摘要
持續不間斷的品質管理–廠務SMP
Keywords / SMP,FPCMS,A-form,B-form,PRS,SPC3,ICCI,THD


前言
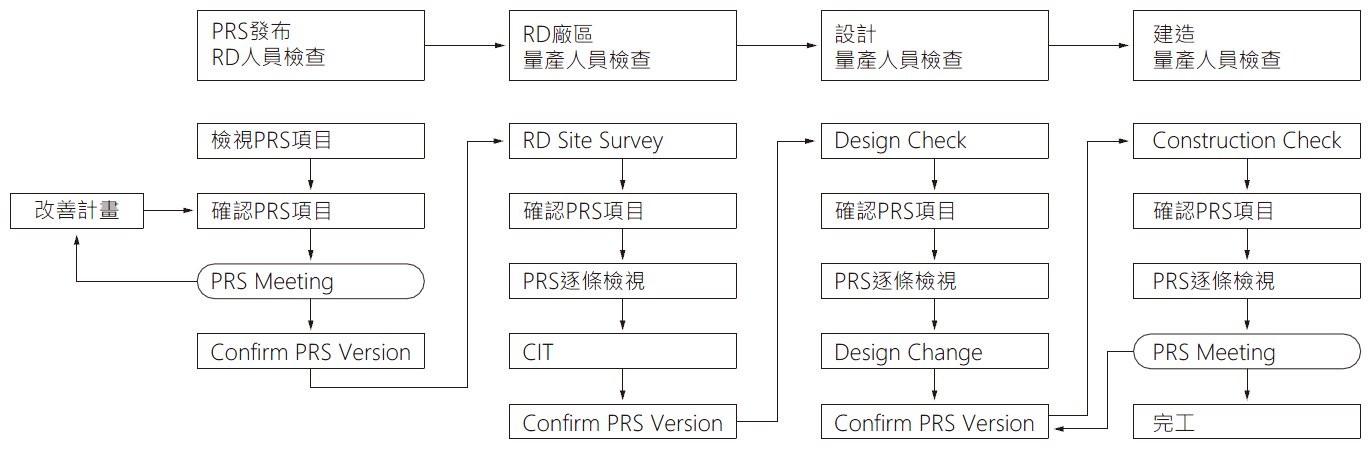
為了確保廠務SMP運作順利,在建廠階段必須以RD 廠為基礎,各系統依據機、料、法、環進行盤點,在加入各個CIT改善項目產出PRS(Process Release Standard)標準檢查表,由運轉廠人員以及RD廠成員共同成立One team小組,以Apple to Apple逐一比對完成,如→圖1說明整個PRS運作流程。
圖1、Facility PRS運作流程
廠務系統開始運轉後,在介於試產線至量產線的時期 ,必須確保系統供應品質符合RD廠的水準,而RD廠的品質變化亦要能被馬上跟上,這一部分我們稱它為Perfor-mance matching,如何能即時跟上RD廠的品質水準是量產廠人員必須思考及設定的目標。
首先面臨到最大的問題是各系統複雜的、大量的運轉參數要如何能被確保是符合RD廠的設定,為了避免人員操作的缺失,必須運用自動化參數管理系統來進行對準工作 。再來是確保廠務系統供應的品質是符合RD廠的水準,傳統的SPC管制圖需要根據管控準則來進行設定,且無法與 RD廠及時對準,因此無法及時掌控RD廠的變化,必須加入跨廠PK比對的概念,運用多重統計分析管制圖(ICCI)來減少人為設定所造成的品質差異。最後是建立管理機制,將參數管理及品質PK的差異納入每日開門十件事PDCA管理項目,讓SMP品質管理能持續不間斷。
文獻探討
2.1.廠務參數變更管理系統(Facility Parameter Change Management System, FPCMS)
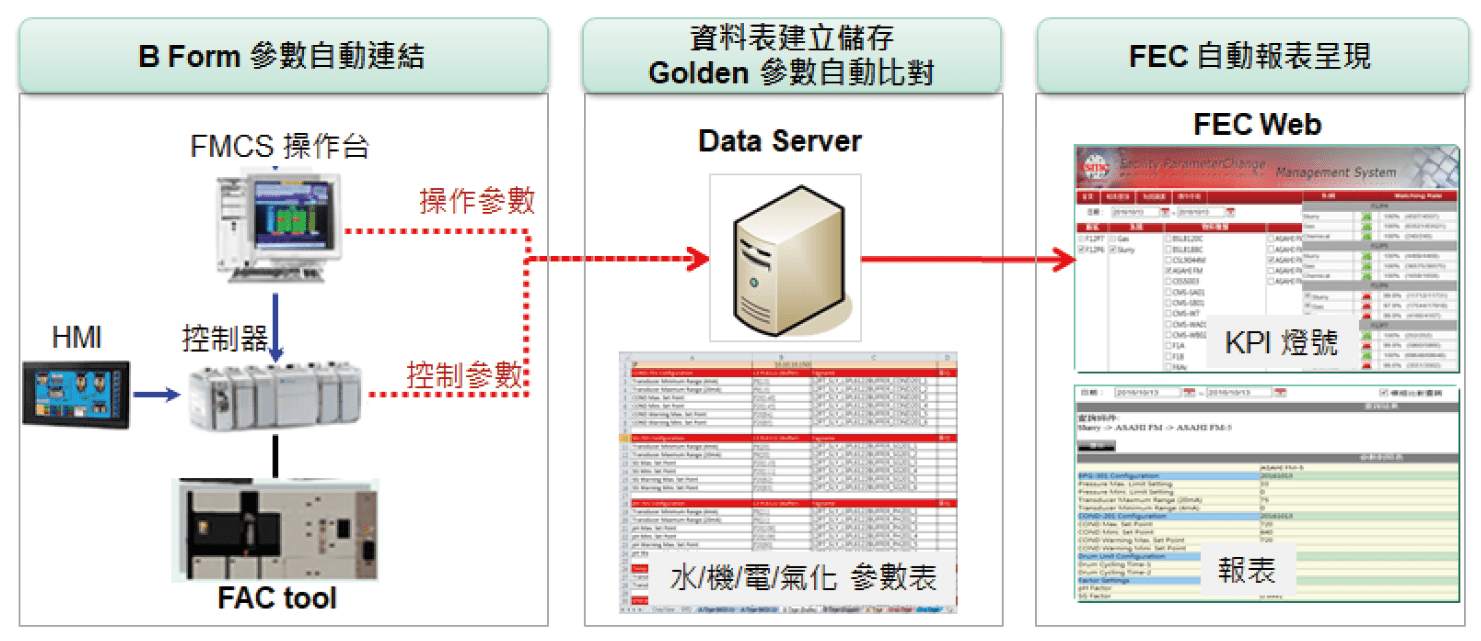
如→圖2說明FPCMS廠務參數管理系統架構,參數來源有三種:①HMI操作參數,②PCL/DCS控制器控制參數,③FMCS SCADA操作參數。參數的取得可運用OPC方式截取控制器內部參數或由SCADA的事件紀錄簿(Event log)來自動蒐集至參數資料庫,再將資料庫的資訊呈現在網頁平台上,功能包含系統參數變動的大盤表、各系統設定參數的查詢及自動報表Auto Mail。為了達到與RD廠能及時matching的目的,量產廠與RD廠參數資料庫進行互連,並設計參數對應表來實現自動比對功能。
圖2、FPCMS廠務參數管理系統架構
2.2.統計製程管控(Statistical Process Control, SPC)
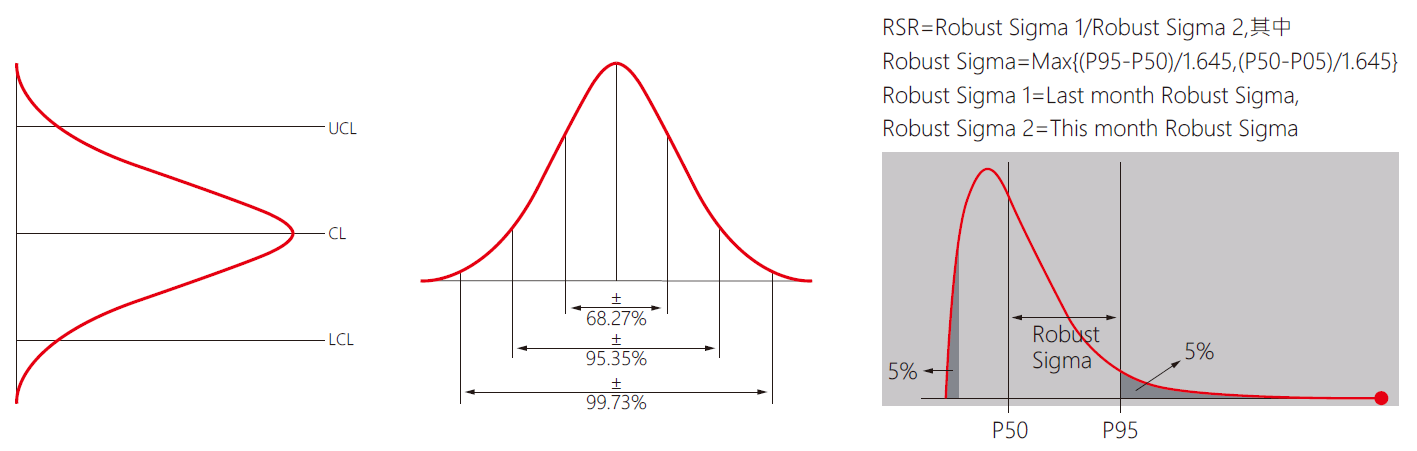
SPC主要是指應用統計手法作為製程分析、管制及改善的工具。休哈特(W.A.Shewhart) 博士建議用界限±3σ來管控製程的管制界線,因製程具有變異,故數據亦會有變異而有不同的值出現。穩定時具有某種分配型態,就常態分配而言±3σ代表1000次約有3次超出。
由於廠務系統並非是常態分布的數值型態,在運用 SPC管制手法必須以中位數Median取代平均數Mean,以 Robust sigma取代標準差σ。廠務系統除了一般UCL/LCL 製程管控外,為求穩定供應以Median Shift(S)Rule及Robust Sigma Change Ratio(RSR)作為管理工具。
S=︱median_this month- median_last month︱max(robus sigma1_last month, robust sigma2_last month)
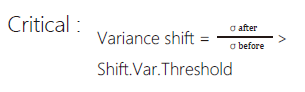
RSR:RSR製程能力指標用以偵測廠務系統供應變異寬度變化率,相關計算式如→圖3。
圖3、RSR計算說明
2.3.多重統計分析管制圖(Intelligent Control Chart Interpretation, ICCI)
量產廠要與RD廠品質能及時對準,必須建立品質PK管制圖,在統計分析上是兩種不同母體的比較,因此除了原有的Median及Variance管控方法外,須將跨廠Mismatch的指標加入,相關統計分析方法說明如下 :
2.3.1 ICCI 多重的統計手法→圖4
圖4、ICCI統計手法
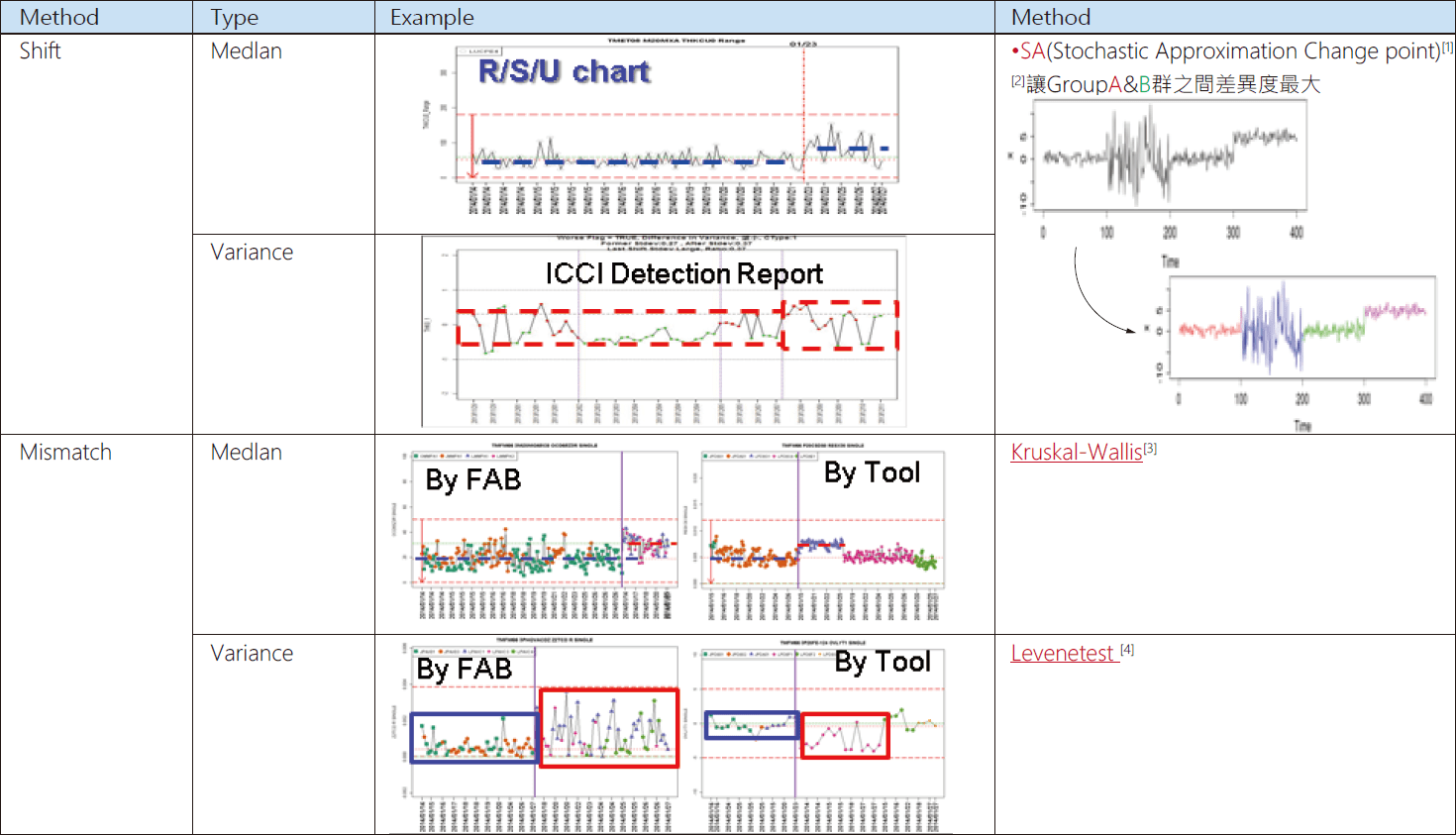
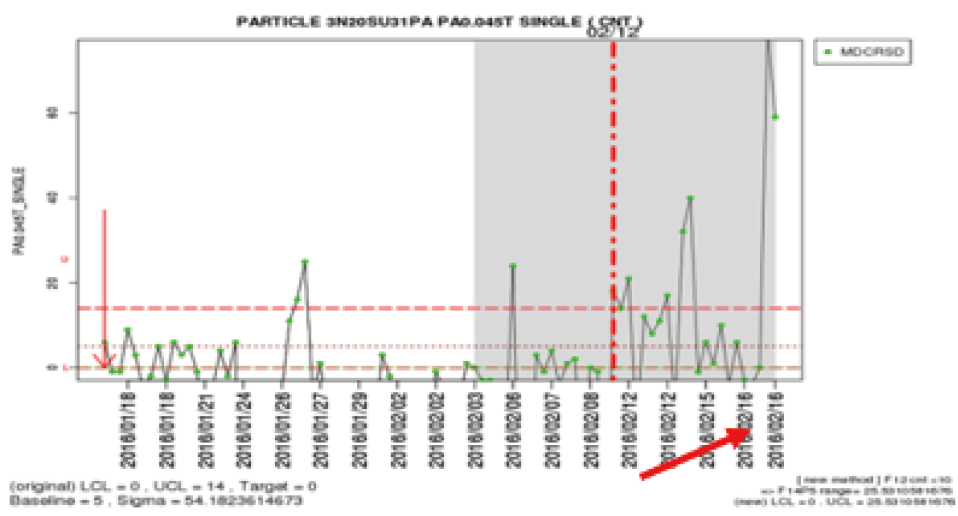
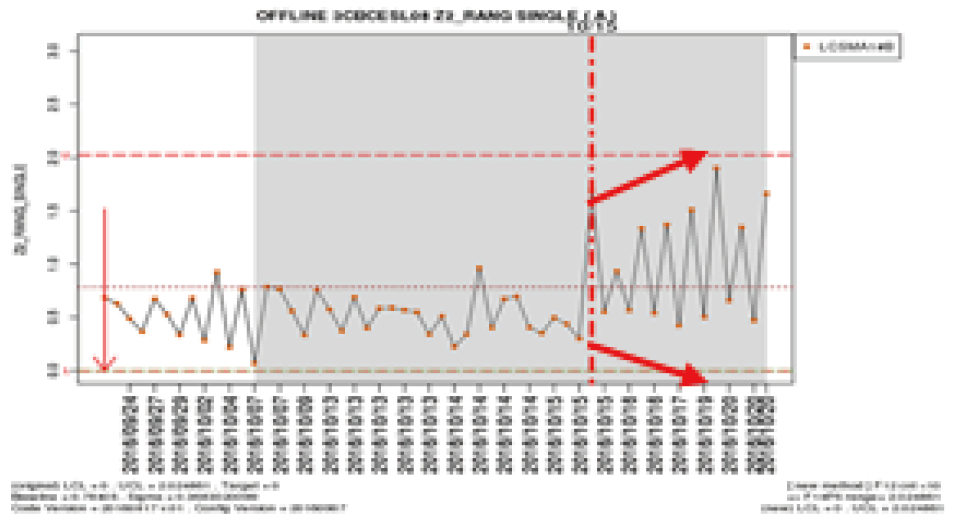
A、Shift(單一 chart):偵測單一的chart有無差別,分成Median及Variance兩種判斷指標,使用SA algorithm偵測[1][2]最近 7天是否存在Change point,比較shift前/後是否有顯著差異。
B、Mismatch(PK chart):偵測不同chart有無差別,可以依據不同Fab或不同tool將相同屬性的chart group在一起比較 ,同樣分成Median及Variance兩種判斷指標,其中Median mismatch運用Kruskal-Wallis多母體中位數檢定方法, Variance mismatch則運用Levene test判斷。
a、K-W檢定(Kruskal-Wallis Test)[3] : 檢定多組不是常態分布的獨立母群體之統計量(中位數)是否各組完全相等,所使用的無母數檢定方法。也用於多組序位尺度資料的檢定。
公式 :


 在non-particle時取median,Particle取P(75)。
在non-particle時取median,Particle取P(75)。 為Golden比較對象。
為Golden比較對象。- 須滿足最小點數(% and size 取最大)
- 最後幾點(% and size 取最大)Trend back不HL
| CRTRN_NAME | CRTRN_VAL | REMARK |
|---|---|---|
| Shift.Med.Threshold | 0.25 | Median shift criteria |
| Shift.Med.Least.Size | 4 | Shift點數至少幾顆 |
| Shift.Med.Percent | 0.05 | Shift點數至少為total幾% |
| Shift.Med.TrendBack.Size | 3 | 最後幾點trend back |
| Shift.Med.TrendBack.Percent | 0.03 | 最後幾%trend back |
| nsigma | 1.5 | Median shift>幾倍sigma |
b、Levene Test變異數同質性檢定[4],又稱為Levene各組內變異數相等檢定Levene's Test of Equal Variances。
公式 :

| CRTRN_NAME | CRTRN_VAL | REMARK |
|---|---|---|
| Shift.Var.Threshold | 0.25 | Variance shift criteria |
| Shift.Var.Least.Size | 10 | Shift點數至少幾顆 |
| Shift.Var.Percent | 0.05 | Shift點數至少為total幾% |
| Shift.Var.TrendBack.Size | 4 | 最後幾點trend back |
| Shift.Var.TrendBack.Percent | 0.05 | 最後幾%trend back |
c、ICCI偵測頻率以Daily為時間單位,每天自動產出SPC shift/mismatch/OOC%等關鍵指標,依①Tool shift ②Tool mismatch ③FAB shift/mismatch ④Metrology tool mismatch呈現給各Fab相關部門單位。
2.3.2 傳統SPC & ICCI比較→表1
| 類別 | SPC/SMP | ICCI |
|---|---|---|
| 監控面 | Rule Base(PR1~5), MS, RSR | 偵測變異(Shift/mismatch/Record H/L/OOC) |
| 維度 | One rule base | By FAC system特性客製化Rule |
| Criteria | OOC, MS<2, RSR<3 | 1.5 sigma |
| 運用性 | Stop product/tool(OOC/OOS) | Early detection(Daily) |
| 透明性 | FAC通知Fab異常 | Dashboard呈現KPI & PDCA執行利 |
| X-FAB | 人為maintain/review chart | Auto sync chart and detection |
維持品質結果一致最重要的關鍵是能在事件發生前偵測出Chart的變異,以及這些變異能被廠務的客戶Fab相關人員馬上知道並確認對生產是否會有不良的影響,在考慮要與Fab有相同的品質管理標準(語言一致)以及與Fab能即時連結,由AQE/CIM/FAC共同發展以FAC ICCI作為Performance matching的管理工具,同時發展運轉看板(Tool Health Dashboard, THD)讓FAC/Fab能同步看到廠務品質供應狀態及每一張chart所對應的相關tools,建立PDCA的管理方法,針對每一張HL chart都會有相對應的處理紀錄。
研究方法
根據前面的分析把FPCMS(自動參數比對)及ICCI(多重統計分析管制圖)加入SMP matching的流程中,藉由定期的review讓整個機制變成持續不間斷的品質管理系統→圖6 。
圖6、持續不間斷的SMP品質管理流程

3.1.FPCMS廠務參數管理系統導入
「FPMCS廠務參數自動化管理系統」是為了解決人工比對的困難性,新廠必須要增加跨廠自動比對的功能,讓RD廠的變更能在第一時間就能掌握到訊息,成功的要素在於以下兩點 :
如何讓參數設定能夠標準化
一開始必須由量產廠及RD廠成立One-team小組,共同定義關鍵參數標準表,在此定義成B-form參數表,而FMCS儀控人員則依據各系統定義的B-form參數表,定期追蹤與各系統負責人依據物料種類排定導入時程。
各種物料種類所定義的參數要夠完整
為了確保管理參數的完整性,在One team定義完參數B-form參數表後還需要由跨廠運轉專家再度檢查過,這時需要查核是否有把過往發生過的相關事件經驗都定義進去 ,還需要有運轉經驗的同仁協助,因此RD廠與量產廠共同舉行聯合OP會議,來檢討參數不一致的相關變更項目,以動態的方式不斷地讓B-form參數表更趨完整。
3.2.ICCI導入
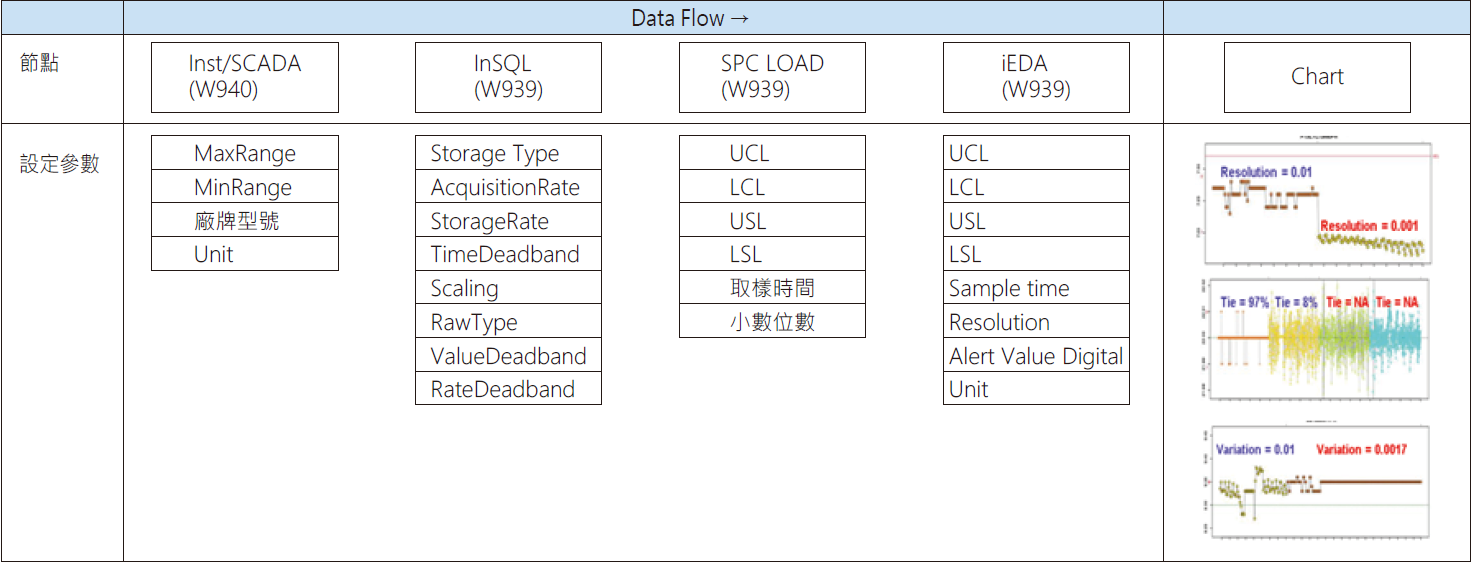
由於ICCI的統計方法是極為靈敏的差異比較分析手法 ,依據以往Fab導入的經驗,資料比對必須通過Resolution 、Tie、Variation等三個面向的檢測才會有意義→圖7。為了避免資料分析失真,因此運轉廠與RD廠需進行資料節點參數設定的比對→圖8,以確保管控圖的型態(Chart pattern)是一樣的。比對結果則列入討論會議追蹤,最終完成New Fab data detection PRS Golden版本作為設定標準。
圖7、資料型態檢測
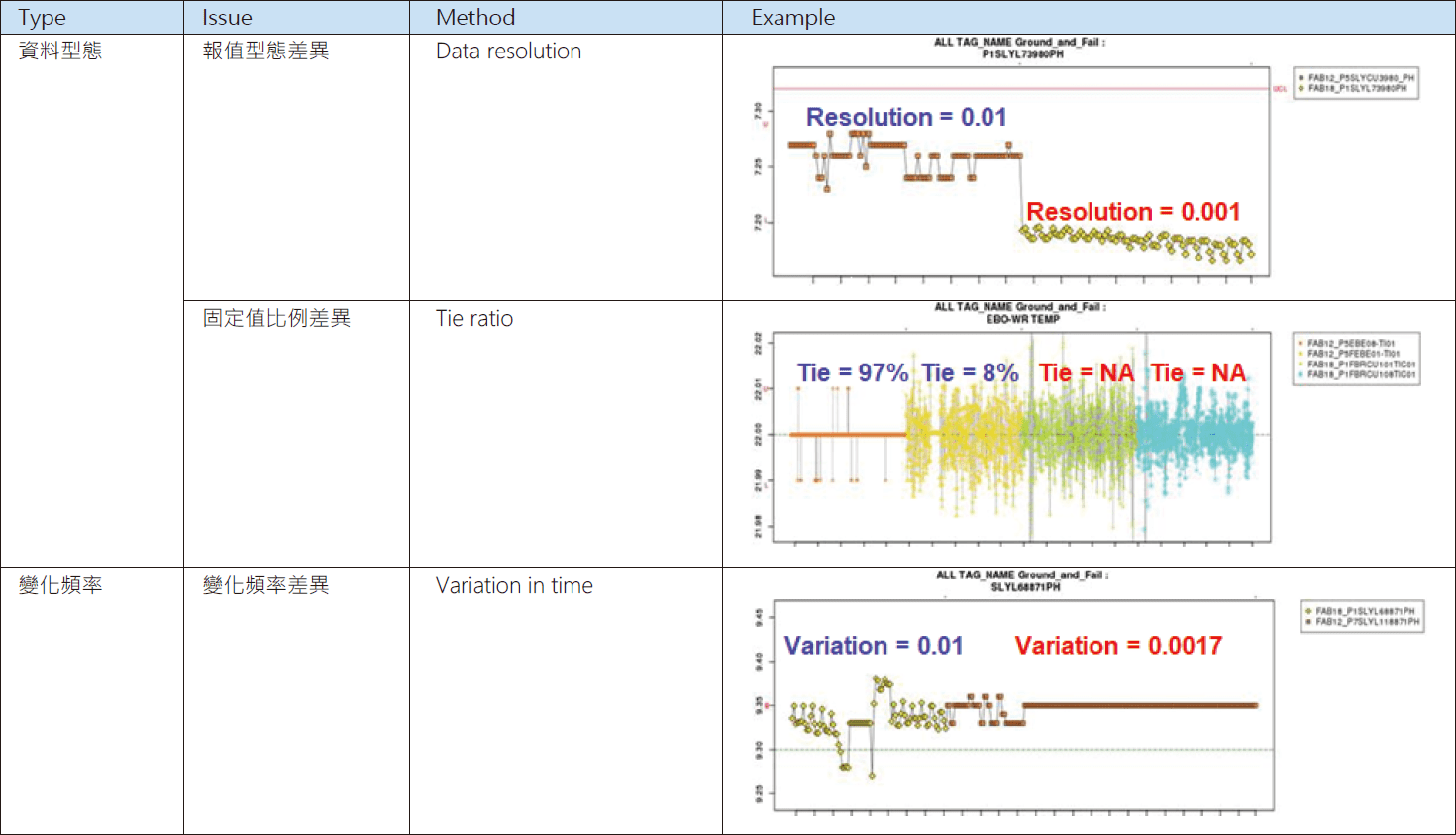
圖8、廠務資料節點及設定參數
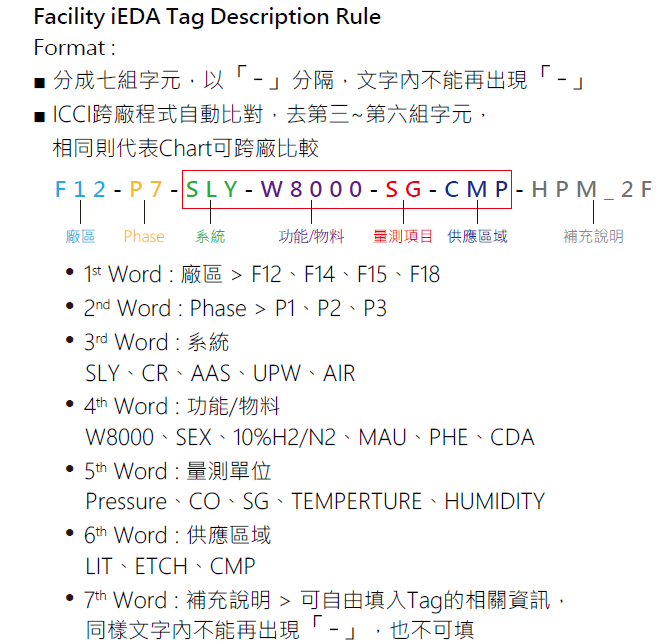
跨廠資料的比對則需有對應表作為Tag對應的依據→圖9,考慮系統要能自動化以減少人員工作負擔,因此定義命名準則作為ICCI系統群組自動對應的依據。
圖9、Tag 命名準則
ICCI共有4種偵測Rule(Mismatch、Shift、OOC、Re -cord HL),並非適用於所有的廠務系統,量產廠與RD廠各課依據系統屬性及運轉模式,經過檢討後定義ICCI管理準則做為系統計算的依據→表3。
| SYSTEM | Rule Group | Mismatch | Shift | OOC | RecordHighLow |
|---|---|---|---|---|---|
| AAS | AAS-* | V | V | ||
| AMC | AMC-* | V | V | V | |
| CR | CR-* | V | V | V | V |
| GCR | CR-* | V | V | V | V |
| VAC | VAC-VACCUM-* | V | |||
| PCW | PCW-SUPPLY-* | V | V | V | V |
| UPW | UPW-UF_OUTLET-* | V | V | V | V |
| UPW | UPW-UF_OUTLET-TOC | V | V | ||
| UPW | UPW-UF_OUTLET-PRESSURE | V | V | V | |
| WWT | WWT-ALL-* | V | |||
| GAS | GAS-GN2-*,GAS-PN2-*,GAS-PAR-*,GAS-PH2-*,GAS-PHE-*,GAS-PO2-* | V | V | V | V |
| GAS | GAS-PN2-AR,GAS-PH2-AR,GAS-PO2-AR,GAS-PO2-N2 | V | |||
| CHEM | CHEM-HF_1%-* | V | V | ||
| CHEM | CHEM-* | V | V | ||
| GAS | GAS-XCDA-TOC,GAS-XCDA-NH3,GAS-XCDA-TS,GAS-XCDA-PARTICLE,GAS-XCDA-H2O | V | V | V | |
| GAS | GAS-*-PRESSURE | V | |||
| MIXING_GAS | MIXING_GAS-* | V | V | V | V |
| SLY | SLY-*-PH | V | V | ||
| SLY | SLY-*-H2O2 | V | V | ||
| SLY | SLY-*-SG | V | V | ||
| OTHER_AAS | OTHER_AAS-*-PRESSURE | V | V | ||
| OTHER_CHEM | OTHER_CHEM-*-PRESSURE | V | |||
| OTHER_SLY | OTHER_SLY-*-CONDUCTIVITY | V | V | ||
| OTHER_SLY | OTHER_SLY-*-FLOW_RATE | V | |||
| OTHER_SLY | OTHER_SLY-*-PH | V | V | ||
| OTHER_SLY | OTHER_SLY-*-H2O2 | V | V | ||
| OTHER_SLY | OTHER_SLY-*-SG | V | V | ||
| OTHER_SLY_SWTICH | OTHER_SLY_SWTICH-*-FLOW_RATE | V |
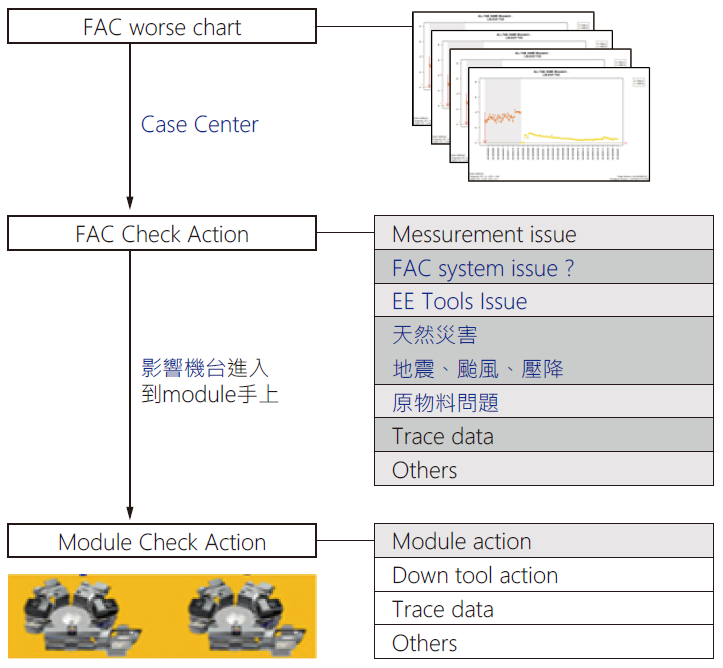
再來是發展Tool Health Dashboard, THD讓FAC/Fab /AQE能同步看到廠務品質狀態,並建立PDCA的管理手法 ,針對每一張worse chart都要有相對應的處理人員及紀錄作為歷史查詢,這當然也要包含FAB module的相關行動,因此需先定義Worse Chart處理程序→圖10,在等級方面則區分為Level A&B,Level A定義為可能會影響機台,需要 module對相關機台及所影響的wafer做檢查的動作,這些紀錄都必須在case center結案中心紀錄並追蹤結案。
圖10、ICCI Worse Chart處理程序
在考量未來廠務能接軌原物料系統(COA)、實驗室量測系統(CHAD)及Fab FDC等相關資訊,與CIM共同討論URD來發展FAC ICCI THD而worse chart要能夠自動對應到相關工廠部門及工廠機台則須仰賴FCOP bluebook與 iEDA tag資料庫的連結,因此定義出廠務品質Tag與機台Tool name的對應表,讓系統能自動產生機台名稱。
結果與分析
建立FPCMS及FAC ICCI的目是為了讓SMP品質管理系統能持續不間斷,讓量產廠與RD廠能一直維持相同的品質水準,因此在系統建立完成後量產廠與RD廠組成One team每周共同舉行聯合OP會議,將各廠的變更以及ICCI的worse chart在會議上討論,以PDCA管理手法互相分享讓兩邊能及時Matching。
4.1.FPCMS系統運轉報表
FPCMS參數管理系統區分為:
自廠參數比對(自己跟自己比)
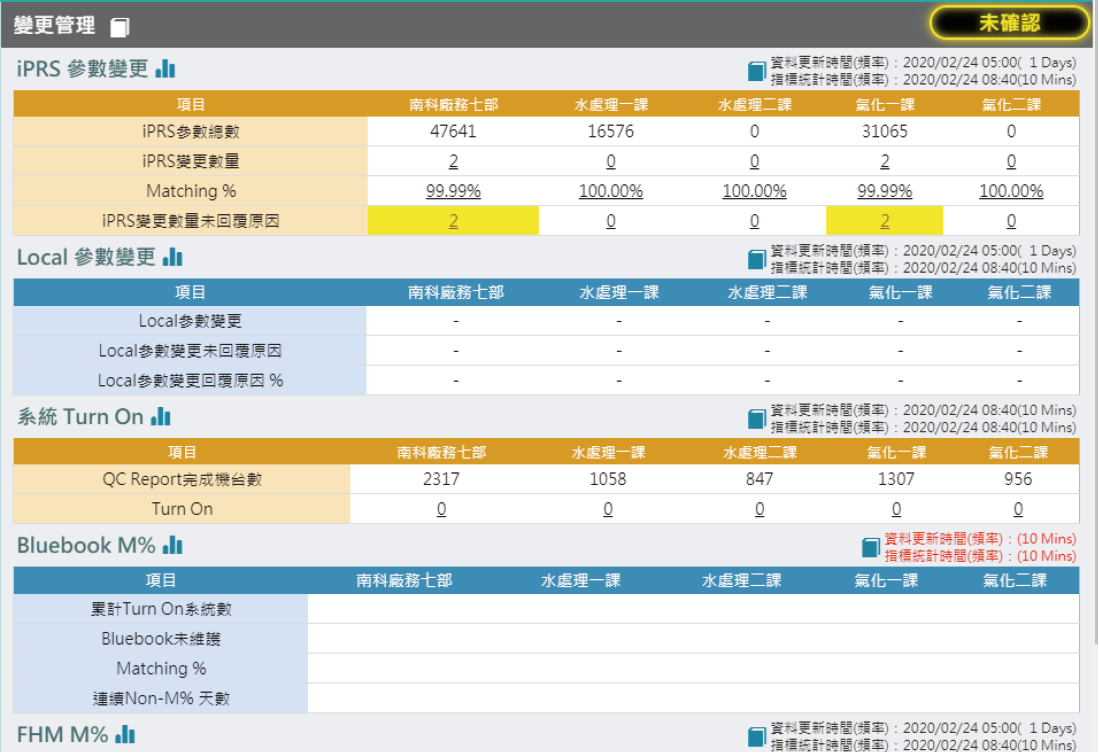
→圖11為參數變更大盤,以大盤燈號方式呈現各課各系統參數變更狀態,以三班方式運算系統參數的變更讓值班人員掌握參數變更狀態,同時設計報表,每日以mail 的方式寄給廠務人員,並整入「開門十件事-變更管理看板」→圖12讓管理系統更完整。
圖11、參數變更大盤
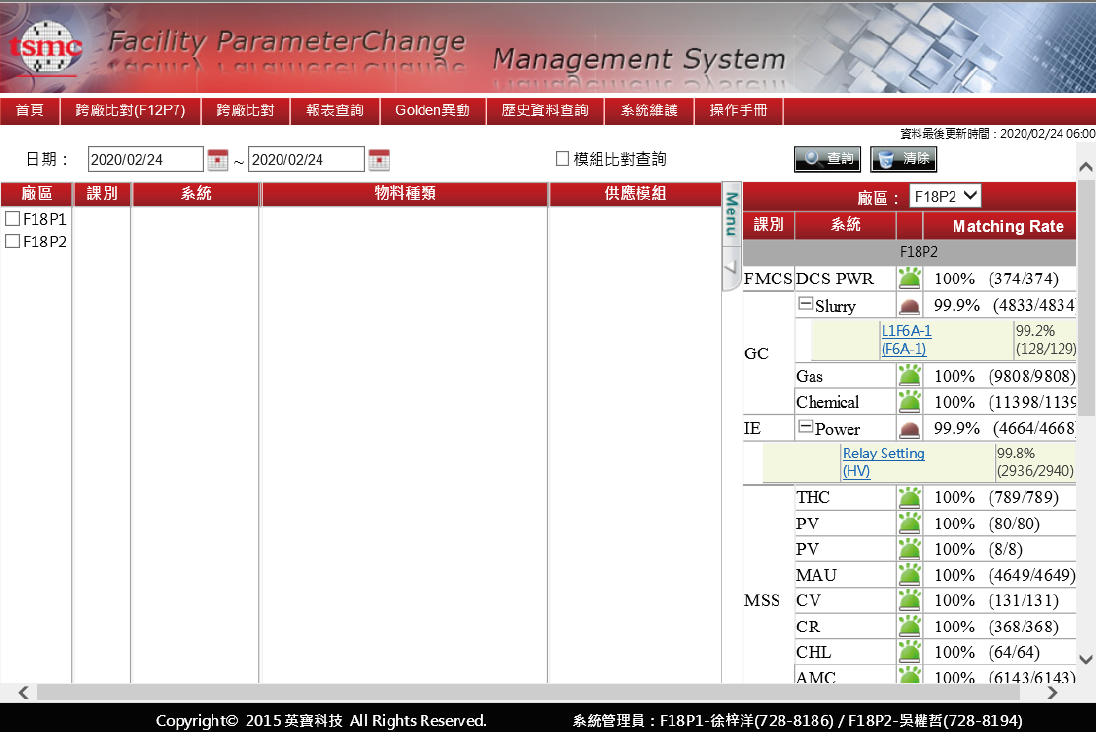
圖12、開門十件事-變更管理
跨廠比對(自己跟他廠比)
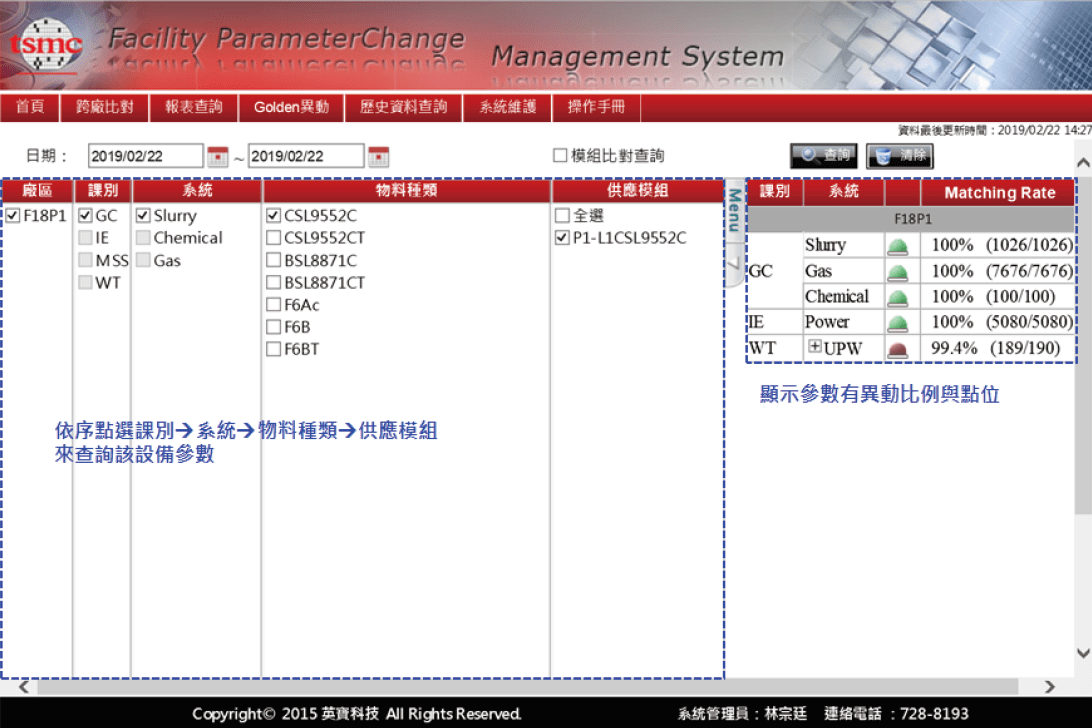
量產廠與RD廠所產生的製程B-form關鍵參數表則呈現在跨廠比對頁面→圖13,同樣以三班方式運算系統參數的變更,不管量產廠或RD廠參數的變動均會被系統逮到,達到即時matching的目的,這會被列在跨廠OP議題做進一步的分享與討論。
圖13、跨廠參數變更比對大盤
4.2.ICCI運轉報表
進入THD(Tool Health Dashboard)呈現看板狀態,由 FAC Dashboard直接顯示ICCI HL大盤→圖14,點選可直接顯示ICCI worse chart→圖15。
圖14、FAC ICCI Dashboard
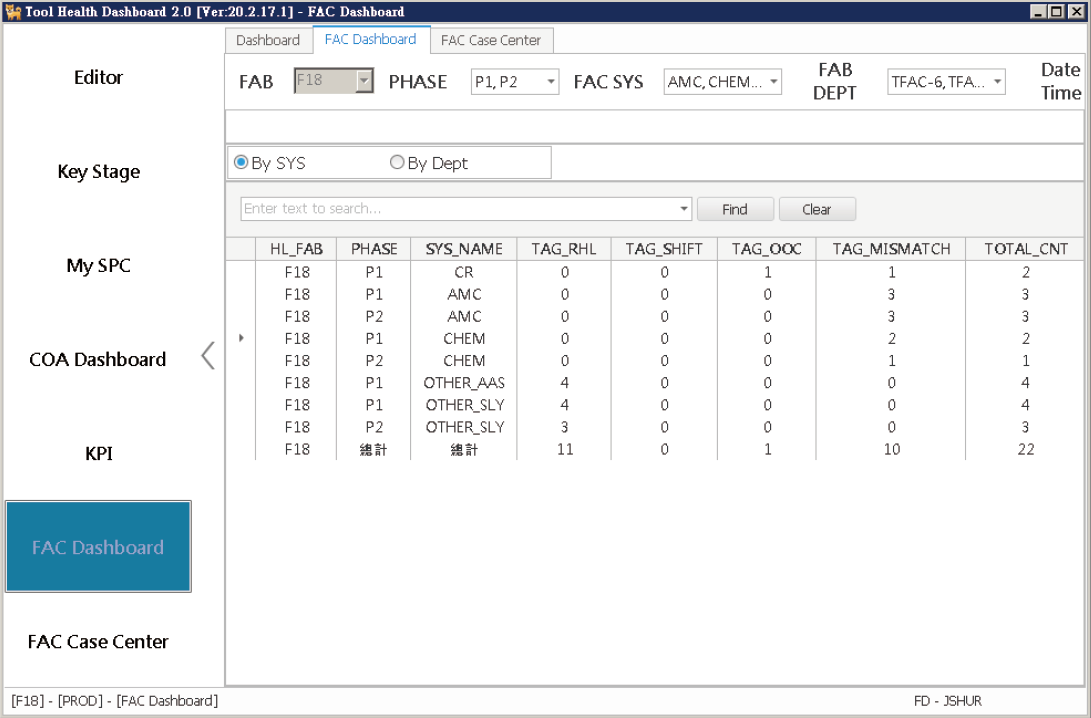
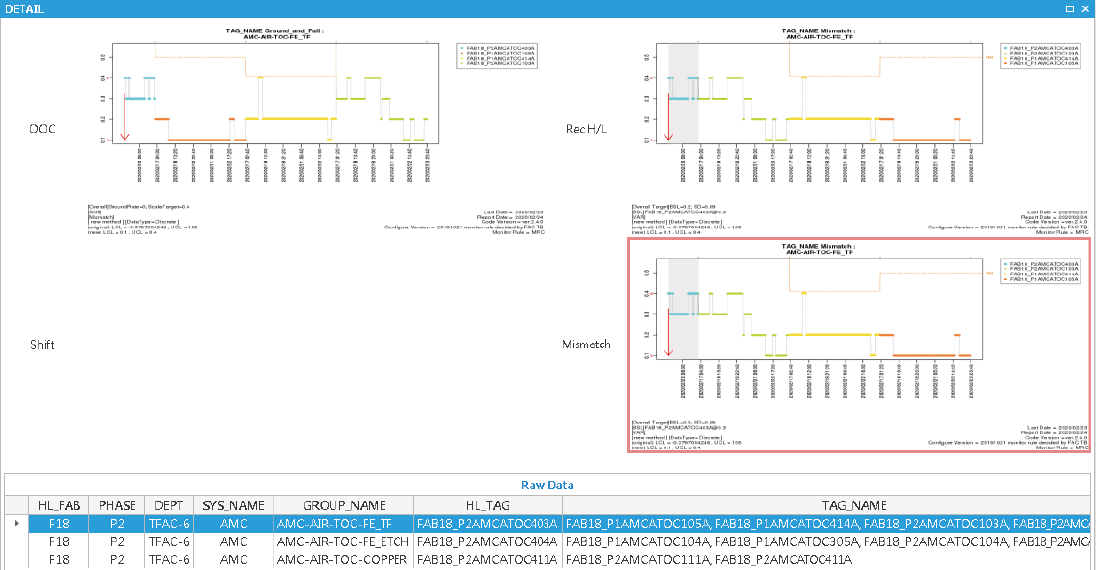
圖15、ICCI Worse Chart
4.3.運轉廠與RD廠聯合運轉會議
為了達到即時matching的目的,把議題設定在①ICCI worse chart,②iPRS non-matching & 變更項目,由兩邊共同組成one team小組,對於non-matching項目採取共同的解決方法。
ICCI worse chart
依據ICCI THD報表,由相關人員完成原因分析及改善行動達到PDCA的品質精進。
FPCMS non-matching & 變更項目
除了依據FPCMS系統檢討non-matching項目外,同步建立變更資料庫,讓運轉廠與RD廠成員能因應Fab的變化,將所需的變更操作及參數調整彙整在變更資料庫中,直接同步運轉廠與RD廠的變更資訊,相關參數亦呈現在管理系統中。
結論
以FPCMS及FAC ICCI系統化及自動化管理運轉參數及品質,可以快速比對出運轉廠與RD廠的差異,未來再結合至開門十件事的運作,讓兩廠的matching更迅速。FPCMS以及FAC ICCI管理系統仍在進化,ICCI Dashboard會再彙整原物料(COA)、化學實驗室手動量測(CHAD)及FAB等資訊,讓原物料、實驗室、廠務及FAB的品質能一條龍管理及對應。
參考文獻
- David Rupper ,〝Stochastic-Approximation〞School of operations research and industrial engineering college of engineering CORNELL UNVERSITY ITHACA, New York 14853-7501, Technical Repot NO.805,May 1988, revised January 1989.
- Lauren A. Hannah,〝Stochastic Optimization〞in Interna tional Encyclopedia of the Social & Behavioral Sciences (Second Edition), 2015. https://www.sciencedirect.com/topics/computer-science/stochastic-approximation
- National Institute of Standards and Technology, KRUSKAL WALLIS. https://www.itl.nist.gov/div898/software/dataplot/refman1/auxillar/kruskwal.htm
- Engineering Statistics Handbook, 1.3.5.10 Levene Test for Equality of Variances. http://www.itl.nist.gov/div898/handbook/eda/section3/eda35a.htm
留言(0)