摘要

超紫外光機台 全方位安全管理
Keywords / Etreme Ultra-Violet (EUV),Hydrogen10,Fixed-base crane,Abatmant,New fab design2

超紫外光(EUV)為半導體製程持續微縮並延續摩爾定律(Moore's law)的新世代微影技術,亦是台積公司能持續保持先進製程技術領先的關鍵設備,EUV造價昂貴且使用大量具極度易燃特性的氫氣(Hydrogen),因此需有嚴格的管控措施以防止事件發生,造成公司資產損失與人員安全危害。然而對於EUV的安全管控並無前例可循,而是由相關單位依危害特性持續討論後訂定最適措施。本文首先針對EUV機台進行危害辨識及風險評估並依評估結果擬定相對應之風險控制措施,經執行各控制措施後相關危害均已降至低度風險,有效降低EUV設置對廠區之安全衝擊。
前言
超紫外光(EUV(Extreme Ultraviolet, EUV)對於台積公司在先進製程競賽中保持領先扮演著極為重要的角色,受損後的復原與產能取代亦較其他製程機台來的困難,如何避免因機台運轉異常造成廠區、人員的危害或因外部環境而受損都是相當重要的課題。
雖然依據機台SEMI-S2(半導體製造設備環境衛生安全基準)報告指出設備本身主要危害可藉由機台安全連鎖裝置(Safety Interlock)等措施進行防護與控制,但為更加降低EUV運轉時之風險,除機台本身之安全機制外亦須藉由執行危害辨識及風險評估程序了解所有潛在風險後採取對應之管控措施。
EUV運轉過程使用大量具易燃特性的氫氣作為導熱清潔用途及大量冷卻水作為機台降溫使用,一旦大量洩漏可能造成設備嚴重損害,因此在風險鑑別結果火災爆炸及機台水損均具有中度風險。
針對火災爆炸危害預防藉由設置獨立GEX (General Exhaust)排氣風管降低氫氣與其他製程氣體混合反應風險,設置氣體偵測系統(Gas Monitor System, GMS)及專屬極早期火災預警系統(Very Early Smoke Detection Apparatus, VESDA)進行異常狀況即時偵測。
機台水損防止則藉由移除上方水/化學品管路,而針對不可移除的消防管路則進行消防系統優化如設置獨立消防自動警報逆止閥(ACV)、隱藏式灑水頭來降低機台遭受水損的機會,另迅速執行水損復原程序(Recovery SOP)等亦可縮小災害程度並以最快速度回復生產。
以下章節亦將針對火災預防、水損防止以外其它如強烈地震、人員作業及機台升級改造等風險所採取安全防護措施進行詳細說明並建立EUV機台安全管理標準。
文獻探討
EUV為目前最先進微影設備,且仍持續進行測試與升級,因此不像其他成熟製程機台已有明確安全防護可供依循,EUV防護措施依據機台SEMI-S2安全評估報告、新機台NTCC審核及SMOC變更管理記錄、法令規定、台積相關程序書、機台實際運轉經驗傳承(lesson learnt)等擬定最佳管理規範。
外部參考依據為設備SEMI-S2報告。SEMI-S2報告內容指出EUV機台主要危害來源主要包含電力接觸危害(Electrical Energy)、機械危害(Mechanical Energy)如重物搬運掉落風險、化學物質危害(Chemical Energy)如氫氣與氧氣混合反應、非游離輻射危害(Non-ionizing Energy)如永久磁場及雷射危害(Laser Energy)等危害,藉由機台安全連鎖裝置(Safety Interlock)、操作人員教育訓練(Training)及危害標示(Hazard Alert Label)等措施進行防護與控制。而台積內部參考程序書則包含防震、廠房設計、緊急應變、個人防護具及高風險製程機台管理等。
公司為發展EUV製程,在2011年即引進第一代之EUV,其後陸續引進改良之新型號機台,其差異主要為透過元件更新如GWE (Gas, Water and Electricity)及250W改造模組套件升級以提升設備EUV光輸出功率,朝向穩定量產目標邁進。
計畫方法
針對EUV設備進行危害來源辨識及風險評估,結果顯示EUV主要有五大危害來源,包含中度風險的火災爆炸、機台水損、強震損害、機台設計改造風險及低度風險的人員作業危害,為降低EUV對廠區之潛在風險,針對五大危害來源擬定相對應之風險管控措施,管控措施包含外在硬體防護(如:獨立隔間、製程排氣、VESDA)、設備安全設計(如漏液偵測)及作業管理(如:SOP、個人防護具、教育訓練及緊急應變),詳細執行內容如 表1。
|
風險類別 |
風險來源 |
頻率 |
程度 |
等級 |
控制措施 |
|---|---|---|---|---|---|
|
火災爆炸 |
易燃性氫氣洩漏 |
3 |
2 |
中 |
極早期火災預警系統/氣體偵測系統/ 獨立排氣與隔間/尾氣處理裝置 |
|
機台水損 |
機台運轉使用PCW洩漏 |
3 |
2 |
中 |
機台上方管路移除/漏液及時偵測與連鎖 |
|
強震損害 |
廠區強烈地震發生 |
2 |
3 |
中 |
廠房結構計算/機台防震/災後復原計畫 |
|
人員作業危害 |
起重機作業/化學物接觸/噪音/磁場/雷射 |
5 |
1 |
低 |
作業標準程序/個人防護具/教育訓練 |
|
機台本質不安全 |
新型號機台與硬體改造 |
5 |
2 |
中 |
新型號機台審查/標準化變更管理審核流程 |
|
Risk Metrics |
Severity |
|||||
|---|---|---|---|---|---|---|
|
Insignificant 1 (<US$1M) |
Minor 2 (US$1-10M) |
Moderate 3 (US$10M-100M) |
Major 4 (US$100M-1B) |
Catastrophic 5 (>US$1B) |
||
|
Likelihood |
Almost certain 5 (>once per yr) |
● Operating Hazard |
● Unsafe Tool Design |
|||
|
Likely 4 (once per yr) |
|
|||||
|
Possible 3 (once per 5 yrs) |
● Water Damage ● Fire & Explosion |
|||||
|
Unlikely 2 (once per 10 yrs) |
● Earthquake Damage |
|||||
|
Rare 1 (one per 30 yrs) |
||||||
火災爆炸風險控制措施
設置EUV獨立隔間
EUV運轉過程使用大量氫氣,為避免氣體洩漏發生火災時對其他機台設備造成影響,EUV無塵室區域使用不可燃材質隔板(non-combustible partition)與相鄰機台進行隔離,且於該獨立區域內不可建置Stockers。另因搭配使用之Local Scrubber為燃燒式所以與無塵室或HPM區獨立區隔。
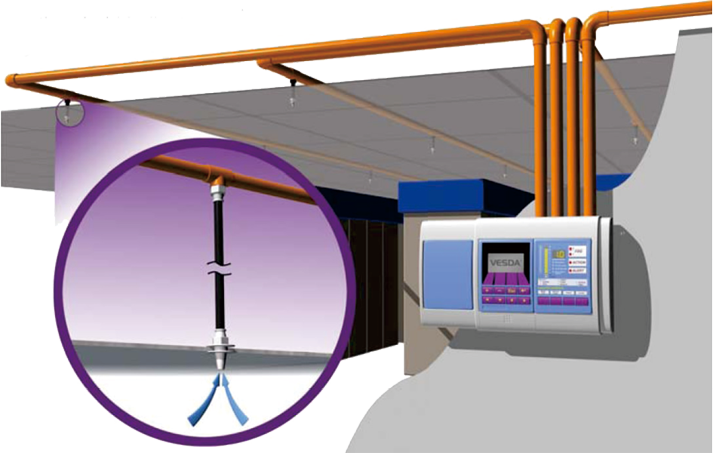
設置天花板上極早期火災預警系統(VESDA)
EUV設置區域除無塵室既有VESDA外,為強化即時偵測能力,於獨立區域天花板上增設VESDA進行火災防護 圖1。
圖1、天花板上新增設VESDA示意圖
製程排氣與Scrubber安全設計
EUV使用大量氫氣且大部分不參與化學反應,所以後端排氣處理設施(Local Scrubber)即扮演相當重要的角色,如設備處理效率不佳或管路銜接不密合,極可能造成大量氫氣洩漏或排放而有火災爆炸風險,因此針對EUV local scrubber 特殊安全管理如下:
- Scrubber排氣銜接至獨立Ex-haust排氣。
- Scrubber主、備機均發生故障除關閉氫氣供應並自動切換為Dilution Mode,藉風扇灌入大量空氣將殘餘氫氣稀釋至爆炸界限以下排放。
- Pump至Scrubber間管路設置氧氣偵測器監控氧氣濃度。
- Scrubber安裝完成後委由第三方認證單位執行現場實機DRE (Destruction Removal Efficiency)破壞去除效率測試,測試條件包含最大流量、小流量、瞬間大流量與主、備機切換之處理效率。
獨立接地電盤及配置尾氣獨立GEX風管
EUV Local Scrubber如果失效將會有大量的氫氣排放到排氣系統,為避免與其他製程氣體混合反應於是設置獨立GEX風管收集排放尾氣,將火災損失風險降到最低;而為避免其他設備引起之靜電影響EUV機台,EUV機台及廠務相關設備皆須接至EUV之獨立接地盤。
氣體洩漏偵測系統
EUV由廠務中央供應氣體包含氫氣(H2)、氮氣(N2)、氦氣(He)、氫氬混合氣(2% H2/Ar)及機台端鋼瓶供應的混合氣(成分包含CO、CO2、N2、He)。
為防止機台氫氣洩漏風險,在主機台與附屬設備周邊均設有氫氣環境偵測點,另外在Gas Box Exhaust皆比照VMB(VALVEMANIFOLD BOX)裝設氫氣偵測器,如有偵測到氫氣讀值超出標準則會自動連鎖關閉VMB供應源。
Laser因使用含CO成分混合氣所以安裝CO偵測點,而具有BTS (Beams Transport System) N2 purge功能的新進機台考量輸送管路內大量氮氣如洩漏有缺氧窒息風險,於箱體內設置O2偵測器並連結至緊急應變中心監控。GMS設置種類、位置如 表2。
|
Gas |
Location |
Gas |
Location |
|---|---|---|---|
|
H2 |
1F/2F/3F Environment |
NG |
1F Local Scrubber |
|
2F/3F H2 Gas Box |
CO |
2F Laser |
|
|
1F Local scrubber |
O2 |
2F Laser |
為提供氫氣洩漏時第二層安全防護,要求內含氫氣管路的氣體閥箱接頭不可外露並且配置Exhaust抽氣(不可使用鋁箔軟管)及裝設氣體偵測器進行監控。為避免強震發生後管路鬆脫造成氫氣洩漏風險,要求機台於廠區發生五級地震後(>80 Gal)需重新進行氫氣管路測漏及含氧濃度測試,通過後方可再送氫氣。
機台水損風險控制措施
移除獨立區域水及化學品管路
EUV機台造價昂貴,且肩負先進製程成功之重要責任,為預防機台上方管路洩漏造成水損,除消防管線外,其他水路或化學品管路配置不可穿越主機台上方,如因特殊因素不可達成才可依下列相關規定執行(加壓的管路或Drain管不適用):
- Drain管為金屬材質,且有金屬或為FM認證材質之盛漏盤
- 盛漏盤需設置Leak Sensor (MAU管路須連動關閉排放閥)
- 需有避免漏液沿鋼構與地板縫隙滲漏防護措施(如:止水墩/防水滾邊/獨立水溝)
獨立消防自動警報逆止閥(ACV)與Y型過濾器
另為強化水損意外發生時之應變管理,EUV區域新增撒水系統獨立ACV,並針對獨立ACV增設Y型過濾器,降低水損意外發生時水中雜質汙染機台的機率。
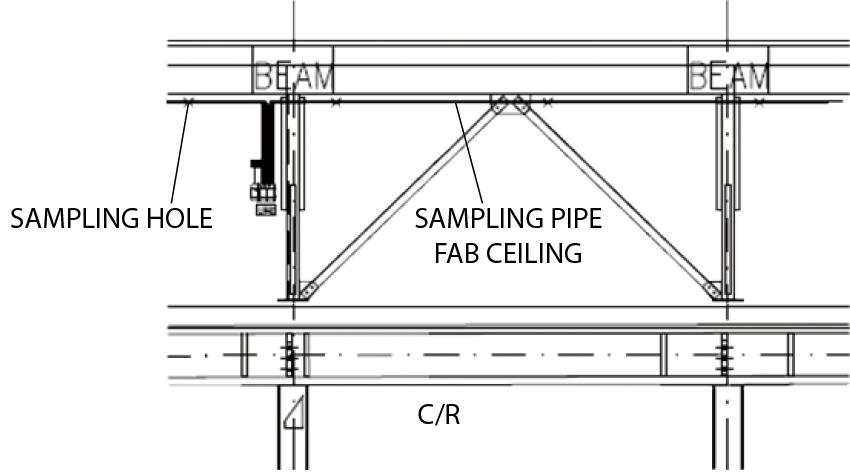
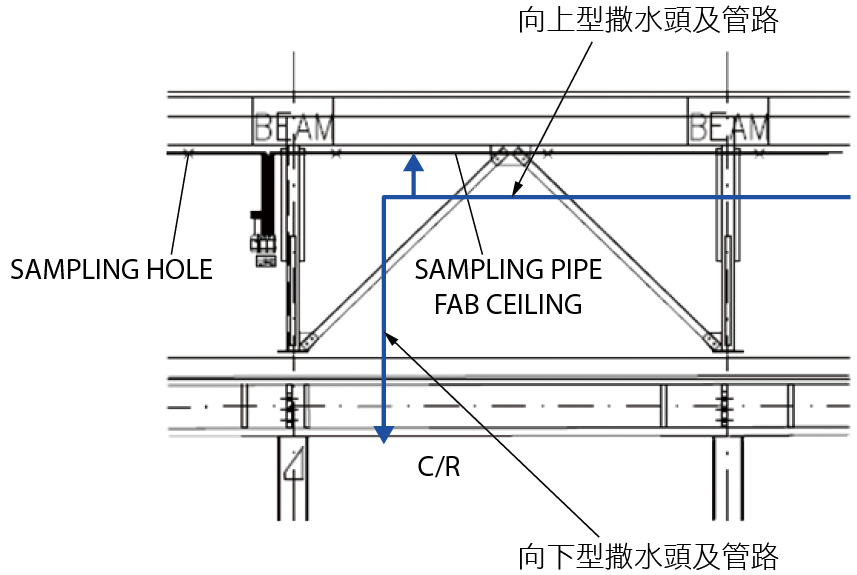
隱藏式灑水頭設計
EUV區域設置灑水頭進行防護,為避免固定式起重機運行過程中或地震發生時其他物體碰撞灑水頭破裂而造成水損,該區灑水頭為隱藏式如 圖2。
圖2、天花板灑水頭(隱藏式)設置圖

機台漏液偵測與安全連鎖
EUV主機台及附屬設備使用大量PCW,如有漏水會影響整體區域溫溼度及對機台造成損失;為使漏液發生時能即時偵測並連鎖關斷來源,除了於主機台設置有RGA (Residual Gas analyzer)即時監控水氣濃度,當機台發生漏水即會alarm並關閉供應閥件,其他附屬設備如Dry Laser、Local Scrubber、Vacuum Pump 等機櫃亦設有Leak Sensor,作動即會將訊號連動主機台停止製程。
水損搶救緊急應變演練
依緊急應變程序書水損搶救流程(water damage salvage proce-dure),預先擬定大量水損緊急應變計畫並安排相關單位(廠務、設備商)實際進行演練,演練內容包含隔離汙染、除濕乾燥、覆蓋設備…等動作,以提升設備及相關單位對於水損之應變能力。
強震損害風險控制措施
廠房結構與機台防震設計
EUV總重達65公噸,且最上層組件安裝高度達2公尺以上,必須安裝「無塵室固定式起重機」來解決裝機與維修保養過程之重物搬運問題。無塵室固定式起重機與機台防震基座安裝前,針對廠房鋼構、固定式起重機結構及樓板依TBC code (建築物耐震設計規範)及台積電地震防護程序書進行計算並取得結構技師之簽證報告以確保強震時具有足夠之抗震力,而主機台及其附屬設備則另通過SEMI-S2地震防護之認證,其他水、氣、電管路亦妥善固定。
震後復原計畫(BCP)
為確保災害發生後設備商能依程序進行機台搶救並提供充足支援人員,除要求EUV單位依營運持續管理計畫程序書建置強震BCP外,亦要求機台EUV廠商、無塵室固定式起重機廠商擬訂震後復原程序及緊急應變人力建置規劃,以求在強震發生後能以最快速度完成設備安全確認後回復生產。
人員作業危害風險控制措施
危險性機械(固定式起重機)作業管理
無塵室固定式起重機單座吊升荷重為10公噸,屬法定之危險性機械,通過主管機關檢查並取得合格證並定期執行複檢,在固定式起重機操作使用方面,每日欲使用固定式起重機前需依據危險性機械使用流程申請設備高風險作業,完成自動檢查程序後由具備危險性機械操作證照人員執行,內部施作流程則依循「EUV固定式起重機作業流程」管控。
個人安全防護具管理
EUV原理為利用雷射光激發液化錫(Sn)滴而產生超紫外光,人員須定期更換錫滴產生裝置及反應錫滴收集桶、清潔被錫滴汙染之光學片以使機台能穩定產生EUV光源,為避免人員暴露於化學物質氧化錫及高溫接觸的風險,於300 MM FAB NON-OPERATION PPE程序書明確定義各項作業所需配戴個人防護具,廠區工安單位藉由執行防護具使用與保存檢點稽核,確保落實度。
永久磁場與Laser危害預防
EUV在Source及Scanner,表面3公分距離處磁場強度(Source:30G;Scanner:150G)有大於心律調節器的危害強度(>5G),因此操作或可能暴露在磁場危害人員作業前均施予教育訓練並於機台端張貼中、英文危害警告標示。
製程冷卻水管路噪音防護
EUV Laser使用大量PCW作機台冷卻,在管路轉折及調整流量閥件處易產生明顯噪音(約90分貝),為降低裝機階段及PM維修人員噪音暴露危害,針對噪音來源進行工程改善,改善方式包含PCW管路包覆FM認證材質隔音棉及安裝消音箱,經過改善後現場量測值可大幅降低約10分貝如 圖3 。
圖3、製程冷卻水管路隔音棉與消音箱安裝


機台本質設計及變更風險控制措施
公司持續與設備商共同進行硬體升級改造以提升EUV效能,有鑑於EUV改造具時效性與測試不確定性,因此必須建立安全審核機制以確保能即時並有效控制變更所帶來的風險,建立規範如下:新型號機台應提供完整版SEMI-S2報告並通過NTCC審查、其他改造依SEMI-S10 (風險評估及風險估算過程之安全基準)進行變更風險等級鑑別,高度風險需提供第三方認證單位所提供符合SEMI-S2標準之聲明文件,如屬中度風險則設備商需提供內部安全審查符合SEMI-S2標準之聲明文件。
結果與分析
綜上所述,針對EUV各主要風險來源所採取對應之管控措施彙整如 表3,自公司2011裝設第一部EUV機台後針對安全管理仍持續不斷強化,硬體方面包含增設降低火災風險與水損的ACV/Y型過濾器與獨立VESDA,人員作業管理方面則訂定標準化的SMOC審核機制及建置強震BCP與水損緊急應變計畫,在經過執行各項管控措施後,五大主要危害來源之殘餘風險均已降至低風險,有效降低EUV設置對廠區的可能危害並避免公司關鍵製程設備受損。
|
風險類別 |
風險來源 |
殘餘風險 |
安全防護設計 |
2011 |
2018 |
|---|---|---|---|---|---|
|
火災爆炸 |
機台運轉使用氫氣洩漏 |
低 |
天花板上方增設極早期火災預警系統 |
V |
|
|
使用不可燃材質設置獨立隔間 |
V |
V |
|||
|
設置獨立排氣風管收集尾氣 |
V |
V |
|||
|
Pump至Local scrubber間設置氧氣偵測器 |
V |
V |
|||
|
設置氣體洩漏偵測系統 |
V |
V |
|||
|
Local scrubber安全設計 |
V |
V |
|||
|
機台水損 |
機台運轉使用製程冷卻水洩漏 |
低 |
移除獨立區域水及化學品管路 |
V |
|
|
設置穩藏式灑水頭 |
V |
V |
|||
|
設置獨立消防ACV與Y型過濾器 |
V |
||||
|
水損搶救緊急應變演練 |
V |
||||
|
機台漏液即時偵測與安全連鎖 |
V |
V |
|||
|
強震損害 |
強烈地震發生 |
低 |
廠房結構符合耐震設計規範與技師簽證 |
V |
V |
|
SEMI-S2地震防護認證 |
V |
V |
|||
|
震後復原計畫建置 |
V |
||||
|
人員作業危害 |
氫氣洩漏/重物搬運 |
低 |
氣體管路與危險性機械高風險作業管制 |
V |
V |
|
化學物接觸 |
個人防護具規範與管理 |
V |
V |
||
|
水路噪音 |
製程冷卻水管路噪音防護 |
V |
|||
|
磁場/雷射 |
永久磁場與雷射危害預防 |
V |
V |
||
|
機台本質不安全 |
新型號機台與硬體改造 |
低 |
新型式機台須通過新機台安全審核 |
V |
V |
|
機台改造變更管理審核標準 |
V |
||||
|
註: *如需跨越須符合前段移除獨立區域水及化學品管路之規範 |
|||||
結論
EUV技術是下個世代晶圓製程的關鍵技術,但對於安全風險管控領域則是一個新的挑戰,機台設備本質安全方面經由SEMI-S2認證把關,廠內則藉由上述硬體建置及作業程序訂定來降低運轉風險,然而後續仍有部分硬體可再加以改善,如 表4,以強化異常即時監控能力並提升設備生產穩定度,達成研發、生產與安全三贏的目標。
|
類別 |
持續改善建議 |
|---|---|
|
廠務供應系統強化 |
EUV主機(氫氣)與Local Scrubber主/備機(NG)由獨立盤面供應,避免因氣體偵測系統動作連鎖關閉氣源而影響其他機台運轉 避免不純物質燃燒反應後生成物由GEX煙囪排放,建議Local Scrubber由潔淨度較高的水源取代回收水、強化Local Scrubber廢氣處理能力或評估設置EUV專管煙囪水洗裝置三方面進行強化 |
|
安全監控系統強化 |
訂定EUV區域監視系統設置標準 |
|
緊急應變強化 |
強震之營運持續計劃之外,針對其他高風險情境擬定對應營運持續計畫及緊急應變計畫,並執行演練 |
參考文獻
- A-RMS-07-03-198, TSMC HIGH RISK PROCESS TOOL SAFETY C.I.
- A-RMS-08-02-063, TSMC EARTH-QUAKE PROTECTION PROCEDURE
- A-RMS-01-03-041, TSMC NEW FAB ESH DESIGN & CONSTRUCTION C.I.
- 陳鴻杰、陳慧君,超紫外光EUV微影技術機台裝機風險評估,2012
- 莊涵翔,NTCC ESH Summary Report of ASML NXE3400B Scanner, 2017
- 莊涵翔,NTCC ESH Summary Report of ASML NXE3400B Source, 2017
- 莊涵翔,NTCC ESH Summary Report of Trumpf Laser Amplifier V2.0 for ASML NXE3400, 2017
- A-RMS-01-03-029,TSMC ISO/OHSAS/ TOSHMS ESH MANAGEMENT SYSTEM C.I.
- TRUMPF Laser Amplifier v2.0 SEMI S2-0715 Final Evaluation Report, ESTEC Solution Inc., 2017
- 250W Source SEMI S2-0715 Final Evaluation Report, ESTEC Solution Inc., 2017
- TWINSCAN NXE 3400B SEMI S2-0715 Final Evaluation Report, ESTEC Solu-tion Inc., 2017
- A-RMS-08-03-210,TSMC EMERGENCY RESPONSE C.I.
- A-RMS-13-03-098, 300 MM FAB NON-OPERATION PPE MANAGEMENT O.I.
留言(0)