摘要

預防勝於治療 - 製程尾氣處理設備預防保養追根究底與瓶頸突破


本文主要分析製程尾氣處理設備(以下簡稱Local Scrubber)粉末(以下簡稱Powder)阻塞的原因,並針對廢氣處理系統設備內部引氣管路進行改善,依據製程氣體特性及管路流場,分析製程尾氣經彎曲段或流向改變時,Powder沉積的樣式,藉由分析及實驗結果,設計出電熱式Local Scrubber及燃燒式Local Scrubber管路零件,文中以傅里葉轉換紅外光譜儀(以下簡稱FTIR)及壓差驗證減少Powder沉積之管路裝置,有效的延長Local Scrubber運轉周期,減少借機保養次數,以增加機台生產時間。研究此一設計,未來可加入新裝設之Local Scrubber規劃及設計。
文獻回顧
半導體製程原物料與副產物中含有多種危害性氣體,部分危害物具有腐蝕管線的風險,部分與它種危害物混合或累積大量濃度時有火災爆炸的危險,為避免這些危害的發生,目前半導體廠大多會在機台端裝設Local Scrubber以處理危害性氣體。
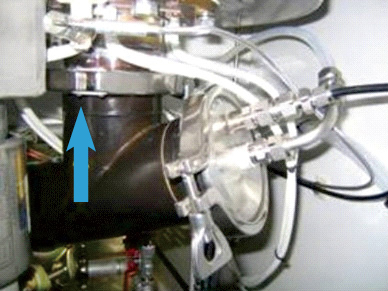
傳統上,製程機台所產生的有害尾氣,先由對應的Local Scrubber進行處理,再送往廠務端中央尾氣處理系統(Central Scrubber)作二次處理,最後再由廠區煙囪排放至大氣,如 圖1所示。而製程氣體流經Local Scrubber內管路時,由於氣體在流動時所受到的管壁摩擦、碰撞,以及流場遇到轉折、斷面變化時所形成之紊流狀態,極易造成Powder沉積現象,如 圖2所示,並影響設備正常運作。
圖1、製程尾氣處理流程
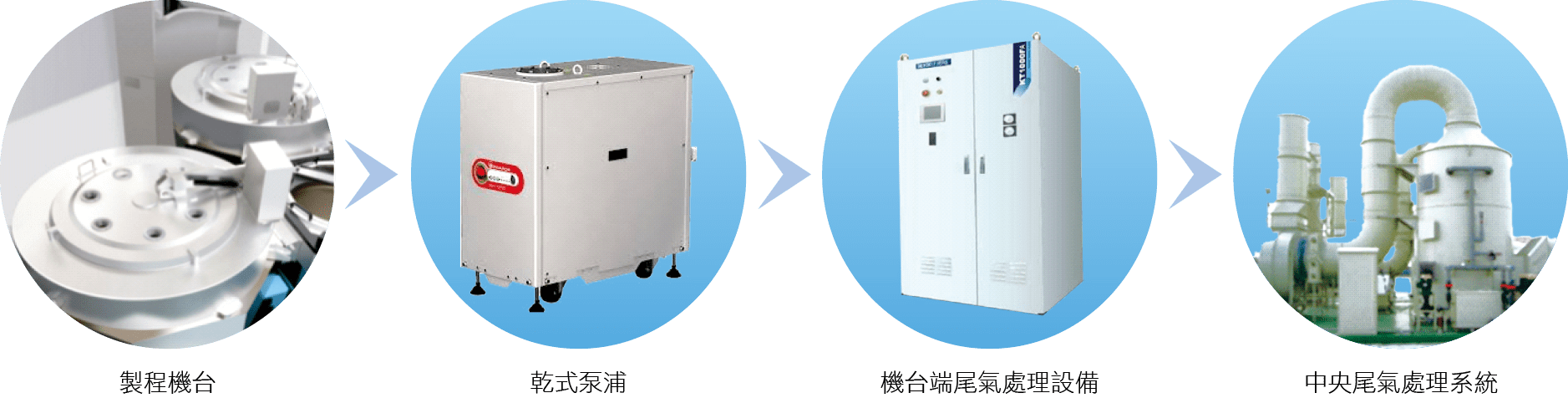
圖2、流場遇到轉折Powder 沉積現象

Local Scrubber預防保養是維持正常運轉之必要作業,其中以Powder清理最消耗人力,單一廠區該型式之Local Scrubber至少200台以上,保養耗時至少3小時以上(含降溫時間),每月消耗1200小時以上進行該作業:除人力損耗外,影響產能更是不容小覷,如何延長保養週期,提升設備的產能利用率,成為一項重要課題。
Local Scrubber原理說明
燃燒水洗式Local Scrubber
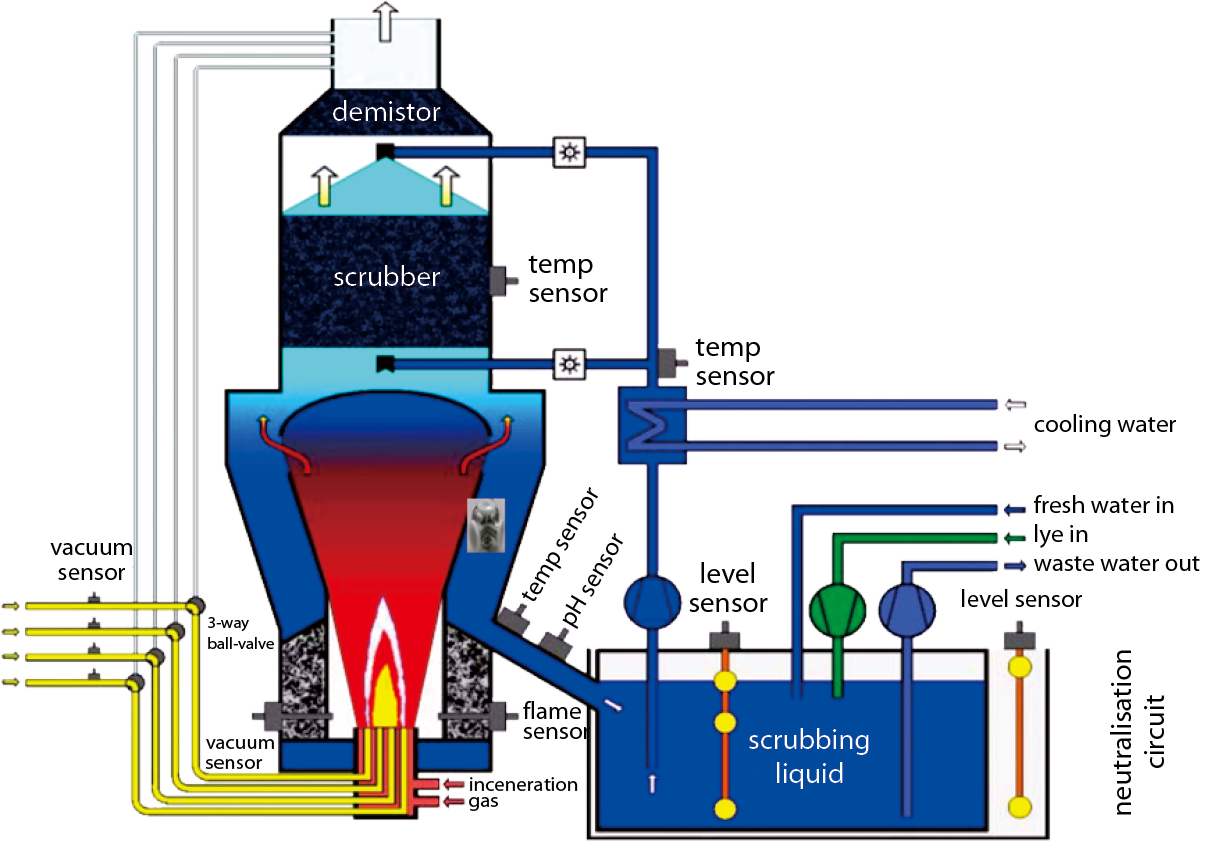
燃燒水洗式Local Scrubber為廢氣進入燃燒室後以大於1000℃高溫燃燒,將尾氣中有害氣體高溫破壞裂解,再以水洗方式吸收受高溫裂解的廢氣,經洗滌後排放氣體溫度可立即降低至60℃以下。洗滌吸收液以循環再使用方式作業,若洗滌吸收液的pH值超過設定值即補充新液,故設定循環再使用洗滌液一般為20~25公升保養,用水量約為0.5~2.0公升保養,處理流程如 圖3所示;其中十字通為製程尾氣匯流區,也是紊流造成Powder容易生成之區域。
圖3、燃燒水洗式Local Scrubber
電熱水洗式 Local Scrubber
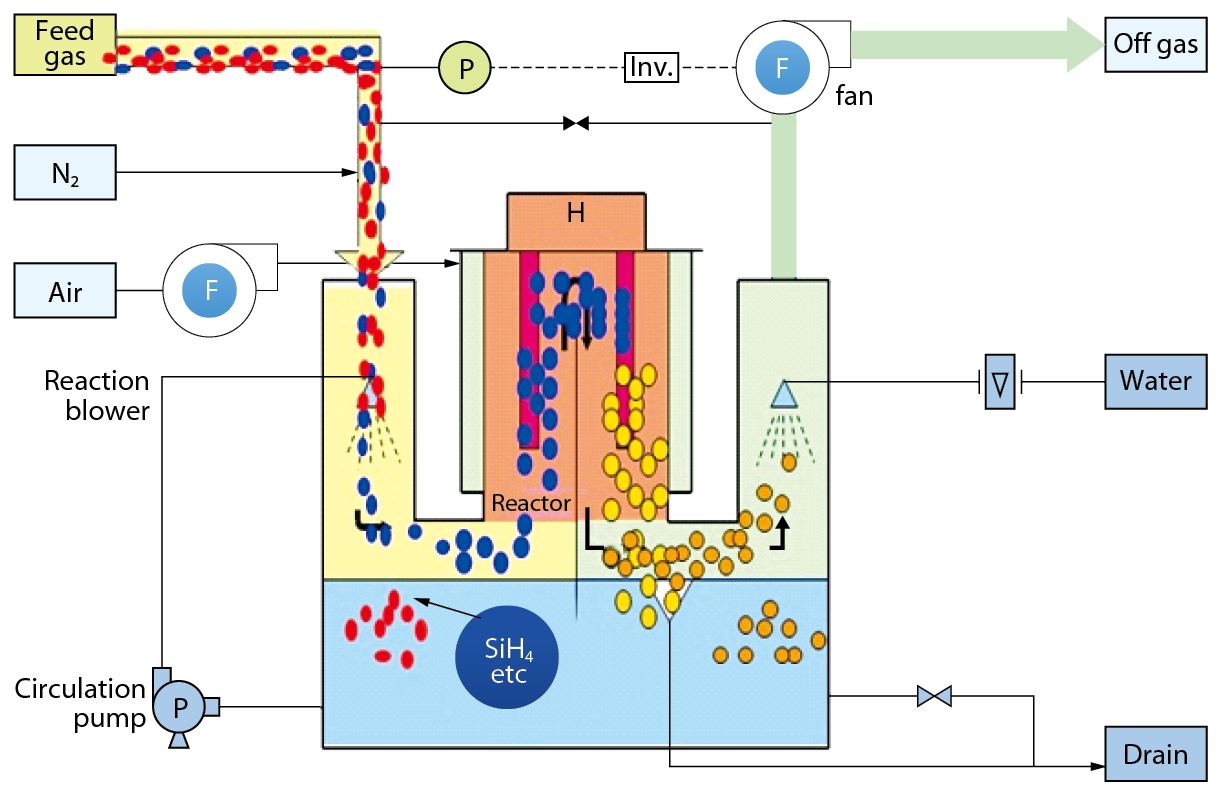
電熱水洗式Local Scrubber基本設置為加熱單元及水洗單元,利用加熱器(Heater)產生之高溫分解與氧化作用,破壞尾氣中的有害物質,再將此尾氣送至後段的濕式洗滌系統。高溫加熱器的成分主要是碳化矽(SiC),溫度可加熱至800~1200℃,這個加熱過程可將有毒氣體分解或氧化成無毒害的化合物,但是某些氣體在高溫燃燒的過程中無法分解或氧化,需濕式洗滌過程中可將其溶解於水中(如HCl、HBr、Cl2等氣體)。製程尾氣抽送至高溫熱反應槽後,與槽內空氣反應。加熱過程中這些氣體經分解或氧化過程產生粉末,所有的Powder會被沖刷排放至廢水處理槽,無害氣體則被抽到排氣系統。製程反應產生的反應物及裂解氣體形成的Powder及其他副產物,如式(1)到式(8)化學反應式:
 2NF3 → N2 + 3F (CVD clean 製程反應)............式(1)
2NF3 → N2 + 3F (CVD clean 製程反應)............式(1)
2F2 + Si→SiF4 (CVD clean 製程反應).............. 式(2)
SiH4 + 2O2 →SiO2(Powder) + 2H2O................ 式(3)
2F2 + 2H2O→4HF+O2 ............................... 式(4)
2N2 + O2 → 2N2O ....................................... 式(5)
4HCI+Si → SiCl4 + 2H2.......................... 式(6)
4NH3 + 3O2 → 2N2 + 6H2O.................... 式(7)
NH3 + H2O→ NH4OH .............................. 式(8)
製程尾氣處理流程如 圖4所示,其中T字管路為製程尾氣引流區,也是紊流造成Powder容易生成之區域。
圖4、電熱水洗式Local Scrubber
Powder阻塞原因說明
Local Scrubber裂解氣體形成的Powder,因尾氣引氣管路匯合或轉向,造成流場紊流形成Powder沉積阻塞,如 圖5所示。
圖5、流場紊流形成Powder 阻塞
針對Local Scrubber製程尾氣管路流場,相關分析如下。
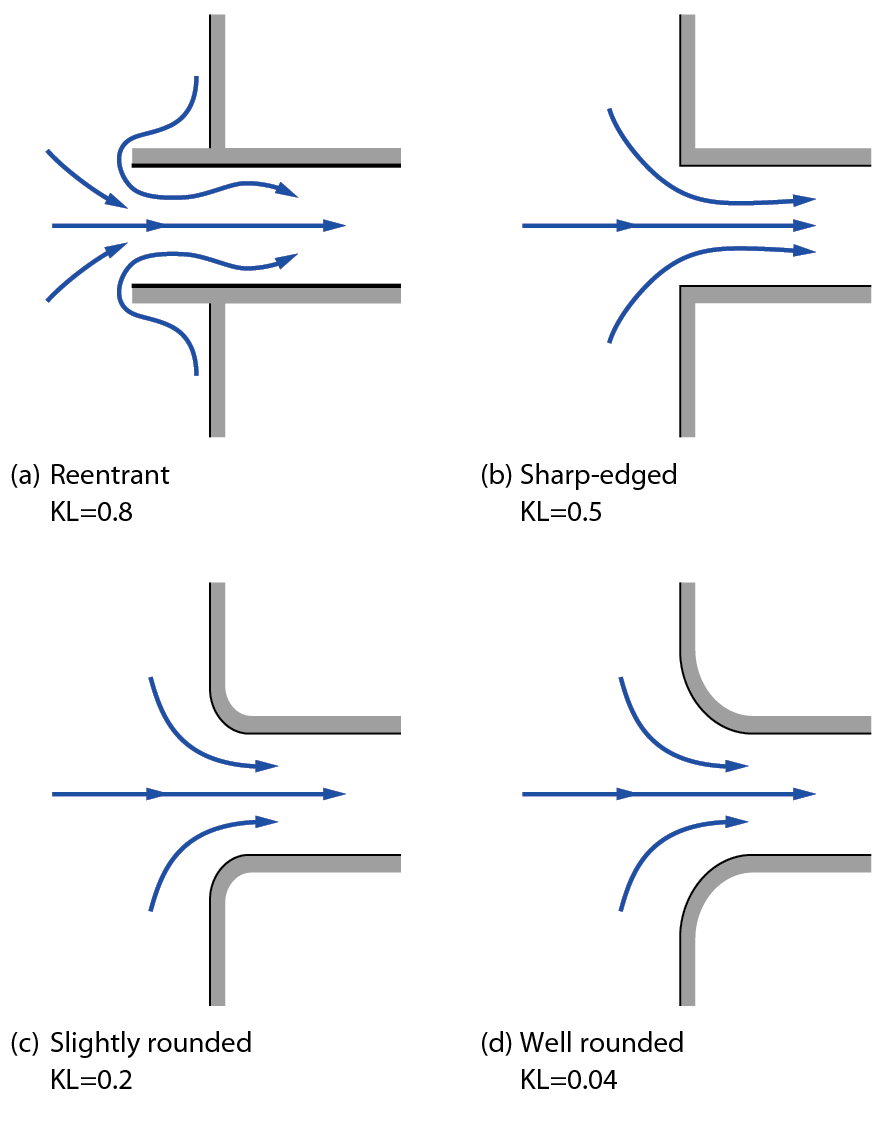
管路接連處有不可逆(Irreversible) 之壓力損失,壓力之損失與彎處之平滑度有關,如 圖6所示。
圖6、壓力之損失與彎處之平滑度[1]
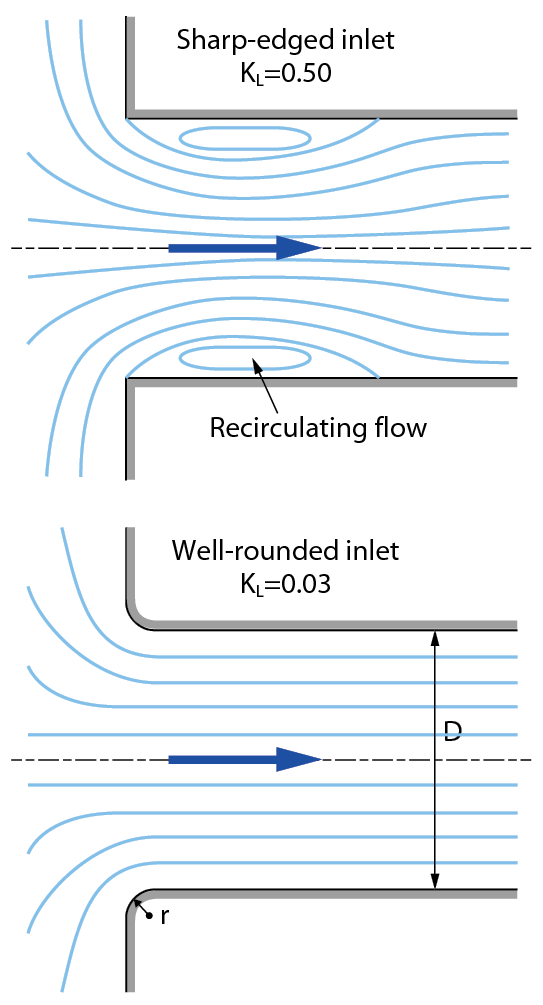
當轉彎處為90度時,因為流體無法做90度轉彎,故此尖銳之直角使得流體產生速度壓力頭的壓力損失。流體並在轉角處造成分離現象,有時造成渦漩產生,此情況將造成流體可以通過之截面積變小,稱為縮流頸(以下簡稱Vena Contracta)區域,如 圖7所示。
圖7、Vena Contracta 區域[1]

故轉角可視為一流阻,流體在Vena Contracta內速度稍增,壓力稍減;經過Vena Contracta處後若壓力回升則不可逆之次要損失可忽略,但流體通過Vena Contracta後之減速運動包含一些與紊流渦流之混合,亦有一些能量因黏滯力所散失之能量,甚至流體因此而有一些少量的溫度增加。流體的慣性效應(Inertial Effects)主要是被流體內部的剪切應力(以下簡稱Shear Stress)給損失掉。當「損失係數(Loss Coefficient)」(以下簡稱KL註1)愈小時,表示著受到,Shear Stress影響愈小,也較不易造成紊流渦流,如 圖8所示。
圖8、轉角流阻示意圖 [1]
管路轉角處之平滑度(即轉角迴旋半徑r之大小),所影響之次要損失之損失係數變化,如 圖9所示。
圖9、轉角流阻損失係數變化圖 [1]
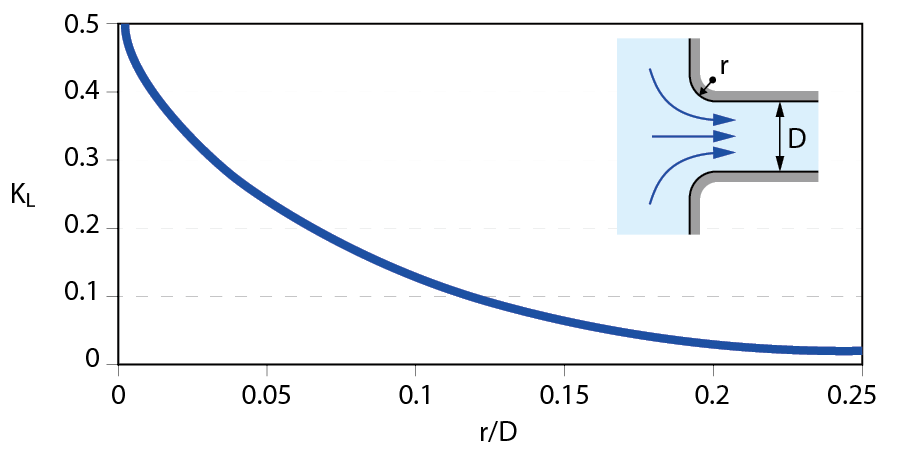
在彎曲段入口,彎管內壁附近的主流速度開始增加,二次流從外壁面向內壁面移動。由於二次流的存在,整個彎曲段呈現外壁面壓力大速度小,而內壁面呈現壓力小速度大的現象。然而,流場轉角與紊流渦流之混合,周圍出現二次流區,也造成了Powder沉積。
研究方法
Powder是造成塞管及有效運轉時數縮短之主要原因,為解決Powder沉積,除需安排專業保養人員進行清理外,同時在產能滿載時,更影響機台生產時間,對公司影響甚鉅。如何運用安全、經濟與有效之方法來降低Powder沉積量、提升Local Scrubber運轉時效,就是此次計畫最大的課題。
流線(Streamline)在“穩定狀態”下,流場中流體粒子流動經過之曲線,稱為流線。流線上任一點上流體之速度方向,即流線在此點之切線方向。
速度場:
 ......(9)
......(9)
由 圖10可知
圖10、流線切線圖[1]

 ...... (10)
...... (10)
二度空間流場之速度
 ......(11)
......(11)
流線上任一點之斜率與此點之速度分量,有以下關係:
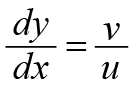 ......(12)
......(12)
若流速場已知,此方程式可積分而求得流線方程式。
流體角度變形
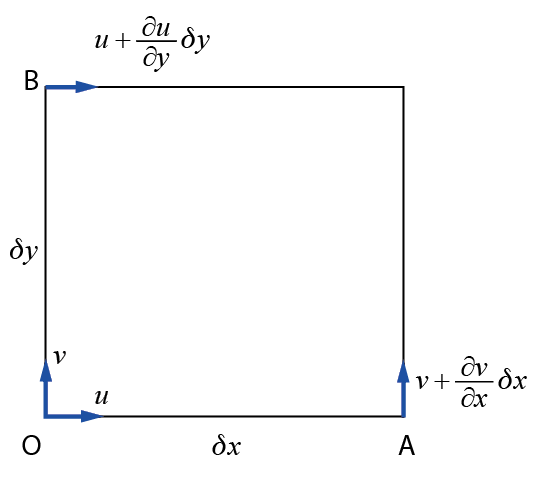
流場的速度梯度(Cross Derivatives) 除了會產生流體旋轉外,亦會造成流體角度變形,即流體元素之形狀改變。即流體旋轉OA 及 OB 原來成直角,如 圖11。
圖11、流體旋轉角度圖[1]
因速度梯度改變造成角度變化,如 圖12。
圖12、流體角度變化圖[1]
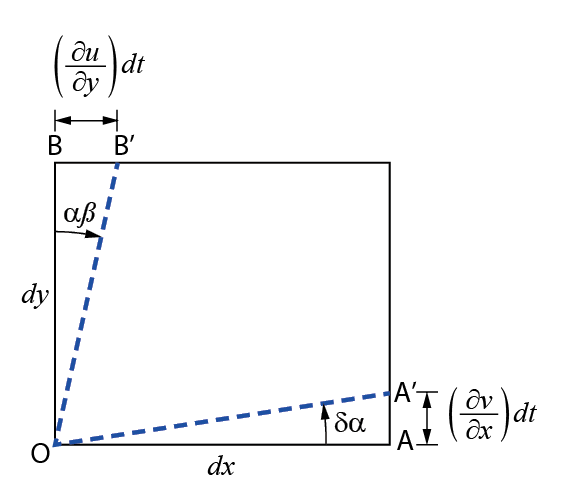
總角度改變為
dg = da + db (13)
其中 dg 為正值代表直角角度變小。 角度改變率為
 ......(14)
......(14)
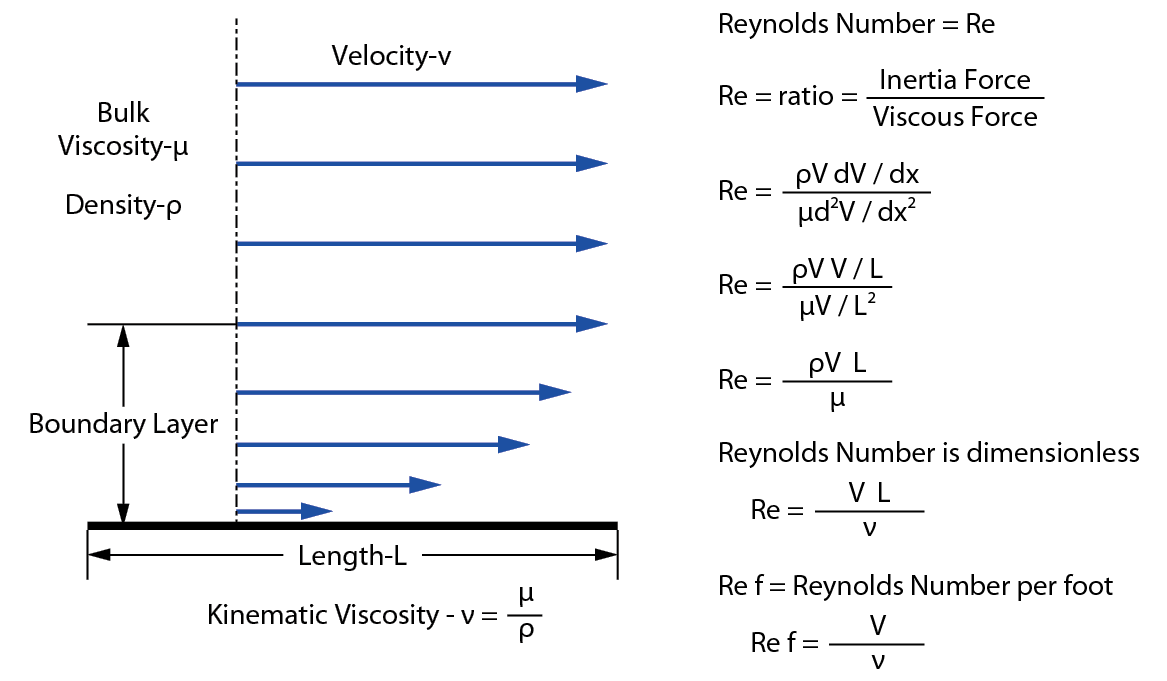
管內雷諾數(Reynold Number)大於5000屬紊流-流場,即當速度增加,將會產生一些速度之混亂波動(Velocity Fluctuation),此稱為轉換區(Transition);當速度增加夠大,速度之混亂波動變成非常不穩定,此時稱為紊流,進而於轉彎處產生自然渦旋(Free Vortex)及二次流,並於該區沉積Powder,而雷諾數定義,如 圖13所示。
圖13、雷諾數(Reynold Number) 定義[1]
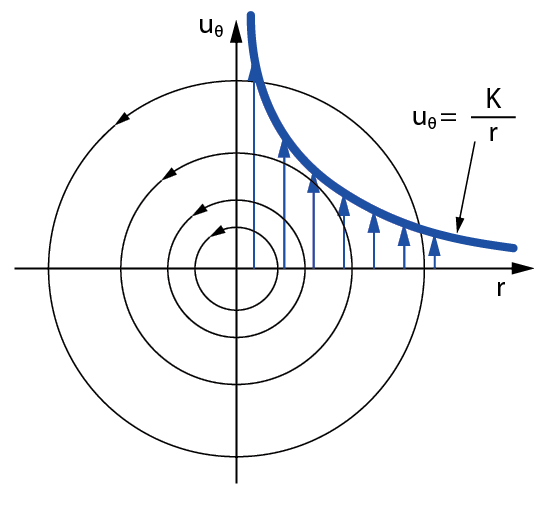
自然渦漩
如 圖14,rq- 平面上之環形流場
圖14、rθ- 平面上之環形流場[1]
 ......(15)
......(15)
其旋轉度分別為:
........(16)
為提升及改善上述之問題最好的方法,就是改變氣體流場及減少二次流區的出現,讓Local Scrubber引氣管路減少氣體碰撞及紊流之生成,在空間、成本及處理效能的考量下,針對燃燒水洗式及電熱水洗式 Local Scrubber之已設置運轉設備進行改善。
燃燒水洗式 Local Scrubber
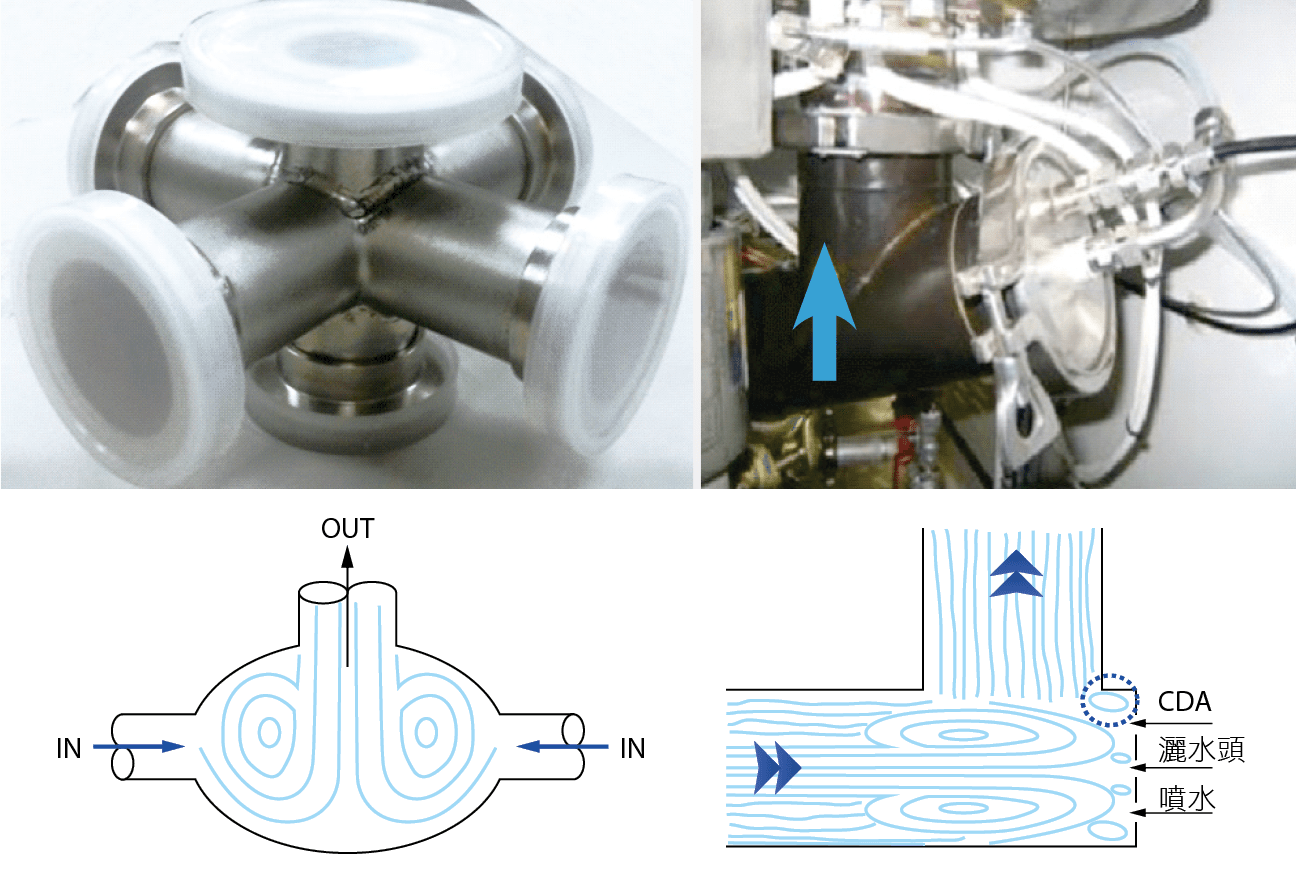
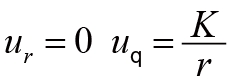
引氣管集合處由十字通改為球體,並藉由N2引流導入Local Scrubber反應室,降低流場轉角與紊流渦流之混合,破壞二次流區,如 圖15所示。
圖15、十字通紊流改善示意圖
電熱水洗式 Local Scrubber
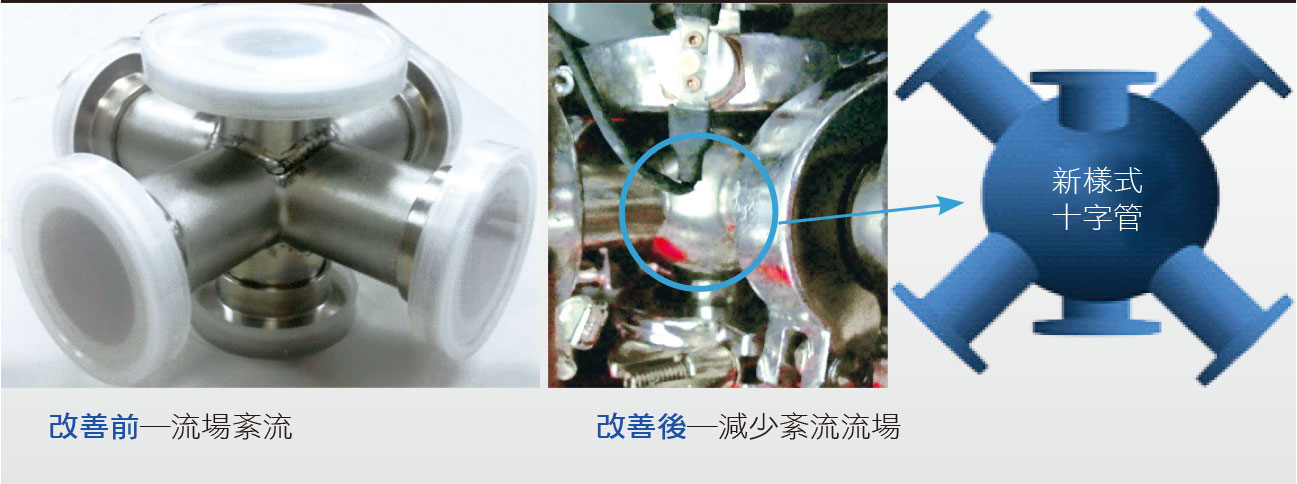
引氣T字管路末端除既有CDA及噴灑水外,增設噴水設置,藉以破壞紊流流場及沖洗Powder避免沉積,提升運轉時效,如 圖16所示。
圖16、T 字管路紊流改善示意圖
在改善氣體引管時,除了減緩流體在轉角處造成分離現象,亦考量到流線及流體角度變形的影響,達到降低Powder沉積量、提升Local Scrubber運轉時效之效益。
結果與分析
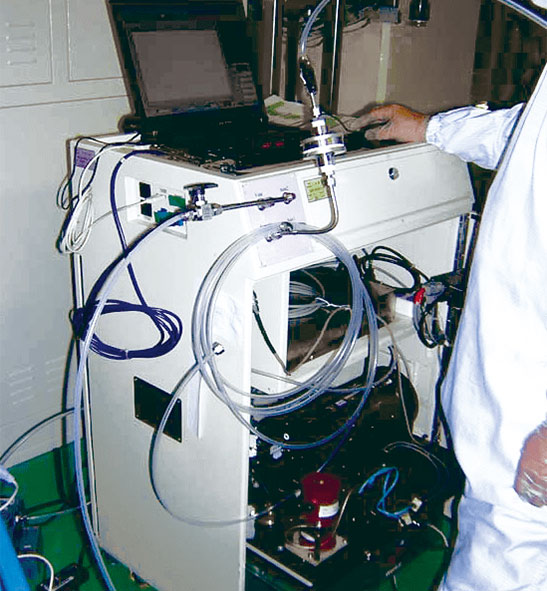
燃燒水洗式及電熱水洗式Local Scrubber,分別針對十字通與T字管路進行改善,為避免改善影響Local Scrubber去除效率,本研究報告以FTIR進行效能驗證。續監測尾氣所使用的儀器為FTIR,為透過一個幫浦將待測之氣體抽入FTIR之吸收槽之後,再以FTIR對其做即時之檢驗分析,FTIR儀器的配置,詳如 圖17所示。
圖17、傅里葉轉換紅外光譜儀(FTIR)[2]
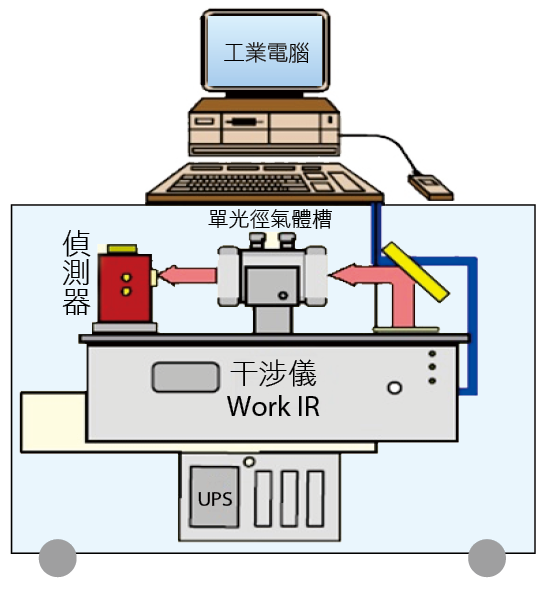
FTIR之主要組件包括:紅外光源(IR source)、干涉儀(interferometer)、分光儀(beam splitter)、固定鏡片(fixed mirror)、移動鏡片(moving mirror)、密閉吸收槽(gas cell)、偵測器(detector)、電子模組(ele-ctronic module)等,除此之外,須具備採樣管及幫浦等裝置以便將氣體樣品導入密閉吸收槽(或稱偵檢腔)中進行分析,另外尚需搭配個人電腦及適當軟體以便進行資料擷取及數據分析工作。
燃燒水洗式 Local Scrubber
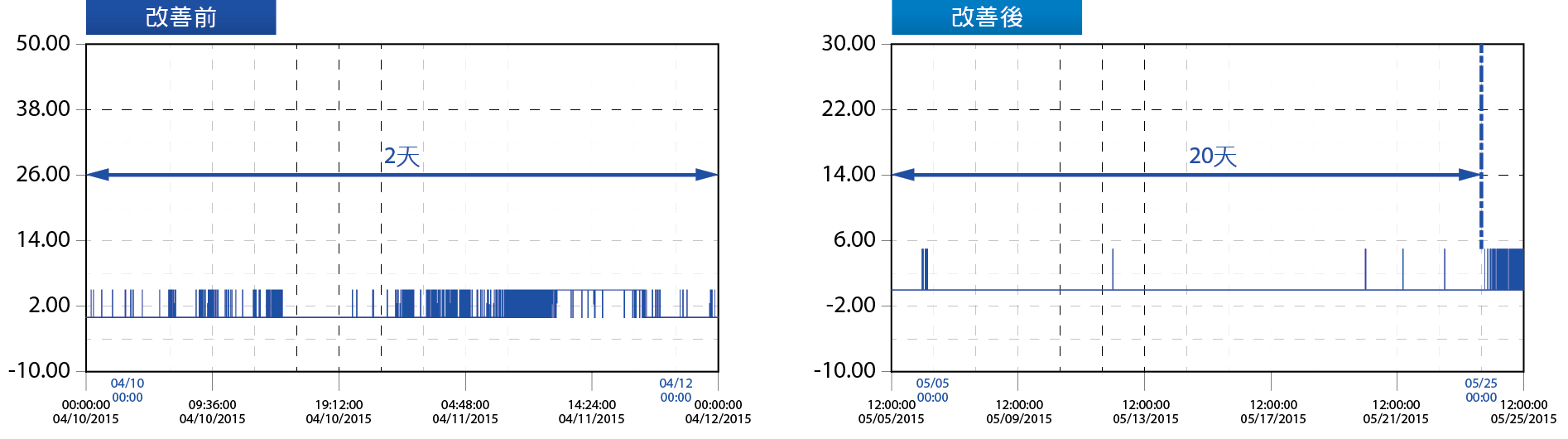
藉由十字通球狀改善,設備停機保養週期,由2天增加為20天,Dry pump背壓毛邊現象明顯改善,改善前/後效能比較,如 圖18所示,藉由FTIR驗證結果分析,並無影響其去除效率,如 表1所示。
圖18、十字通改善前/ 後效能
|
|
Test Condition |
Fuel/CDA |
DRE |
||||||
|---|---|---|---|---|---|---|---|---|---|
|
SiH4 |
GeH4 |
SiH2Cl2 |
B2H6 |
PH2 |
HCl |
SiCH6 |
|||
|
#1 |
Pure Gas SiH4 500 sccm x1 chamber |
17.3/138.4 |
99.9% |
|
|
|
|
|
|
|
#2 |
Pure Gas SeH4(1%) 700 sccm x2 chambers |
17.3/138.4 |
|
>97.5% |
|
|
|
|
|
|
#3 |
Pure Gas SiH4 500 sccm x2 chamber |
17.3/138.4 |
98.6% |
|
|
|
|
|
|
|
#4 |
Pure Gas SiH2Cl2(DCS) 710 sccm x2 chambers |
17.3/138.4 |
|
|
>99.9% |
|
|
|
|
電熱水洗式 Local Scrubber
藉由T字管改善,設備停機保養週期,由1.5天增加為至少8.5天,Local Scrubber壓差Peak明顯改善,改善前/後效率比較,如 圖19所示,藉由FTIR驗證結果分析,並無影響其去除效率,如 表2所示。
圖19、T 字管改善後效能Trend Chart

|
|
Test Condition |
chA |
chB |
chC |
DRE |
|||||
|---|---|---|---|---|---|---|---|---|---|---|
|
H2 |
NO |
N2O |
NH3 |
NO2 |
HNO2 |
|||||
|
#1 |
NH3(run A/B/C: 31.3slm) |
NH3(11.1slm) |
NH3(10.1slm) |
NH3(10.1slm) |
|
|
|
>99.9% |
|
|
|
#2 |
NH3(run A/B:21.2slm) |
NH3(11.1slm) |
NH3(10.1slm) |
x |
|
|
|
>99.9% |
|
|
|
#3 |
NH3(run A:11.1slm) |
NH3(11.1slm) |
x |
x |
|
|
|
>99.9% |
|
|
|
#4 |
NH3(run A:5slm) |
NH3(5slm) |
x |
x |
|
|
|
>99.9% |
|
|
|
#5 |
NH3(run C recipe: 3slm) |
x |
x |
recipe:Z250SPKA-C |
|
|
|
>99.9% |
|
|
結論
本研究及引氣管路改善設計目的,為在不影響Local Scrubber系統運轉及處理效能考量下,藉由流場分析,改善Vena Contracta效應,減少氣體碰撞及流場轉向,造成紊流之生成,達到延長保養週期,提升設備的產能利用率。
經過本研究計劃的評估計算及分析,改善十字通及T字管路裝置的設計,經過實際量測,並在不影響製程尾氣處理效率下,找出較佳引氣管樣式,可將Powder沉積阻塞狀況延緩。雖無法完全消除沉積生成,但可有效改善流場,減少渦流及紊流的產生,在未來將會進一步考慮設計其他引氣管方式,找到最佳的流場設計及改善其他易造成Powder沉積阻塞的方法,以達到運轉最佳化之效益。
參考文獻
- 王曉剛,機械與自動化工程,流體力學講義,2008。
- 吳麗霞,全氟化物減量及其尾氣處理效率研究,國立交通大學工學院,產業安全與防災學程碩士論文,2006。
- Kanken Local Scrubber Operation Manu, 2013.
- DAS Local Scrubber Operation Manu, 2012.
附註
- 註1 流體力學中,管流彎管處之能量損失係數為KL。
留言(0)