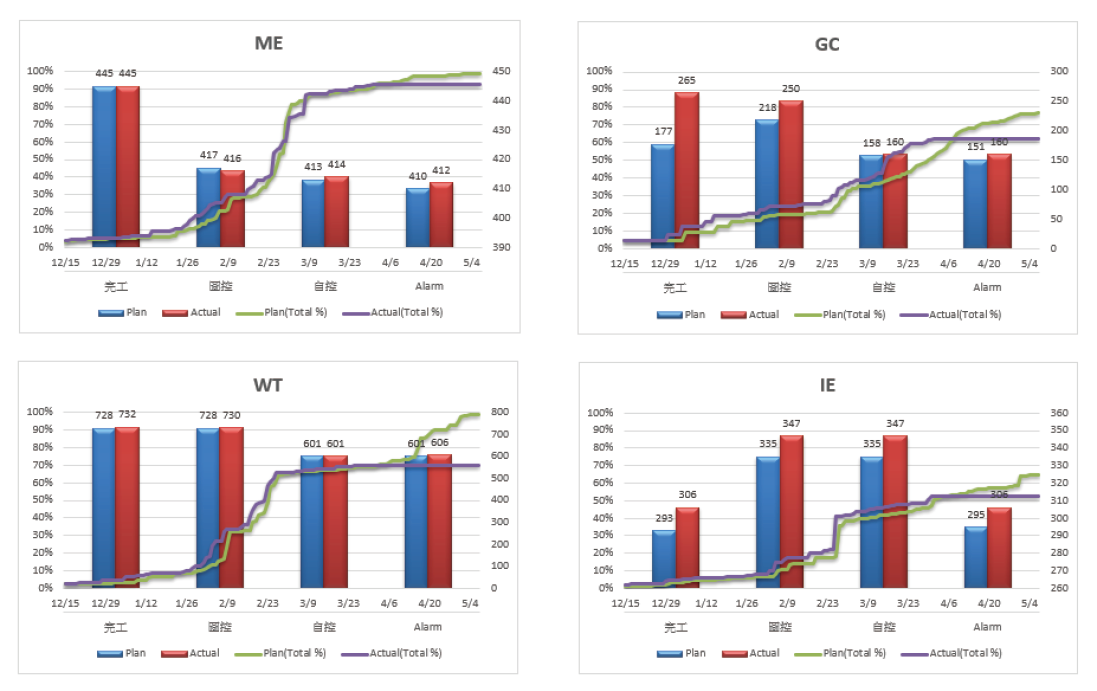
為增加圖表之可讀性,採用簡易之顏色指標,如 圖16所示,可清楚進度的狀態,超前/持平/落後可迅速掌握。另外自動曲線表,可呈現並分析各系統之趨勢線,用以預測並安排合理之人力。
圖16、系統試俥進度曲線圖
根據建廠生命週期中之移交資訊矩陣表,清潔驗收及系統缺失開立是必要的移交事項,兩者間有不可密分的先後關係,所以執行時之方式需一併考量。清潔6S是區域移交的火車頭,先分區完成區域潔淨度、物料整頓、照明、土建細節後,以營造逐步收斂的氛圍,該區系統之缺失就能無所遁形,一一抓出來列管。
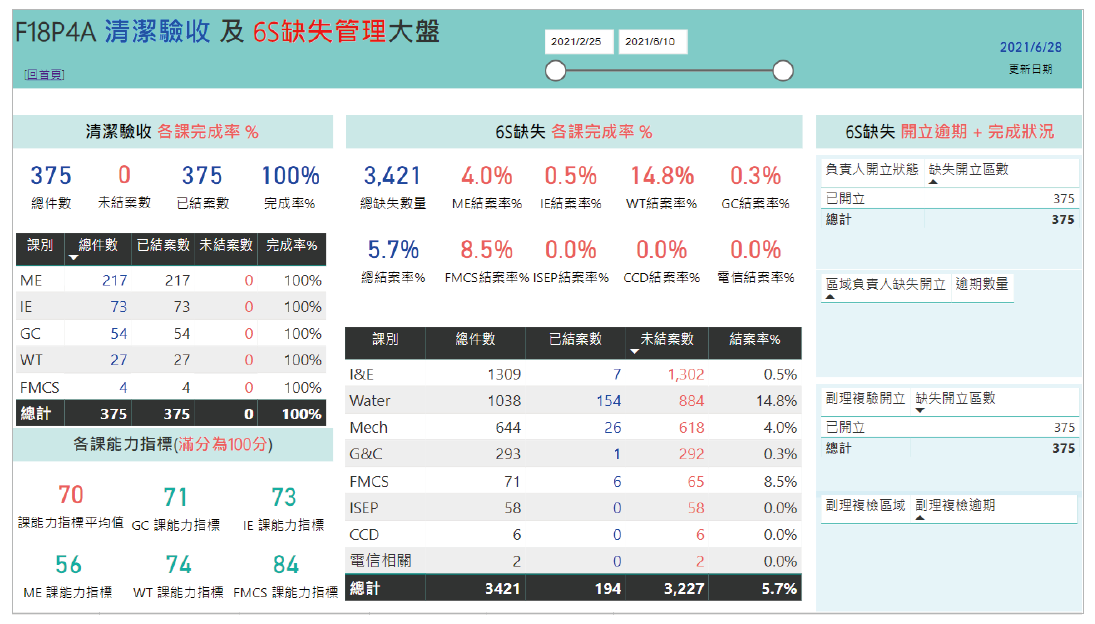
清潔驗收及缺失開立之管理流程,如 圖17所示,目標各系統能在三個月內,達成開立所有系統(廠務/消防/土建等)的缺失,以利後續之控管,如 圖18所示。在此管理模式之下,創造了明顯的效率提升,主要來自於此模式下之重要原因 : ①提早於移交前介入;②責任分區明確;③驗收標準及流程固定化;④缺失已系統追蹤。
圖17、清潔驗收及系統缺失開立管理流程
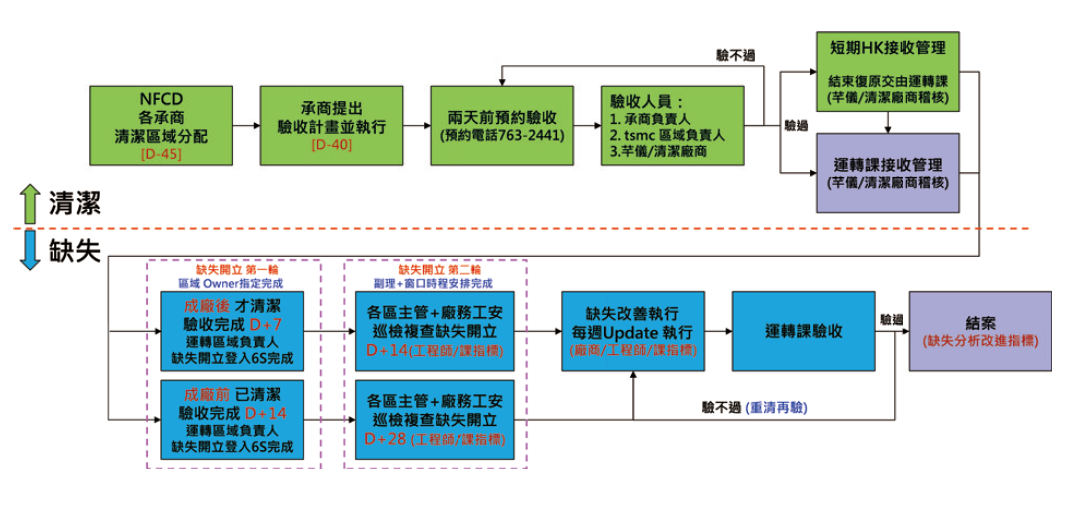
圖18、清潔驗收及系統缺失開立管理大盤(Power BI)
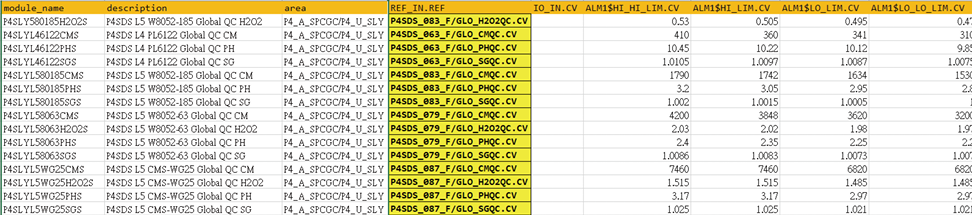
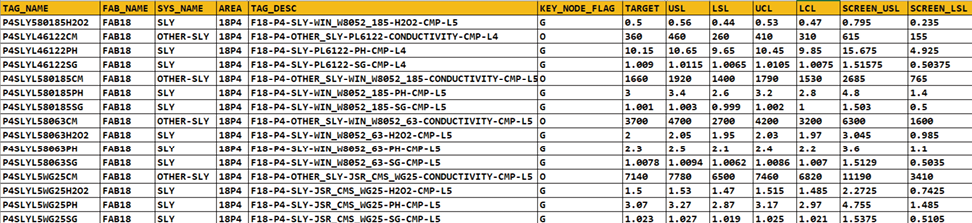
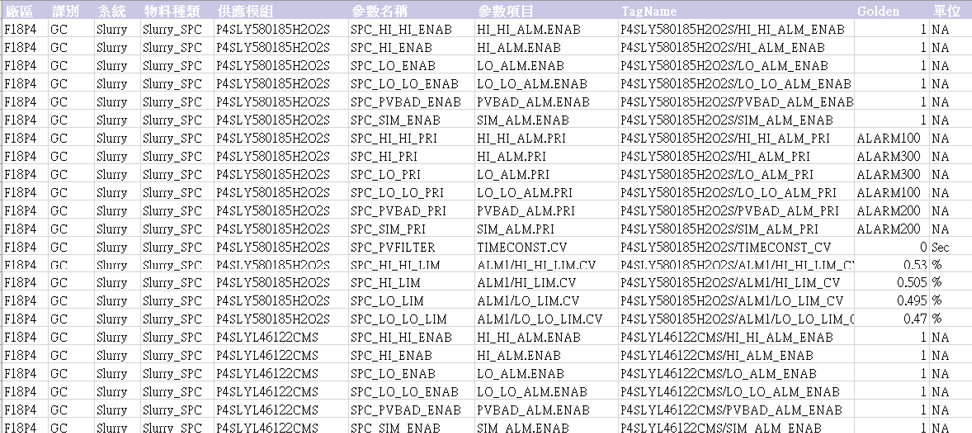
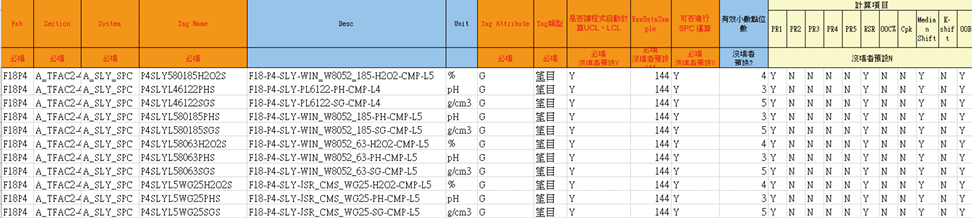
而針對1-Sigma資訊管理研究南科正式導入Smart Copy Function,透過F18A Quality Data建立N5 TCP Form,對P4A 1-sigma release Quality data建置之效率有明顯之增加。針對TCP定義各Group Control Rule可提升AP建置的準確性及一致性,快速與Mother Fab進行比對加快Release時程。Quality Data建置透過TCP模組透過Smart Copy程式One-Click同步建立出四大系統資料表,如 表9~表12所示。①DCS Module;②iEDA/ICCI;③iPRS;④F-charter,建置時間由30MD/phase→5MD/phase,完成四項AP資料上線可快速達到警報/參數(Change)/Chart的管理,加速1-sigma release時程。
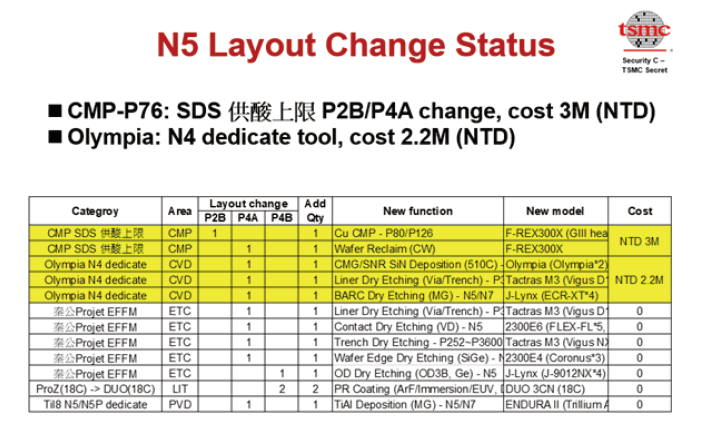
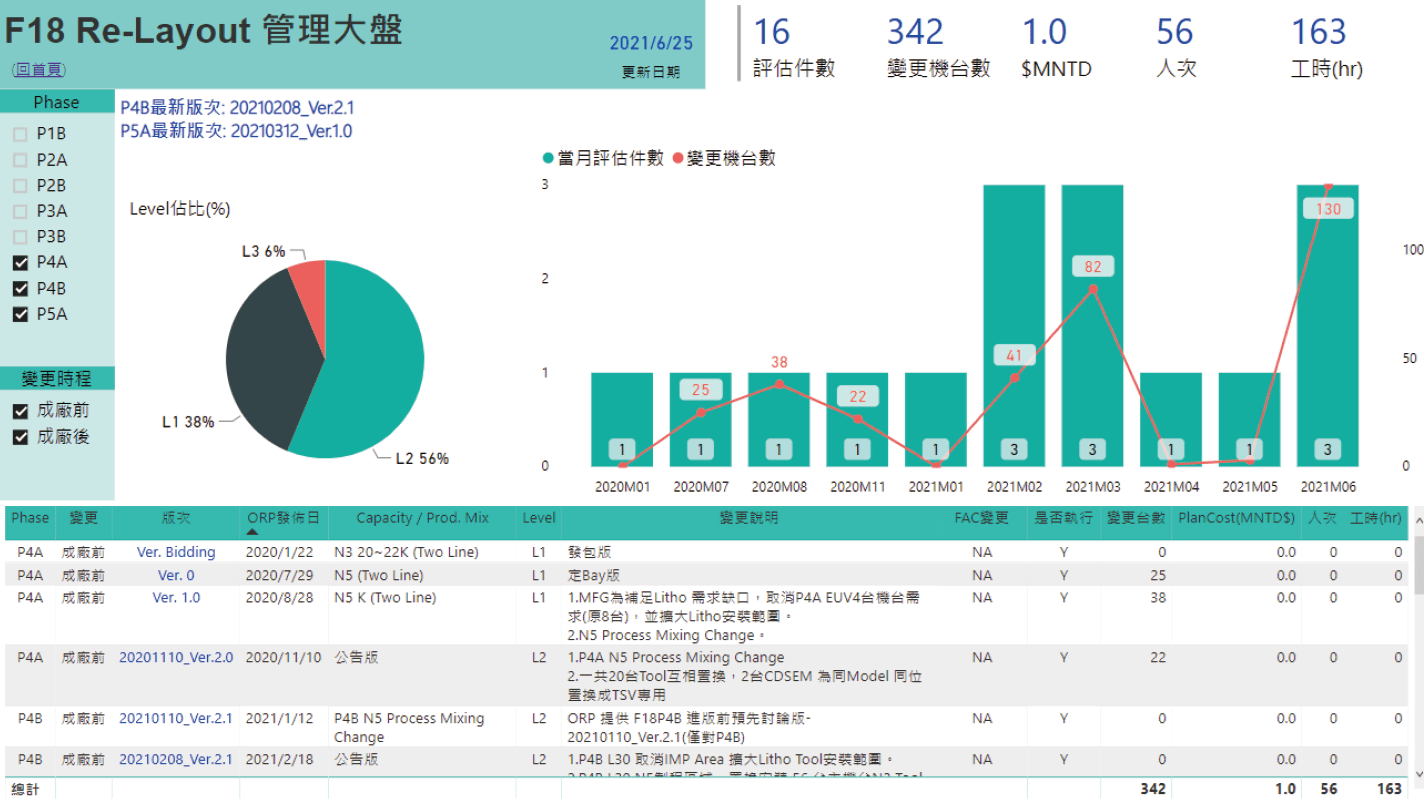
最後針對Layout變更對既有廠與新廠均是對公司營運影響很大,我們制訂出F18 Layout Change管理流程並依成廠時間點分為成廠前與成廠後兩個階段,如 圖19 圖20所示。確實定義各單位執行變更發起、變更評估、變更實施、變更審批及變更確認程序的職責。並利用Power BI提供了系统完整性、安全性、稳定性和可靠性變更管理,以得到人員工作效率最大化的好處,如 圖21所示。
圖19、F18 Layout Change管理流程(成廠前3個月開始)
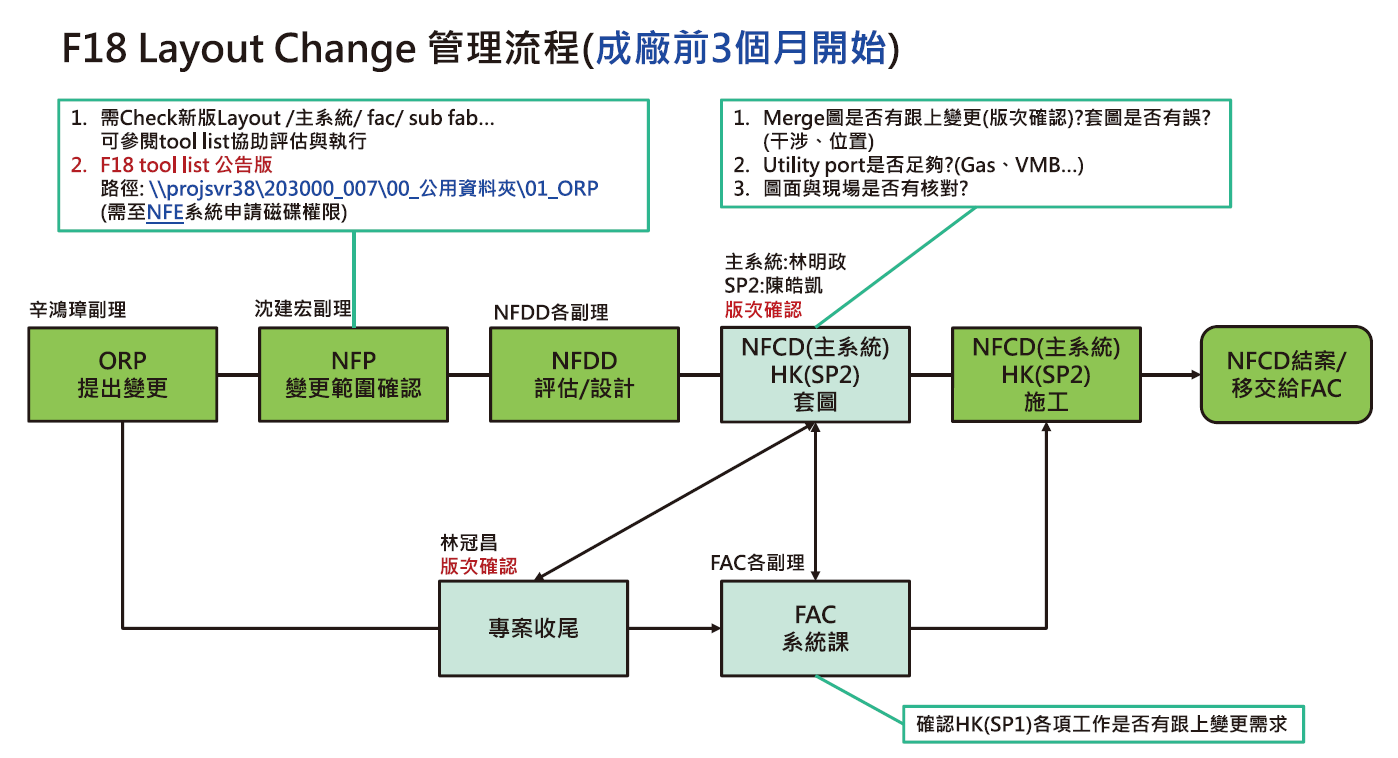
圖20、F18 Layout Change管理流程(成廠後)

圖21、F18 Layout Change管理大盤(Power BI)
5. 結論及未來精進
快速裝機階段隨時變化以及新廠驗收階段密密麻麻一堆事情,誰能即時掌握大盤調派資源將是勝利者。策略一開始與團隊設定目標就是資料庫管理傳承,因此我們利用 : ①新廠Ramping D±天數,一秒完全掌控運轉相關準備項目時程與狀況;②專人專職;③統一資料庫管理;④建立互動式報表讓未來新廠區一起分析使用。目前F18已完成各項資料庫管理的Power BI,如 圖22所示,並搭配Smart Copy,讓公司未來成廠驗收有一標準的管理,可以將該資料庫傳承並減少人員學習曲線與增加工作效率。
圖22、F18各項資料庫管理的Power BI

參考文獻
- Mario Hoernicke & Jürgen Greifeneder(2012). Next Generation Factory Acceptance Test.
- Zhihe Yang, Yaowu Wang & Chengshuang Sun(2018). Emerging Information Technology Acceptance Model For The Development of Smart Construction System. Journal of Civil Engineering and Management, ISSN 1392-3730/eISSN 1822-3605, 2018 Volume 24 Issue 6: 457–468.
- Johanna Kirsila, Magnus Hellstrom & Kim Wikstrom(2007). Integration as a project management concept: A study of the commissioning process in industrial deliveries. International Journal of Project Management 25(2007) 714–721.
- Yoora Park, Hyojoo Son & Changwan Kim(2012). Investigating the determinants of construction professionals' acceptance of web-based training: An extension of the technology acceptance model. Automation in Construction 22(2012) 377–386.
- Jinying Xu & Weisheng Lu(2018). Smart Construction from Head to Toe: A Closed-Loop Lifecycle Management System Based on IoT. Conference Paper · March 2018, DOI: 10.1061/9780784481264.016.
- Geetha Bhargava Mandava(2018). Analysis and Design of Visualization of Educational Institution Database using Power BI Tool.
- ISSN:0144-3577出版日期:1999年1月1日Huang, G.H. & Mak, K.L. (1999). Current practices of engineering change management in UK manufacturing industries. International Journal of Operations & Production Management, 19(1), 21-37.
- 吳松齡(2009)。創新管理。台灣。五南。
- 陳亦苓議,Power BI終極實戰寶典。
- Alexander, Stepanov(1995). The Standard Template Library.
- Suresh Batchu, Subbarao Kambhampati, Hirode Kartheek & Jami Shah(1995). An Iterative and Interactive Approach for Process Planning.
- Carliss Y. Baldwin and Kim B. Clark(1997). Managing in an Age of Modularity.
- Bill Jelen, Tracy Syrstad(2013). Excel VBA與巨集程式設計。
留言(0)