摘要

先進半導體廠房環保設施發展藍圖
Keywords / Air Pollution18,Water Pollution2,Environmental Facility,Development Roadmap3

本研究旨在探討未來先進半導體廠房環保設施發展藍圖,先從文獻回顧過去世界半導體業的環保設施發展方向,從中汲取未來可能需持續改善的重點。再從檢討目前半導體廠房在空氣及放流水的防治方法,伴隨製程發展的演進及環保法令要求趨嚴下,所衍生空水污處理挑戰,訂定台積電未來10年在廠房環保設施發展藍圖,分為5年及10年的目標。最後闡述目前環保設施正在發展中的可行技術,從中檢視未來在半導體廠房設計上應導入的技術方法,期望最終能在空水污做到環境零衝擊。
前言
現況
隨著半導體製程的演進,在先進製程所需的化學品方面,不管在化學品種類或用量上,都呈現倍數的增加;要因應未來製程需求,如何妥善處理製程所產生的空污、水污及廢棄物上,是很大的挑戰。另外,在社會環保意識高漲的氛圍下,國內外的環保法規管制,趨向更嚴格的標準。
可是在目前公司的環保設施的做法或方向,較無系統化的方法全面檢討;在目標期程上也常流於配合短期的內外在需求,是非連續性的目標所驅動。
因此在半導體廠房環保設施的設計上,我們必須再重新審視未來製程與外在環境的變化,擬妥長期(至少10年)的發展藍圖。以數量化的階段性任務驅動廠務,實現清潔生產環境管理概念的積極目標。
國際上的環保設施發展藍圖
目前國際上的半導體廠,基本上沒有一家提供完整的發展藍圖可供借鏡。但在許多國家或組織,在環境保護方面倒是有許多藍圖,像大家熟悉的《巴黎氣候變化協定》、《京都議定書》,皆是在特定議題有發展藍圖,不過這通常比較偏向政策面的目標。
另外美國環保署的US EPA Stra-tegic Plan[1],美國在政策的創新,相當值得深究。尤其是利用各種和產業、大眾所簽立之自願性方案來達成目標的作法,不僅出現在污染防制目標上,亦出現在降低全球環境風險。另外,美國相當重視技術研發,從十大目標中列有尋求更可靠的科學知識、改善目前對環境風險的認識和政策上的創新研究上,即可瞭解美國的環境技術政策不但積極從事風險評估、風險事件的偵察預防、污染防制技術的研究,並將生態系統的復原也納入重點式的研究,如 表1。
|
目標 |
階段性任務 |
|---|---|
|
清潔空氣 |
2010年前,改善臭氧(O3)污染物及粒狀污染物(PM)尚未達到國家標準(NAAQS)區域的空氣環境品質 2010年前,減少空氣有害物質75%(以1993年為基期),以顯著減少美國人民罹患癌症等相關疾病的風險 2005年前,改善一氧化碳(CO)、硫氧化物(Sox)、鉛(Pb)、氮氧化物(NOx)尚未達到國家標準(NAAQS)區域的空氣環境品質 2010前,減少硫化物存量20-40%(以1980年為基期),特別是來自於公用事業及產業污染源;2000年前,減少氮化物存量5-10%(以1980年為基期),特別是來自於公用事業及移動污染源 |
|
清潔安全用水 |
2005年前,社區用水系統中,95%的人口的飲用水達到飲用水標準;污染的魚、蟹殼類消費量降低;休閒區域水污染降低 保護國家水和海洋系統的生態健康--河流、湖泊、濕地、河口、海洋區域、地下水等-2005年前,海洋社區將使用75%健康的水 2005年前,點污染和非點污染的污染排放量將會降低20%(以1992年為基期),並降低影響到水體的空氣污染物 |
|
污染防制、降低風險 |
2005年前,農藥所造成的公共及生態風險將藉由遷徙到低污染地區、改善大眾及高風險勞工的教育、並形成『農藥環境管理』的夥伴關係來達成 2005年前,在血液中含有高量鉛的兒童數目將會顯著地減少 2005年前,由於每年將近有2000種化學物質,40種生物工程的微生物進入消費市場,美國環保署將藉由更安全、更綠的化學物質介紹來減少環保署的立法管理 2005年前,將有1500萬的美國人住在或工作在更健康的室內空氣環境的建築物 2005年前,有毒污染物、能源回收廢棄物排放量減少25%(以1992年為基期);其中,一半的減量來自於污染防制操作 2005年前,環保署及其夥伴將提高回收廢棄物,並減少有毒污染物 2003年前60%的原住民區域進行環境影響評估;EPA將和族群執行優先事件的相關計畫 |
|
良好廢棄物管理、污染場所復原、緊急情況反應 |
2005年前,環保署及其夥伴將減少或控制超過375,000的Superfund、RCRA、UST、及Brownfield場所的風險 2005年前,在RCRA、Oil Pollution Act、EPCRA、及CAA定義下的282,000相關設備將會受到管理 2005年前,EPA及其夥伴將有能力100%處理OPA和EPCRA下的緊急事件,以減少人類健康和環境的風險 |
參考探究國際許多公部門的環保設施發展藍圖,都比較像美國重視立法期程,探究其工作條列,大部份是申請、管理、稽核、獎勵、懲罰。沒有真正可以讓半導體廠房所直接引用,不過其提供我們環保設施發展的大方向,而我們半導體廠基本是架構在此大組織下的一個群體,我們方向應和潮流一致。就以 表1中美國的十大目標中的清潔空氣、清潔安全用水、有毒化學品污染防制、良好廢棄物管理,就很值得我們在擬定半導體廠房環保設施發展藍圖參考。
未來台積公司十年環保設施發展藍圖構想
在半導體廠房的廠務設計上,目前預測未來的挑戰,可能有:空污/水污排放總量的管制;PM2.5的加嚴管制;酸鹼及揮發性有機的混排;特殊CMR 的空水污處理;節水節電要求下的廠務設施;廢棄物的再利用管理(循環經濟)等挑戰。
所以本文將討論,在面臨這些挑戰,及最近的環保要求趨勢下,做到對環境「零衝擊」,應該是台積環保設施發展最終目標。所以要達到此目標,要制定的未來十年環保設施發展藍圖;在未來在新建廠房或日常運轉上,依此藍圖,有系統性的研究、紀律性的運轉管理,循序漸進,達成「綠色製造」的半導體廠房。
文獻探討
為能建立先進半導體廠房環保設施發展藍圖,本報告將先對半導體工廠的管制要求演變及現況,並針對本公司在各技術節點(Node)的環保排放差異分析,期能掌握技術之變動與環保排放的之相關性,以建立未來半導體廠房環保設施發展依循。
在對未來的設計藍圖提出構想前,本文將先回顧過去二十年,在半導體廠之環保要求變化。本文參考ITRS及IFC報告,分別發表於2000、2007、2013年,藉此瞭解在各時間軸上,約每間隔6年,半導體業所關注的環保課題;而至今又屆6年,藉此提出2019的環保新藍圖。
國際半導體廠之環保藍圖文獻回顧
ITRS 環保技術藍圖(2000、2013)
第一份報告是IEEE於1999年所提出的半導體技術藍圖(The inter-national Technology Roadmap for Semiconductors, ITRS)[2],其中也揭鬃未來15年的ESH (Envirnment, Safety, and Heath)環保技術發展,當時認為的挑戰有5項:化學品/原物料/設備的管理、氣候變遷的減緩、資源的保護、工作場所的防護、ESH的設計與評量。
IEEE 於2013年再提出的半導體技術藍圖ITRS[3],此為ITRS目前關於ESH的最新版本。而其中關於ESH環保技術發展挑戰,由1999年的5項,修改合併為4項:化學品與原物料的管理、製程與設備的管理、廠務技術的需求、永續發展和產品管理。
在2013半導體技術藍圖中所提示的4項技術挑戰中,與廠務設施有直接或間接相關要克服的問題有下列:
- 環境管理:有害或無害的空水污排放,及製程副產物應被解決。
- 降低全球暖化氣體排放,包括使用高效能設備,以降低CO2排放。
- 更節水節電的廠務設計。
- 循環經濟:化學品與原料的再回收使用。
- 永續發展和產品管理。
在IEEE 1999年的藍圖發表後,當時的半導體大廠Motorola配合此藍圖擬定了5年的短期計劃[4],如 表2。宣示其公司目標有: 廢棄物減量(再利用或循環回收)、排放減量、資源整合循環利用、零工傷及零致病、綠色能源使用、符合ESH的製程設計。
|
項目 |
Motorola的五年目標 |
|---|---|
|
1 |
在2000年前,所有工廠取得ISO14001認證。 |
|
2 |
零ESH相關引用案例及罰款 |
|
3 |
每年有害廢棄物減量10% |
|
4 |
每年用水量減量10% |
|
5 |
有機揮發性氣體(VOC)排放每年減量10% |
|
6 |
有害空污排放每年減量10% |
|
7 |
在2003年前,達成回收65%的無害廢棄物 |
|
8 |
在2003年前,相較於1998年水平,降低10%的能源使用 |
|
9 |
在2010年前,相較於1998年水平,降低50%的PFC (Perfluoro-carbon, 全氟化碳物)使用 |
|
10 |
相較前一個年度,每年改善工傷及致病發生率 |
IFC環保技術藍圖(2007)
第二個參考的報告是2007 Inter-national Finance Corporation (IFC)發表“Environmental, Health, and Safe-ty Guildelines for Semiconductors & Other Electronics Manufacturing”[5],在此報告中,跟ESH相關的議題計有:有害物質的使用與廢棄管理、空污、廢水、能源使用、一般製程變更。
其中空污的排放,其針對溫室氣體PFCs、酸氣、VOC、NOx、懸浮微粒汙染有所規範。在水污部份,其提出要更進一步開發的則有先進金屬去除、難分解的有機物(長鏈有機物)與鹵化有機物去除、放流水的毒性降低、揮發性有機物之去除。
在本報告中亦針對空水污的各類排放項目,提出排放限值參考,如 表3、表4。
|
Pollutants |
Units |
Guideline Value |
|---|---|---|
|
pH |
- |
6-9 |
|
COD |
mg/L |
160 |
|
BODS |
mg/L |
50 |
|
Total suspended solids |
mg/L |
50 |
|
Oil and grease |
mg/L |
10 |
|
Total phosphorus |
mg/L |
2 |
|
Fluoride |
mg/L |
5 |
|
Ammonia |
mg/L |
10 |
|
Cyanide (total) |
mg/L |
1 |
|
Cyanide (free) |
mg/L |
0.1 |
|
AOX (adsorbable organic bound halogens) |
mg/L |
0.5 |
|
Arsenic |
mg/L |
0.1 |
|
Chromium (hexavalent) |
mg/L |
0.1 |
|
Chomium (total) |
mg/L |
0.5 |
|
Cadmium |
mg/L |
0.1 |
|
Copper |
mg/L |
0.5 |
|
Lead |
mg/L |
0.1 |
|
Mercury |
mg/L |
0.01 |
|
Nickel |
mg/L |
0.5 |
|
Tin |
mg/L |
2 |
|
Silver |
mg/L |
0.1 |
|
Selenium |
mg/L |
1 |
|
Zinc |
mg/L |
2 |
|
Temperature increase |
C |
<3* |
|
* At the edge of a scientifically established mixing zone which takes into account ambient water quality, receiving water use, potential receptors and assimilative capacity. |
||
|
Pollutants |
Units |
Guideline Value |
|---|---|---|
|
VOC* |
mg/Nm3 |
20 |
|
Organic HAP** |
Ppmv |
20 |
|
Inorganic HAP** |
Ppmv |
0.42 |
|
HCI |
mg/Nm3 |
10 |
|
HF |
mg/Nm3 |
5 |
|
Phosphine |
mg/Nm3 |
0.5 |
|
Arsine and As compounds |
mg/Nm3 |
0.5 |
|
Ammonia |
mg/Nm3 |
30 |
|
Acetone |
mg/Nm3 |
150 |
|
NOTES: * Applicable to surface cleaning processes. ** Industry-specific hazardous air pollutants (HAPs) include: antimony compounds, arsenic compounds, arsine, carbon tetrachloride, catechol, chlorine, chromium compounds, ethyl acrilate, ethylbenzene, ethylene glycol, hydrochloric acid, hydrofluoric acid, lead compounds, methanol, methyl isobutyl ketone, methylene chloride, nickel compounds, perchloroethylene, phosphine, phosphorous, toluene, 1,1,1-trichloroethane, trichloroethylene (phased-out), xylenes. Cruuent industry practice is not to use ethylbenzene, toluene, xylene, methylene chloride, carbon tetrachloride, chromium compounds, perchloroethylene, 1,1,1-trichloroethane, or trichloroethylene. *** At 3 percent O2. |
||
美國環保署(2013)
從美國環保署的資料,也可略知外在的法規要求變化,其認為在空污方面應加強管制的,是下列諸項[6]:懸浮微粒(PM2.5)、地表面臭氧(O3)、NOx、SOx、鉛、CO。其中鉛的污染主要來自汽油,而O3及CO在半導體廠排放甚少;所以在外部的要求下,懸浮微粒(PM2.5)、NOx、SOx的減量,是外在的環保要求。
循環經濟成為顯學,從過去的3R (Reduce, Reuse, Recycle)到目前的循環經濟,現在對廢棄物的環保處理要求趨勢,特別是有害化學品,是以循環回收使用為要, 表5則是美國在2013年的最佳與最差之半導體廠回收狀況[7]。
|
Chemical Waste |
Company |
Approach |
|||||
|---|---|---|---|---|---|---|---|
|
Onsite Release |
Offsite Release |
Onsite Treated |
Offsite Treated |
Recovery |
Recycle |
||
|
HF |
International Rectifier Corp. |
1.60% |
11.40% |
19.30% |
2.30% |
0.00% |
65.40% |
|
Intel Corp. |
0.60% |
0.00% |
99.40% |
0.00% |
0.00% |
0.00% |
|
|
NH3 |
Samsung Austin Semiconductor |
10.40% |
32.40% |
5.30% |
48.30% |
0.40% |
3.30% |
|
Cypress Semiconductor |
31.00% |
0.00% |
30.30% |
38.70% |
0.00% |
0.00% |
|
|
HNO3 |
Samsung Austin Semiconductor |
0.60% |
2.70% |
93.50% |
0.00% |
2.90% |
0.30% |
|
Cleanpart U.S |
0.00% |
100.00% |
0.00% |
0.00% |
0.00% |
0.00% |
|
|
NMP |
Avago Technologies |
2.00% |
0.00% |
0.00% |
0.00% |
1.00% |
97.00% |
|
Flipchip International LLC. |
18.20% |
0.00% |
0.00% |
81.80% |
0.00% |
0.00% |
|
|
HCl |
Samsung Austin Semiconductor |
21.20% |
0.00% |
74.30% |
0.00% |
0.00% |
4.50% |
|
Atmel Corp. |
51.90% |
0.00% |
48.10% |
0.00% |
0.00% |
0.00% |
|
|
NOX |
First Solar. |
0.00% |
0.00% |
0.00% |
100.00% |
0.00% |
0.00% |
|
Siltronic Corp. |
99.70% |
0.30% |
0.00% |
0.00% |
0.00% |
0.00% |
|
|
H2SO4 |
Truesense Imaging Inc. |
0.00% |
0.00% |
100.00% |
0.00% |
0.00% |
0.00% |
|
Intel Corp. |
69.40% |
0.00% |
30.60% |
0.00% |
0.00% |
0.00% |
|
台積公司的環保設施發展變化
除了瞭解國外政府組織的環保要求變化,也回顧本公司過去十年在空水污的排放狀況(2008~2016)。本公司在空污防治設備方面,在過去十年,設備的採購規範,幾乎沒有任何變動,由 表6,可看出此變化。
|
污染物 |
單位 |
IFC |
台灣法規 |
F12B(P4) |
F14B |
F15B |
|---|---|---|---|---|---|---|
|
VOSs |
mg/m3 |
20 |
0.6kg/hr或90% DRE |
96 |
96 |
96 |
|
有害空氣污染物-有機 |
ppm |
20 |
未列管 |
未列管 |
未列管 |
未列管 |
|
有害空氣污染物-無機 |
ppm |
0.42 |
未列管 |
未列管 |
未列管 |
未列管 |
|
鹽酸 |
mg/m3 |
10 |
0.3* |
0.14 |
0.09 |
0.02 |
|
氫氟酸 |
mg/m3 |
5 |
0.3* |
0.04 |
0.06 |
0.01 |
|
磷化氫 |
mg/m3 |
0.5 |
0.2 |
未列管 |
未列管 |
ND(<0.02) |
|
砷 |
mg/m3 |
0.5 |
0.005 |
ND |
ND |
ND |
|
氨 |
mg/m3 |
30 |
20** |
<1 |
<1 |
<1 |
|
丙酮 |
mg/m3 |
150 |
35.6 |
<1 |
<1 |
<1 |
|
Remark: * 以全廠排放量0.6kg/hr,風量200萬CMH推算 ** 固污管道標準,以管道高度40米概算 |
||||||
但在廢水處理與回收系統,由F12B最初的9套廢水處理系統,演進至十五B廠已擴建至22套,而這些新增系統,主要在符合法規新增列管項目、增加水回收率及資源回收,由 表7,可看出此變化。在水污的排放基本上均優於國內外法規要求,除水污有三項(氟化學需氧量、鹽及氨氮)比國際標準要高。
|
污染物 |
IFC |
台灣法規 |
F12B(P4) |
F14B |
F15B |
|---|---|---|---|---|---|
|
pH質 |
6~9 |
6~9 |
6.1 |
6.7 |
6.5 |
|
化學需氧量 |
160 |
100 |
367 |
250 |
335 (納管標準500) |
|
生化需氧量 |
50 |
25 |
1.9 |
1.78 |
<1.0 |
|
總懸浮固體 |
50 |
30 |
18.4 |
8.9 |
39.8 |
|
油脂 |
10 |
10 |
|
1.26 |
2.8 |
|
總磷 |
2 |
4 |
<0.5 |
未列管 |
未列管 |
|
氟鹽 |
5 |
15 |
12.9 |
3.27 |
11 |
|
氨氮 |
10 |
20 |
10.7 |
11.8 |
3.42 |
|
氰化物-總 |
1 |
1 |
0.02 |
0.01 |
0.02 |
|
氰化物-游離 |
0.1 |
未列管 |
未列管 |
未列管 |
未列管 |
|
可吸附有機鹵素 |
0.5 |
2 |
未列管 |
未列管 |
未列管 |
|
砷 |
0.1 |
0.35 |
0.003 |
0.0003 |
0.0004 |
|
六價鉻 |
0.1 |
0.35 |
ND |
ND |
ND |
|
總鉻 |
0.5 |
1.5 |
ND |
0.007 |
ND |
|
鎘 |
0.1 |
0.02 |
ND |
ND |
ND |
|
銅 |
0.5 |
1.5 |
0.113 |
0.26 |
0.093 |
|
鉛 |
0.1 |
0.5 |
ND |
ND |
ND |
|
汞 |
0.01 |
0.005 |
ND |
ND |
ND |
|
鎳 |
0.5 |
0.7 |
0.005 |
0.01 |
0.0186 |
|
錫 |
2 |
1 |
未列管 |
未列管 |
未列管 |
|
銀 |
0.1 |
0.5 |
ND (<0.002) |
未列管 |
ND |
|
硒 |
1 |
0.35 |
ND (<0.001) |
未列管 |
ND |
|
鋅 |
2 |
3.5 |
0.383 |
0.016 |
0.664 |
|
溫度 |
溫差<3˚C |
水溫<35˚C |
29.1 |
27 |
27.8 |
國際半導體大廠之借鏡 (Intel & Samsung CSR)
最後本文要參考的是,半導體大廠英特爾及三星電子的2018年企業社會責任年報的環保承諾事項,如 表8、表9。
|
項目 |
Intel環保目標 |
|---|---|
|
1 |
在2020年前,每單位耗水量要低於2010水準 |
|
2 |
在2025年前,100%水回收 |
|
3 |
2012~2020年,要累積40億度的節電 |
|
4 |
在2020年前,每單位的直接溫室氣體(GHG)排放要比2010年低10%排放量 |
|
5 |
在2020年前,美國地區持續100%使用綠能,美國以外地區則增加綠能使用,讓再生能源的使用量將比2015年成長3倍 |
|
6 |
在2020年前,有毒廢棄物零掩埋 |
|
7 |
在2020年前,90%非有毒廢棄物回收再利用 |
|
項目 |
三星電子環保目標 |
|---|---|
|
1 |
在2020年後,韓國以外的三星工廠將100%使用綠能 |
|
2 |
2030年後,所有韓國三星工廠將20%使用再生能源 |
|
3 |
2012~2020年,要累積40億度的節電 |
|
4 |
在2020年前,每億韓圓的營業額,溫室氣體(GHG)的排放量為1.55噸CO2 |
|
5 |
在2020年前,每億韓圓的營業額,耗水量為50噸 |
|
6 |
在2020年前,95%廢棄物回收再利用 |
這兩家的企業社會責任年報,可參考的是總量資源的管理目標,其對環保設施發展的詳細目標並沒有特別說明,尤其在空污及水污排放的質與量比較沒有可以借鏡的地方。
研究方法
從以上的文獻的回顧,雖然各半導體廠在空水污的排放,已經有所作為,像PFC氣體、氨氮處理、TMAH回收等等。但是只要有空水污的排放,就永遠無法解決社會的疑慮;因此本章節將從審視現有的處理方式,評估目前尚無法完全解決的問題,從中找到機會點。
空氣污染防治
現有空氣污染防治措施
半導體製造所產生之空氣污染物經收集後,需再經妥善處理,始能予以排放。由於半導體製造業可能排放之污染物相當多樣,各項不同特性污染物之處理方法亦不盡相同,因此廢氣收集系統須針對各種不同廢氣特性分類收集處理 表10 [8]。
|
廢氣種類 |
污染物成份 |
污染源 |
|---|---|---|
|
酸鹼廢氣 |
酸氣:HF、HCl、HNO3、H2SO4、CH3COOH、H3PO4、H2Cr2O7 |
氧化、光罩、蝕刻、 反應爐(氧化爐、擴散爐)之清洗、CVD |
|
有機溶劑廢氣 |
二氯甲烷(CH2Cl2)、氯仿(CHCl3)、丁酮、甲苯、乙本、丙酮、苯、二甲苯、4-甲基-2戊酮[(CH3)2CHCH2 COCH3]、乙酸丁酯、三氯乙烷、異丙醇、四甲基胺、氯醛、四氯乙烯、乙基苯、亞甲基二氨、丁基苯、Trans-Dichoroethene |
光阻液清洗、顯像液清除、蝕刻液清除、晶圓清洗 |
|
毒性氣體 |
AsH3、PH3、SiH4、B2H6、B4H10、P2O5、SiF4、CC14、HBr、BF3、A1C13、B2O5、As2O3、BCl3、POC13、Cl2、HCN、SiH2Cl2 |
氧化、光罩、蝕刻、 擴散、CVD、離子植 入 |
|
燃燒氣體 |
SiH4、AsH3、PH3、BF3、H2、SiH2Cl2 |
離子植入、CVD、擴散 |
半導體製造的生產設備皆在嚴格控制的無塵室中操作,主要有氧化爐、擴散爐、清洗槽、顯影機、離子植入機及金屬濺鍍機等。而各類製程可能產生污染物,依據其處理特性區分,可區分為酸鹼性氣體、有機溶劑及特殊毒性/燃燒性氣體四類。
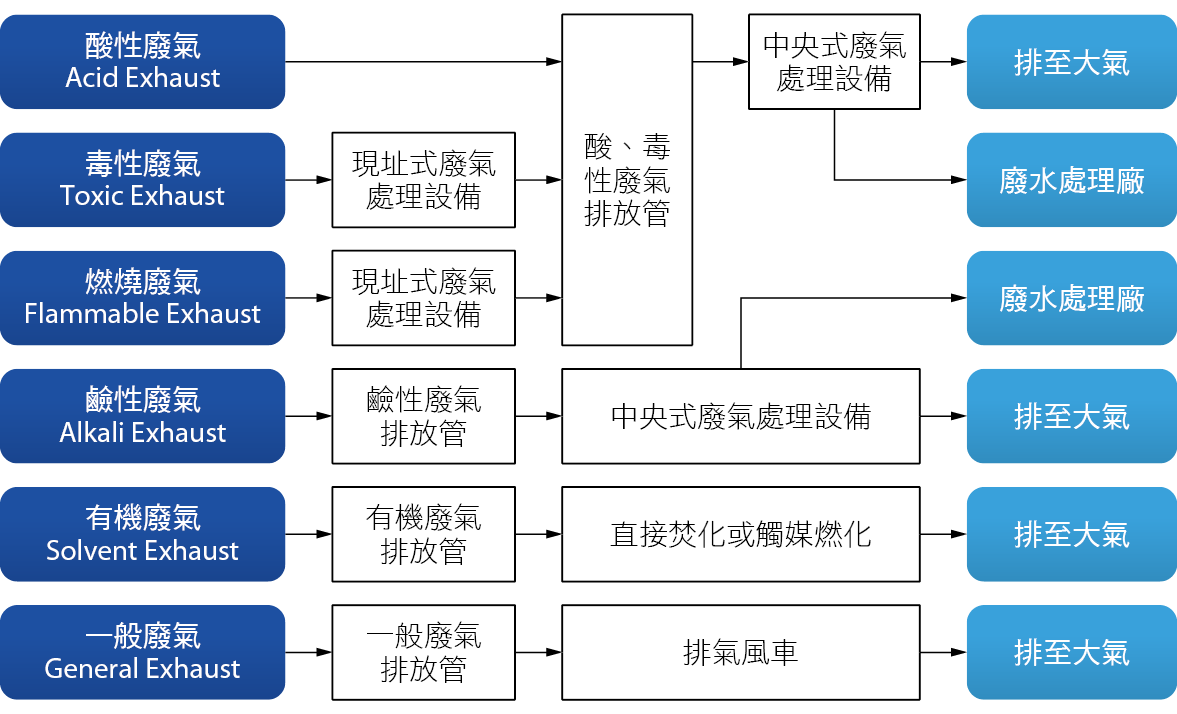
針對此三類廢氣處理,台積公司與目前國內外業界處理經驗類似,其處理原則如下:各類污染源所排放之污染物,可能包含多項不同特性廢氣,各股廢氣需先依其特性,先經一次現址式處理(Local Scrubber)後,再進入中央廢氣處理系統處理。而這現址式處理設備,依廢氣屬性有不同的設計,可分類成電熱式、燃燒式、電漿式、乾式吸附塔、活性碳吸附塔、高沸點有機溶劑冷凝器、小型填充式洗滌塔等,而中央廢氣處理系統則以洗滌塔及揮發性有機物沸石濃縮轉輪燃燒塔為主。半導體製程廢氣現行處理流程,如 圖1[9]。
圖1、半導體廠的廢氣處理流程圖
空氣污染防治挑戰
台積公司目前在處理特殊毒性氣體、酸鹼性氣體、有機溶劑,所遇到的問題可歸納如下。
- 特殊毒性氣體控制技術
半導體製程單元,可能排放之特殊毒性氣體種類繁多。目前常應用於處理半導體製程中特殊毒性氣體之處理技術,大體上可分為乾式吸收或吸附法、濕式洗滌法、熱解法及燃燒法等四種方法。目前的效率幾乎多在99%~100%,因此對特定氣體排放無問題。
但是在燃燒或熱解法後所產生的粉末,在以往僅注意於管路阻塞問題,因此在現址式處理設備中,於燃燒後通常會加一道簡易水洗程序,但效率普遍不佳;原因是燃燒後的粒子大小,大部份在2.5μm以下,傳統的填充式洗滌程序,並無補集能力。所以在PM2.5細懸浮微粒控制趨嚴及對環境的保護考量,此項問題需要被解決。
- 酸鹼性廢氣處理技術
半導體製程中酸鹼性廢氣處理,從現址式處理設備乃至於中央廢氣處理系統,一般均採用濕式洗滌設備,以吸收廢氣中污染物質。吸收法係利用液體(吸收液)之溶解作用以去除氣體中可溶解之成分。當吸收液中氣體濃度低於平衡濃度時,即可對氣體發生吸收作用。而吸收速度是決定於這氣體/液體本身的物理與化學特性,及吸收系統的操作條件(如溫度、氣體與液體的流量),通常可藉由降低溫度、加大接觸面積、提高液體/氣體比值、提高氣體中被去除氣體之濃度等以增進吸收效率。
但研究[10]指出半導體產業廢氣,特性為風量大但污染物濃度低,其無機酸鹼廢氣排放主要以HF、HCl與NH3氣體為主,微粒污染物則以硫酸液滴與NH4+微粒為主。酸性之HF氣體原始排放濃度經常在1000μg/m3以下,而HCl氣體原始排放濃度則在600μg/m3以下,其他各種氣體或微粒污染物的原始排放濃度則常小於500μg/m3,但是鹼性之NH3氣體的原始排放濃度則通常會大於1000μg/m3。雖然排放濃度低,但由於廢氣風量至少在10,000m3/hr以上,故其污染排放量還是很大。而目前本公司一個新廠(phase)的廢氣風量約2百萬CMH,雖然排放效率(現址式處理設備+中央廢氣處理系統)合乎法規,但排放的污染物絕對量在環境影響及社會觀感,依然是個風險,以中科十五B廠廠,就被環差要求NH3年排放量要小於12噸。
在中央濕式洗滌塔處理氣態污染物效率方面,當HF氣體原始排放濃度小於1000μg/m3、HCl氣體原始排放濃度小於400μg/m3時,洗滌塔的去除效率皆小於60 %,但在原始排放濃度超過1000μg/m3時,其去除效率則較佳。在去除微粒污染物與酸排中的NH3氣體時,洗滌塔的去除效率都很差,而在處理處理HNO2、HNO3、HBr氣體時之去除效率則頗佳。
歸納外部的研究及公司內部的數據,在酸鹼性廢氣的挑戰有4項: 目前中央廢氣洗滌設備,對低濃度的酸鹼性廢氣去除效率不佳;對固液相微粒(Aerosal)無有效去除率;酸鹼混排製程所形成的銨鹽類粒子(白煙)的去除;針對酸鹼及有機化學品混合使用的製程,其酸鹼排氣夾雜有機溶劑,尚無良好對策。 - 揮發性有機物控制技術
隨著製程演進,使用大量的有機溶劑,尤其單晶片(single wafer)清洗製程,異丙醇(IPA)的使用量大增。以往台積公司雖然以超越法規的96%,來控管揮發性有機物(VOCs)的排放,但在總量上排放卻隨製程而逐步上升,如何提高削減率是未來挑戰,這和降低酸鹼排放污染物的絕對量是一致的。
空氣污染防治的發展藍圖
從上章節的空氣污染挑戰,根據法規的最低要求與對環境最大友善程度,擬定未來十年先進半導體廠房的空氣污染防治藍圖,如 表11。此藍圖的構想在於降低目前半導體廠房的絕對排放量,將酸鹼性排氣之著地濃度改善至環境背景值一致;設定在2028年後,酸鹼中的HF、HCL、HNO3、H3PO4將遠低於目前法規0.6kg/hr,而最難處理的H2SO4也低於目前法規0.1kg/hr,NH3每廠(phase)年排放要低於1.9噸/年,揮發性有機物將比現今排放量降低75%。
|
Target |
TSMC 現況 |
2023 目標 |
2028 目標 |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
Inlet (mg/NM3) |
Outlet (mg/NM3) |
削減率 |
排放量 噸/年 |
Outlet (mg/NM3) |
削減率 |
排放量 噸/年 |
Outlet (mg/NM3) |
削減率 |
排放量 噸/年 |
|
|
HF |
0.356 |
0.036 |
89.89% |
0.6 |
0.0178 |
95.00% |
0.3 |
0.0107 |
97.0% |
0.19 |
|
HCl |
0.373 |
0.034 |
90.88% |
0.6 |
0.0187 |
95.00% |
0.3 |
0.0015 |
99.6% |
0.03 |
|
HNO3 |
0.301 |
0.049 |
83.72% |
0.9 |
0.0151 |
95.00% |
0.3 |
0.0015 |
99.5% |
0.03 |
|
H2SO4 |
0.432 |
0.050 |
88.43% |
0.9 |
0.0216 |
95.00% |
0.4 |
0.0017 |
99.6% |
0.03 |
|
H3PO4 |
0.125 |
0.029 |
76.80% |
0.5 |
0.0063 |
95.00% |
0.1 |
0.0025 |
98.0% |
0.04 |
|
NH3 |
16.8 |
8.04 |
1.9 |
|||||||
|
VOC |
98% |
7.7 |
99% |
3.5 |
100% |
1.8 |
||||
水污染防治
現有水污染防治措施
半導體製造由於產品類型及規格相當多樣化,製程單元組合也多有不相同,因此製程排出之廢水種類及造成污染之化學物質多且繁雜。一個半導體廠的廢水絕大多數為製程機台所產生的廢水,主要來自超純水清洗晶片、去光阻及蝕刻等程序所排出之廢水,其他少量則來自廠務端之超純水與回收設備再生廢水及空污處理與冷卻處理等所排放之廢水。依此,半導體製程產生的廢水可分為氫氟酸廢水、酸鹼性廢水、有機廢水、研磨廢水、與高濃度廢液等五大類,如 表12。
|
廢液種類 |
污染物主要成分 |
製程機台 |
廠務設備 |
|---|---|---|---|
|
含氟廢水 |
HF、NH4F…等 |
濕式蝕刻、洗爐管 |
濕式洗滌塔廢水 |
|
酸鹼廢水 |
H2SO4、H2O2、HF、NH4OH、HCl、NaOH、O3、KOH、檸檬酸等 |
晶片清洗 |
超純水設備再生廢水、濕式洗滌塔廢水、冷卻水塔廢水 |
|
HNO3、H2O2、HCl、H2SO4、H3PO4、醋酸、Si、O3、等 |
濕式蝕刻清洗 |
||
|
TMAH、CR-168等 |
去光阻 |
||
|
有機廢水 |
IPA、TMAH、二甲苯、乙酸丁酯、甲苯等 |
去光阻、濕式蝕刻清洗 |
化學品排放 |
|
研磨廢水 |
含矽晶粉末、銅、鈷等 |
研磨清洗、銅製程、鈷製程 |
研磨化學品排放 |
|
高濃化學廢液 |
H2SO4、Thinner、PA、CuSO4、H3PO4、ACT690、NMP等 |
濕式蝕刻、光阻、去光阻 |
化學品排放 |
除此之外,隨循環經濟的被重視,原廢水處理的目標已由量的提高,轉變為質的提升。藉由對污染物的特性抽絲剝繭,將可利用資源從混雜的廢水中取出,達到回收水與資源活化循環再利用,朝向「從搖籃到搖籃」的循環經濟邁進。
因此,水處理技術的應用已由基本的酸鹼中和與化學混凝,再結合先進的膜過濾、樹脂離子交換、高級氧化、生物處理、觸媒反應、電解、與熱乾燥等等的技術,如 圖2。
圖2、半導體廠的廢水處理流程
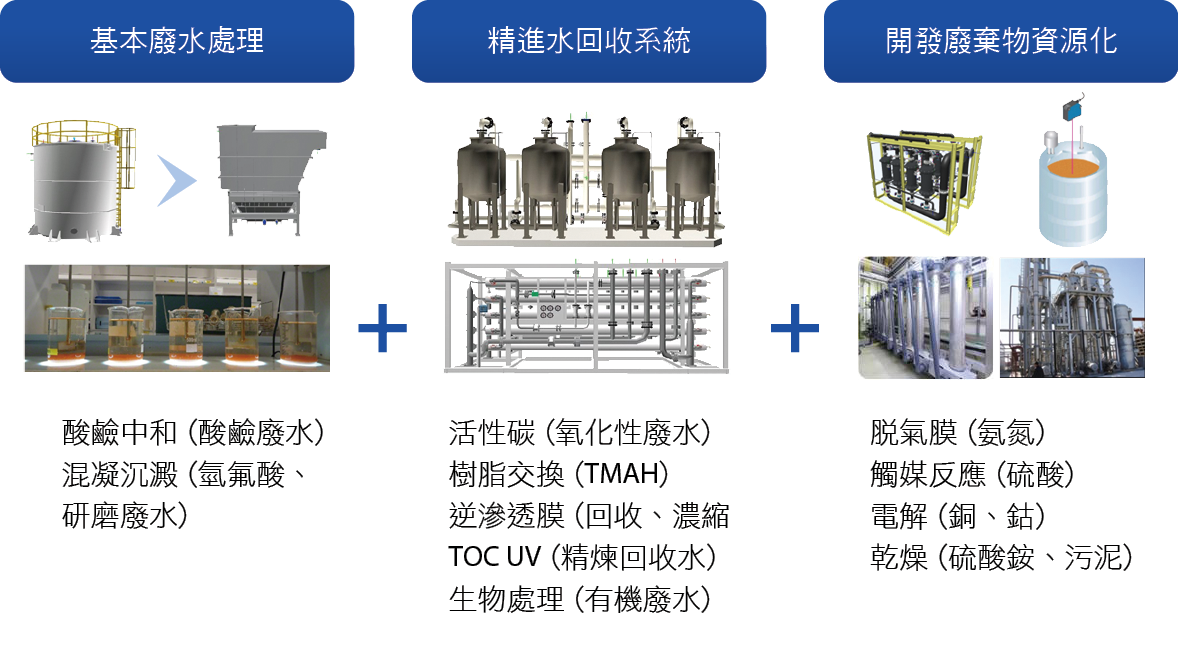
目前台積廠內已成功回收了工業級硫酸、銅棒、鈷棒等有價金屬,另與廠商在廠外回收工業級TMAH、工業級硫酸銨、工業級氨水、石膏版、螢石等。除此之外,持續努力開發電子級硫酸、電子級氨水、電子級TMAH等產品回用,與工業級IPA、回收氫氟酸再製冰晶石、廢塑膠桶破碎回收。
總合這30年來的變化,水處理系統已由早期的酸鹼中和與化學混凝的2套系統,隨著提高水回收率,與資源活化循環再利用目標,逐年開發應用新技術演進至今,目前每個新廠至少有22套廢水回收與處理系統的配備。
水污染防制挑戰
雖然在廢水處理,台積公司在回收處理有明顯進展,但依然有些難題需持續研究解法,在水污染防制問題可歸納如下。
- 酸鹼與有機污染物多種混合排放
但隨著先進製程演進,除超純水與化學品使用量增多,尤其酸鹼與揮發性有機污染物的混合排放,使一般管制項目的外排生物需氧量與丙酮成為挑戰,目前雖從十五B廠開始導入生物處理系統,但未來不同酸鹼與揮發性有機污染物的菌種選擇與穩定運轉,是極大挑戰。
- 重金屬的大量導入
先進製程引進了許多微量稀有重金屬 (銅、砷、鈷、銠)等,目前使用的方式是以樹脂吸附濃縮再處理,雖目前排放值符合法規,但在致癌性重金屬的排放,如何做到偵測極限以下,以消除社會疑慮是挑戰。
- 生物急毒性
2010年12月15日環保署針對光電業及科學園區修正發布之放流水標準,增訂生物急毒性管制項目,亦經相關研究顯示生物急毒性與氨氮具正相關性。遂於2011年12月1日發布之「晶圓製造及半導體製造業放流水標準」將氨氮納入高科技業之管制項目,廢水排放所造成的生物急毒性,成為管制的重點。除園區放流水標準管制,目前中科管理局已要求廠家開始自檢。未來廢水排放的要符合生物急毒性的要求,也是極大挑戰。
已有研究[11]顯示半導體製造業廢水對水蚤與鯉魚生物急毒性偏高,而透過統計相關性分析顯示銅與鋅是放流水造成生物毒性的關鍵污染物。另有研究[12],指出半導體產業之廢水中的氫氧化四甲基銨之相關係數(R2)達0.6以上,推估亦為可能之主要毒性物質。另外目前排放水的高導電度,其中所隱含的氯與氟離子,也是生物急毒性的挑戰。
- 降低放流水的導電度
因各製程與純水系統的再生清洗與廢水處理的PH調整,所使用的加藥如硫酸、鹽酸及氫氧化鈉等均排放至放流水中,致使目前排放水的導電度高達10,000μs/cm以上。此高導電度放流水,不論再生做為生活雜用或工業用途,若不進一步除鹽以降低導電度,實質上無法再利用;就算僅放流至河床,單作澆灌,長期也可能造成土壤鹽化等問題,未來導電度的管制是必然的趨勢。
- 污水零排放
從20世紀70年代個別工業部門就開始摸索「零排放ZLD」(Zero Liquid Discharge) ,那時主要指沒有廢水從工廠排出,所有廢水經過二級或三級污水處理,除了回用就只剩下轉化為固體的廢渣。而目前的技術瓶頸,在於開發有效且節能的濃縮與蒸發技術;無廢水的排放,是解決廢水處理的終極目標,也是最難的挑戰。
廢水防治的發展藍圖
同樣從上章節的廢水污染挑戰,我們根據法規的最低要求與對環境最大友善程度,擬定未來十年先進半導體廠房的廢水防治藍圖,如 表13。此藍圖的構想在於降低目前半導體廠房的放流水的影響,因此最具挑戰性的目標在此表中環境衝擊三子項。
|
分類 |
特定成分 |
TSMC現況 |
2023年 |
2028年 |
備註 |
|
|---|---|---|---|---|---|---|
|
一般管制項目(ppm) |
氨氮 |
2.6~35.8 |
< 18 |
<14 |
|
|
|
生化需氧量 |
<50 |
<25 |
<10 |
|
||
|
化學需氧量 |
150~600 |
300 |
150 |
|
||
|
硝酸鹽氮 |
30 |
20 |
15 |
|
||
|
磷酸鹽 |
300 |
200 |
100 |
|
||
|
TMAH |
< 10 |
< 5 |
<1 |
|
||
|
重金屬(ppm) |
硼 |
0.2-->1.8 |
< 1 |
|
|
|
|
鈷 |
ECP_鈷 |
< 0.0023 |
零檢出 |
零檢出 |
|
|
|
M2_鈷 |
50~1100 |
(<0.0023) |
||||
|
ELD_鈷 |
TBD |
|
||||
|
銅 |
< 0.7 |
< 0.5 |
< 0.05 |
|
||
|
砷 |
<0.0017 |
<0.0017 |
零檢出 |
|
||
|
環境零衝擊 |
導電度(us/cm) |
8,000~12,000 |
<5000 |
<750 |
|
|
|
生物急毒性(鯉魚) TUa |
<1~5 |
<1~3 |
<1 |
|
||
|
生物急毒性(水蚤) TUa |
>5 |
<5 |
<1 |
|
||
可行技術研討
本章節則依第三章所敘述的挑戰與藍圖,從目前已知或正在研究的技術,來探討未來先進半導體廠房可採行的環保設施。
空氣污染防治可行技術
綜合第三章關於空污的未來挑戰,PM2.5細懸浮微粒:計有酸鹼微小固液相微粒(Aersol)、酸鹼混合的硫酸鹽、硝酸鹽及銨鹽類、燃燒後的矽化合物;酸鹼有機混排;揮發性有機物減量。
PM2.5細懸浮微粒防治可行技術
未來新廠針對PM2.5細懸浮微粒,或酸鹼混合後鹽類處理可行技術,主要有濕式靜電集塵設備、超重力、新式高效率除霧器、高效率濾網等。
- 濕式靜電集塵設備早已普遍應用於高污染的傳統煉鋼與發電產業,近年來也應用於半導體的空污處理,目前如中央廢氣處理設備改以濕式靜電集塵處理,因半導體的排氣量大,所以其整體設備尺寸重量是一個挑戰,如 圖3,安置在半導體廠將會是一龐然大物。而且中央處理的廢氣濃度低,處理效率也不彰。
圖3、傳統濕式靜電集塵設備

目前正與廠商開發適合半導體設備用的小型現址式濕式靜電集塵設備,就製程後小量高濃的酸鹼混合氣體即行處理。據研究[13]靜電集塵設備用於製程排放之奈米微粒收集效率可維持在97.3 %~98.7 %。
- 利用超重力技術捕集煙道氣中空氣污染物,也是近幾年的新興研究課題,超重力技術是傳統旋風式集塵機的進化版。通過研究實驗[14],超重力技術被證明可有效去除煙氣中污染物。其中二氧化碳、二氧化硫及氮氧化物之去除率,可達95.9~99.4%,對於顆粒物的去除率可達83.4± 2.6%。此外,實驗發現在脫硫效能上亦有極為良好的表現。
目前與工研院的專案研究,正在開發3000CMH的現址超重力旋轉床洗滌塔,實機進行硫酸銨溶液的霧化進料試驗,捕捉效率可達96%@<1μm,是未來去除粒狀污染物/IPA的重要可行技術。
- 新式高效率除霧器,因一般中央濕式洗滌塔的去除率約在60%以下,目前各廠商也針對粒狀污染物去除,正開發出各種型式的高效率除霧器,如 圖4。
圖4、新式高效率除霧器

有些廠商宣稱其高效率除霧器於1 μm以上之補集效率高於99%。相對於超重力技術或靜電集塵設備,高效率除霧器的安裝簡單,是未來規劃中央廢氣處理系統的優先項目。
酸鹼有機混排
未來新廠針對酸鹼有機混排的可行技術,主要是在開發新式現址式處理設備,將酸鹼性物質先行處理,揮發性有機物然後再導入沸石濃縮轉輪燃燒塔燒掉;先前所提的超重力技術也據稱可去除空氣中的IPA(半導體揮發性有機物主要組成);也有研究[15]是在濕式填充洗滌塔,添加觸媒於洗滌液中,揮發性有機物去除總效率可達 87.29%。
或許未來將超重力技術合併觸媒的應用在現址式處理設備,是未來酸鹼有機混排研究的方向。
揮發性有機物減量
從F15P7後的新廠都導入兩段式沸石濃縮轉輪燃燒塔,此將揮發性有機物的設計去除效率將從目前96%提昇至98%,削減50%的排放量。因沸石濃縮轉輪已是非常高效率的處理設備,未來十年,如要達到去除效率99.5%,可行技術應從沸石濃縮轉輪燃燒塔的基本架構圖、運轉參數與定期保養發展。
目前再脫附溫度、風量與燃燒溫度、風量,都有最佳化的空間;另外在沸石轉輪的定期再生,也有許多研究,有高溫熱氣活化,也有高溫氮氣活化,這些應用在風險評估後,應該早日導入設計。
水污染防治可行技術
一般管制項目
對於一般管制項目(生化需氧量、化學需氧量),目前較成熟應該是生物處理法,主要在其可去除有機物污染,新廠設計已採用生物處理系統,如 圖5。目前在F15P5試車已有相當成效,有機物去除達97%以上,未來將持續優化,擴大至酸鹼性廢水中的有機物處理。
圖5、半導體廠的生物處理系統

生物處理系統雖為業界普遍使用,但其微生物馴養期長(需3個月以上),故如何有效快速增加生物處理池內懸浮性污泥濃度,以提升系統效能為主要需克服點。
對於更進一步降低TMAH,僅需優化目前的系統處理方式及擴增樹脂處理量。而氨氮的處理,也是在於擴充薄膜蒸餾 (MD) 的處理量。
重金屬管制項目
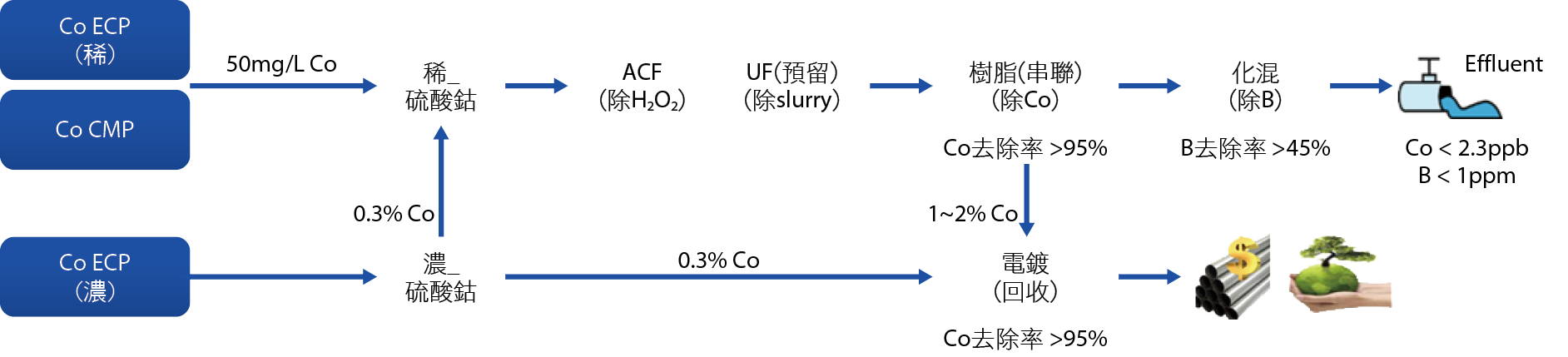
對於重金屬去除部分,樹脂濃縮脫附可能是未來處理方法。目前在F15P5 外排的鈷處理,即是採用螯合樹脂濃縮脫附後,進行電解回收,目前在F15P5 外排的鈷皆低於偵測極限(2.3ppb) ,如 圖6。但目前有些是有重金屬(銅、砷、鈷、銠…)混合於化學品廢液中,此部份雖非屬廢水處理,但基於同樣理論,應可找到適用的樹脂吸附。
圖6、半導體廠的重金屬處理系統
另外要繼續研究的課題,是樹脂濃縮脫附出來的濃液的處理方式,所有的重金屬是否可進行電解回收,或是此方式是最佳方式,還需更多的研究以資確認。
環境零衝擊
如何以經濟有效方式,降低導電度及生物急毒性(TUa)至750μs/cm及1.0以下,近似於零排放手法,是很大挑戰。導電度及TUa實質上是互相影響,其中任何一個降,另一個的數值亦會有不同程度的降低。將先討論相對較易達成的(TUa)。
- 降低生物急毒性的可行技術
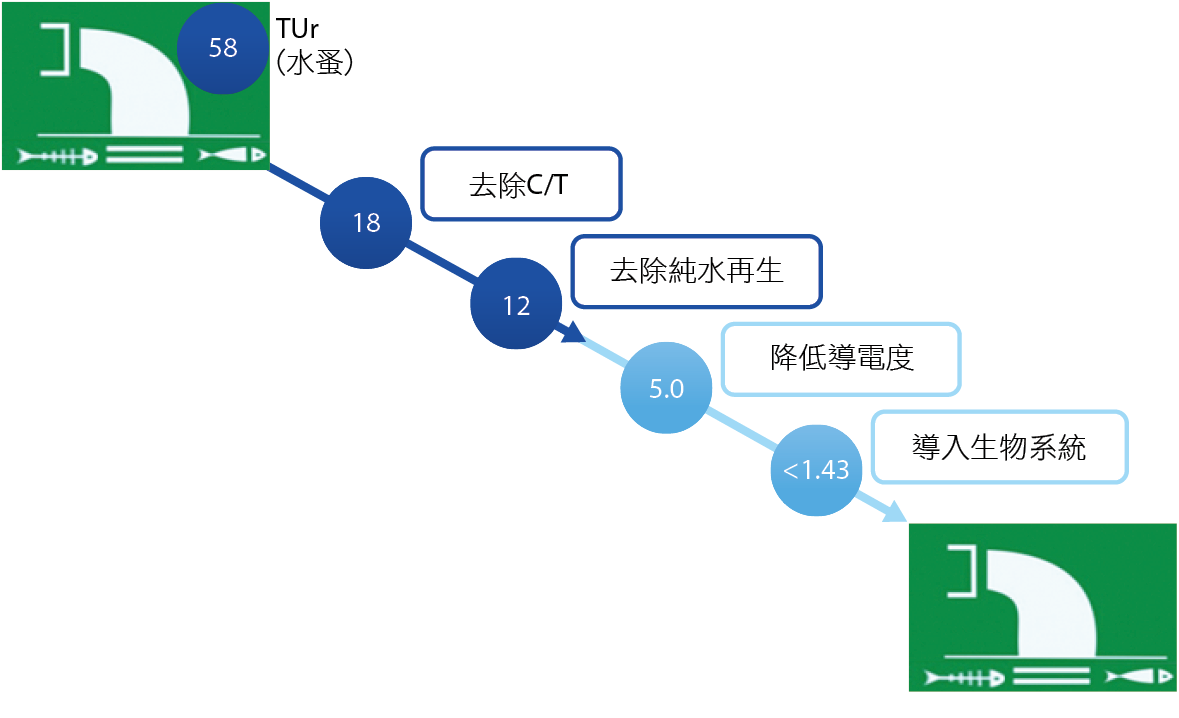
以目前廠內調查各股水的TUa值,目前的優先順序應該是: 冷卻水塔的排放水→純水再生廢液→氨氮MD廢水→最終排放水。各股廢水的TUa處理方式,整理如 表14。而預估各股廢水TUa改善後的成效,如 圖7。由此表亦可知,除冷卻水塔的排放水外,其他的廢水的生物急毒性來自其導電度,因此降導是也降低生物急毒性的必要措施。表14、各股廢水的TUa 處理方式TUa廢水種類
氟酸排水
鹼性含氨排水
空調冷卻排水
純水再生排水
回收RO濃排水
回收樹脂再生排水
優先順序
4
3
1
2
4
4
主要毒性
物
SO42-/Na+/
Cl-/Ca2+
SO42-/Na+
1/二氯氨
(結合餘氯)
Cl-/Na+
SO42-/ Cl-
SO42-/Na+/Cu
導電度
導電度
殺菌劑
導電度
殺菌劑
導電度
來源
藥液CaCl2
藥液
NaOH+H2SO4
殺菌藥劑
水含微量氨氮
再生藥液
HCl+NaOH
殺菌藥劑
藥液調整
再生藥液
H2SO4+NaOH
可行處理
方法
生物系統
處理
MD & stripper
生物系統處理
活性碳系統
處理
濃廢液回收
直接排放
生物系統
處理
濃液液回收
直接排放
圖7、預估各股排放水處理後的TUa值
- 降導的可行技術(零排放的先期作業)
目前較成熟的脫鹽單元大都為薄膜技術,如ED、RO等,且可達到一定之脫鹽效果,但其他如低耗能之MD也是極有潛力之新技術。以上方式,在廠內已有應用,不再此贅述,本文將介紹目前目前公司與台大及工研院正進行研究的:電透析方式(Electrodialysis, ED)、電容脫鹽技術(Capacitive deionization, CDI)、吸附式脫鹽系統(Adsorption Desalination, AD)
- 電透析技術是以電位差為驅動力的薄膜分離程序,利用陰離子交換膜與陽離子交換膜,交替排列於兩電極之間,形成許多獨立之槽室所組成。本技術是在外加直流電場的作用下,水中的陰離子向陽極移動,而陽離子向陰極移動,再利用陽離子只能穿透陽離子交換膜,而陰離子只穿透陰離子交換膜的特性,得到淡水及濃水,達到淡化脫鹽的目的。電透析的原理,如 圖8[16]。
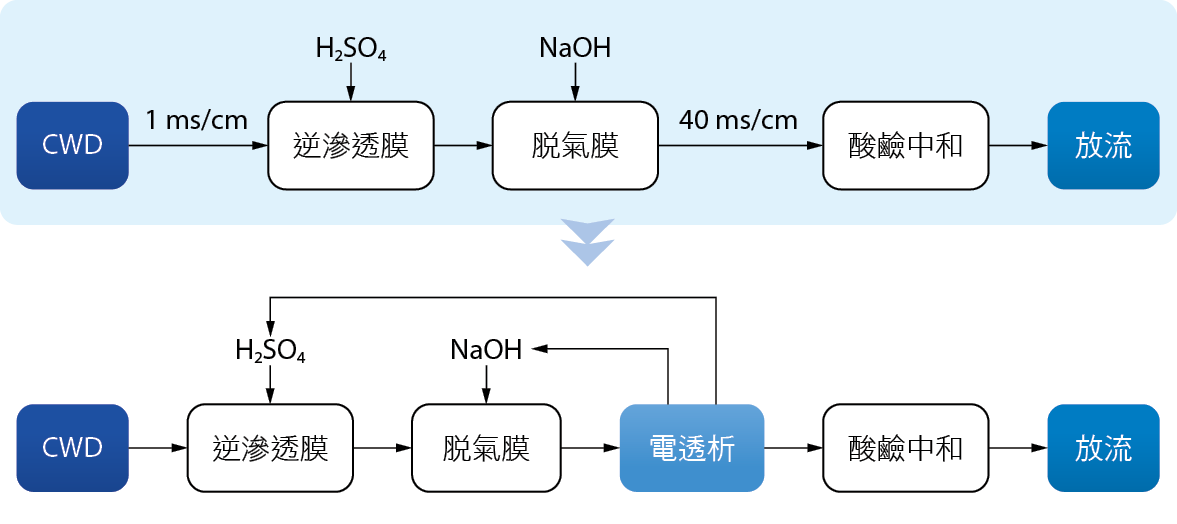
以目前廠內氨氮脫氣膜產水,即非常適合以電透析方式回收液鹼與硫酸,從而降低導電度,流程示意如 圖9。
圖8、電透析法原理示意圖
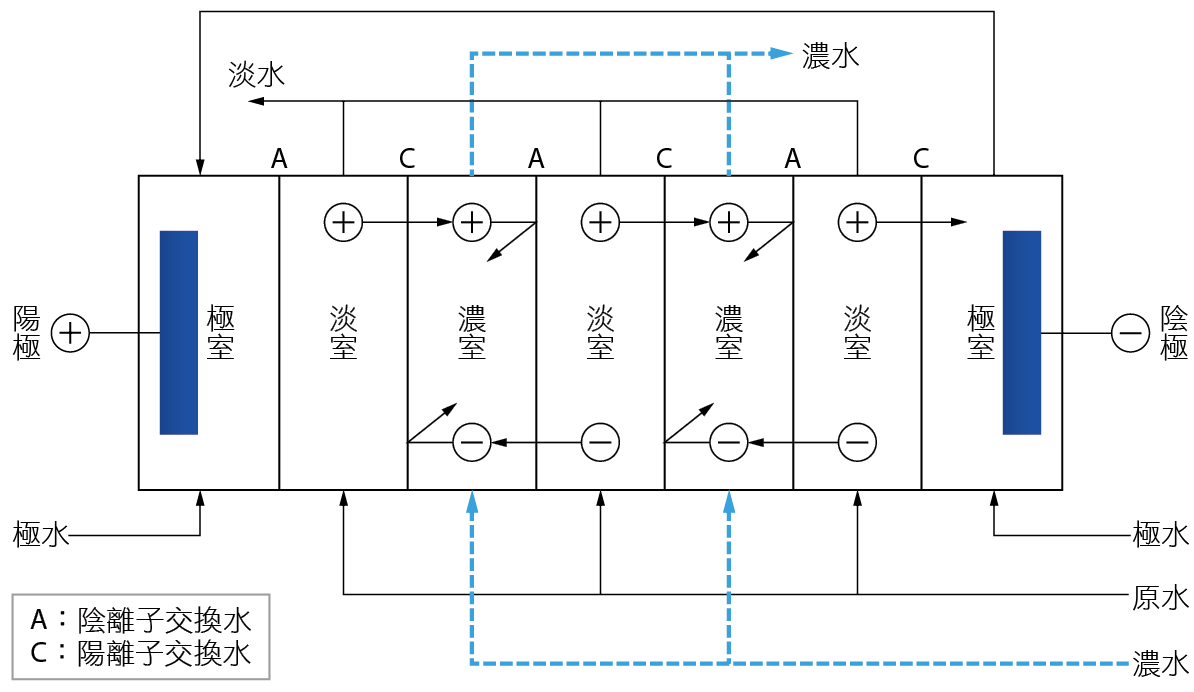
圖9、氨氮脫氣膜產水應用電透析方式示意圖
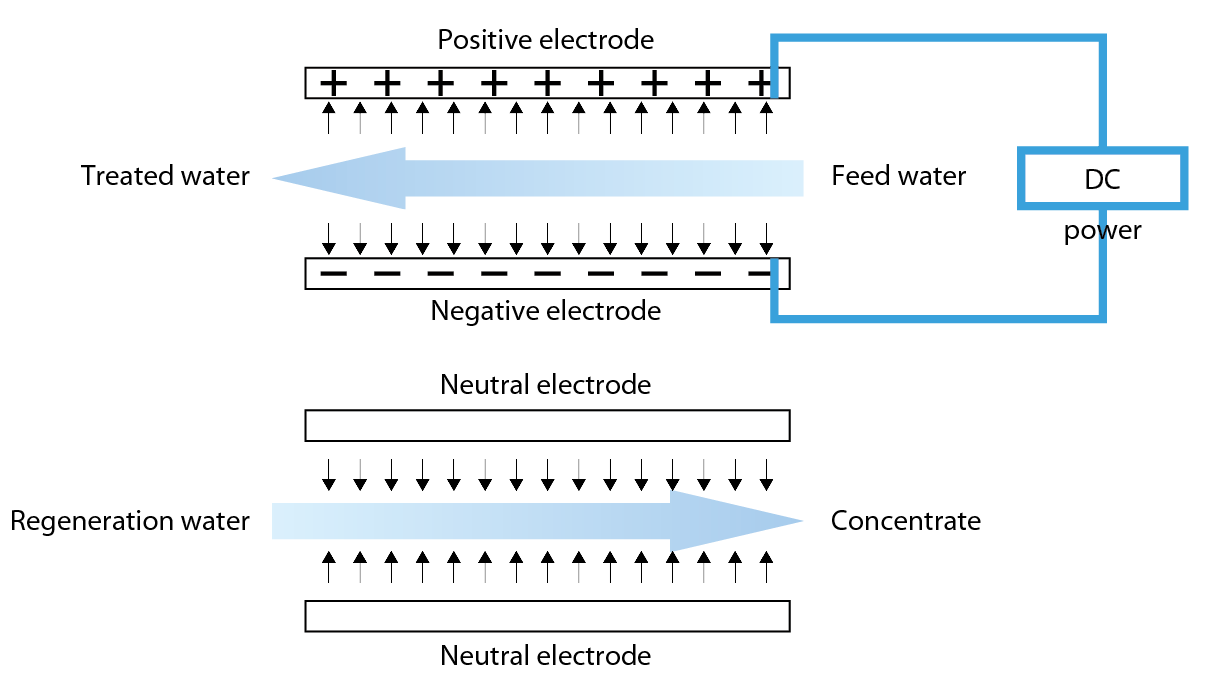
- 電容脫鹽技術是國際公認下世代的脫鹽技術,可取代現今高耗能及高壓操作的逆滲透等技術,解決操作維護不易、高耗能、易堵塞與高成本之問題。電容脫鹽技術或稱作電容去離子技術,它是一種利用電吸附程序來去除水中微量離子的電化學技術,也是一種不使用薄膜、低用電、可使用太陽能及安全性高的低壓脫鹽技術,被認為是一種清潔度高的水淡化脫鹽技術。其操作原理為利用電場,將水中之陰陽離子分別吸附於電容之中,達到去除水中鹽度之目的;相對於解除電場後,吸附之離子則解離於濃水中排出,如 圖10。
圖10、電容脫鹽技術操作示意圖
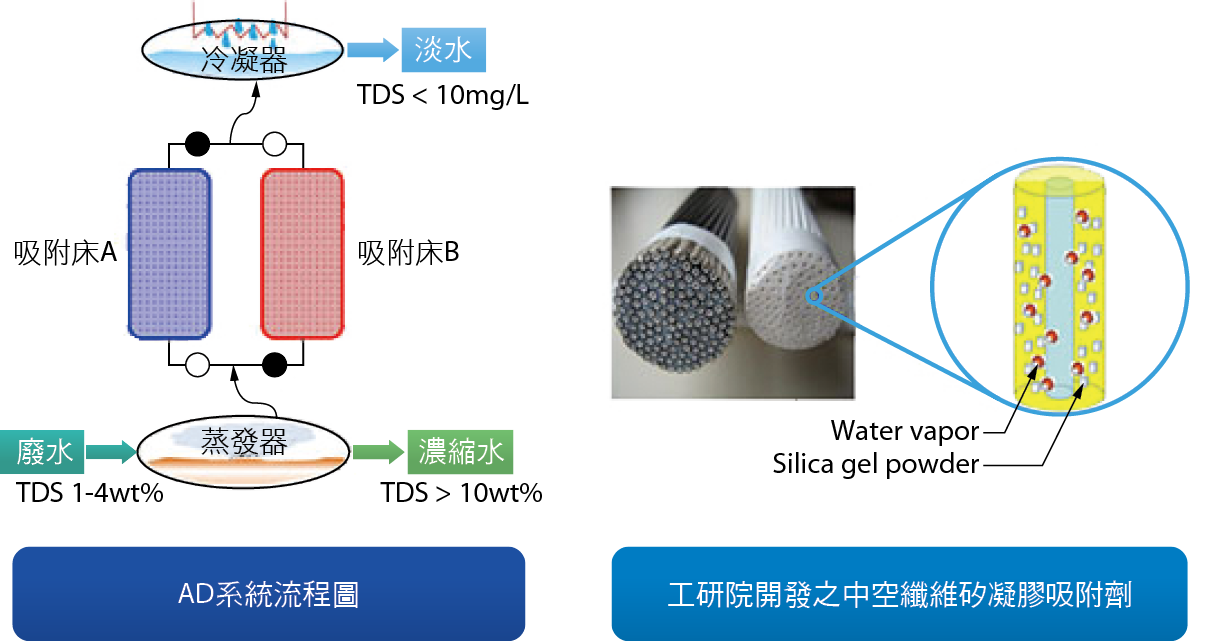
- 吸附式脫鹽技術[17]為一種利用矽凝膠與低溫熱源進行水回收的新興水回收技術。其應用矽凝膠吸附廢(污)水上方水蒸氣,使水蒸氣壓處與未飽和狀態,而將液態水從廢(污)水中持續不斷「蒸發」出來。由於矽凝膠不與廢(污)水直接接觸,無被污染與積垢堵塞問題,可用於高導電度廢(污)水回收。且矽凝膠使用低溫熱源(85℃)即可脫附水蒸氣,工廠廢熱與太陽能皆可做為脫附熱源,大幅降低水回收成本。再與乾燥系統搭配,可達廢水零排放目標。相較於蒸發方式,此技術具有低耗能之優勢。惟多孔矽膠之製備與量產仍待深入探討,如 圖11。
圖11、矽凝膠水回收應用示意圖[17]
- 零排放的可行技術
降導後所產生的高濃廢水,產業界開發多效蒸發器與結晶蒸發器來進一步去水結晶,其中多效蒸發器用於廢水的濃縮,結晶蒸發器則用於含鹽廢水的結晶。
- 多效蒸發(Multi-effect Evapo-ration)與蒸汽再壓縮蒸發(Vapor Recompression)是提高蒸發操作之能源利用最經濟的兩個途徑,它們均利用了二次蒸汽的大量潛熱,具有顯著的節能效果。
- 多效蒸發技術:將多個蒸發器串聯起來,前一效蒸發器的二次蒸汽作為下一效蒸發器的加熱蒸汽,下一效蒸發器的加熱室便是前一效蒸發器的冷凝器,此即為多效蒸發器的原理。採用多效蒸發所需的生蒸汽量遠較單效時為小,因此提高了生蒸汽的利用率,通常以二效或三效蒸發作為設計為較經濟之操作模式。
- 蒸汽再壓縮蒸發技術:將單效蒸發之二次蒸汽絕熱壓縮後,再送入蒸發器的加熱室,二次蒸汽經壓縮後溫度升高,與蒸發器內沸騰液體形成足夠的傳熱溫差,故可重新作加熱蒸汽用。這樣,只須補充一定量的壓縮功(電力),便可利用二次蒸汽的大量潛熱。蒸汽再壓縮(或稱熱泵)蒸發分為兩種:機械式蒸汽再壓縮(MVR; Mechanical Vapor Recompression)和蒸汽動力式壓縮(TVR; Thermal Vapor Recompression),目前在業界大都採用MVR。
- 最後廢水蒸發結晶後剩下的高濃度濃縮液,再進行乾燥回收或焚燒處理,就有機會實現零液體排放(Zero liquid discharge, ZLD)/近零液體排放(Near zero liquid discharge, n- ZLD)的目標。
- 未來零排放之應用性
由於前段所述之技術手段中,最大之能量消耗(操作成本)在於蒸發與結晶過程,因此,如何利用水回收技術將排放廢水盡可能之濃縮(98-99%以上為佳),為減低操作成本最直接之方法。但濃縮倍率越高,相對於薄膜技術之挑戰性相對的也越大。因此,要達到上述99%左右之水回收過程中勢必導入新興之處理技術,始可有效降低處理成本。
結論
從過去的文獻回顧,與現在空水污面臨的問題探討,再審視未來製程與外在環境的變化,我們提出未來十年半導體廠房環保設施的發展藍圖。
在本文此發展藍圖著重於實際環境影響面與法規要求面,像空污的五酸一鹼及揮發性有機物排放,另外在水污也是以對環境的實質影響,訂定明確的管制目標,希望以數字化的目標,來驅動新技術的發展,實現清潔生產與環境保護的積極目標。
本文也討論未來空水污防治發展中的許多可行技術,而最終可行技術是否可被採用,建議是依下列三個原則來評估:環境零衝擊排放;最大資源化回收、最小的耗能需求。
本文僅就空水污防治設備的發展藍圖討論,無涵蓋廢棄物回收再利用(循環經濟)。而一個完整的先進半導體廠房環保設施發展藍圖,應包括此部份,祈請其他此專業背景及業務相關同仁能補足此部份。
參考文獻
- US EPA (1997), EPA Strategic Plan
- The international Technology Roadmap for Semiconductors, IEEE, 1999.
- The international Technology Roadmap for Semiconductors, IEEE, 2013.
- Laura Mendicino and Sarah Gibson, Addressing the environment, safety, and health challenges of the 1999 international technology roadmap for semiconductors, Electrochemical Society Proceedings Volume 2000-7.
- International Finance Corporation, Environmental, Health, and Safety Guidelines for Semiconductors & Other Electronics, 2007
- https://www.epa.gov/clean-air-act-overview/air-pollution-current-and-future-challenges#toxic
- Chien-wen Shen, Phung Phi Tran and Pham Thi Minh Ly, Chemical Waste Management in the U.S. Semiconductor Industry
- 經濟部工業局,行業製程減廢及污染防治技術-半導體業介紹
- 蔡朋枝,中科三、四期排放有害空氣污染物調查及管制策略與技術,100年環保署/國科會空污防制科研合作計畫,2012
- 黃俊超,高科技產業無機酸鹼廢氣組成與填充式濕式洗滌塔控制效率之研究,國立交通大學環境工程研究所,碩士論文,2003
- 林淑君,半導體產業放流水生物急毒性分析與生態風險評估研究,國立高雄師範大學生物科技研究所,碩士論文,2017
- 鄭敦仁,科學工業園區高科技廢水生物急毒性來源之多變量迴歸分析,科技部年度科技行政研究發展計畫成果報告,2015
- 陳姿名,有效去除微粒污染物的濕式靜電集塵器,國立交通大學環境工程研究所,碩士論文,2015
- 方雲柯,利用超重力旋轉填充床於碳捕獲及空氣污染物減量與鹼性廢棄物再利用之研究,國立台灣大學環境工程研究所,碩士論文,2017
- 顏有利/張百成,濕式填充洗滌塔觸媒洗滌液吸收揮發性有機物效率,區域與環境資源永續發展研討會,2011
- 張子龍,新穎生物除氮-厭氧氨氧化技術操作應用實例,中華民國環境工程學會電子報,105年08月
- 工研院,創新水科技服務網 http://www.itriwater.org.tw/Technology/More?id= 117
留言(0)