摘要

廚房廢氣處理系統智慧化研究 - 以十四廠三期為例
Keywords / Intelligent Building8,Exhaust Pollution Control System,Benefit Analysis2



將ICT技術導入台積電F14P3辦公室的廚房廢氣處理系統中;藉由感測器(pH/ORP計及導電度計)的裝設,來改善目前必須巡檢才能得知系統運轉狀況及無法判斷系統處理效率的問題;將感測器所感測到的數據傳回BAS,與內建資料庫的設定管制值做比對及判讀;再由BAS將指定的反饋動作指令回傳給相對應的控制元件(如水洗機排水管電磁閥或氧化劑加藥泵) 做出指定反應(用以確保處理效率);並增加BAS警報示警及簡訊通知負責人員功能。這種經由感測,運算處理、判斷比對與反饋的智慧化程序;讓RSPC可以如同人類一樣,有了大腦(BAS負責運算處理及判斷比對)、眼(感測器負責監控RSPC運轉參數)、口(BAS的警報及簡訊功能)及神經傳導(BAS監控網路及TCP/IP)、手(加藥泵及排水電磁閥)的功能,使原本無法即時掌握的系統,經由這個研究,讓系統處理效率、運轉狀態及合適的保養時間能夠被清楚地掌握與執行,進而減少系統異常的次數及因為異常而導致的客訴。
前言
2013年4月,在漢諾威工業博覽會中,德國提出了工業4.0(Industry 4.0)的概念,正式宣告智慧製造為核心的新世代工業型態,將成為第4波工業革命,但儘管智慧化已被視為製造系統的未來,但「智慧化」三個字十分模糊,何謂智慧化?目前對智慧化一般的簡單定義是包括感測、計算及比對(運算處理、邏輯推理判斷)、反應等三個子系統,也有將計算及比對拆分為運算處理及邏輯推理兩個次系統;將這三個子系統進一步強化並將之整合,就是邁向智慧化之路[1]。基於此點,引發我們將智慧化的三個子系統導入RSPC的發想!
台積電目前新建辦公室的廚房廢氣處理系統(Remote Smoke Pollution Control, RSPC)皆以水洗機+靜電除塵機+活性碳網濾三階段處理的方式設計;本研究藉由智慧化的導入,設置ICT的元件來監測及控制RSPC中的一些項目,不僅希望能確實掌控這套RSPC系統的運轉情況,並且讓系統在感測到異常時能有自主反應回饋;如加藥、排水或發簡訊通知相關人員等,以控制水洗機洗滌液中之導電度、酸鹼值及氧化還原電位來保障水洗機的洗滌效果及RSPC的處理效率;同時能降低系統排放廢氣的異味濃度。這些反應及被量測到的數值都會被記錄在大樓自動化系統(Building Automation System, BA or BAS, 在此簡稱BAS),一些異常的狀況也會由BAS主動以簡訊通知相關工程師及設備廠商,一方面即時掌握RSPC的運轉狀態;另一方面也可即時安排計劃性維修或保養的時間。
研究動機
台積電新建辦公室的RSPC系統因未設置監控系統,所以無法即時掌握RSPC的處理效率、各段設施之運轉狀況及合適的保養時間,所以在最近5年中,我們在廠區有陸續收到部份同仁對廚房油煙味的抱怨,或在巡檢時發現廚房外牆排氣口百葉上方牆板有污黑油漬,這時才知道廢氣處理系統有狀況,但是找廠商來也只是更換水洗機的水;或是檢查一下靜電集塵板是否髒污。而且油煙廢氣不僅污染環境品質,在許多的研究報告中都指出,這些餐飲業的油煙廢氣對人體健康的危害也非常大。
基於環保及維護廠區內人員健康著想,同時也希望能確實掌握RSPC的運轉狀態,導入ICT技術,讓RSPC系統能夠主動感知、自主思考及自動反應,知道何時該換水;何時該吃藥(自動加藥)或何時該聯絡工程師及維修廠商來關心“自己”一下;讓RSPC因智慧化導入而達到運轉狀況被掌握、系統效率被保障、即時保養被執行、客訴減少被達成的目的。
研究目的
希望藉由智慧化系統的導入 圖一,以感測器來量測系統運轉環境參數、以BAS來蒐集、比對及掌控運轉環境參數、以自動加藥泵及排水電磁閥來維持運轉環境於最佳狀態;由這幾項來確保RSPC能夠持續正常運轉、即時維修保養;維持對油煙廢氣與異味去除的高效率。此外;因為RSPC在現階段沒有ICT技術協助的情況下,工程師只能以巡檢及定期保養的方式來維護系統的正常運作,補水維持小量持續溢流,定期每週排一次水,這種作法並無法確保RSPC的處理效率;因此我們希望經由實驗程序,來找出異味與被監測項目間的關係;期望因為智慧化流程導入RSPC,能建立一個持續穩定,而且是低運轉成本與高效能的系統。
圖一、廚房廢氣處理系統智慧化研究流程
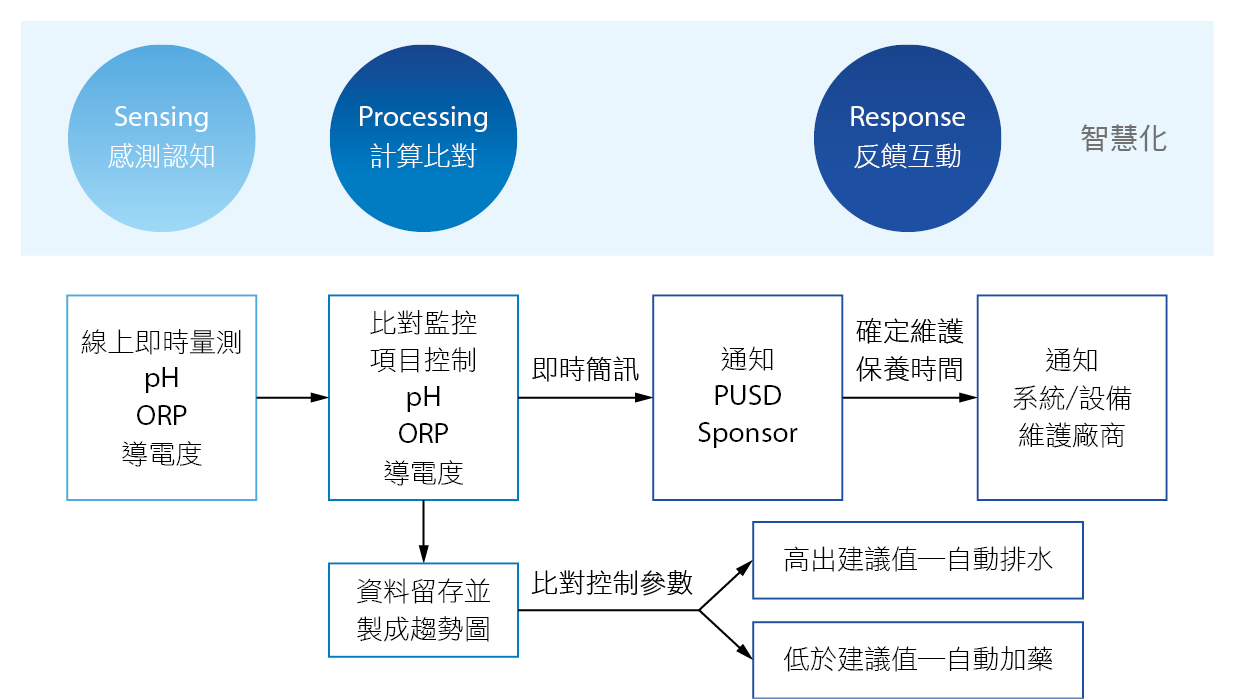
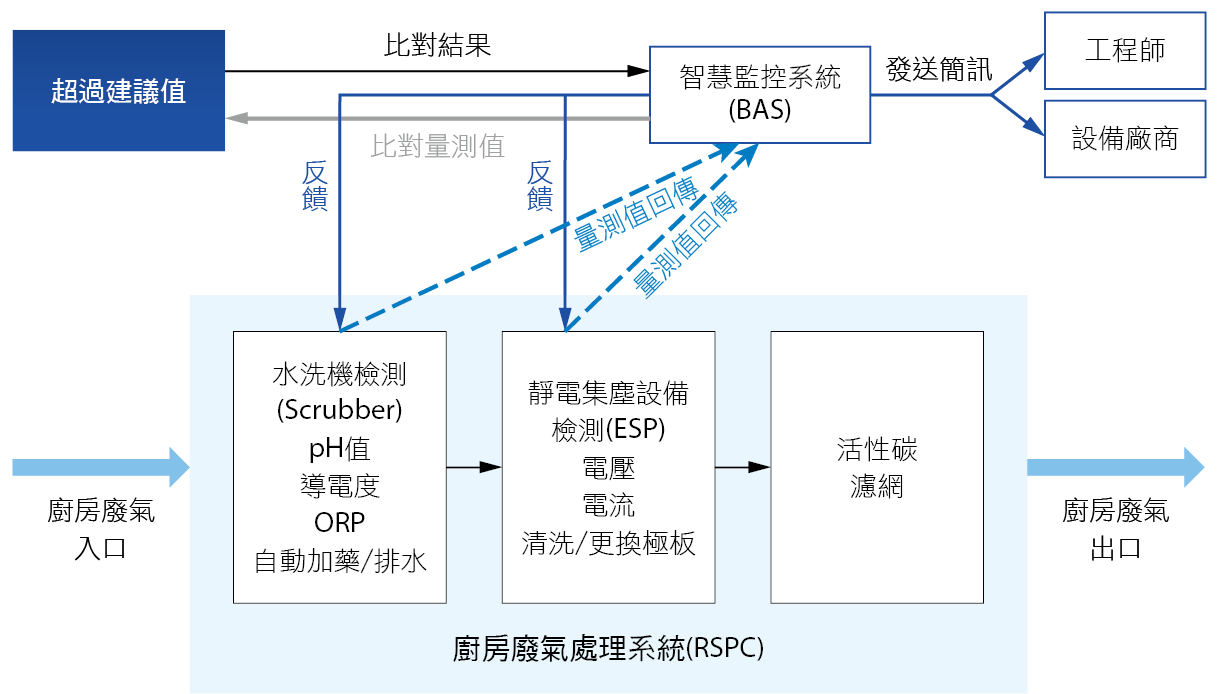
經由感測、分析計算比對及反饋的智慧化程序,讓裝設感測器的水洗機及靜電集塵機能因為我們監控洗滌液的pH值、導電度及ORP與靜電集塵機高壓產生器的電壓、電流傳回BAS,並與相關文獻資料比對,以啟動相對應的反饋機制;讓水洗機的自動加藥及換排水、靜電集塵機極板的清潔保養與極板與高壓產生器更換的時機能有效被管理,以持續維持RSPC系統運轉的最佳化;並且能自動通知廠商或負責工程師主動啟動維護保養程序的全自動化智慧監控系統 圖二。
圖二、廚房廢氣處理系統智慧化示意
文獻回顧
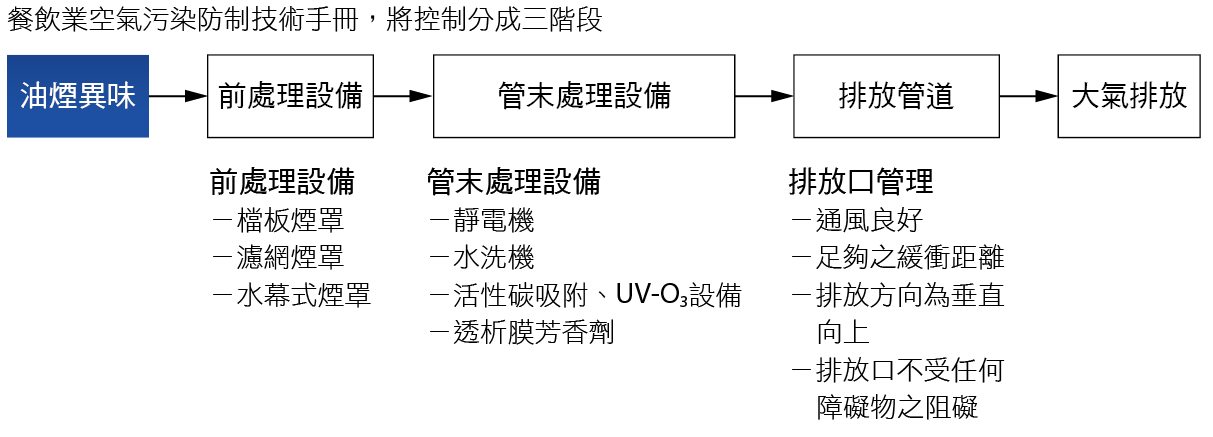
參考東海大學環境科學與工程學系鄧宗禹教授的「餐飲業異味問題及處理簡報」中提到的幾種異味控制技術的常用防制設備 圖三,其中前處理設備即是在台積電廚房中的煙罩設備,而管末處理設備即是本次研究的標的[2]。
圖三、異味控制技術常用防制設備
由周明顯、謝祝欽、張仁瑞教授於「餐飲業油煙及臭味污染防制技術之研發與推廣:化學洗滌法」研究報告中指出;水洗機為目前餐飲業常見之油煙廢氣防制設備之一,主要為去除廢氣中的油煙,對異味去除較無效果,雖然其設置成本相對較低,但其去除機制乃以清水作為洗滌液,屬於純物理性質之吸收反應,因此洗滌液容易達到飽和,導致油煙之氧化及去除效果降低。要解決水洗機處理異味效果不佳的方式,在大多數的參考文獻中多以添加氧化劑(建議使用家用漂白水,6%有效氯)的化學洗滌法為較便宜及普遍的建議作法,此法在控制上需特別排氣中的餘氯濃度。
靜電集塵機也是常被使用之防制設備,此亦為目前技術較為純熟之油煙廢氣防制設備,但因為其乃利用高壓電流放電原理使粒狀污染物帶電而被收集於電極板上進而去除之,所以在操作上的危險性較高,於安全考量下需具有專業技術之操作人員。靜電集塵機在搭配前處理設備下,處理油煙之效率雖可達80%,但對於臭味的處理能力卻不及60%,最困擾的問題乃黏稠性極高之餐飲油煙黏滯於極板上,影響極板正常放電及吸引油煙顆粒附著,導致油煙去除效率降低,因此需定期清洗,但卻會有噪音與廢水污染之二次公害產生。
活性吸附裝置對臭味去除效率可達到60~90%,但對油煙去除效率極微,且油煙很容易阻塞活性碳孔徑,因此必須經常置換新的活性碳,徒增操作成本。[3]
除了上述幾種常見的處理設備外,一般對於排氣異味控制方法有物理法(水洗、活性碳吸附、冷凝、靜電除塵等)、化學法(次氯酸濕式氧化、臭氧洗滌、過氧化氫洗滌、過氧化氫/亞鐵洗滌、臭氧接觸、觸媒焚化、火焰焚化等)、生物法(生物滴濾塔、生物濾床、生物洗滌)。還有用紫外線(UV燈)方式,其目的如同在洗滌液中加入漂白水做為氧化劑,利用紫外線來破壞異味污染物的化學鍵結;進而達去除異味的目的,但初設成本較貴。對含低濃度(<50ppm)異味物質排氣,以化學洗滌或生物法處理較為經濟,亦可達滿意效果。[4]
控制原理
在參考相關文獻及接受中山大學環境研究所周明顯教授的指導,一般而言,水洗機洗滌液的pH值及氧化劑濃度對異味去除及氧化或還原效率影響顯著,可分別以pH 值控制器來控制酸或鹼之添加,以ORP計來控制氧化或還原劑之添加。ORP 控制原理如下:
a[Ox]+n e- b [Re] E o ORP=
(Eo-Eref)-(RT/nF)ln([Re]b/[Ox]a)
其中:
E o :氧化劑之標準還原電位
F :法拉第常數
Eref:參考電極之還原電位
[Ox] :氧化劑濃度
R :氣體常數
[Re] :氧化劑還原產物濃度
n :電子數
T :凱氏溫度(K)
氧化劑濃度[Ox]降低時,ORP降低,系統即自動加氧化劑,使ORP維持在一定值以上。為使系統能持續有效運轉,利用ICT技術將被監控項目控制在如下建議範圍:
- 將pH值控制在8.0左右,使氧化劑(家用漂白水)活性最大。氧化劑活力愈大表示氧化能力愈強,讓系統去除異味的能力也愈大。
- 將ORP值控制在800-900mV,讓ORP值在低於800mV時,系統會自動添加氧化劑(漂白水),維持洗滌液的氧化能力。
- 導電度越高表示水中鹽度(加藥累積)越高,利用自動排水,將較高鹽度的洗滌液適度更換為一般自來水;可防止洗滌液對水洗機的水槽造成不銹鋼鹽蝕,縮短系統使用壽命,我們將導電度控制在>2000μS/cm時即啟動排水,補充新水。
- 靜電集塵機高壓產生器的電壓及電流數值能讓操作人員清楚極板與高壓產生器否正常運轉?如果BAS發現電壓偏低時,會主動發出警報並以簡訊通知相關人員到現場檢視,確認是極板或高壓產生器故障需安排更換?或是極板被油滴污染;致使吸附油霧的效果變差,此時就應該安排進行保養。
基於上述說明,我們希望能藉由導入RSPC系統的智慧化;設置感測器;監測並收集水洗機洗滌水槽中的pH值、導電度及ORP,靜電集塵機的電壓、電流的即時資料;將這些被蒐集的資料傳回既有的BAS,經由監測數據的收集與分析,比對文獻資料及實驗記錄來簡易推算當下的廢氣排放狀況,進而啟動相相對應的反饋動作,如當洗滌液pH值大於8時啟動自動加藥(家用漂白水)系統[5],以控制洗滌液的pH值來確保水洗機效率;或是當洗滌液的導電度大於2000 μS/cm 時自動啟動排水/補水系統,避免因洗滌液飽和而影響油煙之去除效果。
本研究計劃流程說明如下: 圖四
圖四、本研究專案計劃流程說明
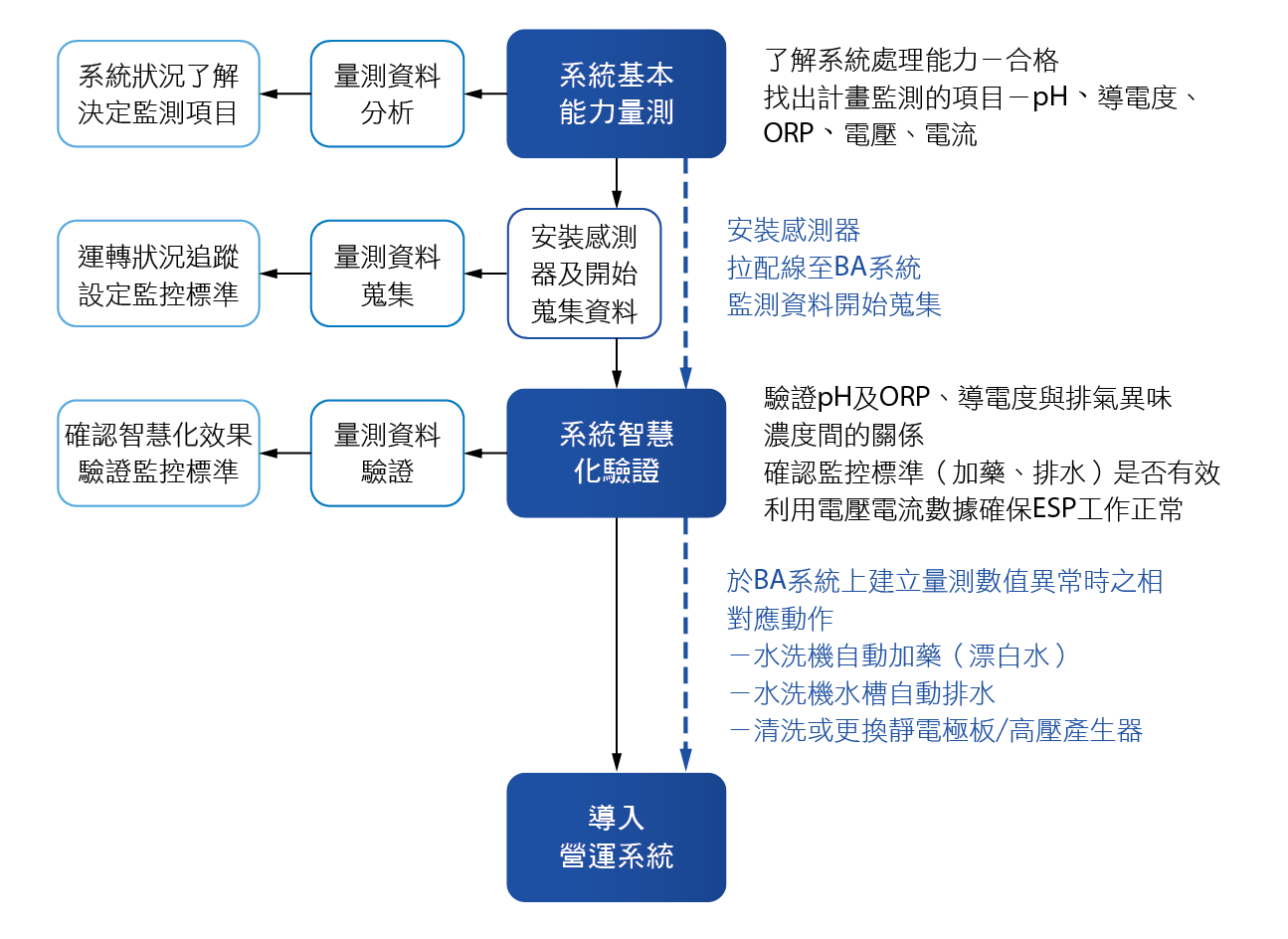
- 系統基本能力量測─以了解並掌握目前F14P3廚房RSPC的效率。
- 確認於RSPC增設水洗機的pH值、導電度及ORP感測器,期望由ICT技術來監測及控制這幾個項目,確保系統能維持在最佳運轉環境。(感測、認知)
- 線上即時監控水洗機洗滌液之pH、ORP及導電度、靜電集塵板(ESP)之電壓及電流並將數值傳回BAS與控制參數做比對。(收集、分析及比對)
- 經由BAS的分析及比對,在監測到的異常數值時;一方面利用ICT技術將監測到的異常數據由BAS比對其相關設定值並自動啟動相對應的動作(如水洗機排水或補水、啟動自動加藥系統添加家用漂白水以提高系統的氧化能力以改善排氣異味);另一方面以即時簡訊告知負責工程師/設備廠商,以利在短時間內查明造成處理異常的原因。(反饋、互動)
- 系統智慧化功能量測─以實驗方式確認被監測項目(pH/導電度/ORP)的控制參數對排氣異味改善的效果。
實驗結果及討論
導入智慧化前的系統量測及結果
本次量測的主要目的是要了解及掌握目前F14P3 RSPC去除異味的效率檢測結果如 表一所示。
|
項目 |
攜帶式FID |
GC分析(單位:mg/m3as CH4) |
氯氣(ppm) |
異味濃度 |
||||
|---|---|---|---|---|---|---|---|---|
|
THC(ppm) |
THC去除% |
THC[1] |
CH4[1](瓦斯) |
NMHC[1]有機物(非甲烷碳氫化物) |
THC去除率% |
|||
|
進氣 |
19.1 |
0 |
31.5 |
30.1 |
1.35 |
0 |
未測 |
30,903 |
|
系統排氣 (加藥前) |
7.76 |
59 |
16.9 |
15.2 |
1.63 |
46 |
未測 |
550 |
|
系統排氣 (加藥後) |
9.80 |
49 |
18.5 |
17.1 |
1.38 |
41 |
0 |
309 |
|
[1]mg/m3 as CH4=0.0205×Area |
||||||||
導入智慧前RSPC運轉狀況皆是以每日巡檢及每週換水的方式來維持系統的處理效率,但一直無法確實掌握運轉環境及處理效率。在實驗中不僅得知現在系統的運轉狀況,由系統排氣(加藥後)一欄檢測數值及現場實際會勘來看,証明添加氧化劑對異味的去除有非常明顯的效果。
本次量測結束後確認選擇水洗機洗滌液中的pH、導電度及ORP來做為連續監測的目標。此外,同時也將靜電集塵機的電流與電壓數值傳回BAS做收集、比對及分析,一併掌握靜電集塵板的運轉狀況!
導入智慧化後的系統量測及結果
本次量測的目的是要確認RSPC導入智慧化後的參數控制結果及實際效能是否能符合預期。
檢測結果如 表二所示。
|
項目 |
洗滌液加藥前 |
洗滌液加藥後 |
|
|---|---|---|---|
|
洗滌水 |
溫度(°C) |
25 |
25 |
|
pH |
6.5 |
7.58 |
|
|
ORP(mV) |
500 |
750 |
|
|
電導度 (μS/cm) |
504 |
1867 |
|
|
進氣 |
THC (ppm) |
10.6 |
2.82 |
|
氯氣(ppm) |
未量測 |
0 |
|
|
異味濃度 |
1738 |
1738 |
|
|
異味 |
炸魚漿黑輪味 |
炸魚漿黑輪味 |
|
|
系統排氣 |
THC (ppm) |
3.58 |
2.76 |
|
氯氣(ppm) |
未量測 |
0 |
|
|
異味濃度 |
232 |
<55 |
|
|
異味 |
輕微炸魚漿黑輪味 |
無味 |
|
在本次實驗中,由導入智慧化後的檢測結果,我們証實兩點:
- 導入智慧化後,我們不僅能在BAS上隨時清楚RSPC的運轉狀況,由感測器將資料回傳給BAS,經由資料蒐集及比對,並且經由反饋動作來確保水洗機洗滌液的pH值及ORP值能被控制在設定的操作條件下,確保RSPC能運轉在最佳環境,保障系統的廢氣處理效率。
- 控制水洗機洗滌液的pH值及ORP值確實可降低RSPC的排氣異味。
結論
台積電在RSPC系統的建置上已經可以算是相當先進的,幾乎不會輸給工廠的酸鹼廢氣處理系統,只是沒有像廠務部門;在系統上導入ICT技術及智慧化監控系統做持續監控;也沒有24小時的值班人員關注,此外,水洗機的洗滌液也非化學藥劑而只是清水。但在實際研究及量測中,我們清楚發現,將智慧化導入RSPC系統,使用ICT技術─pH值、導電度及ORP感測器;這些非常普遍的水處理系統感測元件,經由TCP/IP網路將量測數據傳回BAS做參數比對,做出反饋動作的指示給對應元件(加藥泵或排水管電磁閥)做出回應(加藥或排水),結果是廚房廢氣異味問題被確實解決了。智慧化讓RSPC系統得到下列幾個效益。
系統變得聰明
智慧化技術的導入,感測器的裝置與使用BAS做監測資料的蒐集、比對,讓RSPC系統如人類一樣有了大腦(BA)、眼(感測器)、口(警報及簡訊)及神經傳導(TCP/IP、網路)、手(加藥泵及排水電磁閥),知道何時該做什麼,系統有異常時會主動通知相關人員來關心、處理,讓系統的狀態及控制參數被我們確實掌握、維護保養被適時地執行。
系統變得健康
智慧化對水洗機洗滌液的pH值、ORP值及靜電集塵機電壓、電流的合理控制,再加上即時的保養,讓系統一直維持在最佳狀態,對異味去除的能力始終保持在持續穩定的高效能。
系統變得長壽
智慧化對洗滌液導電度的控制,讓水洗機的洗滌液槽避免因加藥過多而產生不鏽鋼塩蝕縮短系統壽命,同時也由於即時保養,讓系統各元件都能被適時地保養或更新,大幅地延長了整個RSPC系統的運轉壽命。
系統變得節省資源
智慧化對系統的有效掌控,不需要派人每天巡檢,巡檢週期可由每天延長到每週或每月。也不會怕系統效率差一直補水而造成浪費,或害怕用水太多限制補水量,結果導致異味及增加後續維護保養時,需要多做一些額外清潔工作而導致費用增加,對人力及用水量的合理化有不錯的效益。
此次研究主題完全找不到相類似的文獻來參考,因此只能引用較接近的餐飲業廢氣處理文獻,而智慧化又多應用在建築、生活及生產相關的大方向,所以在選擇參考文獻時大都聚焦在異味的去除,因為這是目前我們在廚房廢氣處理上所遇到比較被抱怨的問題,所以對於水洗機洗滌液的氧化能力也著墨較多。除此之外;會影響RSPC處理效率的操作參數及項目還有很多,如水洗機出口袪水板前後的壓差、系統風車的風壓或靜電集塵機的風速及相對溼度,這些都會影響系統的處理效率,或者是將現有的活性碳濾網改為如F6的活性碳顆粒,這對於異味的去除都很有幫助。
其實,不管是否要對RSPC的水洗機洗滌液加藥,導入智慧化;利用ICT技術來掌握系統的運轉狀況,將操作環境控制在最佳條件下,讓系統各元件都能持續運轉在最佳狀態,維持高效能的處理能力,並且希望能利用這些蒐集來的數據,找出更佳的水洗機及靜電集塵機的運轉條件(不加藥也有不加藥的運轉條件),進而訂出在台積電廚房RSPC系統的最佳操作條件。
參考文獻
- 「自動化到智慧化製造系統效益全面提昇」,DIGITIMES企劃:DIGITIMES中文網,2014/03/10,原文網址:自動化到智慧化製造系統效益全面提昇http://www.digitimes.com.tw/tw/dt/n/shwnws.asp?cnlid=13&packageid=8299&id=0000370144_KR30QLQA5196ZA3WD9XRX#ixzz3gPuHz4ON
- 鄧宗禹,「餐飲業異味問題及處理簡報」,東海大學環境科學與工程學系教授。
- 周明顯、謝祝欽、張仁瑞,「餐飲業油煙及臭味污染防制技術之研發與推廣:化學洗滌法」,94年度「環保署/國科會空污防制科研合作計畫」成果完整報告。
- 周明顯「臭異味控制技術」2010桃園縣產業環保技術服務團講義,國立中山大學環境工程研究所教授。
- 林志韋,「以氧化還原洗滌法去除餐飲排氣異味」,國立中山大學環境工程研究所碩士論文 2013年。
留言(0)