摘要

氣體VMP & 鋼瓶鎖固優化管理


事前預防,減少洩漏事故,是避免造成重大財產和人員傷亡的必要條件。本文將以先期 VMP與高壓氫氣體洩漏案件出發,藉由實地至和淞科技股份有限公司(Taiwan Puritic Corp, TPC)抽驗墊片(包括廠驗、現場取樣與實驗扭力鎖固設計等),來提升組裝供應品質。另一方面,與氣化課同仁設計不同鎖固實驗(磅數、鎖固手法),釐清氣體洩漏原因,優化鋼瓶與墊片鎖固密合度。期望能透過供應商組裝品質控管與提升人員操作的穩定性,來降低洩漏事故發生的機率。
Accident prevention by preparing in advance are necessary, it can reduce the probability and severity of accidents for the organization and its employees. In this article, in order to clarify the Valve Manifild Panel(VMP) & High Pressure H2(HPH2) gas alarm issue, we analyzed the sampling gaskets through on site visit Taiwan Puritic Corp(TPC), to improve quality in the supply chain. Besides designing different experiments to find out the cause of the gas leak, including Torque test, locking torque, etc. We expect that managing risk in organized and supply quality control to reduce the accident probability.
1.前言
工業氣體被喻為「工業的血液」,是超大規模集成電路(IC)、平面顯示器件(LCD、LED、OLED)、太陽能電池等電子工業生產不可或缺的原物之一。目前於半導體製程可依氣體的特性劃分為為大宗氣體(Bulk gas), 如N2、H2、O2、Ar、He與易燃性、毒性及腐蝕性的特殊氣體(Special gas),如H2、HBr、HF、SI2F4等。因特殊氣體在供應上具有高濃度、高危險性與高風險等特點,一旦過程發生洩漏,將會引發中毒、火災甚至爆炸等危害。因此如何遵循規範,事前預防,減少洩漏事故,釐清每次事故發生的原因,是避免造成重大財產和人員傷亡的必要條件。
目前根據陳政任教授至美國維吉尼亞Chantilly 市參加壓縮氣體協會(Compressed Gas Association)之G-13 ANS/JWG委員會會議指出:隨著科技的進步與產業的不斷變化,具有高度技術性的規範已經很難能夠完全納入法規,美國的作法則是由各相關產業組織來訂定,經過審查後納入正式的法規,此種作法能夠較快的反應科技的進步與產業的變化,但前提則是各相關產業代表願意提供人力與時間來投入此工作,此外也必須有足夠的專業水準與工程道德倫理,才能訂出公正、客觀的規範[1]。
本文將以先期 VMP 與高壓氫氣體洩漏案件出發,訂定特氣鎖固技術性規範,藉由實地廠驗與實驗設計,提升鎖固品質,期許以案例作為借鏡,降低氣體鋼瓶洩漏發生的機率。
2.文獻探討
2.1 美國壓縮氣體協會(Compressed Gas Association, CGA)
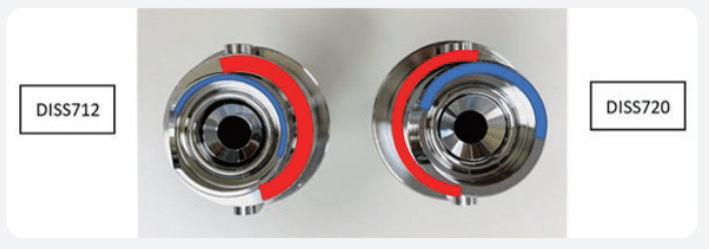
美國壓縮氣體協會(Compressed Gas Association, CGA),從成立至今已有百餘年歷史,是世界上歷史最悠久的工業和醫用氣體協會。負責的項目包括壓縮氣體、設備規格、安全操作/儲存/運輸程序及其產品使用等資料,並致力於發展產業標準與安全事項,部分規範已通過美國國家標準局(ANSI)的認定,成為必須遵守的標準。早期半導體所使用的接頭稱為CGA標準,如CGA 350, CGA 580,後期隨著半導體發展日新月異,已無法滿足目前製程與安全要求,因此開發出另一種更高規格接頭,稱為DISS(Diameter Index Safety System)。其整體由接頭本體、螺母(Nut)、墊片(Gasket)和堵頭(Plug)四個零件所構成(如圖1),並依其螺母的大小,型號可分為6系列(DISS632-642)和7系列(DISS712-728)(圖2)。因其擁有安全性、一致性與壽命長等特點,當接頭型號不匹配,人員將無法對鎖,從而降低人為誤操作的可能性。相關型號與氣體的規範彙整於表1。
圖1:市售DISS接頭構造上主要由接頭本體、螺母、墊片和堵頭四個零件所構成[2]。

圖2:DISS鋼瓶接頭從設計上避免不同型號間的誤安裝,圖中藍色部分的直徑是按照型號遞增的,而紅色部分的直徑是遞減的,這就是Diameter Index(直徑指數)[3]。
2.2 墊片(Gasket)
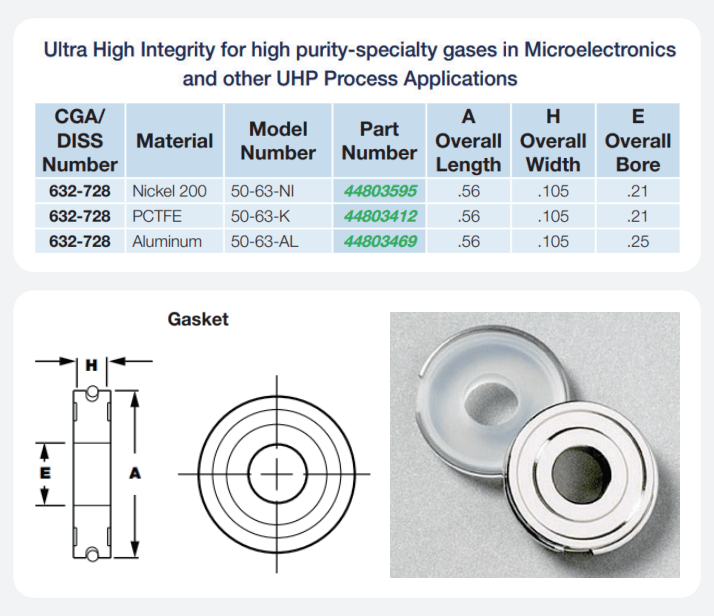
墊片的使用,可大大降低鋼瓶接頭本體和鋼瓶閥損傷的可能性。早期部分鋼瓶接頭並未使用墊片(圖3),金屬對金屬硬密封下容易造成劃傷和變形,導致氣體洩漏。之後透過墊片的輔助下,大大降低鋼瓶接頭本體和鋼瓶閥損傷的可能性。墊片主體結構光滑平整,可供螺母在鎖固時隨著螺紋往前逼緊,讓閥件上凸起的墊珠與Gasket能緊壓密合,形成密封的狀態。因此對於所使用的氣體相容性與墊圈的機械性的配合是很重要的。目前廠區DISS墊片以Ni材料佔大宗,其次為PCTFE 材料,適用CO氣體。
圖3:美國 GFP CGA/DISS鋼瓶接頭墊片[3]
2.3 鎖固因素(力矩、扭矩與摩擦力)
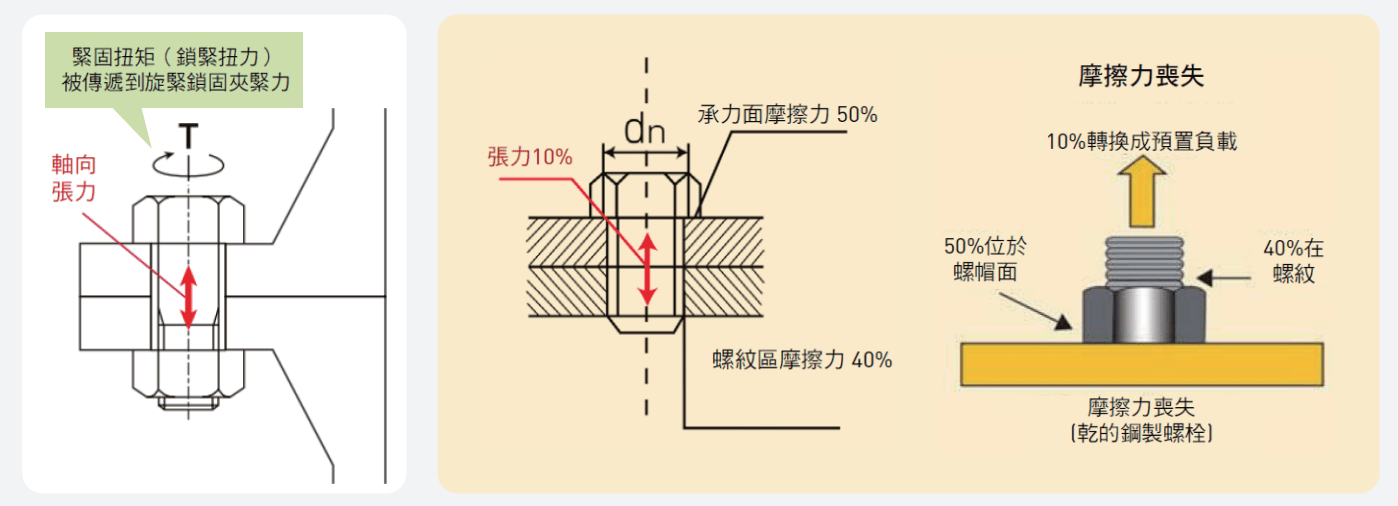
在物理學中,作用力(F)與力臂垂直(r)的距離乘積就稱為力矩(Torque),如圖4所示,對於被施予轉動的物體,其旋轉的圓周作用力稱為扭矩,意為「扭曲」和「旋轉」。根據Fastener World 技術期刊指出,扭力是磨擦力的一種作用,實際操作過程中有50%作用力消耗於面摩擦力,其餘40%將被螺紋側的摩擦力給消耗掉。意指實際上在鎖緊力道前將有90% 扭力將被旋轉表面與側螺紋的摩擦力給消耗掉,如圖5所示。一旦過程中改變鎖固的速度、角度,雖然目視可達到設定的擰緊角度或者擰緊力矩,但實際上緊固件的夾緊力並沒有達到預定值,造成假扭矩現象。
圖4:作用力促使物體繞著轉動軸或支點轉動的趨向,稱為力矩[5]
圖5:緊固扭矩(鎖緊扭力)用於螺栓/螺絲夾緊力的狀況[6]
3.研究方法
3.1 微物分析平台建立
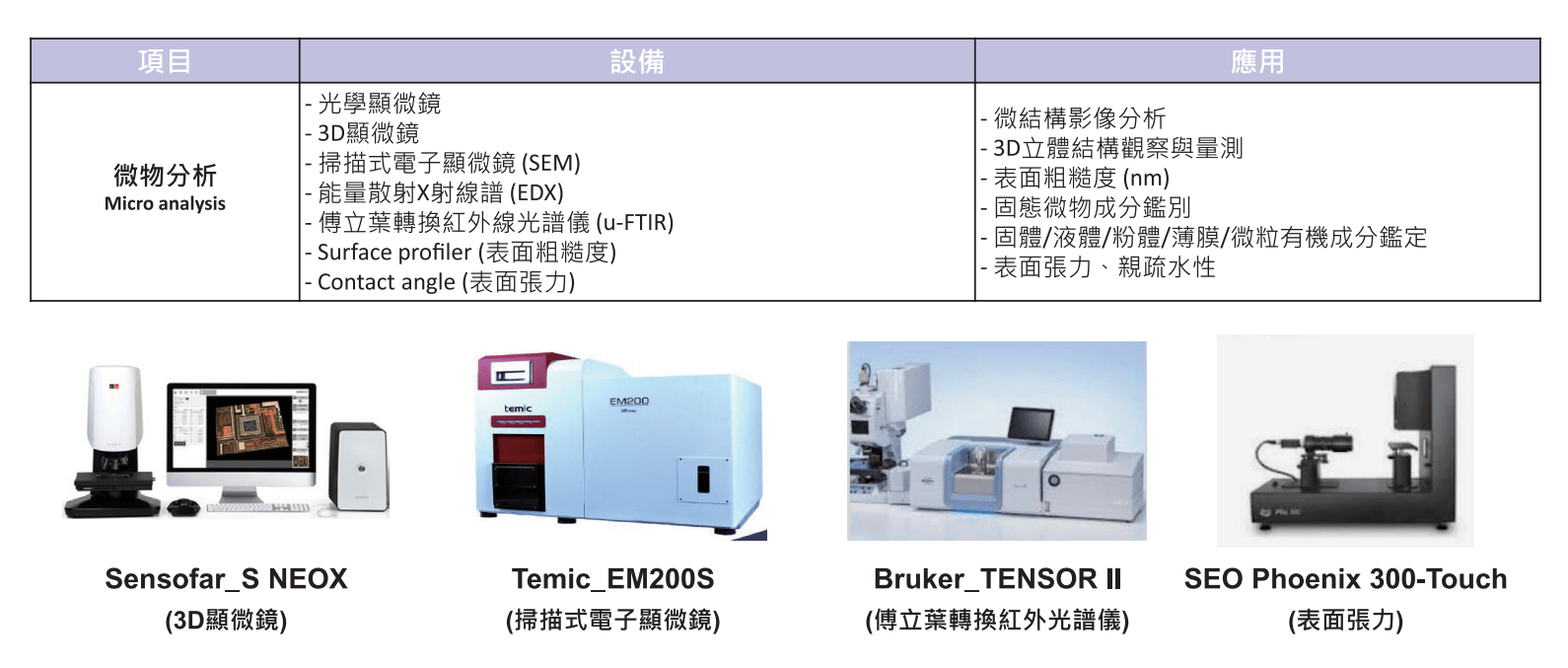
廠務實驗室目前已在微物分析上建立多種設備與方法,可藉由結合不同類型儀器深入地做多面向探討,並即時提供完善客觀的資訊,釐清問題發生原因。相關機台資訊彙整如圖6所示。
圖6:廠務實驗室微物分析(Micro analysis)機台
3.2 3D輪廓重建技術建立
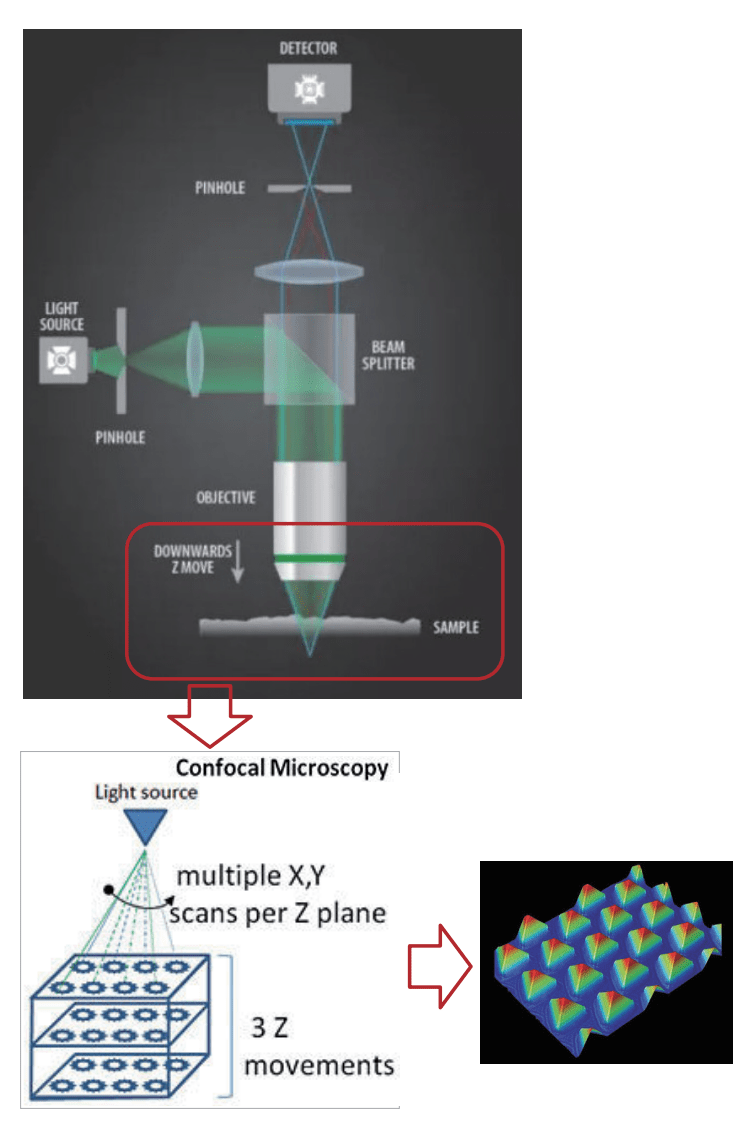
影像重建原理是將光源經透鏡聚焦到於觀測物體上,如果物體在焦點面上,那麼其反射回來的光將會再經由透鏡聚回。重建需要快速且大量擷取畫面中所有像素數據,透過各層的圖像逐點收集與計算,最後才能建構成完整3D立體影像,其顯微鏡原理與共焦面重建示意圖如圖7所示。
圖7:3D顯微鏡原理與共焦面重建示意圖[7]
3.3 Gasket 量化方法
將待測物(Gasket)於上下左右四處重建出壓槽的整體輪廓,先找出兩側兩兩切線交點,定義出內側與外側的端點位置,兩端點的連線與壓槽波谷的距離,在此定義作為墊片壓槽深度。為了驗證取樣代表性,實驗連續執行5天不同位置的重建與量化測試,結果顯示整體深度跳動幅度小,壓槽平均深度:43.2um;標準差:0.6um,其方法穩定度RSD:1.5,意味著固定樣品與手法下,並不會明顯受取樣位置影響,因此後續Gasket 試驗以此方式執行(圖8)。
圖8:Gasket 量化:透過觀察、量測與分析,驗證方法的穩定性

4.結果與分析-案例分享
4.1 和淞科技案例
廠區特氣分流閥箱/盤(圖9)(VMB/P GMS Alarm)事件,經後續實驗分析初步評斷為Gasket刮痕與壓痕深度不足所導致。為了掌控廠商組裝品質,後續安排至和淞科技實地廠驗,並現場觀察人員組裝情形。藉由隨機抽樣與實驗測試,建立VMB組裝的相關baseline,以作為日後品質管理或異常判斷的依據。
圖9:特氣分流閥箱/盤 (VALVE MANIFOLD BOX /PANEL, VMB/VMP) 為一個將特殊氣體分配盤安裝於箱體內的設計,主要用途為連接來自氣瓶櫃或大流量特氣分流箱的管路,調整壓力及流量後,分流出去給設備使用。具有抽氣、氮氣沖吹及排氣等安全功能。[8]

實驗結果顯示:
從廠驗結果發現現場人員盤面組裝方式是以固定板手作為施力支撐點,接著以定磅數扭力板手(275kgf-cm)執行閥件鎖固。但因作業人員礙於盤面空間限制,實際扭力板手會傾斜不同角度做鎖固(圖10),此舉也將導致不同扭矩發生,造成鎖固品質不均。
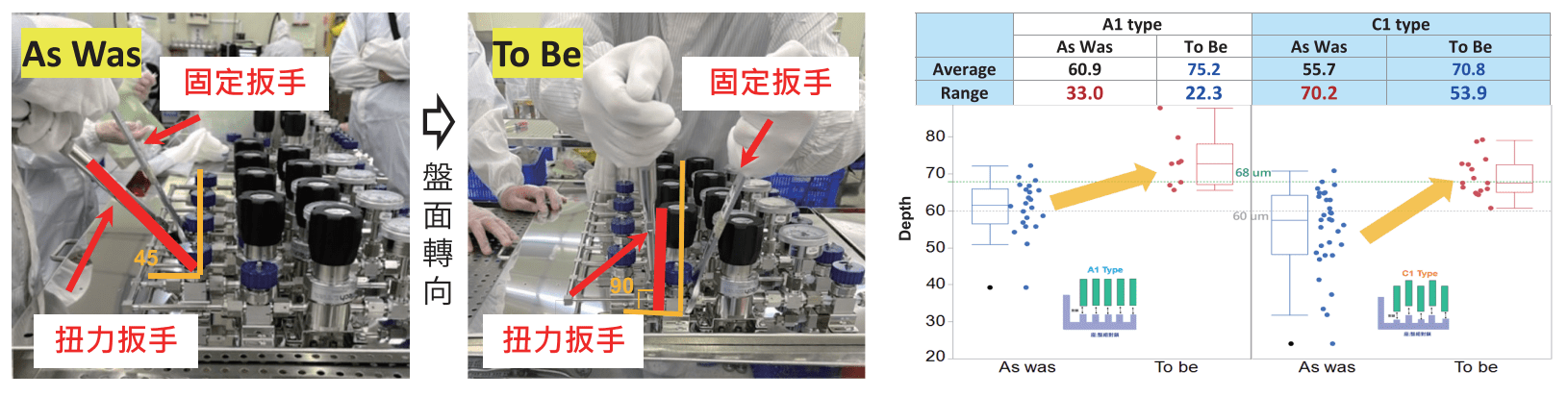
後續建議人員將VMB 盤面轉向,讓扭力板手能正確施力於閥件上,避免傾轉角度所造成的假扭矩。實驗測試兩種不同盤面A1 Type與C1 Type(圖11),結果顯示兩種盤面都經轉向鎖固後,Gasket壓痕深度範圍A1:type將由原本33um(離散),縮小至22um,平均深度也由原本60.9um提升至75.2um;C1:type將由原本70.2um(離散),縮小至53.9um,平均深度也由原本55.7um提升至70.8um。這將意味著盤面轉向可供板手正確施力,穩定施加扭矩。後續廠商已經更改組裝SOP文件,並納入third party廠驗時抽查項目。
圖10:假扭矩示意圖
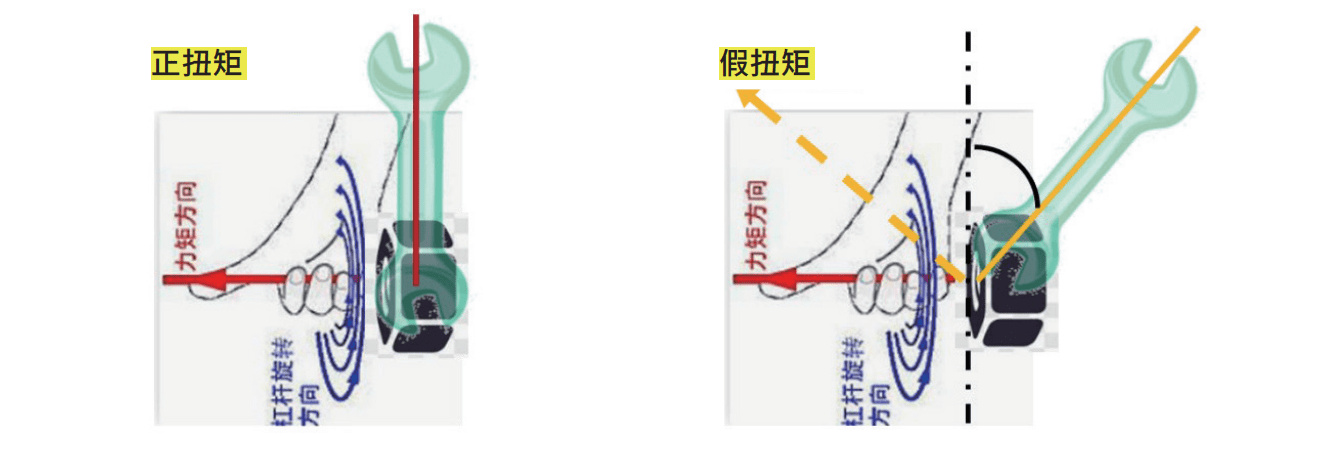
圖11:特氣分流閥盤鎖固與墊片壓槽深度量化結果
4.2 高壓氫鎖固案例
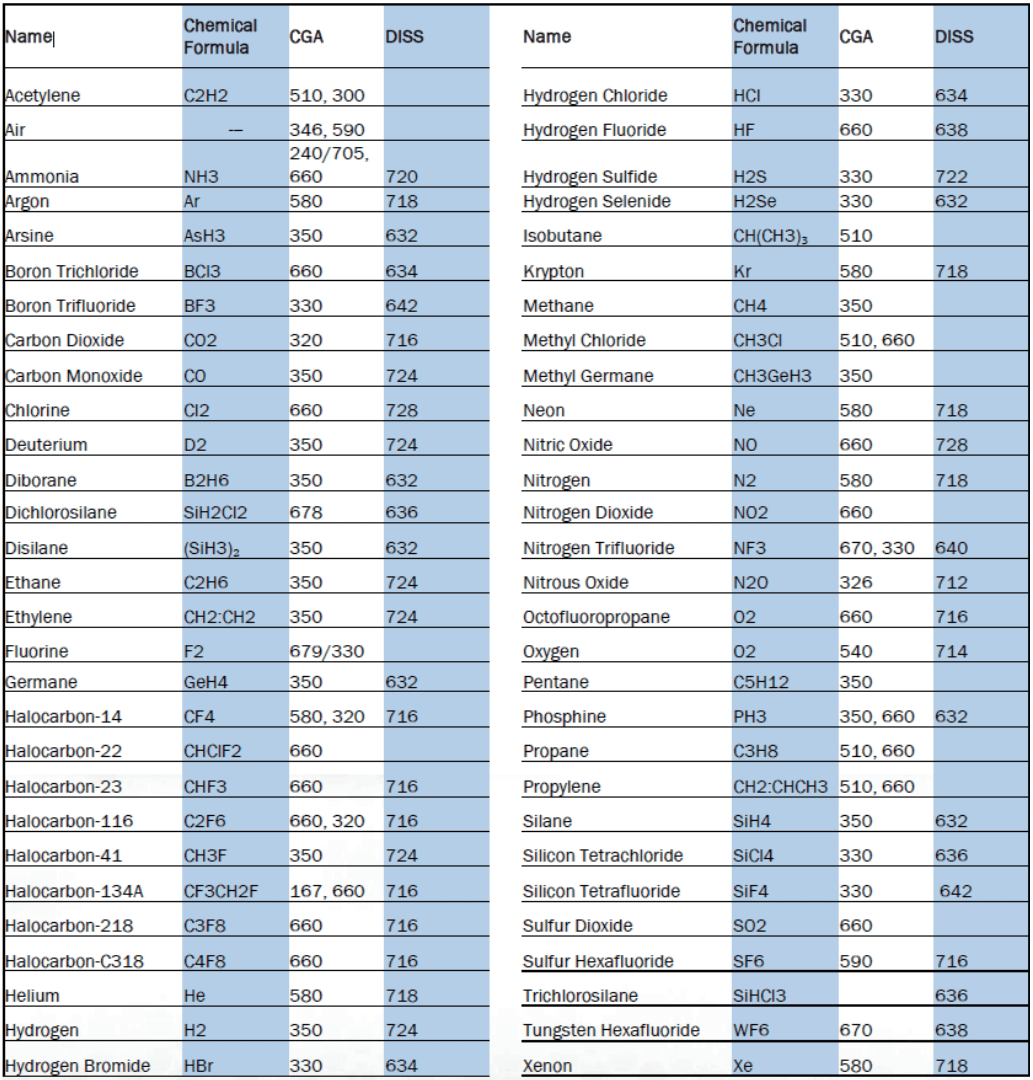
目前廠區所使用的鋼瓶墊片,以美規(Diss)佔最大宗 ,其次為日規(JIS),兩者最明顯差異源自閥件主體設計不同,導致鎖固Gasket 所產生的壓痕結構相反。如圖12所示。目前針對美規接頭,美國氣體壓縮協會(CGA)皆有明確規範定義產品規格與鎖固磅數(圖13),然而日規接頭在鎖固磅數並無明確規範。
圖12:美規與日規接頭設計差異
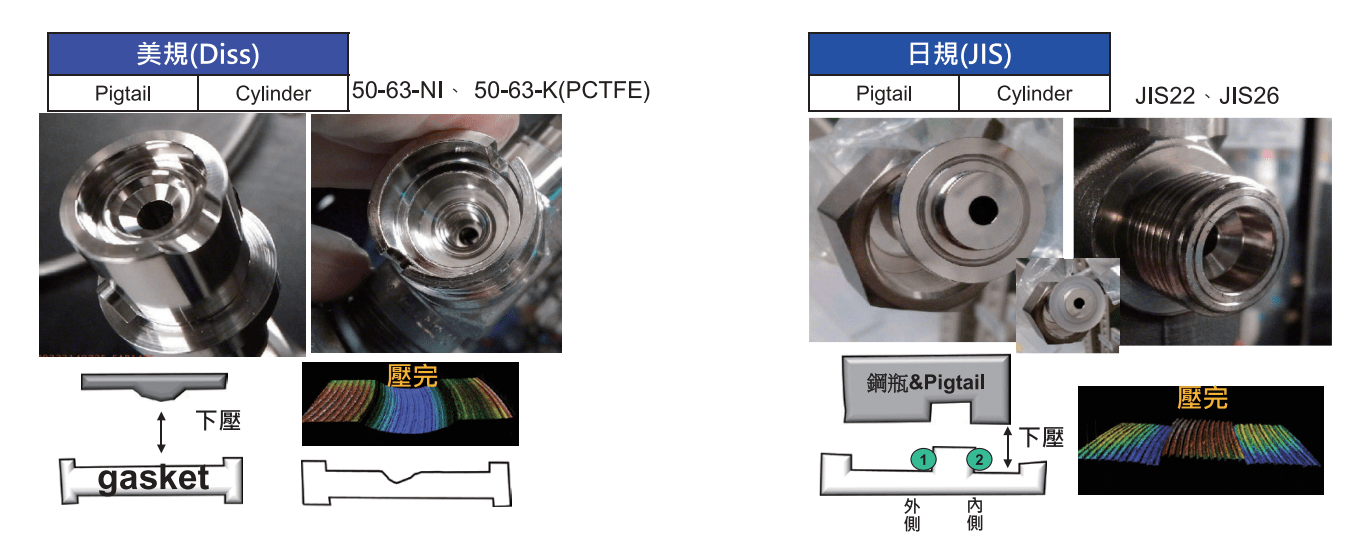
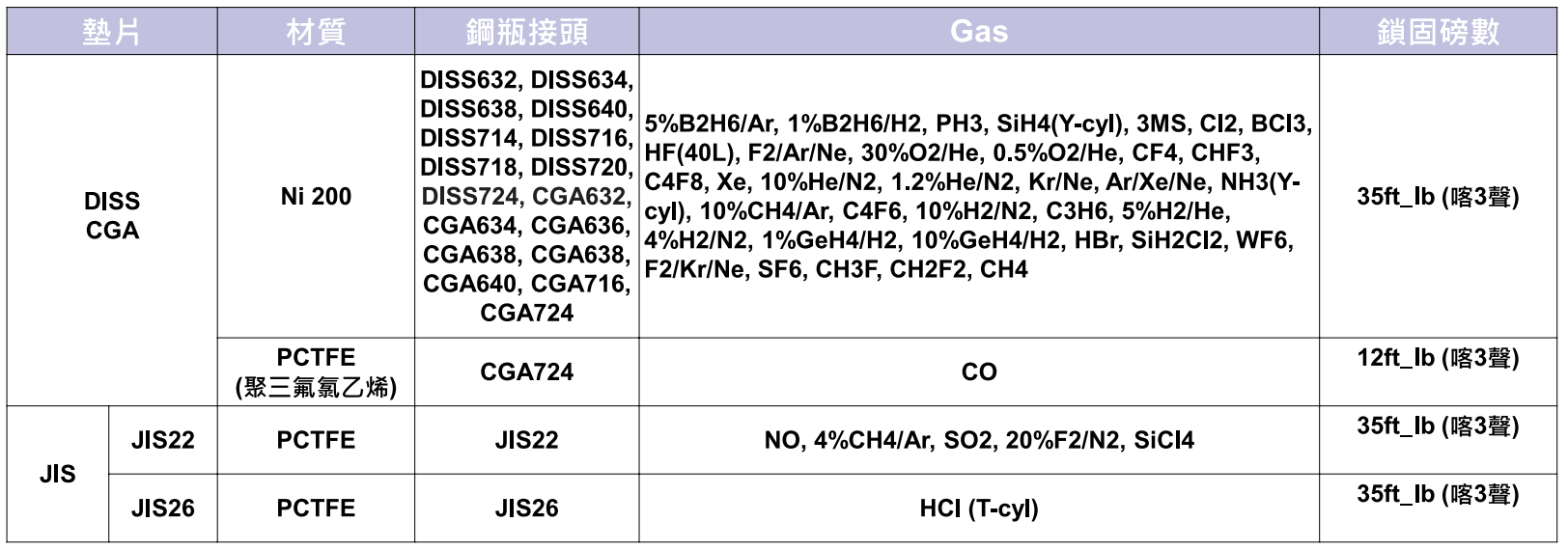
圖13:氣體墊片與鎖固磅數彙整表
實驗結果顯示:
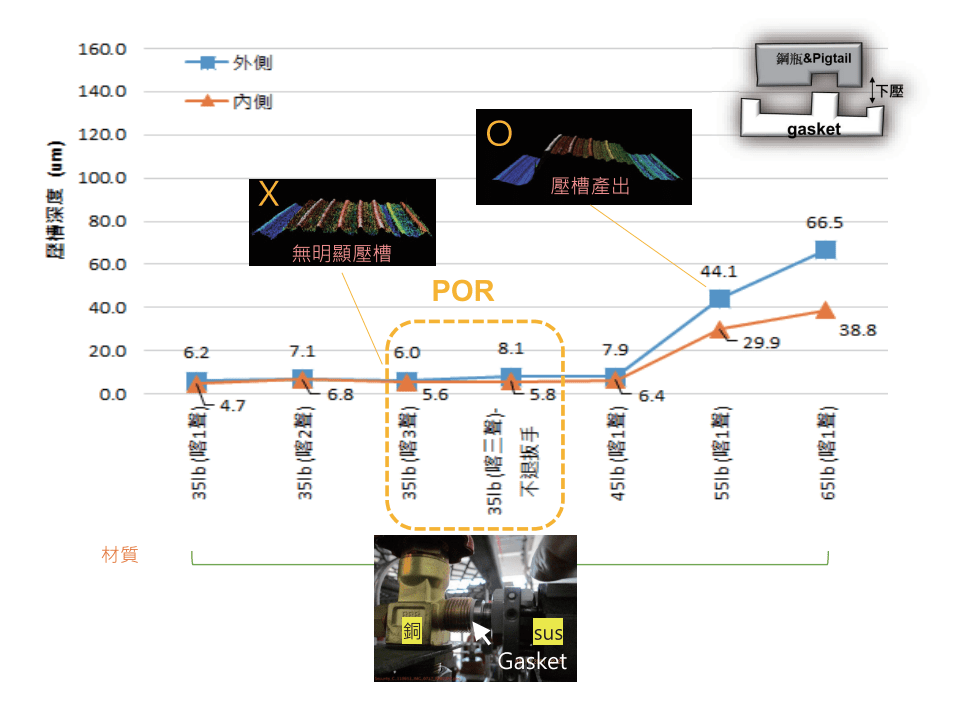
因高壓氫氣屬日規接頭,經由現場實地鎖固測試,發現目前POR鎖固條件,扭力板手(35Ft_IB-喀三聲)並無法明確產生壓痕結構。原因可能源自於閥件主體設計,鋼瓶與Pigtail的接觸面需要更高的平整性,若施力不足將無法對Gasket擠壓出結構。因此為了找出適合的扳手鎖固磅數,實驗初步設計四種磅數(35;45;55;65 Ft_IB)做墊片壓痕評估(圖14),結果顯示隨著鎖固磅數提高,壓痕也漸漸隨之提高,這意味著提高磅數可有效提升墊片擠壓出結構,增加墊片密合度。
圖14:高壓氫實驗Gasket鎖固測試結果(扭力磅數35;45;55;65 Ft_LB)
5.結論與建議
本次實驗發現供應商因操作環境限制,不經意影響板手施力,造成假扭矩現象,後續經變更盤面位置,已讓扭力板手能正確施力於閥件上,避免傾轉角度所造成的假扭矩;另外,因高壓氫案例,發現日規接頭在既有鎖固條件下,其墊片鋼瓶側並無明顯壓痕產生,後續經過鎖固磅數的提升,提高墊片壓痕的完整性,目前已讓墊片壓痕可隨著鋼瓶輪廓壓印產生,提升墊片密合度。未來實驗室仍持續規劃對氣體閥件使用與鎖固方式的優化,降低氣體鋼瓶洩漏發生的機率。
參考文獻
- 陳政任(2013)至美國維吉尼亞州Chantilly市參加壓縮氣體協會(Compressed Gas Association)之G-13 ANS/JWG委員會會議.7。
- DISS Cylinder Connections for High Purity Gases. Ancillary Gas Handling and Control Equipment Cylinder Connections.https://www.mathesongas.com/
- 信德邁科技(北京)有限公司。(CNMEC Technology.) http://parkersnap-tite.com/CGA_DISS_Series.htm
- CGA & DISS CONNECTIONS BY GAS,Critical systems, inc,supporting breakthrough technologies.http://www.criticalsystemsinc.com/diss-vcr-gaskets.html.
- Torque Calculation.http://www.criticalsystemsinc.com/diss-vcrgaskets.html
- 王維銘.(2020). 螺栓、螺絲、螺帽扣件之旋緊鎖固。 Fastener World, 180.
- Matt novak. (2013). 3-D Optical Microscopes: A Basic Technology Comparison for Metrology Applications. Quality Magazine, 180.
- 和淞科技網站。https://www.jtpc.com.tw/
留言(0)