摘要

四甲基氫氧化銨(TMAH)綠色循環回收再利用
以四甲基氫氧化銨(TMAH) 作為顯影劑,已廣泛使用在半導體業及光電產業等高科技產業,所產生之污染也因此與日俱增。TMAH廢液同一般鹼類具有腐蝕性,亦因製程之不同,不純物可能包含: 光阻劑、介面活性劑、重金屬陽離子、陰離子等。一般TMAH廢水處理有觸媒氧化法,或燃燒法,或生物處理法…等,而TMAH回收再利用,通常採用蒸餾濃縮或樹脂濃縮處理後,將回收高濃度廢液載運至工廠純化處理後再利用,或燃燒處理。目前大部分園區廠商處理TMAH做法為: 中和稀釋後排放或再經生物處理後排放,以上兩種做法均無法解決總氮排放的問題。比較以生物處理及樹脂濃縮脫附回收方式,雖操作成本之耗費相差不大但空間至少可減少一半,且樹脂濃縮回收方式既可解決廢水排放氨氮與總氮問題,且可將TMAH回收再利用,對環境之衝擊相對較小,可提昇企業形象及減少產品的碳足跡,故建議選用。本文詳細介紹樹脂濃縮回收再利用之流程與設施,和回收許可申請與通路,以供廠區未來參考用。
前言
政府自民國91年提出「兩兆雙星」計畫,即大力扶植半導體與彩色影像顯示器兩項產業,期使其產值在民國95年時,各自突破一兆元,同時並推動數位內容與生技產業成為具發展潛力的兩個明星產業。
在這些半導體業及光電產業等重點扶植的高科技產業,因為製程上的需要,常使用揮發性的有機溶劑,例如:四甲基氫氧化銨(TMAH)、二甲基亞碸(DMSO)、乙醇胺(MEA)等有機氮、硫類物質作為顯影液、剝離液、清洗液等;即有特定有機污染物會隨著廢水被排放,而由相關研究資料顯示TMAH會對微生物產生抑制毒性,且貢獻氨氮值對環境造成危害,相關管制法規陸續公告並研擬將擴大管制。有鑑於此,相關之TMAH廢液回收技術與TMAH廢水處理如雨後春筍陸續發展。本文將著重介紹以樹脂濃縮廢水中之TMAH,再運回專業回收廠重新純化精煉,銷售予光電業或電子清洗業,以再利用。
TMAH簡介與廢液特性
在電子產業常用之電子級化學品中(如表一所示),TMAH (Tetramethyl ammonium hydroxide,四甲基氫氧化銨) 是一種重要的有機鹼,是矽橡膠、矽樹脂和矽油等有機矽產品合成中的催化劑。在IC或LCD黃光製程中,TMAH亦扮演顯影劑角色,當光阻經特定波長照射產生化學反應後,再以TMAH將反應後的光阻溶解,使基材上產生製程所需的圖案。在電子行業中,半導體業廣泛地使用TMAH為IC正型顯影劑、矽晶圓蝕刻劑、CMP過程超純清洗劑,及Si-SiO2介面異性腐蝕劑;並應用在光電業之TFT-LCD顯影與剝離製程。

目前TMAH原料來源有日本、歐美進口與台灣代工製造。通常光電業一般使用25%TMAH,而半導體業之g-line、i-line及DUV光阻所需的顯影液是2.38%TMAH。TMAH之物化性與安全資料表,如下述:
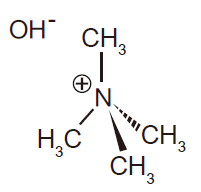
TMAH分子式:(CH3)4NOH
TMAH分子量:91.15
TMAH之安全資料表重點摘錄如表二。
|
9 PHYSICAL AND CHEMICAL PROPERTIES |
|||
|---|---|---|---|
|
Appearance & Odor Flash Point ℃(℉) Auto Ignition Temp ℃(℉) Boiling Point ℃(℉) Melting Point ℃(℉) PH Specific Gravity (H20-1) |
Clear, colorless, Slight amine odor Not combustible N/A >100 (>212) <0 (<32) >12.5 1.0-1.1 |
Vapor Pressure (mmHg) Vapor Density (air=1) Evaporation Rate % Volatiles by volume Physical State (@STP) Coeff, Oil/H2O Partition Solubility (H20) |
N/E N/E N/E N/A Liquid N/E miscible |
|
110 STABILITY AND REACTIVITY |
|||
|---|---|---|---|
|
Stability: Conditions to Avoid: Materials to Avoid: Hazardous Decomposition Products: Hazardous Polymerization: |
Stable Heat, boiling temperatures Strong acids. Tetramethylammonium carbonate, methanol, trimethylamine Will not occur |
||
|
11 Toxicological information |
|||
|---|---|---|---|
|
A. Toxicity of Components |
scu-mus LDL,„ 19 mg/kg | ||
|
Tetramethylammonium Hydroxide |
ivn-rbt LD LA, 1 mg/kg | ||
Results from an experimental study in rats demonstrated lethality following one or more skin applications of tetramethylammonium hydroxide at dose levels of 30 mg/kg and higher.
以半導體業2.38% TMAH使用為例:當顯影或蝕刻完後,通常以超純水將基板上之TMAH與光阻清洗乾淨,此股水即為TMAH廢液。廢液中TMAH濃度一般介於0.1~1.2%;pH值介於10-13間;光阻濃度<0.1%;其他不純物還包含Na+、Ca2+、Fe2+、Al3+等金屬陽離子、介面活性劑、陰離子不純物如:CO32-、Cl-等。
TMAH廢液同一般鹼類具有腐蝕性,可經由酸鹼中和後形成不具腐蝕性的鹽類(TMAX),其危險性依脫附使用之再生酸而異,如表三所示。經中和後之TMAH廢液因pH值改變也降低光阻在廢液中的溶解度,使得部分光阻可析出。
|
Health Hazard Identification |
|||||
|---|---|---|---|---|---|
|
TMAH提濃流程 |
原液 |
設備排放廢液 |
樹脂塔脫附(使用HCL) |
樹脂塔脫附(使用H2SO4) |
|
|
產物 |
2.38% TMAH |
0.6~0.8% TMAH |
TMAC 長春化工 |
(TMA)2SO4 三福化工 |
|
|
危害分類 |
急毒性物質:皮膚 |
第三級 |
第三級 |
第三級 |
第一級 |
|
危害警告訊息 |
皮膚接觸有毒 |
皮膚接觸有毒 |
皮膚接觸有毒 |
皮膚接觸致命 |
|
備註:急毒性分類─皮膚接觸 (LD: Lethal Dose)
第一級 : LD50<=50mg/kg
第二級 : 50mg/kg<LD50 ≤ 200mg/kg
第三級 : 200mg/kg<LD50 ≤ 1000mg/kg
第四級 : 1000mg/kg<LD50 ≤ 2000mg/kg
第五級 : 2000mg/kg<LD50 ≤ 5000mg/kg
一般而言化學需氧量(COD)是快速且準確測定廢水中所含有機物濃度的檢測工具,但根據文獻指出:檢測TMAH廢液的COD卻無法反應出其真實濃度(如表四),乃因TMAH易吸收空氣中之CO2,在蒸餾時亦會被分解成為(CH3)3N與CH3OH,因此在廢水中增加pH值會提升了含氮總量濃度測值。另測定TOC時,易受水中其他有機物的影響而偏高,因此檢測廢水中的TMAH含量多以離子層析儀(IC)來分析水中TMA+離子濃度較為準確。
|
分析方法 |
IC |
COD |
TOC |
|||
|---|---|---|---|---|---|---|
|
理論值 |
分析值 |
理論值 |
分析值 |
理論值 |
分析值 |
|
|
TMAH濃度 (ppm) |
200 |
194 |
420 |
4.7 |
105 |
121 |
|
分析值/理論值 |
97% |
1.1% |
115% |
|||
* 試驗以新品2.38%TMAH調配成200ppm TMAH樣品,分別以IC、COD、TOC分析該樣品,測試各種分析方法準確性。
TMAH廢液處理與回收方法簡介
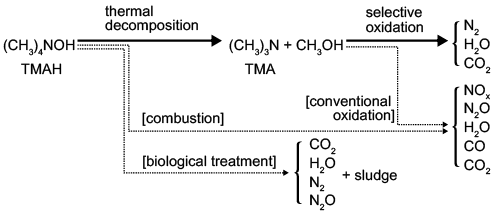
TMAH廢水廢液處理與回收已行之有年,多種技術已蓬勃發展。一般低濃度TMAH廢水處理可採用觸媒氧化法,或燃燒法,或生物處理法…等,其最終產物,如圖一所示。觸媒氧化法包含第一段將TMAH加熱至300oC熱裂解為TMA,然後第二段利用選擇性觸媒氧化或傳統熱氧化方式分解為N2,H2O及CO2等;如以一般燃燒法,可直接將TMAH破壞為最終產物小分子化合物如: NOx,N2O,H2O,CO及CO2但耗能;而生物處理法是最普遍運用之處理方法。
圖一、TMAH廢水處理最終產物[3]
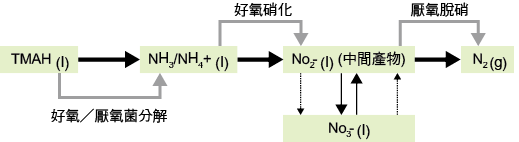
以光電廠為例,因其廢水量較大且富含有機物,一般多採用生物處理來去除廢水中的有機物,如圖二。其主要污染物來自顯影液、剝離液,及清洗液中所含的四甲基氫氧化銨(TMAH)、二甲基亞碸(DMSO)、乙醇胺(MEA)、及異丙醇(IPA)等,大多為有機氮、硫類物質。其中,TMAH在高濃度下會對微生物產生抑制,需特別注意。以生物分解TMAH的反應可分為三階段,其最終的產物為N2。第一階段,TMAH可經由生物菌種(好氧或厭氧)的馴養分解,因pH不同而以NH3/NH4+形式存在。第二階段,TMAH再經由硝化菌進行好氧消化作用產生NO3-。第三階段,NO3-經脫氮菌於厭氧環境下行脫氮作用分解成N2(g)排出大氣中,完成完整之氮的分解作用。
圖二、TMAH廢水生物處理方法
以4m3/day之1% TMAH處理系統比較為例(表五),觸媒氧化法操作成本與技術等級需求較高為生物處理之2.3倍,但生物處理法佔地面積大並衍生大量有機污泥是觸媒氧化法之6倍左右;而觸媒氧化法能處理較高濃度TMAH及承受較大入口濃度變化[3]。
|
Means |
Area (m2) |
Cost (m3) |
|---|---|---|
|
Catalytic oxidation system |
34 |
4,600 |
|
Storage tank (5m3) |
||
|
Condenser (W2.3m×D2.3m×H2.9m) |
||
|
Oxidation equipment (W6m×D4.4m×6.5m) |
||
|
Biological treatment system |
200 |
2,000 |
|
Storage tank (5m3) |
||
|
Nitrification tank (160m3) |
||
|
Denitrification tank (100m3) |
||
|
Aerobic tank (40m3) |
||
|
Settling tank (160m3) |
||
|
Others (pipes, pumps, etc.) |
||
|
Collected as industrial waste |
- |
40,000 |
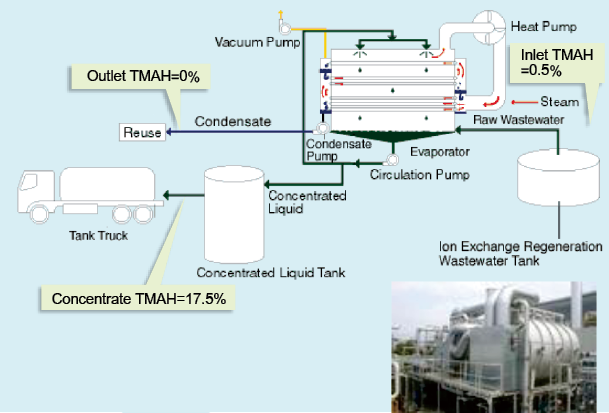
以TMAH回收再利用技術探討,在日本多項技術已相當成熟。通常利用蒸餾濃縮或樹脂濃縮處理後,將回收高濃度廢液載運至工廠純化處理後再利用,或燃燒處理。以蒸餾濃縮回收有德山、Sasakura及栗田(Kurita)等多家公司在日本已有實績,舉例栗田TMAH蒸餾濃縮範例,如圖三[4]。以德山Takuyama 120KL/月IC/LCD工廠設計為例,以蒸餾回收再利用方式回收顯影液可回收約80%,蒸餾濃縮時約損耗10%,純化回收時損耗約10%[5]。另使用選擇性樹脂塔將TMAH 濃縮減量,如三福化工、長春石化,經由工廠現地樹脂濃縮後至回收廠純化,詳述如後續章節。
圖三、栗田TMAH蒸餾濃縮範例[5]
綜合以上,實際以F14P1-P4 250 CMD TMAH系統為例,生物處理處理法-上流式厭氧污泥床(Upflow Anaerobic Sludge Bed;UASB)所需面積約900m2,比樹脂回收法多20~30%,而兩者操作成本皆約NTD 200元/m3,無太大差異。但相較之下,回收TMAH廢液同時可解決廢水排放氨氮與總氮問題,顯然是工業界另一可運用之替代方案。
TMAH廢液回收目的
隨著科技日益進步,人類對於環保的意識也逐漸重視,降低生產所排放的廢棄物對生態的影響為當前主要課題,因此政府將逐漸針對氨氮的排放及生物急毒性之影響採取新的措施與規範,摘要如下述:
TMAH排放管制
因南部科學園區光電產業廢水佔園區總廢污水排放量七成以上,鑑於光電業製程使用大量有機溶劑,雖高濃度廢液於製程端回收再使用,但低濃度廢液排入園區污水下水道系統仍會增加污水廠有機負荷及處理複雜性。南科管理局於民國96年3月22日舉辦公聽會,決議將TMAH 列入廢水納管的指標,其納管濃度為60 mg/L,並於民國98年3月22日開始實施。納管特定物質收費標準: TMAH收費單價每公斤1000元[6]。目前,新竹科學園區科管局,研討訂定TMAH納管濃度,雖未定案仍在討論中,但顯然勢必將TMAH列入列管[7]。至於中部科學園區管理局目前雖無列管,預期指日可待。
氨氮排放管制
環保署於民國100年6月16日頒佈「晶圓製造及半導體製造業放流水標準」草案[8] (目前未定案,仍在討論中),其中對於氨氮之管制將依其廢(污)水排放依是否在水源水質水量保護區而有所不同。其中,保護區內適用10 mg/L之限值,而保護區外之新設事業限值為20 mg/L,既設事業限值為30 mg/L。另考量既有事業緩衝期因應,預計採兩階段管制:第一階段限值為75 mg/L,實施期限將另行公布;如需進行工程等改善措施者,得提出放流水污染物削減管理計畫,經核定並依計畫內容執行者,預定其管制預計自民國102年7月1日起實施。第二階段限值為30 mg/L,給予較長時間供既設事業進行具體廢水處理設施改善,預計自民國104年7月1日起施行。目前,各科學園區管理局現正積極討論制訂氨氮納管標準與收費標準,預估實施之日,時不遠矣。
生物急毒性管制
環保署已於民國99年12月15日發布修正之「放流水標準」[9],其中所增訂「光電材料及元件製造業」及「石油化學專業區以外之工業區」之生物急毒性TUa限值為1.43,如修正條文第二條。但因應管制現況,計劃研擬是否變更不以生物急毒性方式繼續管制,但將加入其他污染物管制濃度,如以上氨氮管制濃度等,仍會朝向日趨嚴格之生態環境保護。
目前大部分園區廠商做法為中和稀釋後排放或再經生物處理後排放,以上兩種做法均無法解決總氮排放的問題,使得TMAH廢液回收成為有效的解決辦法,並且可以實現企業對環境保護的承諾、提昇企業形象及減少產品的碳足跡。
TMAH廢液回收原理與流程
TMAH廢液回收原理看似很簡單:只要將廢液濃縮且提高TMAH濃度,同時將其中不純物如金屬離子及光阻劑等移除即可。但多數半導體廠商TMAH廢液濃度僅0.1~1.2%,如直接濃縮至25%勢必須消耗許多能源,並存在著TMAH分解的風險,也會使得商業化且不切實際。
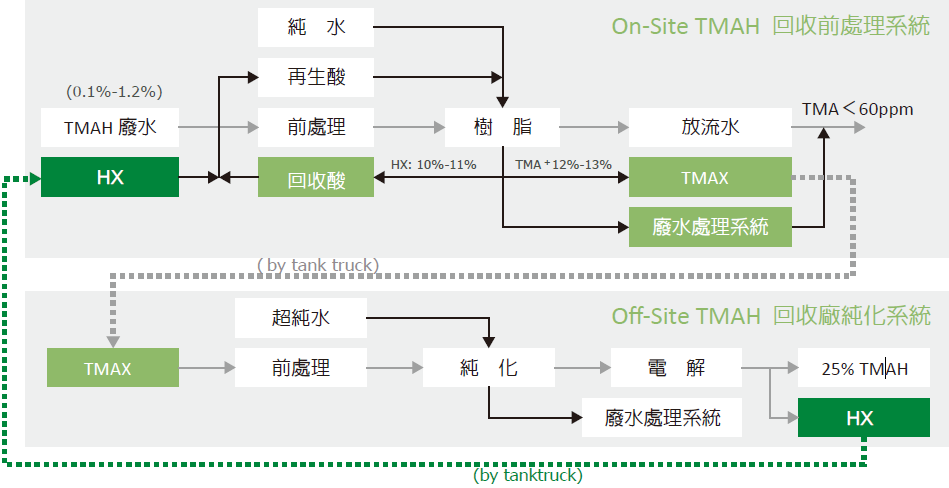
TMAH廢液回收在日本已行之有年,本土之化學供應商如長春、三福等亦致力研究多時,長春石化在台積電 F12P4/P5及F14P1~4已開始現場安裝試車,三福化工亦已在奇美光電廠六廠運轉。通常TMAH廢液回收程序分為現地(On-Site)回收前處理系統,及廠外(Off-Site)回收廠純化系統,如圖四。通常,在現地(On-Site)回收前處理系統,先將低濃度(0.1~1.2%)TMAH廢液濃縮至高濃度TMA+廢液(>10%),再運送至回收廠精製純化。
圖四、TMAH廢液回收程序[1]
在現地(On-Site)回收前處理系統中,可利用陽離子交換樹脂吸附TMAH的方法將TMAH濃縮做初步的提升,如圖五所示。此方法為用陽離子交換樹脂上的H+與TMAH中的TMA+進行離子交換使TMA+吸附於樹脂上(此時大部分光阻及界面活性劑並不會被樹脂吸附),接著再以酸H+X- (HCl或H2SO4)將樹脂再生同時將TMA+脫附下來可產生高濃度TMAX,其化學反應式如下:
TMA+OH- +H+-Resin+Photo-resist →TMA+-Resin +H2O
H+X- +TMA+-Resin →TMA+X- +H+-Resin
圖五、樹脂法回收TMAH廢液

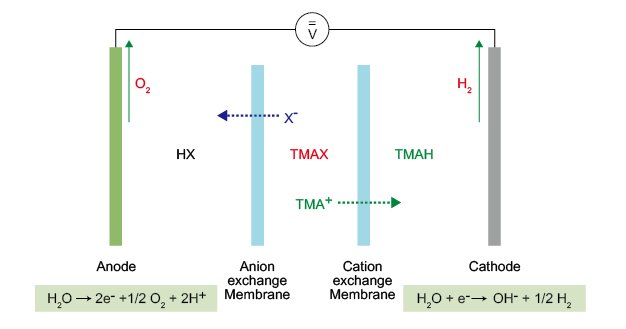
濃度10%以上之TMAX在off-site回收廠內會再經蒸發濃縮後經電解純化,或經電透析純化[1] [10](圖六)為25%四甲基氫氧化銨(TMAH-R)後,回收販賣給清洗劑或LCD業者使用。
圖六、電透析回收TMAH廢液[1] [10]
TMAH廢液現地前處理回收介紹與模廠測試
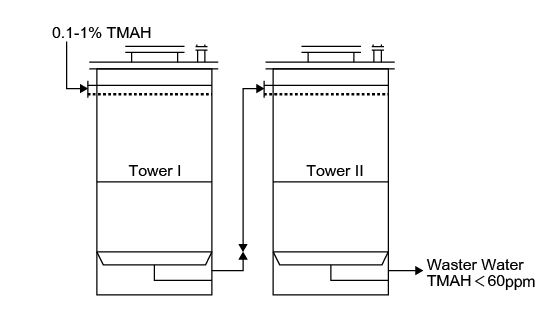
以F14P1-4 TMAH現地(On-Site)回收前處理系統為例[11],主要設備為陽離子串聯式二塔型樹脂吸附塔,其中第一塔處理功能為充份利用樹脂之交換能力吸附最大量的TMA+,待第二塔穿透時再進行脫附再生;第二塔功能為確保樹脂塔產水水中TMAH濃度低於60ppm後排放。經樹脂吸附後之濃縮TMA+將經鹽酸脫附後產生10%以上之TMAC,載運回長春苗栗工廠再行濃縮、純化及電解產生回收產物25% TMAH-R,其流程圖如圖七所示。
圖七、F14P1-4長春回收前處理系統流程[11]
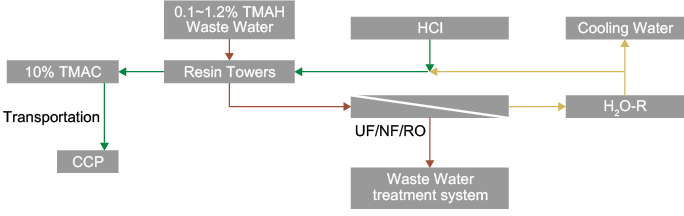
另外,經樹脂吸附後之廢水TMAH濃度低於60ppm可視其水質以UF、NF或RO任意組合之方式把水回收使用,作為樹脂再生用水、冷卻水塔補充水等,將水資源完全充分再利用。
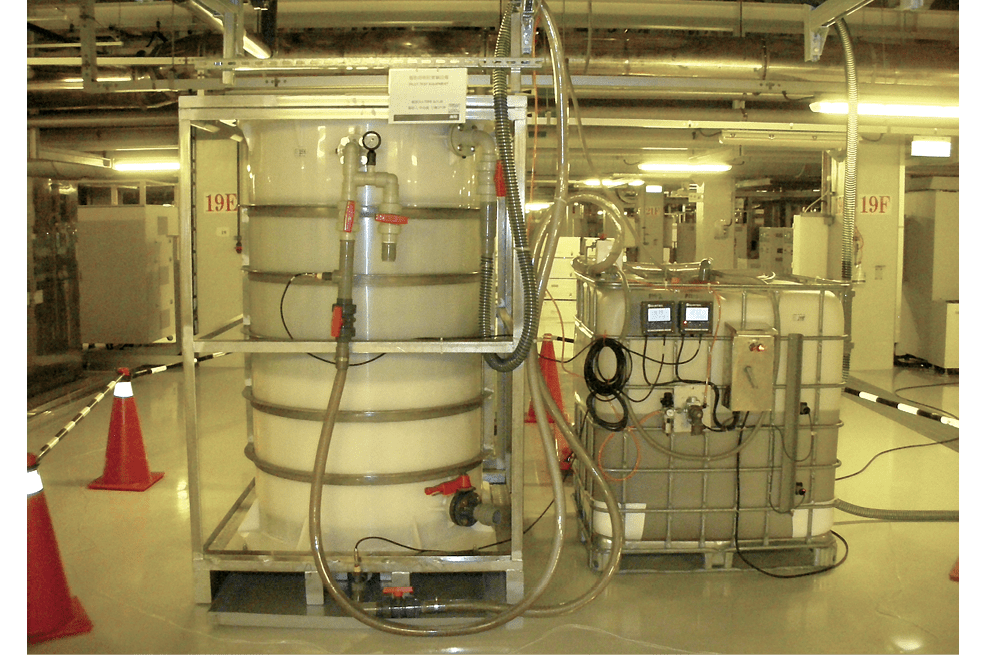
再進行實廠設置之前,回收廠處理商一定會取水做模組測試,以確認濃縮脫附之TMA+不純物是否可達預定回收品質。某光電廠TMAH廢液回收測試模組模組照片如圖八所示。
圖八、某光電廠TMAH廢液回收測試模組[11]
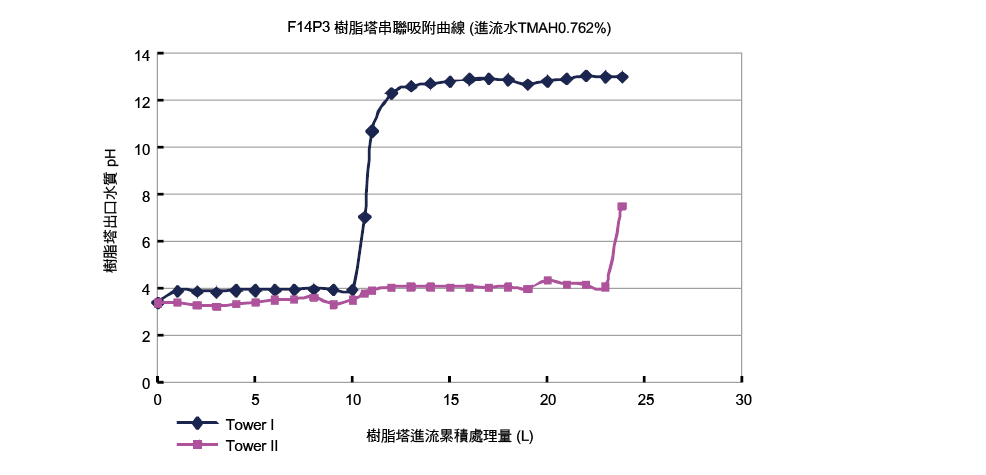
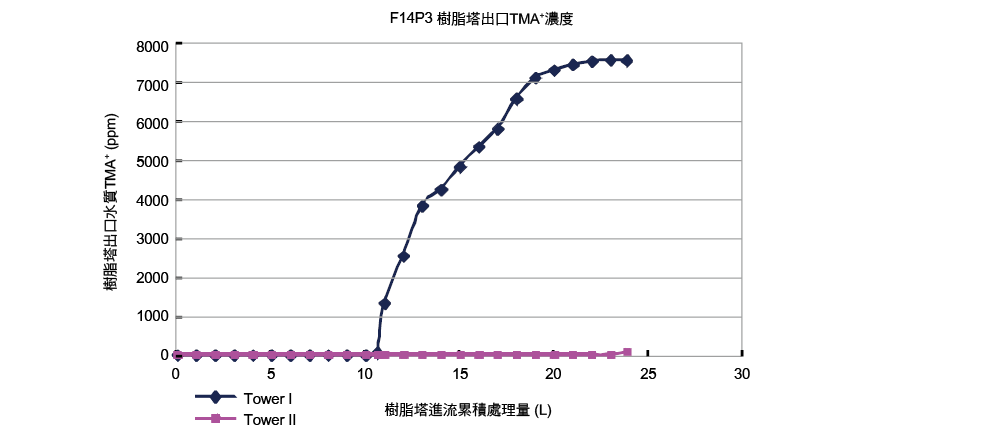
以長春在F14P3模組測試為例,利用串聯式樹脂塔測試,如圖九所示。模組進流濃度約為0.762% TMAH,樹脂吸附塔各塔樹脂量375mL,測試結果圖十與圖十一所示。當樹脂塔累積進流量達10L時,第一塔樹脂即開始穿透,持續運轉至樹脂塔累積進流量達約24L時,第二塔亦開始穿透,此時第一塔樹脂已完全穿透,達樹脂飽和吸附TMA+之目的,此時正是濃縮脫附在生第一塔之最佳時機,可得大於10%以上濃度之TMA+。由此亦可得知: 由出流水pH值即可簡單並準確地監測樹脂穿透起始點。
圖九、樹脂塔串聯示意圖[11]
圖十、串聯樹脂塔出口pH變化[11]
圖十一、串聯樹脂塔出口TMAH濃度[11]
分析模組所脫附之濃縮TMA+成份可確認其中不純物之分布均在回收廠允收標準之下,回收廠可依此結果放心回收並進行相關前處理系統之建造。長春於F14P3測試分析之TMA+成份如表六所示。
|
Items |
Spec |
TMAH-R-LCD |
TMAH-R-IC |
|
|---|---|---|---|---|
|
APPEARANCE (TMA-OH) (TMA-CO3) CHLORINE SODIUM POTASSIUM MAGNESIUM CALCIUM IRON COPPER MANGANESE SILVER |
- wt% wt% wtppm wtppb wtppb wtppb wtppb wtppb wtppb wtppb wtppb |
CLEAR 25.00±0.50 <0.100 <0.5 <10 <5 <5 <10 <10 <5 <5 <5 |
CLEAR 24.85 0.052 0.06 <1 <1 <1 <1 <1 <1 <1 <1 |
CLEAR 25.18 0.026 0.08 <1 <1 <1 1.4 <1 <1 <1 <1 |
|
Test Date |
2009/10/13 |
2011/05/05 |
TMAH-R回收再利用許可申請流程
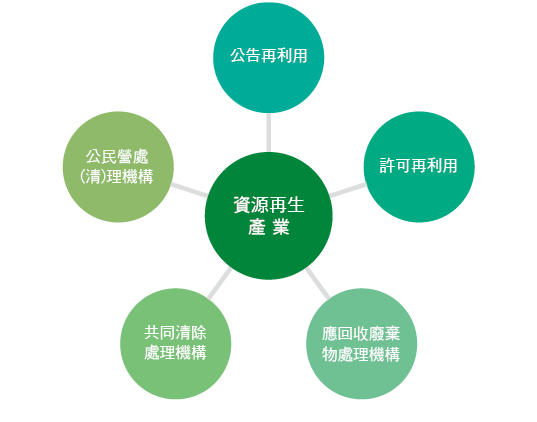
回收再利用係指「廢棄物清理法」第二條第四項以經濟部為目的事業主管機關之事業,將其事業廢棄物自行或送往再利用機構(經政府機關登記有案之工廠<場>為限)做為原料、材料、燃料、工程填料、土地改良、新生地、填土(地)或經經濟部認定之用途行為。「凡從事以各類可資源化廢棄物為原料,將其再利用為再生產品者」乃資源再生產業範疇。依循我國廢棄物管理相關法令,可從事廢棄物再利用之管道包含公告再利用、許可再利用、公民營處(清)理機構、共同清除處理機構和公告應回收廢棄物處理機構等五類,如圖十二所示[12]。
圖十二、資源再生產業範疇圖[12]
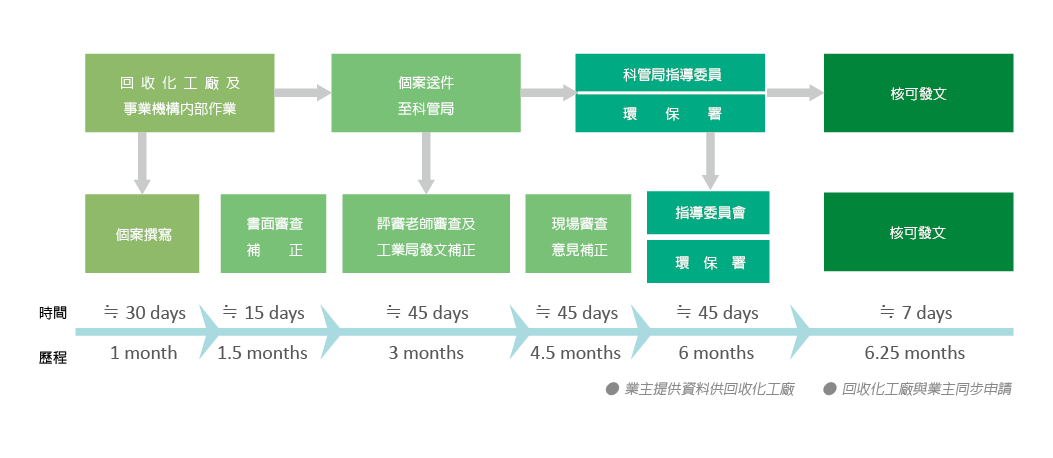
TMAH-R 之回收再利用屬於「許可再利用」範疇,即回收再利用機構依有無國內外再利用可行性實廠實績,取得經濟部事業廢棄物試驗計畫、或個案、或通案再利用許可。申請資格如下述,另申請程序與所需時程如圖十三所示。
圖十三、許可再利用申請程序與時程[1]
試驗計畫
- 無國內外再利用可行性實廠實績相關佐證資料者。
- 由事業與再利用機構共同提出試驗計畫。
- 試驗計畫結束後需檢具試驗結果(包含相關運作、檢測及監測紀錄之試驗結果報告)報請經濟部核准。
個案再利用
- 個案再利用許可申請時需具備國內外再利用可行性實廠實績相關佐證資料。
- 個案再利用許可申請需由事業與再利用機構共同提出申請。
通案再利用
- 再利用機構需有再利用廢棄物之再利用實績,包含12個月以上之事業廢棄物收受量、再利用量及暫存量月統計資料。
- 申請前一年內無違反廢棄物清理法(違反前開法令第三十一條第一項第二款網路申報規定被告發處分者,不在此限)。
- 由再利用機構提出申請。
TMAH-R回收通路
通常化學品回收處理商即是既有市場之新品化學品供應商,如長春、三福等。已擁有多項電子化學品市場,供給半導體、LCD使用,如TMAH、雙氧水、THINNER、STRIPPER、PM及PMA、ECP、…等。越來越多化學品供應商發揮企業社責任主動積極與客戶們一同解決使用化學品所造成環境上的問題。
如長春長期致力於化學品的回收再利用,從早期的THINNER、STRIPPER回收至近年來發展出TMAH回收,為客戶提供化學品使用上之全方位服務(Total solution)。近年來,長春已於IC及LCD進行TMAH-R 模組測試,以既有TMAH生產線驗證產出之TMAH-R品質能符合目前所生產規格,並將TMAH-R送交日本原廠TOK做顯影測試,確認得到用於LCD製程上與新品有相同顯影效果的評價。
另外,三福化工亦為提高本國電子工業的競爭性,同時大量的降低TMAH對台灣水質和環境的負面影響,民國97年8月即開始「TMAH顯影液回收與生產製程之開發」專案,在工業局的鼓勵和台灣面板產業的協助下成功的發展TMAH廢水處理和再利用的製程。首創光電業界TMAH回收再利用系統,利用萃取及純化過程,將廢液回收再利用。已於民國97~98年試驗完成,民國99年設備建置完成並申請個案再利用,民國100年正式將TMAH回收液導入使用。
回收產品TMAH-R之銷售市場,一直是回收工作最頭痛的問題,一般市場往往會侷限在較低階製程之LCD業者,或清洗劑之客戶。然而,高品質之TMAH-R生產成本卻較新液原料來得高,卻無法直接反映成本於售價上,因此更增加推廣上的難度。此時,正是使用者與供應者共同實踐企業永續發展與環境社會之道德責任最佳時刻,期許大家共同努力,愛護地球並提昇企業形象及減少產品的碳足跡。
參考文獻
- 黃誌銘(三福化工),「TMAH回收再利用技術及設備介紹」,資源回收再利用技術講習會,科學工業園區管理局(2011)。
- 長春石化與三福化工所提供之TMAH物質安全資料表。
- Keiji Hirano, Junji Okamura, Tsutomu Taira, Kunio Sano, Arata Toyoda, and Mitsuaki Ikeda "An Efficient Treatment Technique for TMAH Wastewater by Catalytic Oxidation", IEEE Transactions on Semiconductor Manufacturing, Vol. 14, No. 3, August (2001)。
- Kurita "TMAH回收技術簡介",2011。
- 德山 "Takuyama's Recycling Plant Plan",2008。
- 南環字第0960006976號。
- 新竹、竹南及龍潭園區下水道可容納排入水質標準修訂草案(101年1月20日)。
- 環署水字第1000050497號。
- 環署水字第0990112348F號。
- Hiroshi Sugawara,Yoshinori Tajima and Tadahiro Ohmi "A Study on Reclaim Photoresist Developer Using an Electrodialysis Method", The Japan Society of Applied Physics, .Vol. 41, pp. 2374-2379 (2002)。
- 陳弘偉;何瑞莊,「半導體業及光電業之四甲基氫氧化銨(TMAH)回收介紹」,(2011)。
- 工業廢棄物清理與資源化資訊網。
留言(0)