摘要
Fab 15B 年度維修報告與機械主風管負壓艙經驗分享
Keywords / low voltage switchboard without main switch,main head duct negative chamber,Volatile organic compound exhaust,Power Supervisor Control And Data Acquisition

2023 年 F15B 規劃兩次歲修,分別是 P5 執行機台停電歲修保養 ( 工廠停止生產 )、P7 執行 25% 高壓電力系統保養 ( 工廠持續生產 )。
2023 年 3 月 15 日,F15P5 執行自成廠 7 年來首次機台停電歲修,為台積首座配電盤 (SWB) 無法直接盤對盤 , 對接備援的 Fab( 因無主開關配置,備援電力會逆送至停電保養側,ACB 輸出側仍有電 )。並且電源配置無 1A2B 風險分散,歲修前須完成大量的電源修改作業。另外,機械 VEX 風機系統因長期運轉於高載,且主風管已無預留點可進行風機擴充,此次歲修一併進行主風管搭設負壓艙進行 Port 點開孔,此作業也在歲修中列為極高風險作業,更為工廠解決了一大隱憂。當日含停復電操作總共歷時 22 小時,中科廠務共動員 163 名工程師、1025 名廠商,順利完成 77 項計畫性工作( 保養 *22、維修 *23 及體質改善 *32),工廠解決 1,686 風險點。
F15P7 於 09/18~09/22 為期五天,12 小時 / 天,工廠持續生產,執行 25% 高壓電力設備保養。本次保養共執行 4 項 PM 作業、5 項 CIT 工程、1 項台電停電作業。為中科首次採用 SCADA 遠端操作停復電廠區 ; 總計執行 526 項系統切換步驟,累計出工廠商 248 人次,台積監督人員 80 人次,完成 278 個電氣設備保養。總計發現四項缺失,兩項已改善完成,於兩項須持續追蹤。
F15B conducted two annual maintenances in 2023. Namely, P5 performed tools maintenance shutdown (the fab ceased production), and P7 performed 25% of high-voltage power system maintenance (the fab continued production).
On March 15, 2023, F15P5 conducted its first tools shutdown for low-pressure panel maintenance in 7 years since its establishment. The low-voltage panel of F15P5 directly supplied power to the downstream SWB or I-Line panel. However, there was no main ACB in the middle. When the downstream equipment required backup, there was a risk that the ACB output side was still powered on. In addition, the power system was not configured to be 1A2B to disperse the risk, and a large amount of power modification work had to be completed before the maintenance.
In addition, the mechanical VEX system has been operating under high loads for a long time, and there are no reserved spaces in the VEX system for blower expansion. During this maintenance, the VEX main head duct was equipped with a negative pressure cabin to drill port points. Although, this was an extremely high-risk operation, it still resolved a major concern for the fab.
The maintenance spent 22 hours and completed by 163 TCFAC engineers and 1,025 vendors. Overall, 77 planned tasks were completed (22 maintenance items, 23 repair items and 32 quality improvement items), and 1,686 risk points were resolved in the fabs.
F15P7 maintenance was scheduled from September 18 to 22, 2023, for 12 hours each for 5 days. During the period, the fab kept production and conducted 25% of high-voltage power equipment maintenance. 4 PM operations, 5 CIT projects, and 1 Tai-power power outage operation were carried out during the maintenance.
It was the first time TCFAC used SCADA remote operation for power outage and restarting the power system in the fab. 526 system switching steps were implemented by 248 work shifts of vendors and 80 work shifts of TSMC supervisory personnel. 278 electrical equipment maintenance was also completed. Overall, 4 missing items were found in total, two of which have been improved, and the others required continuous tracking.
1.前言
一個具有高度韌性的電力系統,能夠在面對各種挑戰時,快速地恢復正常運作狀態。電力韌性三角形建立在預防、應變和恢復三種能力的基礎下。預防能力是指在事故發生前,透過加強設備維護、優化系統運行等方式,減少事故發生的概率。應變能力是指在事故發生時,能夠及時發現並快速反應,減小事故影響的範圍和程度。恢復能力是指在事故發生後,能夠迅速恢復系統運行,使系統能夠盡快回到正常狀態。
電力系統韌性與維護保養之間的關係;以下是一些相關文獻討論:
- " Methods for Analysis and Quantification of Power System Resilience ":本文提出電力系統韌性評估模型,該模型供份為四個階段,將維護保養納入了第一階段,藉由維護保養的手法 : 更換、加強、提升可靠度等,提高系統韌性。
- " Operational Resilience of Hospital Power Systems in the Digital Age ":本文針對醫院電力系統的韌性進從設計
開始到永續營運整個生命週期提出了建議 ; 醫院具有業務服務連續且不可中斷之特性,與高科技廠房運轉特性類似,除從系統設計面有 N+1 的概念等,在發生事故前須落實維護保養檢查系統,確保事故發生時可以正常應變、操作,迅速隔離故障,並持續提供服務。
由上述文獻我們可知,維護保養需要投入大量的人力、物力和財力,並且需要長期堅持,是一個持續不斷並且循環的過程。
F15B 為中科第二座 Giga Fab,製程為 N10/7/6,共有三個 Phase,包括 P5、P6、P7( 依建廠順序排列 ),開廠時間為 2016 年,基地總面積為 328,700 平方公尺,無塵室面積為 180,310 平方公尺,用電量為 382.6MW。
2023 年 3 月,完成 F15P5 第一次生產機台停電保養 ( 稱大 P)。F15P5 為目前台積單一 Phase 用電量最大 Fab,本次大 P 執行前即被 APM 專案團隊賦予厚望,期望能作為後續廠區的標竿範本。F15P7 在工廠持續生產狀況下,於九月執行 25% 高壓電力設備保養 ( 稱小 P)。
2.歲修計畫
F15B 於 2023 年規劃一大 P 與一小 P,分別是 P5 執行機台停電歲修保養 ( 工廠停止生產 )、P7 執行 25% 高壓電力系統保養 ( 工廠持續生產 ),如表1所示。
| Item | System | 2024 Dec. P6 P | 2023 Sep. P7 /J\P | 2023 P5 P | 2022 P6 小 P |
|---|---|---|---|---|---|
| Power System | TPC | 雙迴路供電 | 保養期間單迴路供電 | 雙迴路供電 | 保養期間單迴路供電 |
| Tools | 30% Keep(Noff/U30%#N) | 正常供應 | 30% Keep(Noff/U30%#N) | 正常供應 | |
| 34 LV SWGR power off 8 hr | 35 LV SWGR power off 16 hrs | ||||
| Stop tool:1250 | Stop tool:1250 | ||||
| Clean room | Humidity Temp | In-OOS | 正常供應 | In-OOS | 正常供應 |
| AMC | In-OOS & keep Monitor | 正常供應 | In-OOS & keep Monitor | 正常供應 | |
| Facility | AAS | 30% operation | 正常供應 | 30% operation | 正常供應 |
| PCW | 30% operation | 正常供應 | 30% operation | 正常供應 | |
| UPW | 30% operation | 正常供應 | 30% operation | 正常供應 | |
| WWT | Stop 16hrs | 正常供應 | Stop 16hrs | 正常供應 | |
| Bulk gas | 正常供應 | 正常供應 | 正常供應 | 正常供應 | |
| CDA/XCDA | 40% operation | 正常供應 | 40% operation | 正常供應 | |
| Chemical | Stop 16 hrs | 正常供應 | Stop 16 hrs | 正常供應 | |
| Stop 16 hrs | 正常供應 | Stop 16 hrs | 正常供應 | ||
| PV | 30% operation | 正常供應 | 30% operation | 正常供應 |
Critical Path Method 是專案管理的方法之一,透過建立工作分解結構(Work Breakdown Structure, WBS)和網路圖,可以確定每個任務的開始時間、完成時間和關聯性。確定哪些任務是關鍵任務,並計算出專案的總工期和浮動時間。這有助於我們做出更好的決策,以確保 APM 能夠按時完成,並減少風險和不確定性。
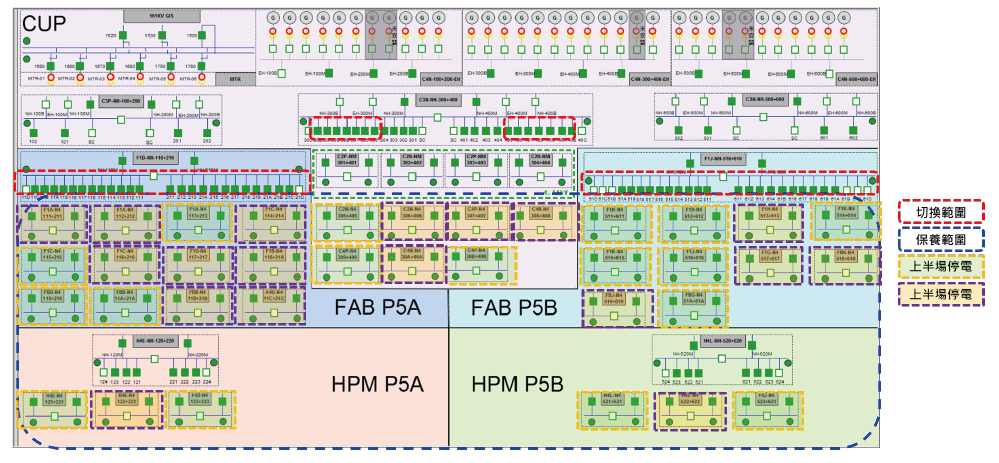
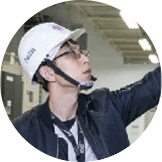
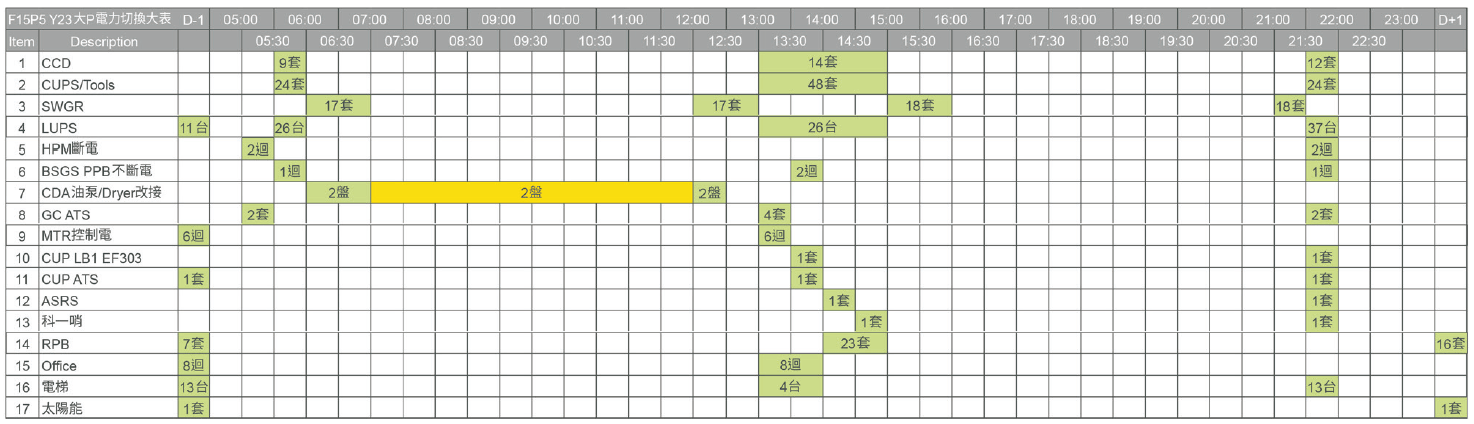
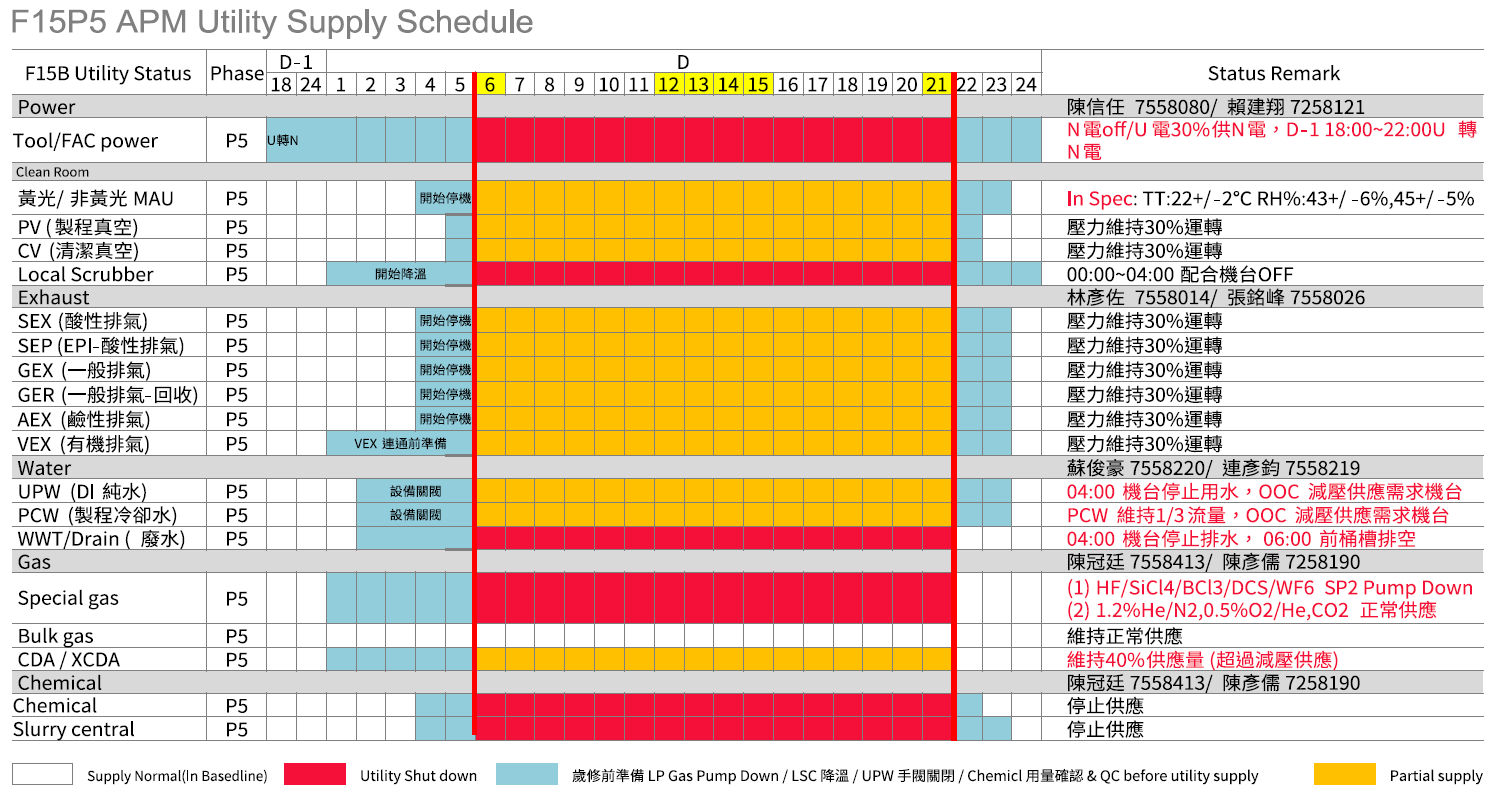
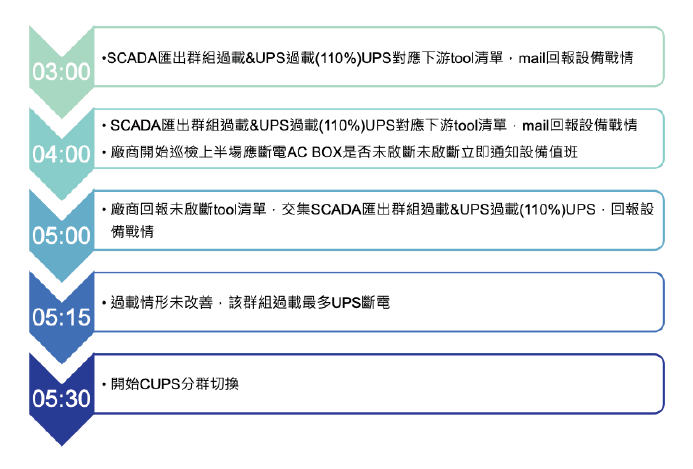
本次F15P5 共 35 套低壓列盤進行停電保養,如圖1所示,APM 期間供應全廠機台 U 電 30%(547 台 ) 維持 idle 停止生產,其餘機台停電停機,並維持無塵室環境 in spec.。整體排程規劃參考時序圖,如圖2所示;規劃當天 5:00 前將 CUPS 關機,負載改由備援市電供電。
圖1:F15P5 APM 歲修範圍
圖2:F15P5 APM 主要項目時序圖
F15P5 由 06:00 開始停電歲修,22:00 完成所有保養並恢復各系統供電。於停電 16 小時期間,將全廠低壓列
盤分為上半場 17 套及下半場 18 套,二階段完成所有低壓列盤之保養。利用 CPM 找出歲修工項與 Utility 復供的關鍵要徑,確保按照進度執行,如圖3所示;工廠恢復運作除了電力以外,UPW / WWT / CR / Exhaust / Chemical等 Utility 亦必 須到位 ; 像是 UPW 洩水後, 品質 回到 Baseline,需要將近十個小時 ;Slurry 須等水質穩定後才能進行混酸,緊接在後。現址式廢氣處理系統 (LSC), 復電升溫需兩小時且數量多 ; 亦是關鍵要因。以上系統無復歸,亦無法進行生產設備的開機與回線。
圖3:F15P5 APM Critical Path

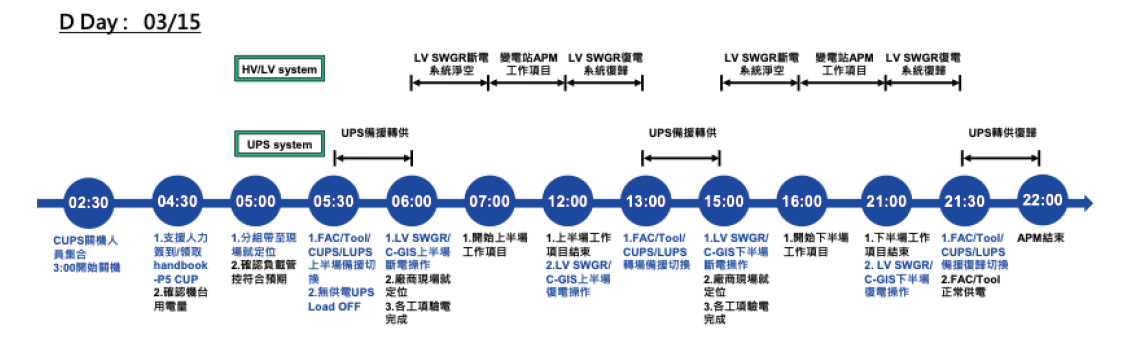
F15P7 於 09/19~09/21 為期五天,12 小時 / 天, 工廠持續生產, 執行 25% 高壓電力設備保養。如圖4所示為 Y2023 F15P7 小 P 行軍表。
圖4:AP3 歲修電力轉供組別切換路徑
2.1 APM 人員組織架構圖
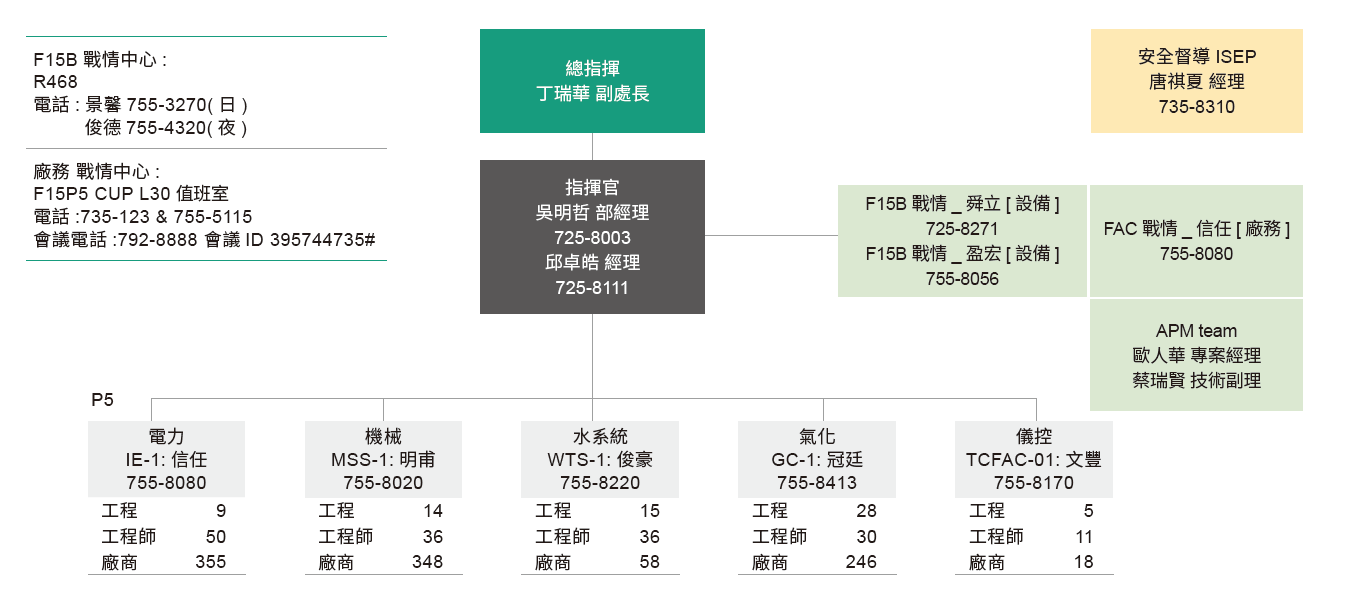
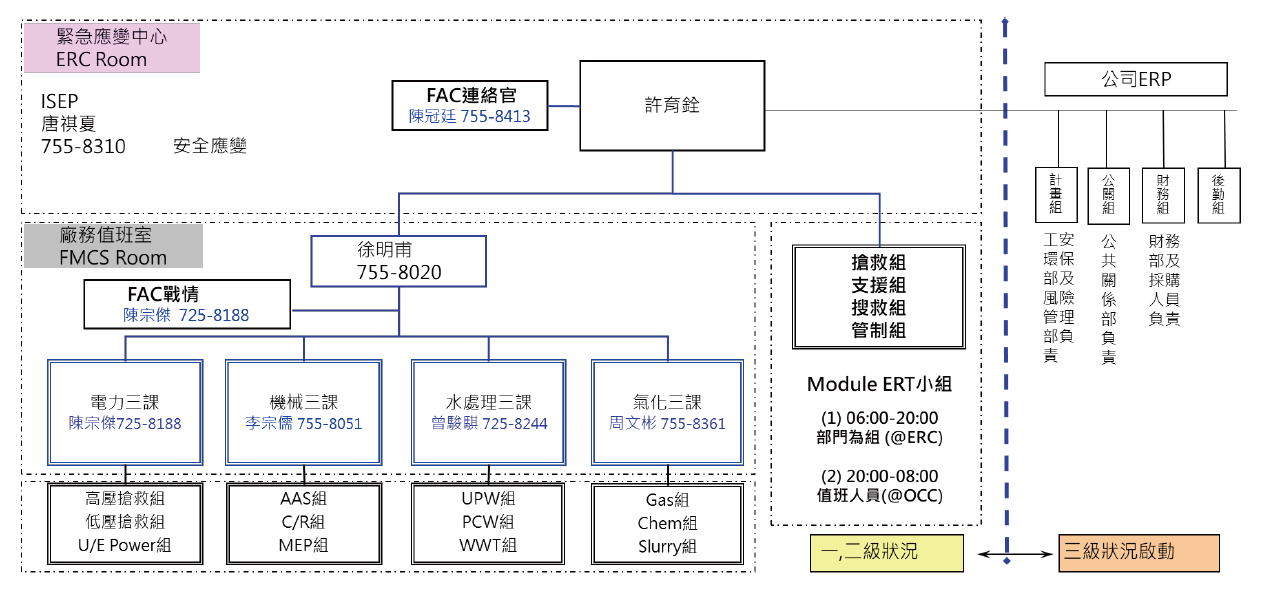
F15P5 大 P 戰情組織包含總指揮、指揮官、設備戰情、廠務戰情、安全督導、APM 專案及各系統課,如圖5所示,資訊傳遞流程為廠務戰情蒐集各系統課進度,再由設備戰情聯絡官提供所需資訊給工廠,資訊傳遞皆採 teams 文字會議方式,可即時有效溝通。
圖5:F15P5 APM 戰情組織表
此外,因應 APM 龐大的系統切換操作需求,亦將電力切換人員分為 5 組,如圖6所示。值班組:負責緊急應變 / SCADA/ 廣播 / 戰報,並將現場狀況彙整給廠務戰情; P5A/P5B/CUP 切換組:負責 CUPS/CCD UPS/LV SWG/HV SWG 停復電切換;FAC 切換組:負責 FAC 電盤及 LUPS 備援電力切換,切換排程參考電力切換大表,如圖7所示。各組採 teams 語音會議,由組長授權現場組員執行各程序切換。
圖6:F15P5 APM 電力切換人員組織表
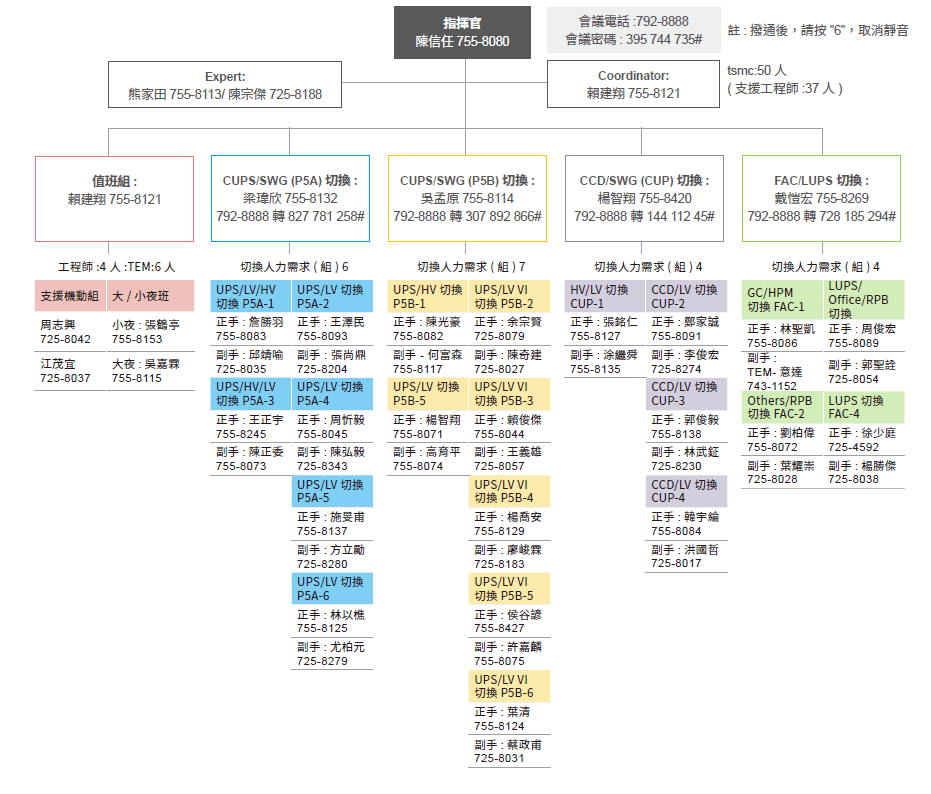
圖7:F15P5 APM 電力切換大表
F15P7 小 P 系統操作安排 4 組人同時進行切換 ( 每組 3人 ),F15P7 小 P 電力系統操作組織圖,如圖8所示。另外 F15P7 首次試行 SCADA 遠端投入切換,降低人員操作風險,縮短停復電時間。利用 teams 協作工具成立戰情,防範未然。如圖9所示。
圖8:F15P7 小 P 電力系統操作組織圖
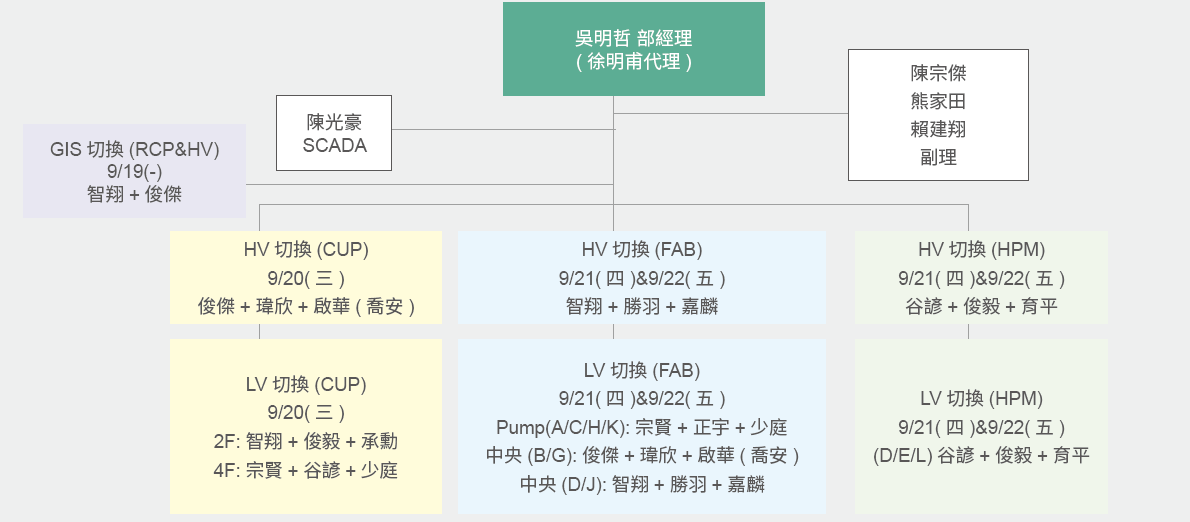
圖9:F15P7 小 P 緊急應變組織圖
2.2 APM Utility 供應狀態
F15P5 大 P 當天工廠 Utility 狀態表,如表2所示;電力課原規劃歲修前一天 18:00 即進行 UPS 關機作業,比對工廠停線資料後,當下仍有大量機台 run 貨中,決定將關機作業延後至當天凌晨三點進行;無塵室溫溼度維持 in spec.;另 AAS /UPW /PCW /CDA 採減壓 / 減量供應,特氣正常供應,Chemical & Slurry 則是停止供應。
2.3 APM 保養維護工程總表
F15P5 大 P 工作內容分三大類:體質改善 *32、保養*22、維修 *23,共 77 項工程,如表3所示。
| Sys. | 體質改善 | 保養 | 維修 | Remark |
|---|---|---|---|---|
| FMCS | 4 | 1 | 0 | - DCS Redundant CPU & IO 切換測試 - DCS HSE 控制電源改善 |
| GC | 15 | 9 | 4 | - SiH4 VDP 洩漏修繕 - SDS Junction box 單電源改雙電源 |
| IE | 7 | 6 | 2 | - LV SWGR CT 固定改善 -ACB 開關保養及電盤清潔 - 廠務電力架構改善 (1A/2B 及備援 ) - XTR 銅排螺絲過溫改善 |
| MSS | 3 | O | 11 | - VEX 系統擴充 - 風管結晶腐蝕修繕 |
| WT | 3 | 6 | 6 | - UPW 管路及閥件滲漏維修 - PCW 補水防禦工程 |
| 總計 | 32 | 22 | 23 | Total:77 |
F15P7 小 P 執行 10 項工作 : 4 項保養、5 項系統 CIT 改善工程 + 台電停電檢測。如表4所示。
| No. | 項目 | 類別 |
Day-1(GEN) 0800~1900 |
Day-2 0800~1930 |
Day-3(400) 0800~1800 |
Day-4(200) 0800~1900 |
Day-5(600) 0800~1900 |
負責人 | 廠商 |
|---|---|---|---|---|---|---|---|---|---|
| E01 | 161kV 特高壓開關盤維護保養 | 保養 | V | 陳光豪 | 西門子 | ||||
| E02 | 油浸式變壓器維護保養 | 保養 | V | V | 余宗賢 | 士林 | |||
| E03 | 22.8kV 開關盤維護保養 | 保養 | V | V | V | 侯谷諺 | 西門子 | ||
| E04 | 高低壓電氣設備檢測保養 | 保養 | V | V | V | V | V | 賴俊傑 | 勇帥 |
| E05 | 油浸式變壓器布式電驛更換 | CIT | V | V | 余宗賢 | 士林 | |||
| E06 | 盛英變壓器 N 相鍍錫銅片移除 | CIT | V | V | V | 楊智翔 | 盛英 | ||
| E07 | 部分放電檢測 sensor 位置修正 | CIT | V | V | V | 侯谷諺 | 震江 | ||
| E08 | 發電機電錶 CT 短路片撥離 | CIT | V | 侯谷諺 | 安葆 | ||||
| E09 | 中壓盤 407-MRelayCT 匝比修改 | CIT | V | 侯谷諺 | 西門子 | ||||
| E10 | 161K GIS IN02 SVL 測試( 斷環) | TPC | V | 楊智翔 | 台電 | ||||
2.4 APM 人員管控
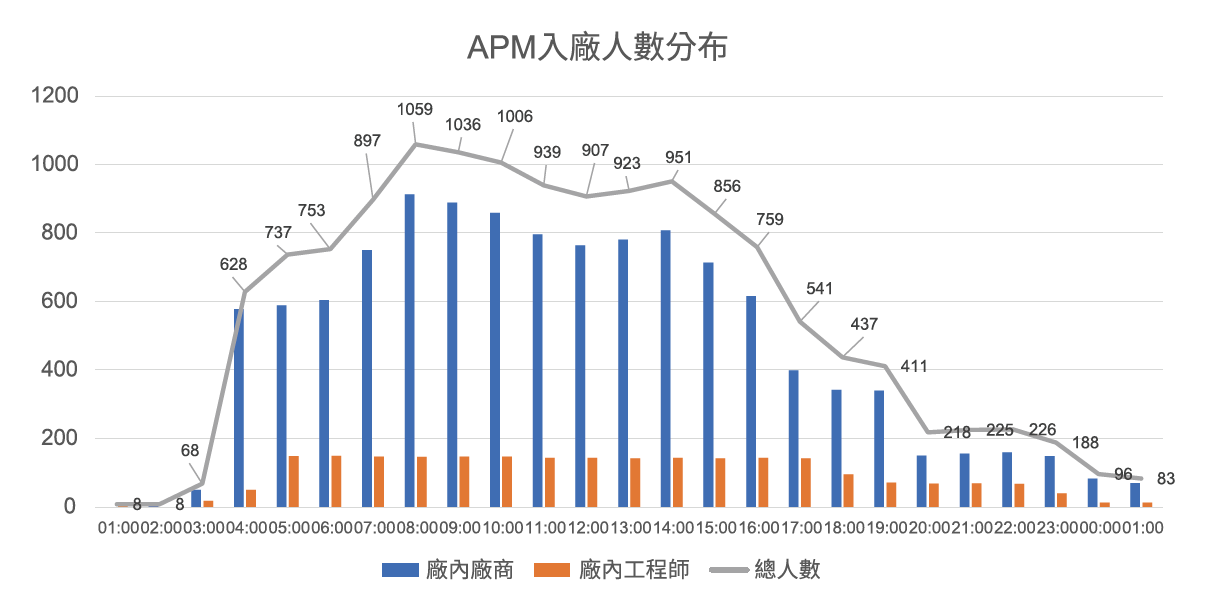
F15P5 大 P 參加人員總計 1,188 人次 ( 工程師共 163 人,廠商 1,025 人 ),提供專屬區域進行工具箱及休息,依據廠區變電站地圖及電力系統單線圖,劃分工程師負責區域,提供個人專屬的 handbook 給所有支援工程師,內有個人負責的切換、保養內容及變電站各工項甘特圖,確保所有工程師明確了解保養項目與排程,掌握保養進度,讓系統如期復歸。
F15P5 APM 當天入廠人數分布統計,如圖10所示。
圖10:F15P5 APM 當天廠內人數統計圖
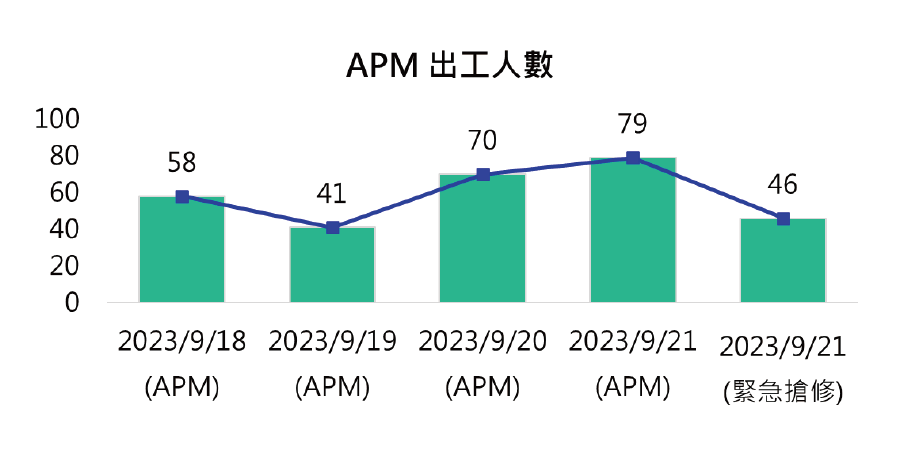
F15P7 小 P 總共施作四天 ( 含緊急搶修 ) 累計廠商出工 248 人次,台積工程師監工 80 人次,如圖11所示。
圖11:F15P7 小 P 出工人數
3.執行成果
F15P5 大 P 如事前規劃,於 3 月 15 日 16hr 內準時完 成 77 項計畫性任務,其中黃光區環境溫濕度更達成 in control 的考驗。
F15P7 第一次小 APM 保養 (9/18 ~ 9/21 共 48hrs) 原先預計執行五天,但因 ABB 低壓盤 CT 異常事件,只做四天先行結束,完成 278 項電氣設備保養,五項 CIT 改善,四項 Finding。
3.1 APM 當日工程進度管控表
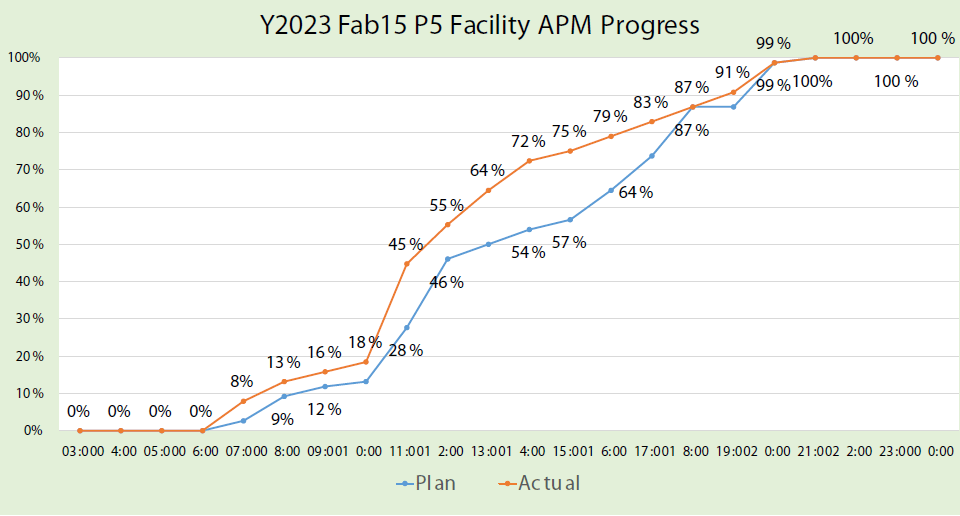
F15P5 大 P 當天工程進度皆符合預期,且因下半場 PM 熟悉度提升,更提前十五分鐘開始進行復電,圓滿完成此次 APM 任務,如圖12所示。
圖12:F15P5 大 P 工程進度管控圖
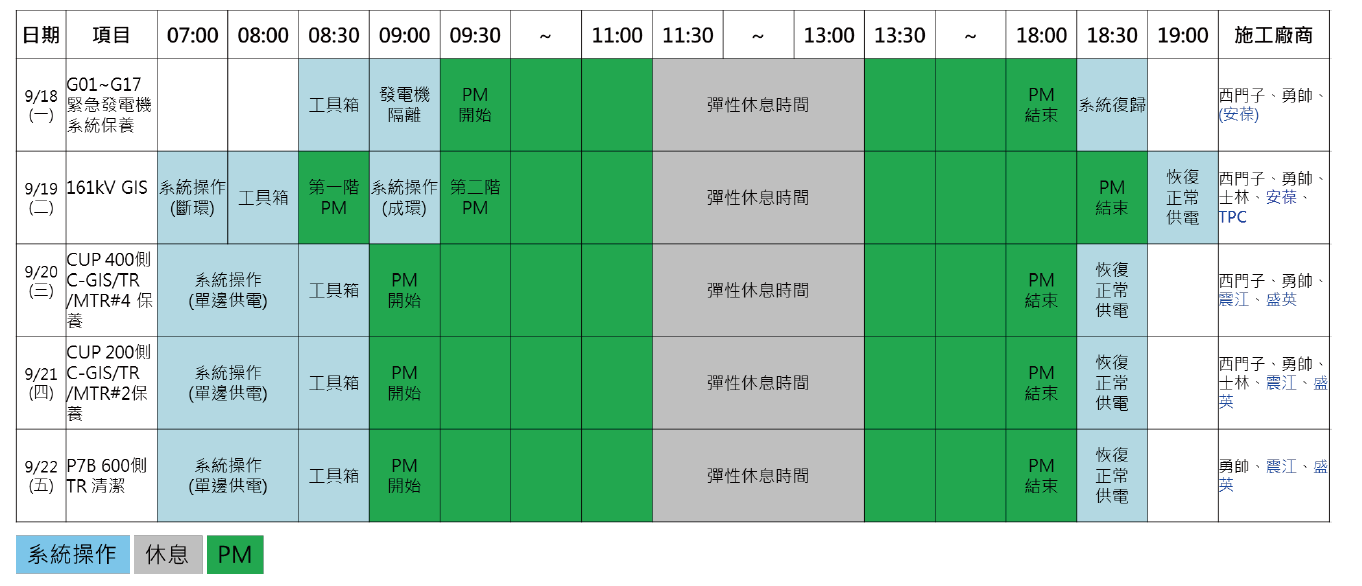
F15P7 小 P 規劃五天,每日工程進度皆符合預期,另因搭配遠端系統操作,甚至可提前復電。唯第四天因 H4E ABB 低壓盤 122CT 熔毀事故,當日以及第五日保養暫停施作,F15P7 小 P 工程進度管控表,如表5所示。
| No. | 項目 | 類別 |
9/18 (GEN) |
9/19 (GIS) |
9/20 (400) |
9/21 (200) |
9/22 ( 取消 ) |
執行率 | 是否完成 | 累計完成 |
|---|---|---|---|---|---|---|---|---|---|---|
| E01 | 161kV 特高壓開關盤維護保養 | 保養 | - | V(1/1) | - | - | - | 100% | Done | 6 年計畫 |
| E02 | 油浸式變壓器維護保養 | 保養 | - | V(1/1) | - | V(0.5/1) | - | 75% | 6 年計劃 | |
| E03 | 22.8kV 開關盤維護保養 | 保養 | V(15/15) | - | V(15/15) | V(25/25) | - | 100% | Done | 6 年計畫 |
| E04 | 高低壓電氣設備檢測保養 | 保養 | V(17/17) | V(2/2) | V(11/11) | V(11/14) | X(0/13) | 72% | 6 年計畫 | |
| E05 | 油浸式變壓器布式電驛更換 | CIT | - | V(2/2) | - | - | - | 100% | Done | 2/3=66.7% |
| E06 | 盛英變壓器 N 相鍍錫銅片移除 | CIT | - | - | V(5/5) | V(6/13) | X(0/11) | 38% | 20/68=29.4% | |
| E07 | 部分放電檢測 sensor 位置修正 | CIT | - | - | V(11/11) | V(12/14) | X(0/13) | 61% | 33/76=43.4% | |
| E08 | 發電機電錶 CT 短路片撥離 | CIT | - | V(1/1) | - | - | - | 100% | Done | Done |
| E09 | 中壓盤 407-MRelayCT 匝比修改 | CIT | - | - | V(1/1) | - | - | 100% | Done | Done |
| E10 | 161K GIS IN02 SVL 測試( 斷環) | TPC | - | V(1/1) | - | - | - | 100% | Done | Done |
3.2 APM FAC Utility 品質回線大盤表
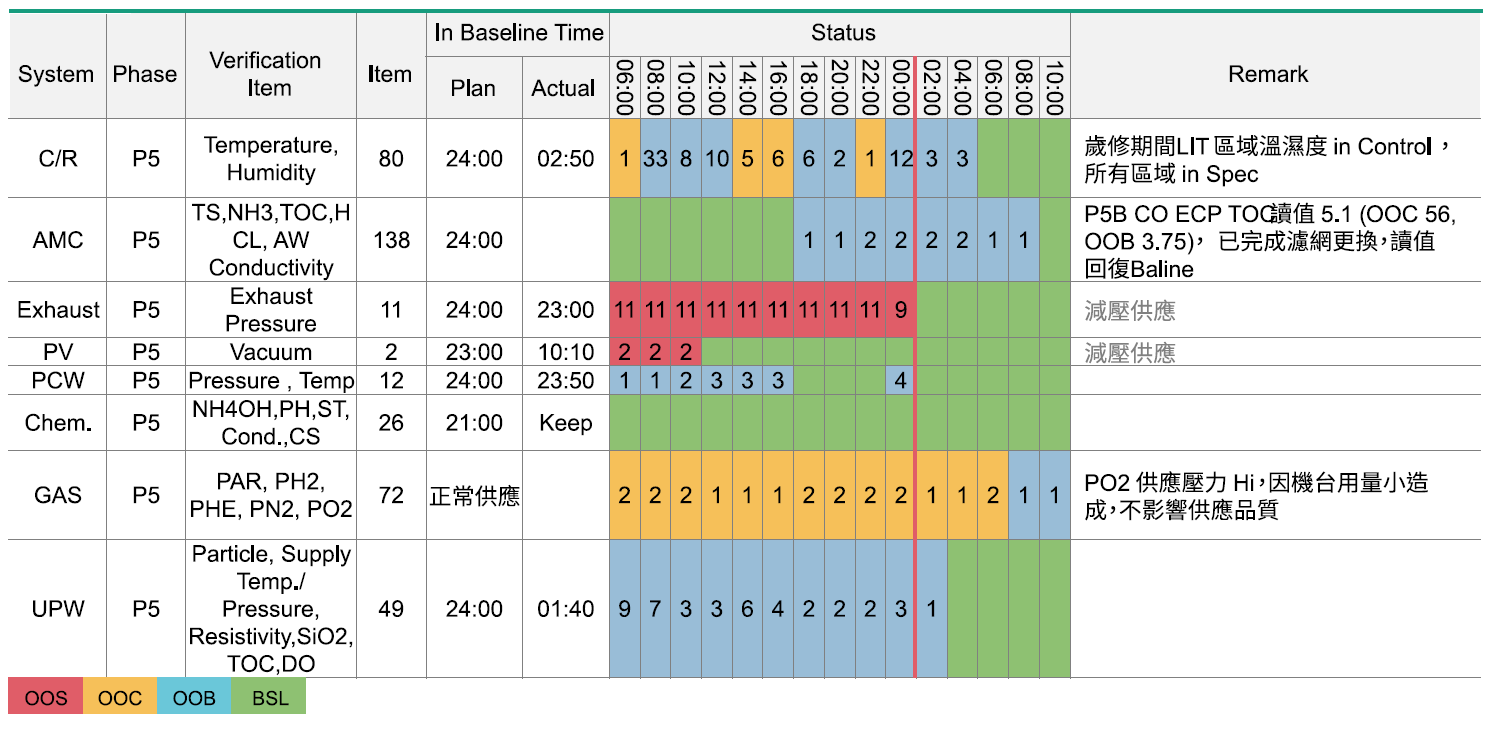
本次 F15P5 大 APM, 由厰務 In-line Quality Data 共有 8 Systems, 390 Items; 而由 CHAD/OQOE 負 Off-line Quality Data 共有 4 Systems, 192 Items;原計畫 8:00 完成 In-line Quality 回 base line,2 Items 較規劃慢,第一項是因風管腐蝕更換作業工具 PVC 地墊放置於 Co-ECP,導致 TOC 較高,更換濾網後進入 Baseline,另外一項是 PO2 因機台用量小導致供應壓力 High,不影響供應品質,如表6所示。
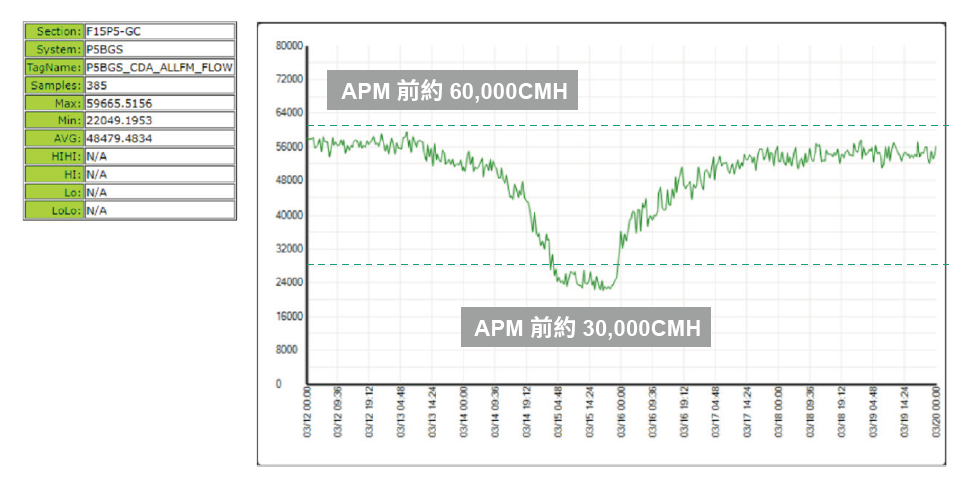
F15P5 大 APM 當 日,Fab AMC 及 溫 溼 度 SPC 皆 in spec.,且本次試行黃光區溫濕度 within control 也取得成功,如圖13所示。另外,PCW/UPW 於歲修過程也保持 in control,如圖14所示,唯空壓機 CDA 用量遭遇與 F12P45 相同的問題,用量較預期還多,APM 當天最高仍有約 3 萬 CMH,但仍在安全範圍內,如圖15所示。
圖13:F15P5 無塵室黃光區溫濕度品質控管狀態
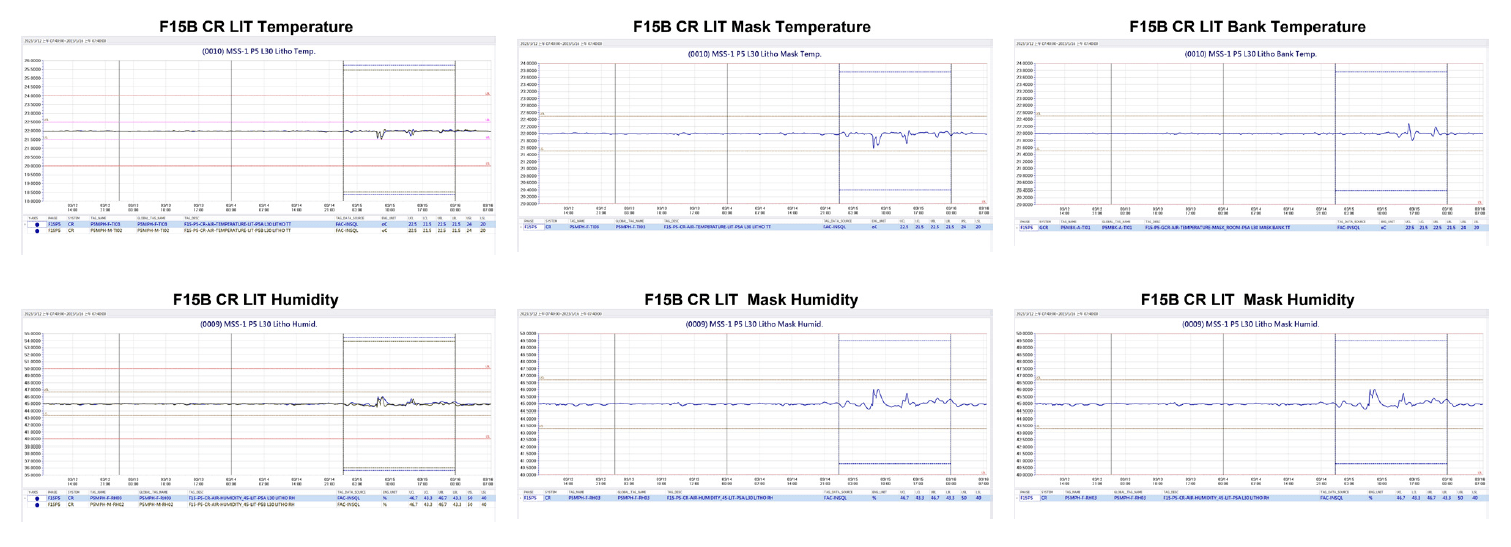
圖14:F15P5 無塵室黃光區溫濕度品質控管狀態
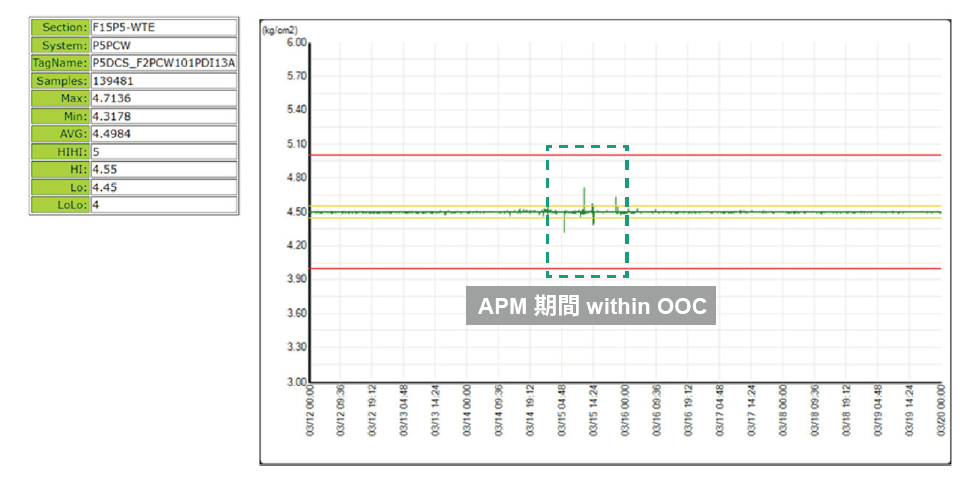
圖15:F15P5 APM 期間 PCW Trend chart
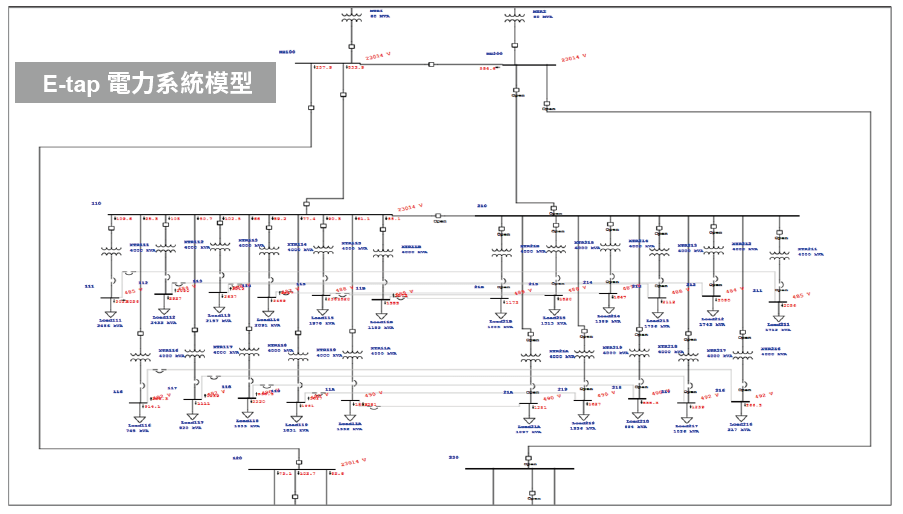
F15P7 小 APM 執行 25% 高壓電力設備保養,生產機台不停電,不影響工廠生產,Utility 供應狀態正常。F15B 團隊於事先規畫,使用 ETAP 電力分析軟體,模擬分析低壓盤變壓器單邊供電之電壓降,如圖16所示,適度於電力系統單邊供電前,搭配主變壓器有載切換開關 (OLTC) 調整以及低壓電容器的調度,供應穩定的電壓,生產機台無異常通報。
圖16:F15P7 E-tap 電力系統模擬
3.3 APM 歲修保養項目完成統計表
F15P5 大 P 共完成 77 項計畫性任務,為工廠解決 1,686風險點改善,A Grade 主要工項共 32 大項,主要工作項目及歲修工作數量與風險改善效果,如圖17及表7所示。
圖17:F15P5 APM 歲修主要工作項目
| 分類 | 系統 | A Grade 主要工項 ( 共 32 項工作 ) | 數量 | 風險改善成果 |
|---|---|---|---|---|
| 保養 | 電 | ACB 開關保養及電盤清潔 | 804 | 確認 ACB 操作機構及保護電驛功能正常。 |
| 儀 | DCS Redundant CPU & IO 切換測試 | 250 | 透過歲修切換測試 Standby 的卡片是否正常 | |
| 維修 | 電 | LV SWGR CT 固定改善 | 264 | CT 螺絲固定座斷裂 ( 設計瑕疵 ):264 風險點 (Tie:31feeder: 233), 完成改善 |
| 機 | 風管結晶腐蝕修繕 | 7 | 更換風管,降低系統風險 | |
| 水 | UPW 管路及閥件滲漏維修 | 3 | 修復滲漏問題,降低系統風險 | |
| 氣化 | SiH4 VDP 洩漏 | 1 | 更換管件,修復洩漏問題 | |
| 體質改善 | 電 | 廠務電力架構改善 (1A/2B 及備援 ) | 303 | Tool 救援迴路增設:36 迴 (538 台Tools),廠務系統 1A2B 架構改善: 267 迴路 |
| 機 | VEX 系統擴充 | 1 | Capacity<90%,運轉穩定度提升 | |
| 機 | Chiller SCADA PLC 電池 / 電容模組更換 | 13 | 預防性更換,降低系統運轉風險 | |
| 水 | PCW 補水防禦工程 | 6 | 改善 PCW 大量漏水時補水邏輯,降低系統風險 | |
| 氣化 | SDS Junction box 單電源改雙電源 | 23 | 改善為雙電源供應,且單電源故障有警報 | |
| 儀 | DCS HSE 控制電源改善 | 11 | 電源分散 |
F15P7 分批執行 25% 高壓變電站小 APM 保養 (9/18~9/21共 48hrs),總共完成 278 項計畫性保養工作。另因 9 月 21 日 H4E-122 CT 異常熔毀導致後續保養無法執行,調整至下個保養週期,如表8所示。
3.3.1 F15P5 低壓盤清潔與保養檢查
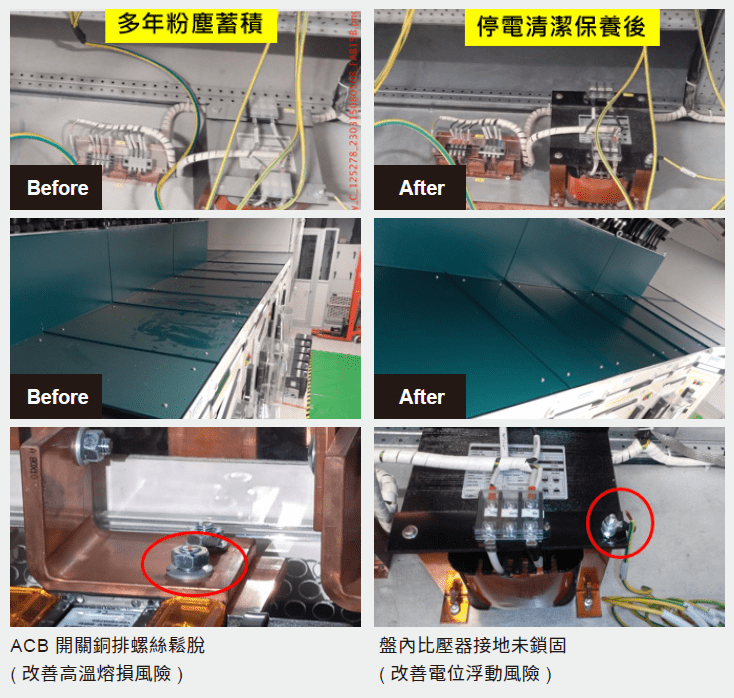
F15P5 共 35 套低壓列盤,保養前後清潔度大幅改善,避免因粉塵影響絕緣能力 ; 另發現列盤銅排螺絲鬆脫 *4 及盤內比壓器接地未鎖固 *3,如圖18,此異常點在盤體內部,平日無法檢測,可能導致低壓電盤短路、機台無預警停電等風險,已於 APM 期間皆已改善完成。
圖18:F15P5 低壓列盤保養 Finding
3.3.2 F15P5 低壓盤 ACB 開關檢測保養 ( 操作機構卡死 )
F15P5 共 35 套低壓列盤,保養前後清潔度大幅改善,避免因粉塵影響絕緣能力 ; 另發現列盤銅排螺絲鬆脫 *4 及盤內比壓器接地未鎖固 *3,如圖19,此異常點在盤體內部,平日無法檢測,可能導致低壓電盤短路、機台無預警停電等風險,已於 APM 期間皆已改善完成。
圖19:F15P5 低壓 ACB 保養 Finding

3.3.3 F15P5 低壓盤保護電驛檢測 ( 保護電驛失效異常 )
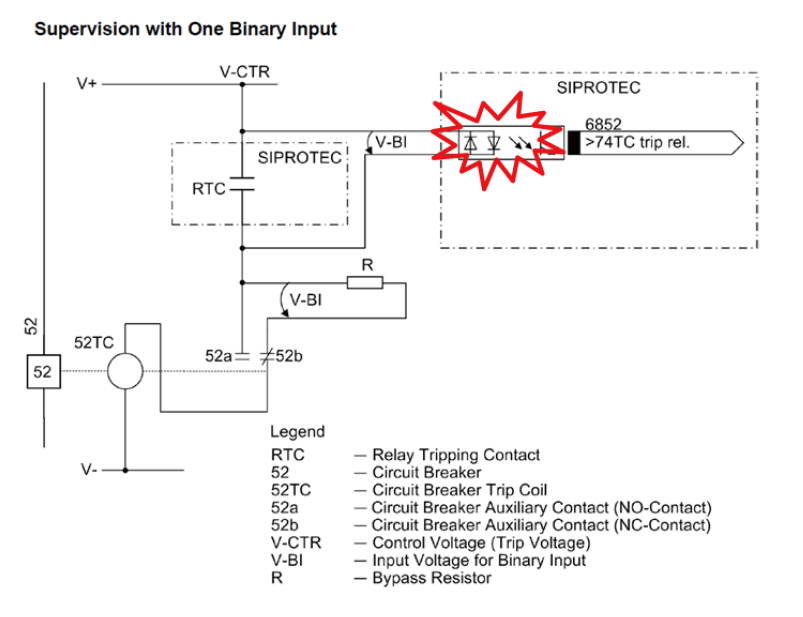
配合低壓電盤停電執行保護電驛檢測,本次共檢測 417 顆保護電驛,PM 內容:電驛特性試驗、絕緣電阻測試及接觸電阻試驗。發現 2 點高風險立即改善:保護電驛 IRF 異常 *1,經調查為內部 V-BI 模組故障,如圖20所示,將無法偵測跳脫回路正常與否,異常發生可能無法跳脫造成事故擴大;另一異常為 Relay 訊號線鬆脫 *1,皆已改善完成。
圖20:F15P5 保護電驛功能失效
3.3.4 F15P5 VEX 系統主風管使用負壓艙開孔作業
本次 APM 除 Exhaust 風管腐蝕更換 sub-main 風管外,因主系統 VEX 現況停機保養時已達運轉 58Hz(94%),預期未來運轉容量有不足可能,故藉 APM 進行時,將 VEX 主風管管路進行開鞍座工程以利後續進行 VEX 風車擴充,達穩定運轉目的,如圖21所示。
圖21:F15P5 VEX 主風管現況與開鞍座位置圖
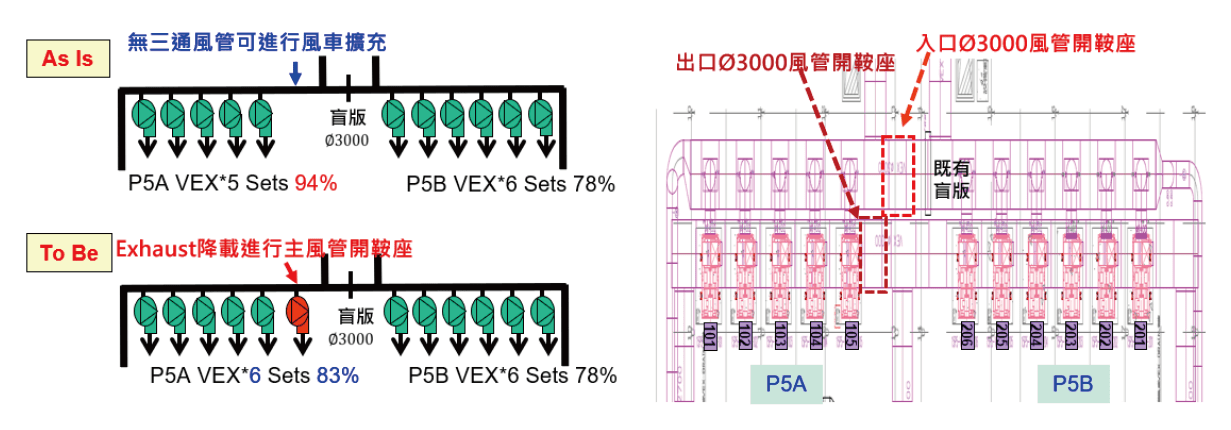
在該工程進行,需在 VEX Header 增設 take off port*2 (1400mm *2),開孔作業須採用負壓艙方式避免壓力波動 ( 依據負壓艙開孔經驗,壓力波動約在± 20Pa 內)。另外,因本次工程須在 VEX 有機系統進行鑽孔與電剪作業,而依據廠內規範,未脫離之已使用有機排氣風管不授權動火,本次鑽孔及電剪作業,於作業上會有放熱作用,因此須審慎評估。
另外,在 APM 作業前,需先進行結構計算,以利鷹架及負壓艙搭設,搭設過程應屬於一般作業,務必注意負壓艙於主風管開孔時需有足夠的空間進行作業,另外負壓艙需搭配以下四項:1. 人員、物料進出需有緩衝區。2. 監視人VEX Header 增設 take off port 開孔作業,需先進行鑽孔作業,因鑽孔作業不影響系統壓力,且鑽孔作業耗時較久,本次於 APM 作業前三天先進行主風管鑽孔作業,搭配圓員需有監視窗。3. 四合一偵測器放置孔。4. 外氣補氣調節窗。5. 艙內與緩衝區皆需於外部有壓差表進行壓力監控,如圖22所示。
圖22:F15P5 負壓艙外觀與標配

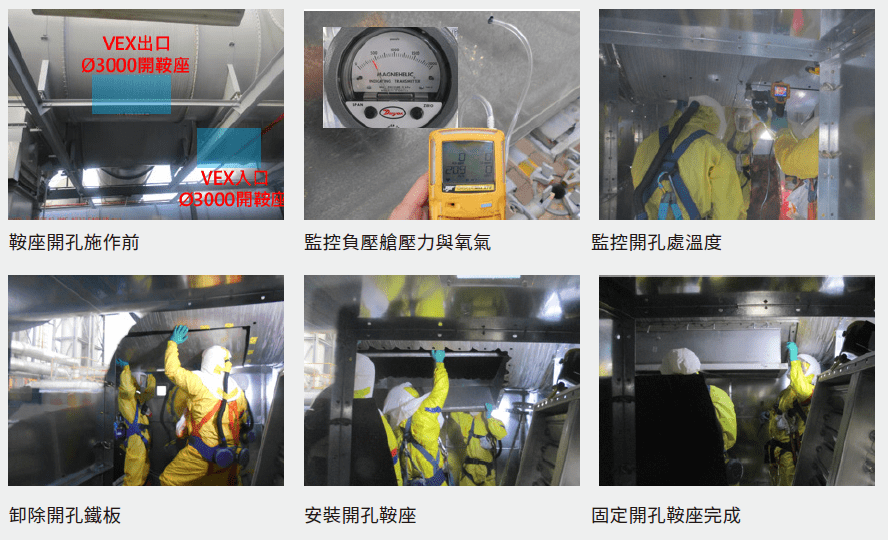
VEX Header 增設 take off port 開孔作業,需先進行鑽孔作業,因鑽孔作業不影響系統壓力,且鑽孔作業耗時較久,本次於 APM 作業前三天先進行主風管鑽孔作業,搭配圓穴鋸加冰水噴霧進行溫度量測,溫度需小於 20 度 C 始可繼續作業,如圖23所示。
圖23:F15P5 VEX 主風管開鞍座所需器材

APM 當天,需再進行電剪作業與鞍座安裝工程,人員穿著防護衣完成,確認負壓艙標配無誤即可進入作業,同時需有監視人員於外部監控視窗孔及艙內壓差,電剪作業中同樣搭配冰水噴霧並進行 IR 溫度量測,溫度需小於 20 度 C始可繼續作業,將 VEX Header 風管依照事前所標示剪出 Port 點後,即可將事先放置於艙內的鞍座安裝上即可完成此工程,如圖24所示。
圖24:F15P5 VEX 主風管負壓艙開鞍座擴充工程
該工程施工的工法需在有機排氣風管上進行動火作業,探查 VOC 入口濃度與物質爆炸下限雖不至於有可燃風險,但基於管內是否有其他物質或是殘留的 IPA 高濃度,因此於規劃中廣邀相關單位參與,包括:ISEP/CO-ESH/ 新工處 / 相關廠商一併進行討論,並在事前進行各種測試,最終決議在施作風管的開孔作業上,需同時使用冰水灑水降溫,並同步使用熱顯像儀監視風管溫度,以避免燃燒、爆炸的風險。
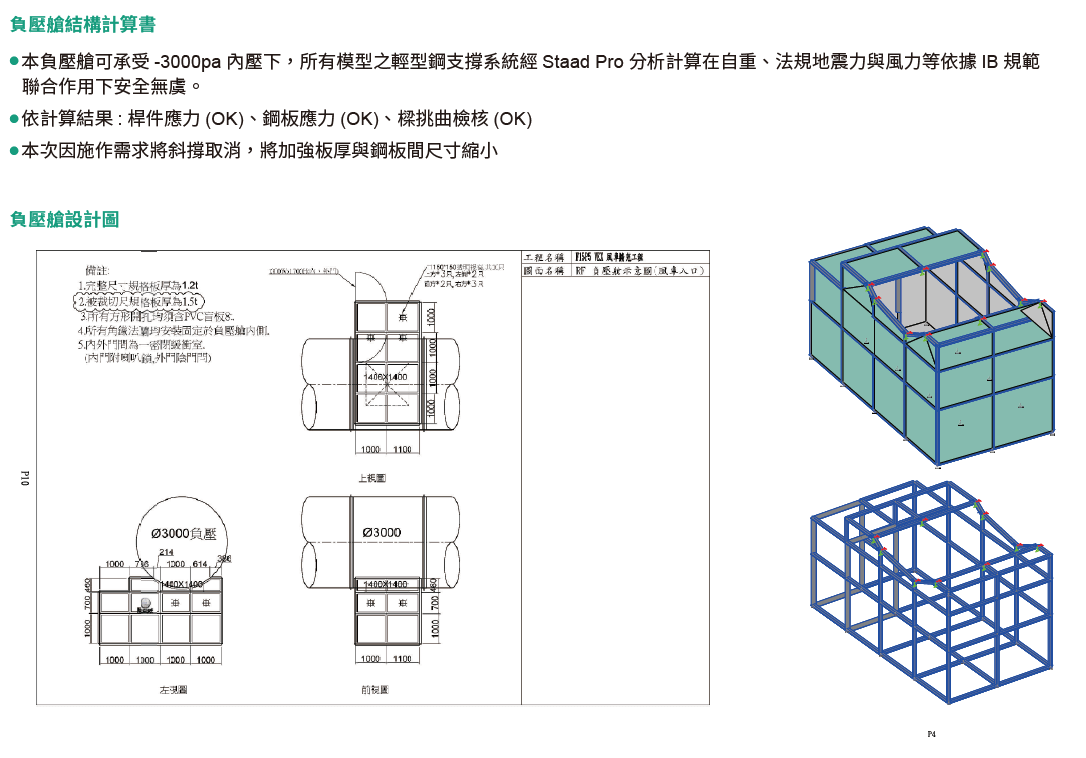
因該項作業需超過六人於負壓艙內進行作業,而且艙內還需要置放相關的作業器具,這對於負壓艙空間設計也是一大難題。該主風管為 3 米管徑,且出入口兩側皆需施作,因此需搭設兩座負壓艙,施作現場空間非常有限,又需容納施作人員的情況下,負壓艙的結構設計,就務必特別檢討。本次於施工架特別設計出可載重 3,217 KG,如圖25所示;另負壓艙的設計,因艙內人員的移動與施作需求,導致無法於艙內進行斜支撐設置,只能將六面的結構加強,列如:鋼板厚度加到 1.2t、需裁切的鋼板厚度加到 1.5t、角鐵法蘭皆安裝固定於內側、鋼板尺寸縮小為 1 米…等,並進行結構計算可承受 -3,000pa 內壓下,如圖26所示。
圖25:F15P5 VEX 主風管負壓艙鷹架搭設結構計算
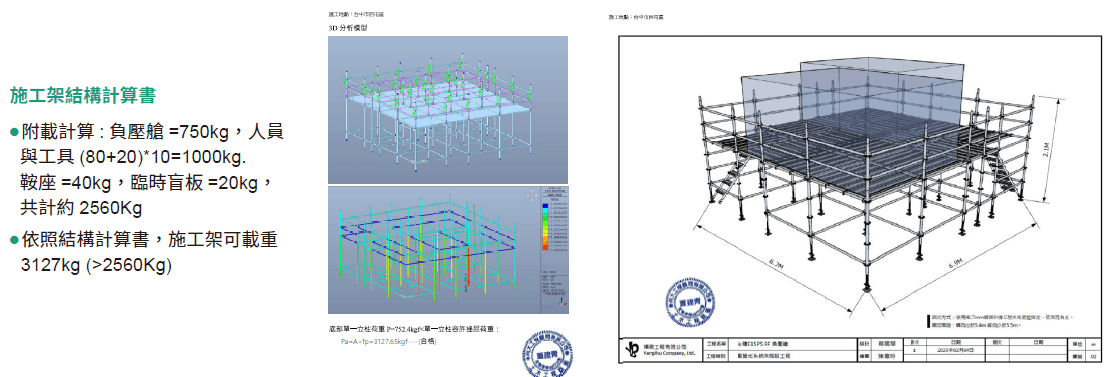
圖26:F15P5 VEX 主風管負壓艙搭設結構計算
如此的要求設計,在當天施作主風管完全開孔時,外部監試人員還是有發現負壓艙有些微凹陷的情況,雖不造成任何影響,但建議未來施作時還是需要加入負壓艙斜撐,以避免狀況發生。
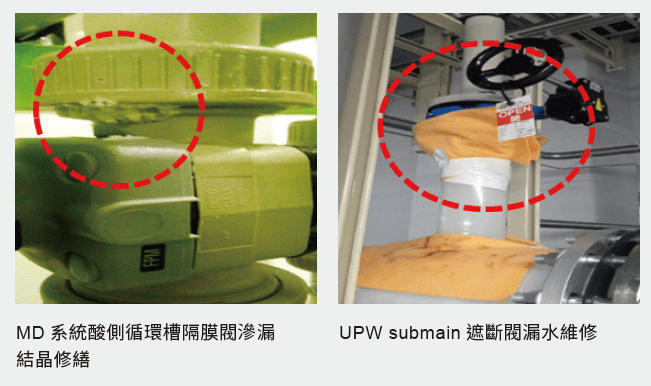
3.3.5 F15P5 管路滲漏修繕
水系統共 25 處漏水結晶點於本次 APM 修繕,包含廢水回收 *16、UPW 系統 *3 及 PCW 系統 *6,若未處理有擴大滲漏,造成水壓波動影響品質,本次 APM 期間進行停水修繕及料件更換,如圖27所示。
圖27:F15P5 WTS 漏水點維修
4.檢討傳承
4.1 有條不紊完成 APM
本次 P5 APM 過程順利,幾乎無發生任何意外插曲,獲得廠內長官讚賞,以下分享事前相關的準備工作及經驗,供未來執行 APM 的廠區作為參考及準備方向。
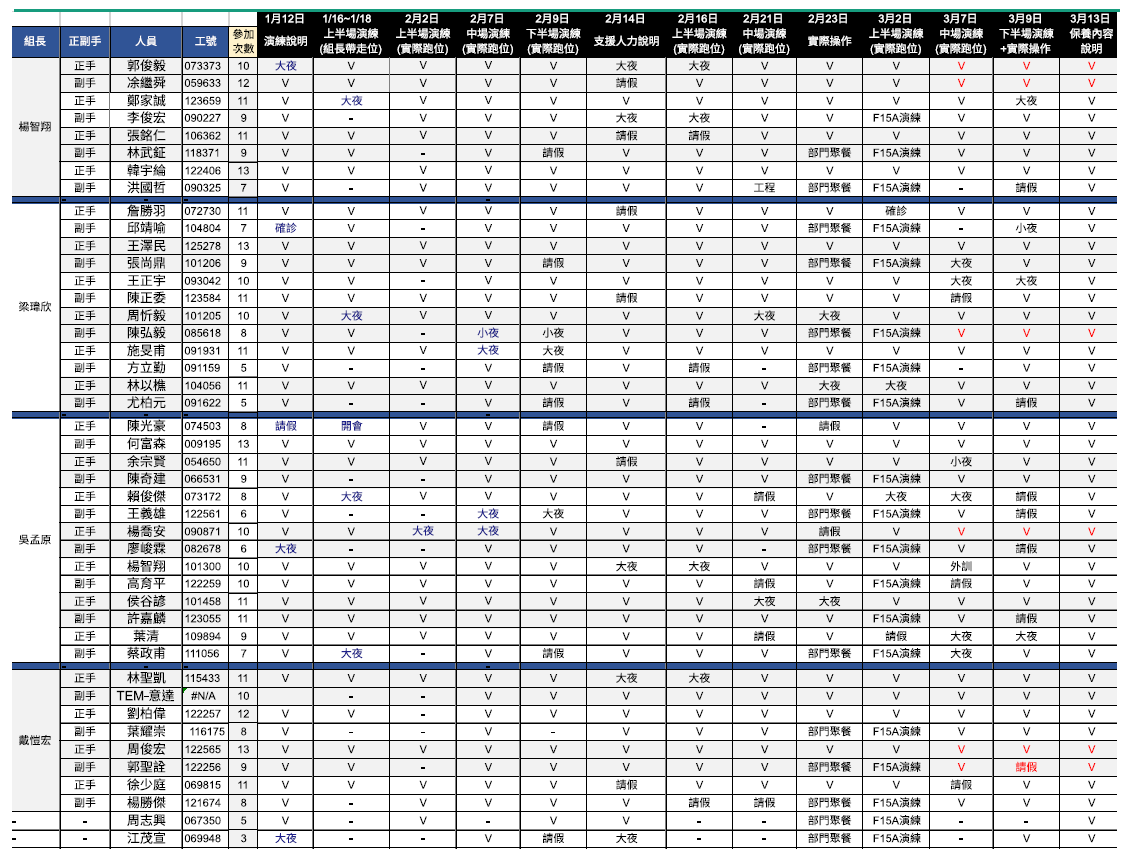
4.1.1 APM 切換演練
「系統切換成功,APM 就成功了一半」,這是在觀摩 F12P45 APM 後的深刻心得,為求切換順利,P5 於 APM前共執行了10 次的切換演練及3 次的相關說明會( 如表9),參與人次達到 412 人次,過程中得到 52 條演練回饋建議,並於歲修前全數改善完成,因此組長及各組組員於歲修前已熟悉自身的切換程序,溝通回報方式亦具有一定默契,以下列出幾個演練重點:
- 除了各組組員須有 check list 外,組長及值班亦須有專屬的 check list,各節點須進行水平、垂直溝通的部分須明確寫出。
- 考量支援廠區設備廠牌不盡相同,亦安排本廠設備實際操作練習,將不確定性降至最低。
- 演練時除不可操作外,需要實際量測並逐條回填 check list,且須實際走位並模擬實際動作時間,例如 DS 開關時間約停留 5 秒,方可有效預估切換時間事前調整,避免當天時間超出預期。
- 除了電力課演練外,各系統課的水平溝通須事前開會取得共識,包含當日回報人員、時機及方式。
本次APM 是F15B 第一次與設備進行停機停電保養,以下說明準備過程及方法:
- 提供機台清單供工廠選擇機台,限制值為 tools 總數 U電 30%-547 台,這階段工廠需要較長時間排序,考量包含復機時間、是否為單機等因素,須盡早與工廠展開,並設定斷點避免發散。
- 安排與設備同仁一同量測機台 idle 待機電流,切記三相皆須量測,取量測期間最大值用以進行負載預估。
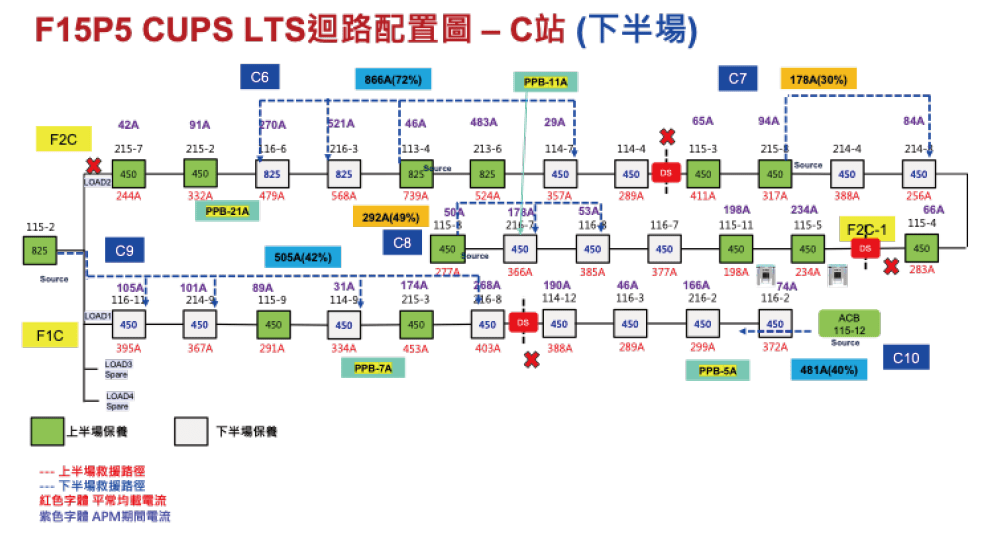
- 依量測結果進行備源迴路規畫 (CUPS 分群 ),整群負載不超過備援容量 80% 為原則,如圖28所示,切記分群使用 DS 勿使用 MCCB,採新設 ACB 備援的迴路務必裝設 DS 防止電壓逆送電,防止施作人員感電風險。
圖28:UPS 分群規劃 (C 站下半場為例)
- 進行停電電盤貼紙張貼及簽認,本次 APM 共張貼 3,338張,逐一盤點並與設備確認,注意貼紙有脫落可能,此階段約須 6~7 周時間。
- 除歲修當天關電提醒廣播外,歲修前須與設備協調出當天配合方式,P5 作法,如圖29所示,事先於工廠APM會議取得共識,避免當天機台過載,臨時盤查機台造成 APM 排程延宕。
圖29:當天 Tools 關電管控流程
4.1.2 APM SCADA 掌握
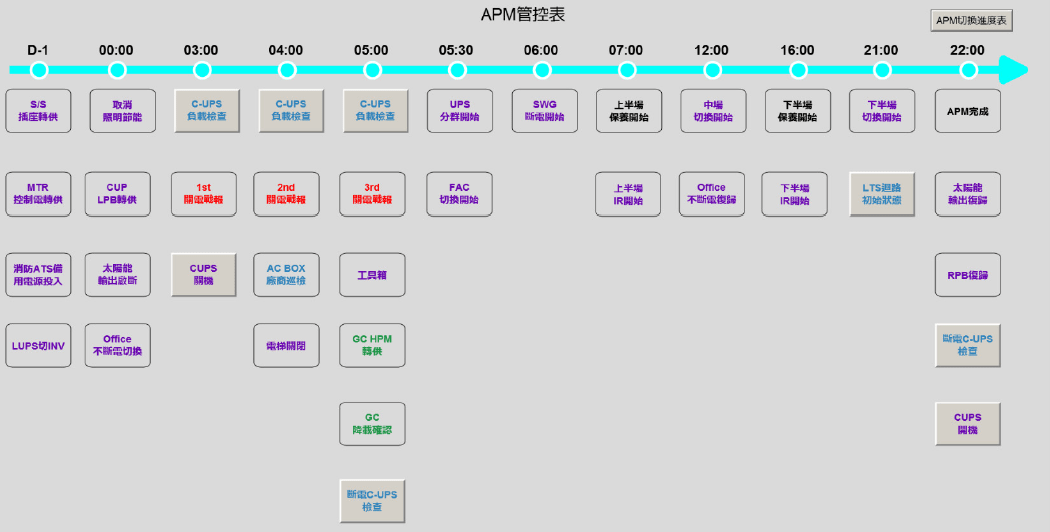
為了確保 APM 當天能掌握所有狀況,對 SCADA 進行了圖控的優化,其中首頁是 APM 流程管控表,如圖30所示,用以掌握 APM 的全貌,並可依時序進行相應確認動作,其中有額外檢核圖控的部分會以按鈕呈現:
圖30:APM 流程管控表
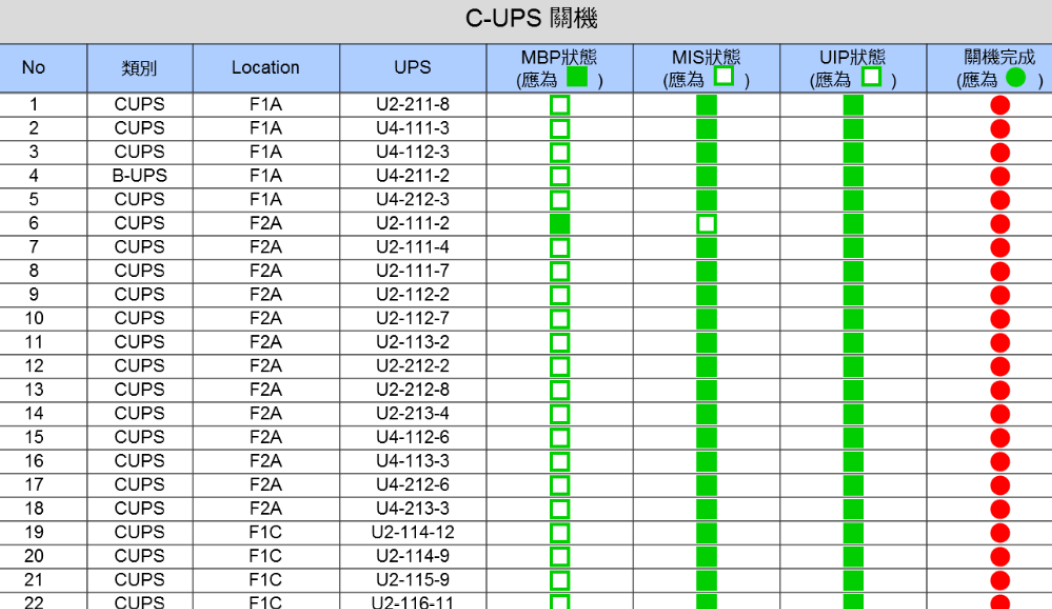
- C-UPS 關機檢查表:APM 期間避免額外關機程序徒增不確定性,P5 於切換前先執行關機程序,此表可掌握所有 UPS 是否已關機,如圖31所示。
圖31:UPS 關機檢查表
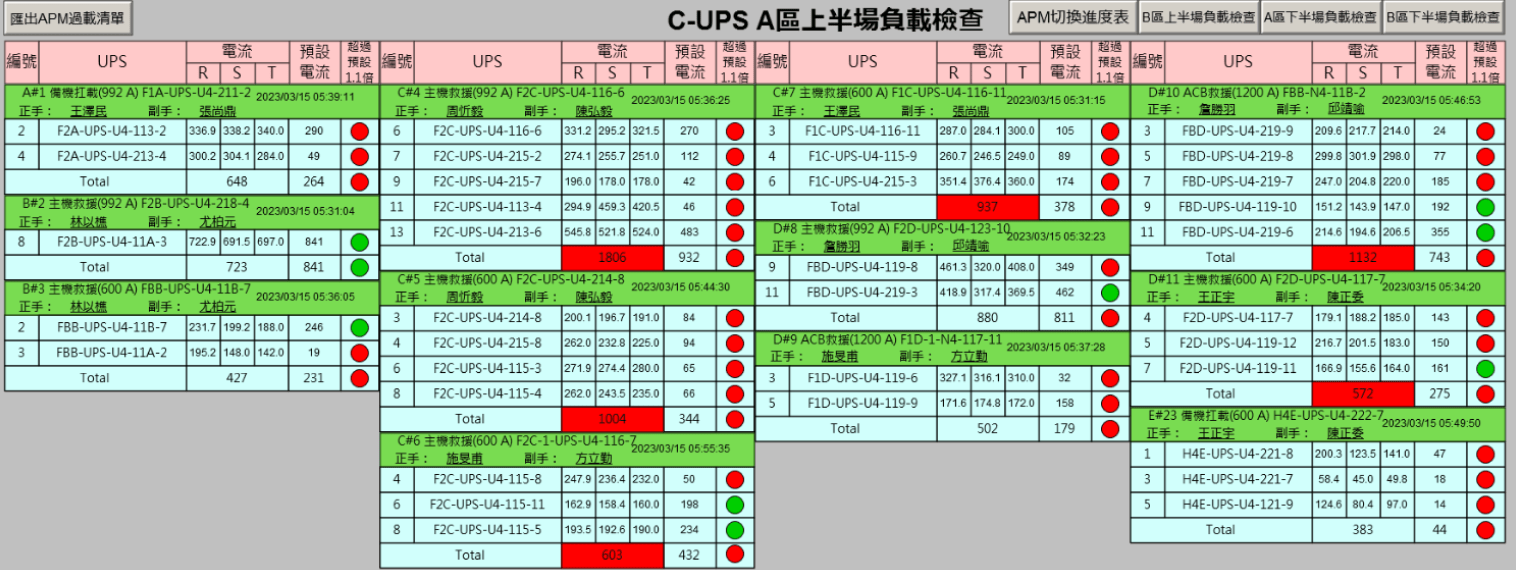
- C-UPS 負載檢查表:目的確認各群組負載是否已進入安全備援容量 (<80%),及單台 UPS 是否有大幅過載情形(>110%),可一鍵匯出過載清單,便於比對下游機台通知設備戰情進行應變,提升時效性,如圖32所示。
圖32:C-UPS 負載檢查表
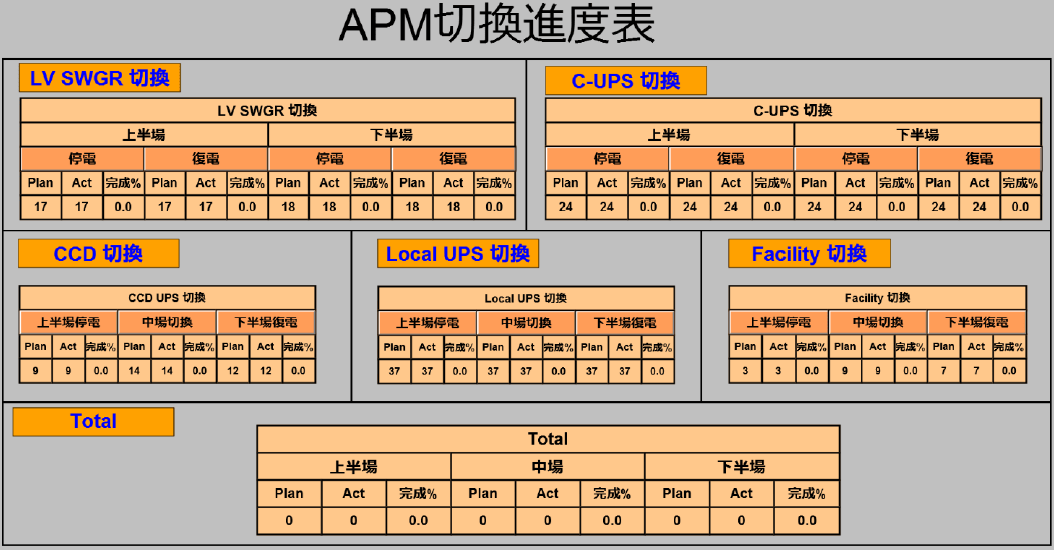
- APM 切換進度大表:取經自F12P45 APM,目的為確認切換程序是否正確,分為 5 個系統,可再點進各系統內有對應圖控,由各組操作完成後回報組長,組長確認無誤後 SCADA 點選確認,自動計算執行進度,便於 APM時多方長官掌握切換進度,如圖33所示。
圖33:APM 切換進度表
- APM 期間過流警報表:APM 期間大量警報可能導致忽略真實警報,增設 APM 期間電流警報設定,並可設定單獨啟用上下半場,避免因電驛測試產生大量過流警報影響值班應變,如圖34所示。
圖34:APM 期間過流警報表
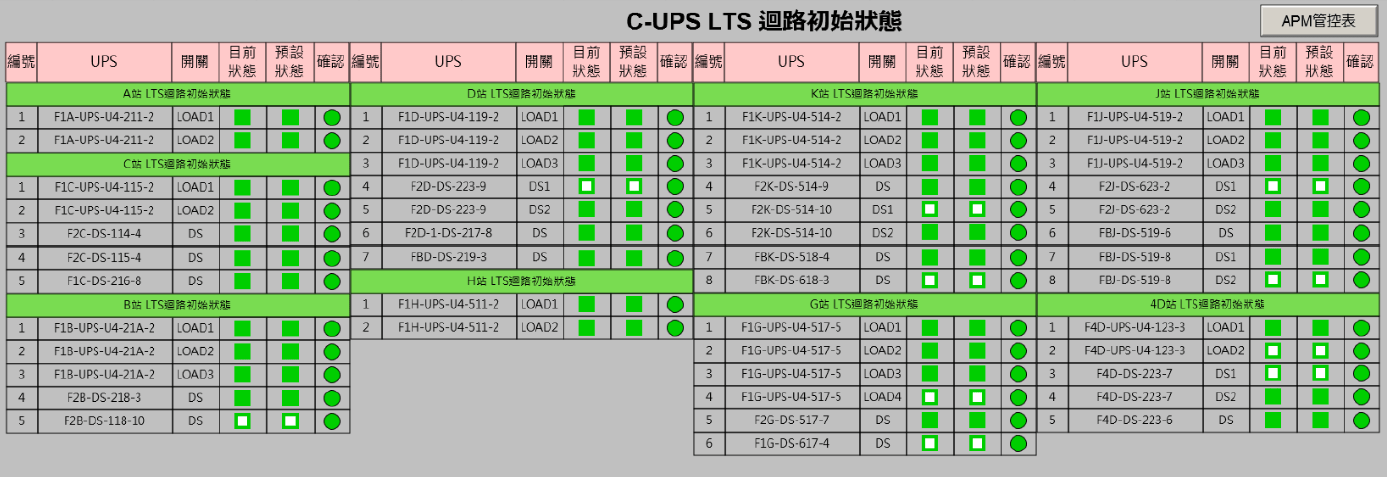
- C-UPS LTS 迴路初始狀態表 (圖35) 及 ACB 位置檢查表:APM 完成大量切換作業後,避免 LOAD/DS 沒復歸到初始狀態,建立本表用以確認開關確實復歸至初始狀態。
圖35:C-UPS LTS 狀態檢查表
4.2 APM 期間廠區用電量變化
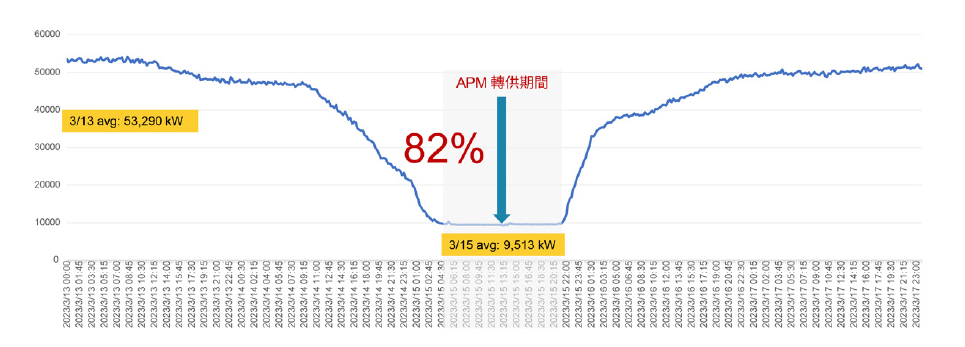
P5 APM 期間(3/15 06:00~22:00, 共計 16 小時), 全廠保留 30% 機台 (547 台 ) 維持 idle 停止 run 貨生產,其餘機台停機。P5 總用電量 107,910 → 43,070 kW( 下降 60%),如圖36所示;Tool 用電量由 53,290 → 9,513kW,下降 82%,如圖37所示,可由用電量看出本次斷電執行相當徹底,可供後續執行大 APM 廠區參考及電力備援負載量評估。
圖36:APM 當天全廠用電量變化
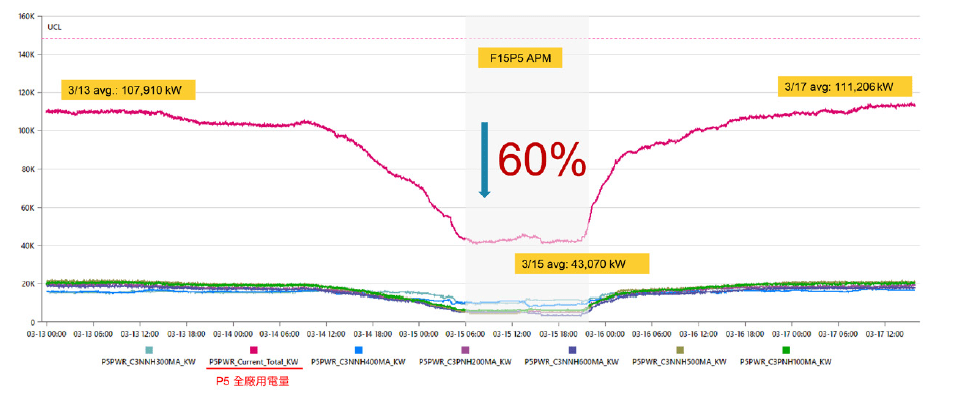
圖37:APM 當天全廠 tool 用電量變化
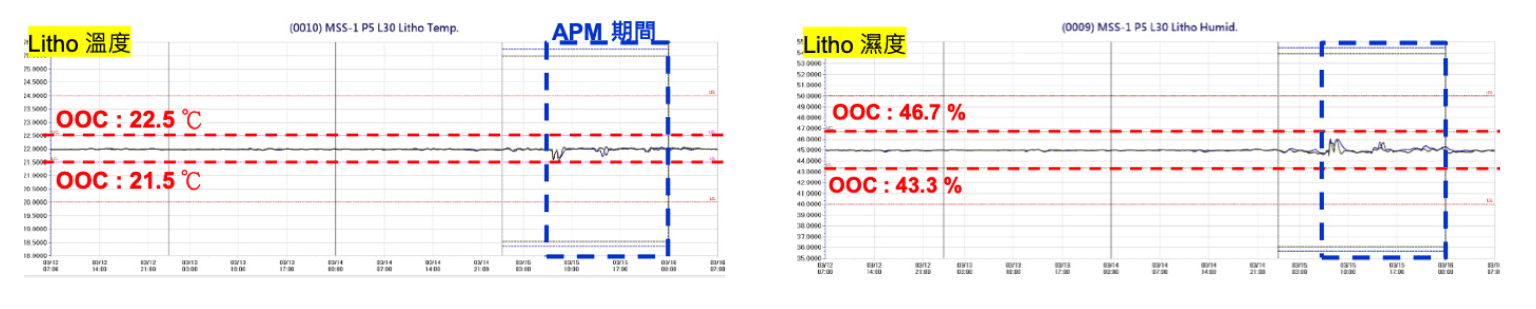
4.3 黃光區溫濕度 within control 試行成功
本次 APM 成功試行 APM 期間黃光區溫濕度 with in control,如圖38所示,相關精進作為有:1. 黃光區至少 2台MAU 供應,2. 該區域FFU 採ATS 雙電源自動切換,3. 協調設備於 3/14 24:00 前分階段執行 248 track & coater 關機完成,避免熱負載劇烈變化,4. 增設 7 套監控 SCADA與七組人員同步操作切換,動員 10 名工程師進行 MAU/ AAS 系統分組開關機,供其他廠區參考。
圖38:Litho 溫溼度 Trend Chart
4.4 PV 中場無法 Remote 開機經驗分享
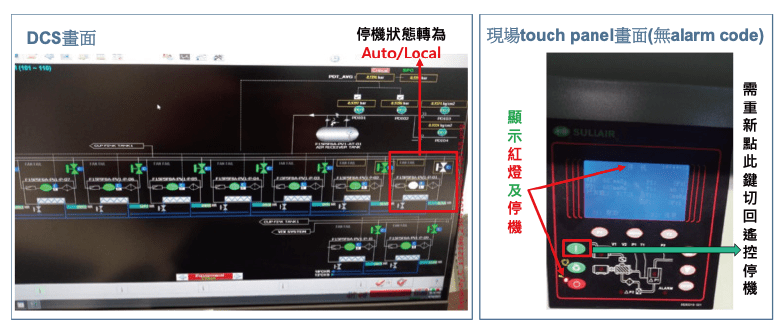
P5 PV ( 廠牌 :SULLAIR) 於 3/15 歲修當日上半場進行停機並且斷電,於中場復電開機時,遭遇 PV 現場 touch panel亮紅燈警訊,如圖39所示,導致值班台無法 remote 開機,需加派人力至現場切回 remote 再進行遠端開機,為該型 PV 正常保護機制( 上游斷電須人員至現場確認PV 狀態),後續廠區須注意。
圖39:PV 斷電後自動切換為 local
4.5 F15P7 ABB LV SWGR CT 異常事件
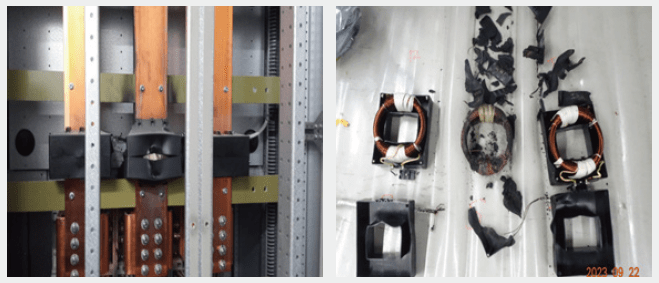
Y2023 年 9 月 21 日 F15P7 進行小 APM 時,ABB 低壓盤 (H4E-122) 單邊供電,122-M 相比流器 (CT) 高溫熔毀。 ABB 廈門初步研判問題出在「始端箱」散熱設計不良,造成 CT 元件熱破壞熔毀。進一步檢討定型試驗報告,發現送測時,未搭配 CT 試驗,且無法滿足 RFP 規範 6000A 在週溫 40 ℃的環境溫升 95K,原廠技術通報建議負載管控在 4750A 以下。ABB GPG(Global Product Group) 與 ABB 廈門正在研擬改善方案,需持續追蹤改善。如圖40所示。
圖40:ABB 低壓盤 CT 異常
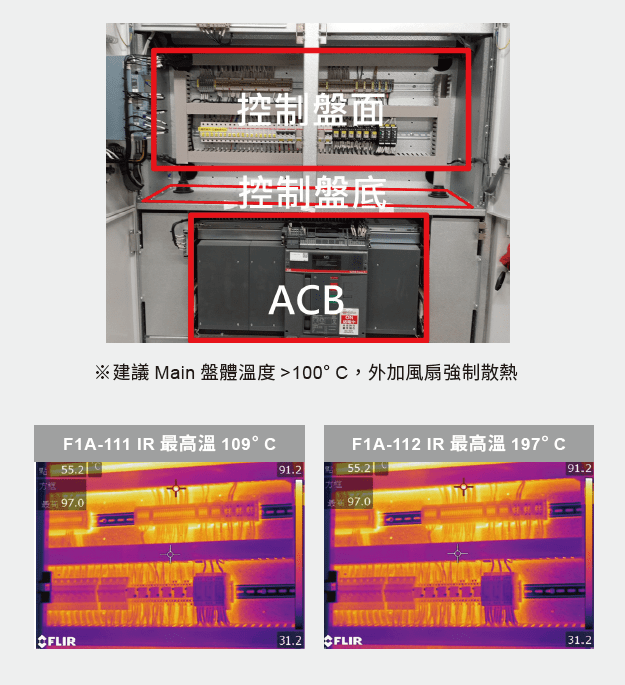
因F15P7 小APM 保養問題,建議各廠於APM 期間增加IR Scan 巡檢人力,以預防異常情況,如圖41所示。
圖41:IR Scan 強化巡檢
5.結論
F15P5 為全台積第二個執行大 P 之廠區,克服了用電量最大、SWB 無主開關且廠務電力系統設計無 1A2B 電源風險分散等重重困難,並引用 CPM 的概念進行歲修流程的檢討,從拉設超過 15,000 米的線路前置改接工程,到歲修前加班完成十多次的演練及溝通,最終得以於時間內順利完成 77 項的計畫性工作,為工廠解決 1,686 個風險點,使廠務系統能更加穩定運轉,未來可檢討任務之間的依賴程度較高且不確定性較大的情況。加入最樂觀時間、最可能時間和最悲觀時間,可更精準預估出專案的標準差和預期完成時間。
F15P7 ABB 低壓盤 Main CT 異常熔毀的事故,有驚無險,沒有影響工廠運作,事前的準備 (ISEP 緊急戰情群組的規劃 ) 順暢的溝通,讓工廠第一時間即掌握狀況,快速成立 ERT。此次事件亦分享至 FRC/FTB/NFDD,從設計以及採購面開始檢討與把關,讓新廠區避免運轉風險。既有 ABB低壓盤運轉廠區,仍待原廠提出完整改善方案。穩定運轉的路上,仍需繼續努力。
參考文獻
- F-GEC-99-03-010,TSMC FAC POWER APM GROUND RULE O.I.,2022
- 用戶用電設備檢驗辦法 ( 台灣電業法第 32 條第 5 項 )
- 電力設備和系統驗收測試規範標準 ( 美國國家標準學會 -ANSI/NETA MTS-2019)
- SIEMENS LV SWGR 原廠設備保養手冊
- 士林電機油浸式變壓器原廠保養手冊
- Siemens HV SWGR 8DN10 (CGIS) 原廠保養手冊
- Siemens GIS 8DN9 原廠保養手冊
- Fleming, Q. W., & Koppelman, J. M. (2010). Earned value project management. Project Management Institute.
- PMI. (2017). A Guide to the Project Management Body of Knowledge (PMBOK® Guide)-Sixth Edition. Project Management Institute.
- Methods for Analysis and Quantification of Power System Resilience, IEEE Transactions on Power Systems ( Volume: 38, Issue: 5, September 2023)
- Operational Resilience of Hospital Power Systems in the Digital Age, IEEE Transactions on Industry Applications ( Volume: 57, Issue: 1, Jan.-Feb. 2021)
留言(0)