摘要

化學供應系統之控制單元執行不中斷供應的升級方法與實務
Keywords / Chemical Dispense Unit (CDU)2,Programmable Logic Controller(PLC)2,No Supply Interruption

前言
竹科其一廠區於2008年建廠啟用至今已經歷10個年頭,一路走來經歷過的晶圓技術包含:N4X、N28、N16、N5、N3,甚至還有光罩技術(EBO)與極紫外光微影技術(EUV),目前廠務化學品仍供應給N4X、N5、N3、EBO與EUV等技術使用。建廠初期化學品供應系統所選用的舊式控制系統,如 圖1,已無法達到現有2019新廠區之最新邏輯供應設計;且系統商因公司運作問題而解散,相關之軟體技術支援蕩然無存,依照該公司所留下之操作手冊及資料,廠務工程師雖仍能靠自身專業能力維持系統正常供應及進行PM (Prevention Maintenance),然而隨著晶圓製程技術持續進步,化學品供應系統(Chemical Dispense Unit, CDU)的功能便利性及風險預防勢必也須跟著升級,包含PM一鍵啟停、濾心沖洗功能優化、機台要酸功能優化等等。這些功能升級皆可增進人員生產力及減少供應中斷風險。
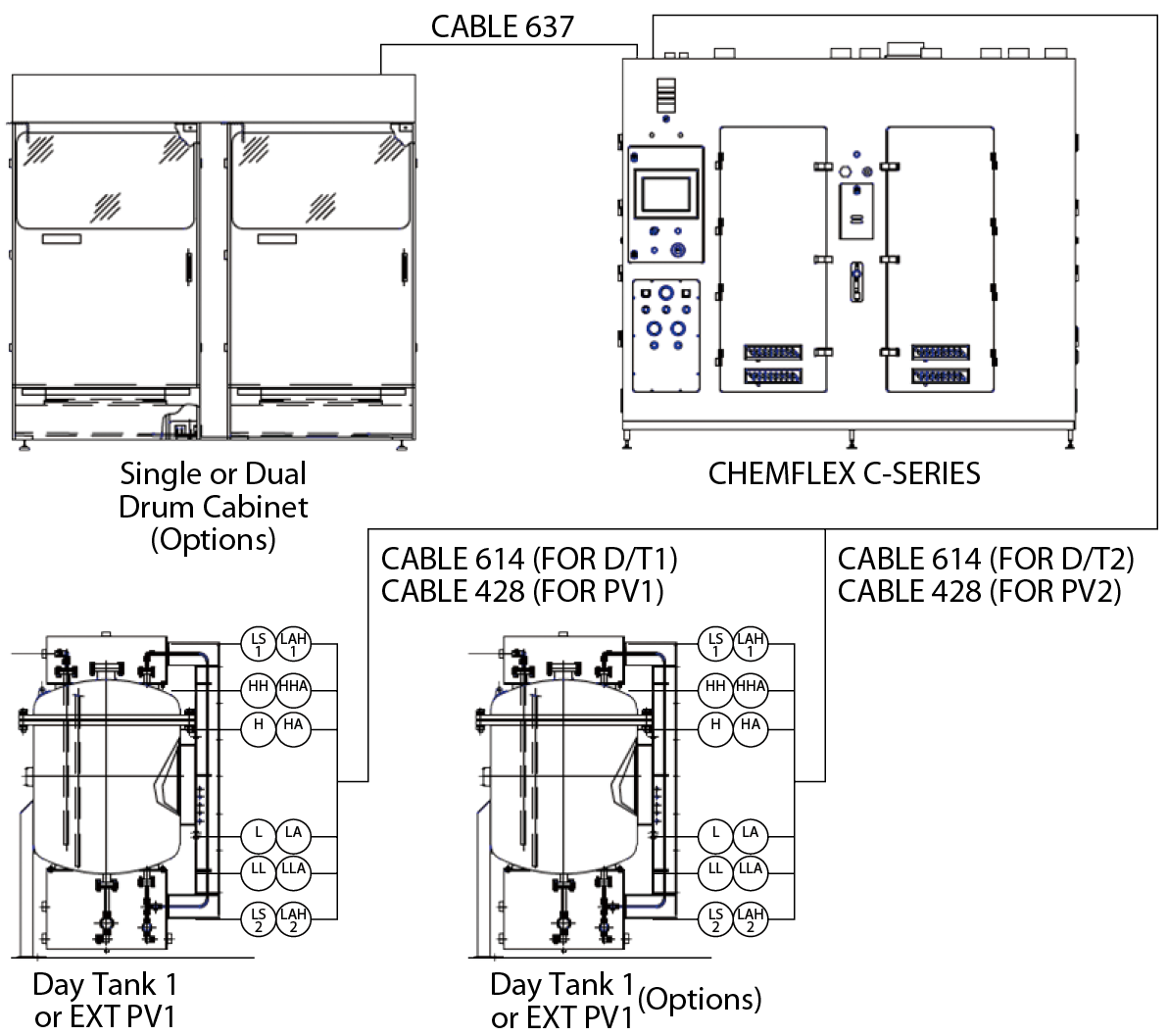
圖1、舊式化學品供應系統
上述提到的功能升級皆與CDU控制系統邏輯(Control logic)有關,需修改CDU「可程式化邏輯控制器」(Programmable Logic Controller, PLC)內部邏輯才能達到功能升級的目的,但由於2008廠區已無軟體技術支援,無法進行CDU功能升級,與相鄰新廠區差異日漸增大,供應的晶圓先進製程進化卻沒因此而停下腳步,CDU軟體功能一直是廠務工程師之隱憂,淘汰無支援之CDU控制系統為必要之手段,以維持廠內運轉穩定,且持續創新。
在穩定運轉的廠區進行舊系統淘汰,所面臨的挑戰是汰舊換新的過程中,不能影響晶圓生產,淘汰舊系統的同時化學品仍需供應給生產機台。
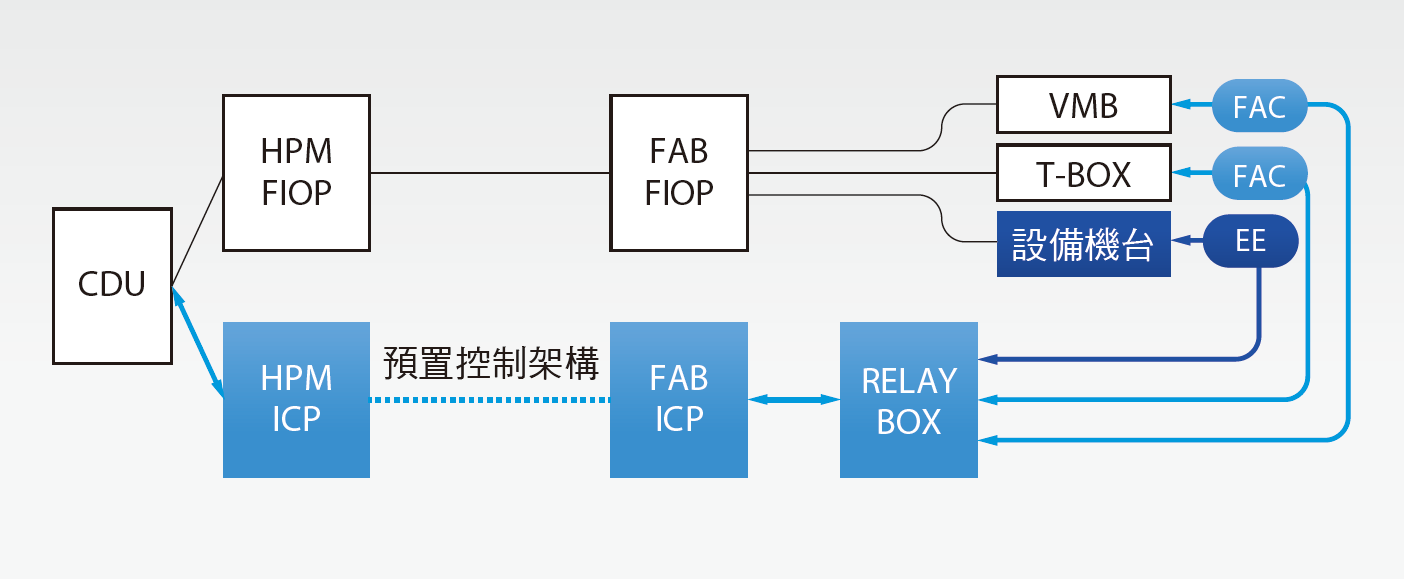
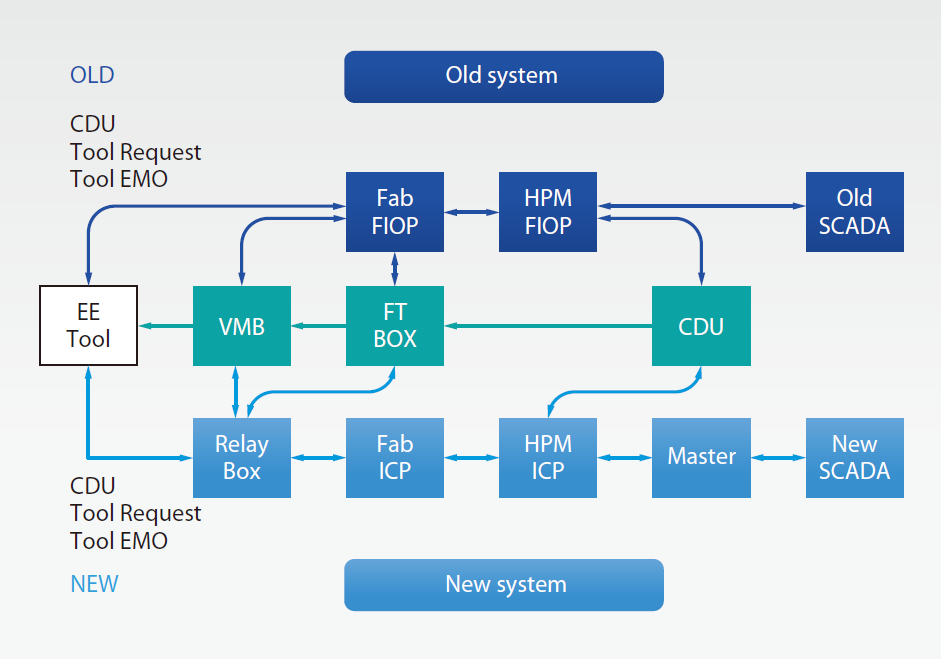
綜合以上考量,廠務於2017年提出CDU PLC更換計畫(換心專案),將舊式CDU控制架構更換為新式化學供應系統架構,供應管路不修改,省去Quality check (QC)的問題,在維持供應的同時,進行CDU PLC程式修改及通訊線路變更,如 圖2,以達到功能升級的目的。
圖2、通訊架構差異示意圖
文獻探討
穩定供應對於公司重要性
台積公司願景成為全球最先進及最大的專業積體電路技術及製造服務業者,並且與我們無晶圓廠設計公司及整合元件製造商的客戶群共同組成半導體產業中堅強的競爭團隊。2019年台積公司全球總產能超過1,200萬片之十二吋晶圓約當量,台積公司並提供最廣泛的製程技術,全面涵蓋自2微米製程至最先進的製程技術,即現今的7奈米製程。同時亦領先業界導入極紫外光(EUV)微影技術協助客戶產品大量進入市場。為了實現此一願景,作為全球邏輯積體電路產業中,長期且值得信賴的技術及產能提供者。必須擁有以下能力:
- 是技術領導者,能與整合元件製造商中的佼佼者匹敵
- 是製造領導者
- 是最具聲譽、以服務為導向,以及客戶最大整體利益的提供者。
其中穩定的生產是最重要之課題,對於廠務化學品供應系統來說,負責全廠區的中央供酸功能,並對應至各種先進製程生產與運轉,無論是品質維護、供應穩定度皆是廠務最重要的核心價值,也是支撐公司運轉基石之一,若因為不當因素造成產線中斷,將會影響產品出貨延遲,以及相關成本增加,造成拖累客戶產品時程,嚴重影響全體公司營收,在半導體競賽中處於劣勢,所以本次升級計畫下,廠務第一優先考量皆以不中斷供應進行升級,以避免破壞公司利益與未來發展。
什麼是葉克膜概念
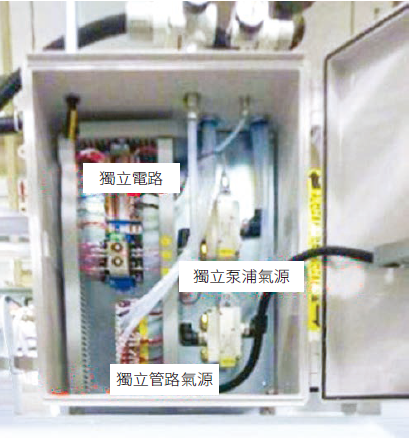
體外膜氧合(Extra-Corporeal Membrane Oxygenation, ECMO 圖3),也被稱為體外生命支持系統(Extracorporeal Life Support, ECLS),台灣地區音譯俗稱「葉克膜」是一種醫療急救設備,用以在心肺手術時為患者進行體外的呼吸與循環,如重度心肺衰竭、心臟移植等手術中。ECMO最早由美國密西根大學醫學院成功利用。ECMO除了能暫時替代患者的心肺功能,減輕患者心肺負擔之外,也能為醫療人員爭取更多救治時間。ECMO用於孩童患者因容易產生併發症,所以可用輔助期一般僅約一週至十數日而已,而用於成人患者的輔助期則較長。將此概念套用在化學供應系統升級過程中,建構CDU強制供應模組 圖4來作為外部輔助供應功能,利用外部獨立驅動氣源與電路強制開啟供應路徑閥件及泵浦,目的在於當設備機台需要補酸時,使廠務系統的管路內不至於因無壓力驅動而無法供酸,以達成化學品供應穩定而不中斷。
圖3、葉克膜架構
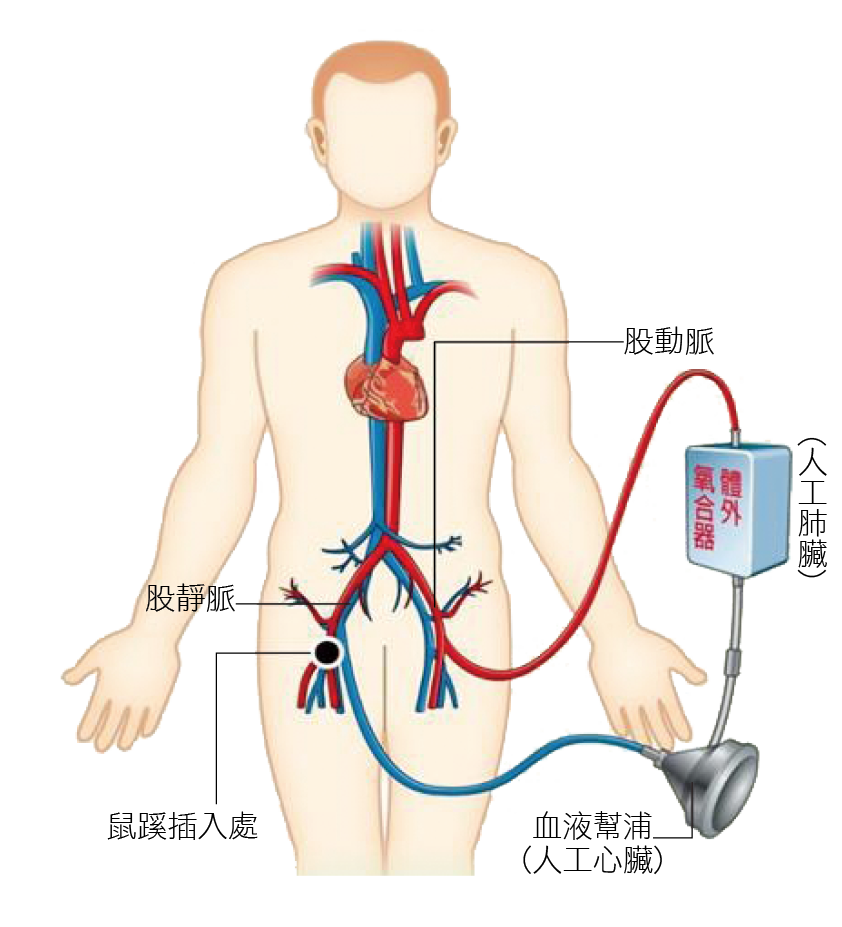
圖4、強供模組架構
PLC的優勢
可靠性高,抗干擾能力強
高可靠性是電氣控制設備的關鍵性能。PLC由於採用現代大規模集成電路技術,採用嚴格的生產工藝製造,內部電路採取了先進的抗干擾技術,具有高可靠性。從PLC的機外電路來說,使用PLC構成控制系統,和同等規模的繼電接觸器系統相比,電氣接線及開關接點已減少到數百甚至數千分之一,故障也就大大降低。此外,PLC帶有硬件故障自我檢測功能,出現故障時可及時發出警報信息。在應用軟件中,應用者還可以編入外圍器件的故障自診斷程序,使系統中除PLC以外的電路及設備也獲得故障自診斷保護。[1]
配套齊全,功能完善,適用性強
PLC發展到今天,以用於各種規模的工業控制場合。除了邏輯處理功能以外,現代PLC大多具有完善的數據運算能力,可用於各種數字控制領域。近年來PLC的功能單元大量湧現,使PLC滲透到了位置控制、溫度控制、CNC等各種工業控制中。加上PLC通信能力的增強及人機界面技術的發展,使用PLC組成各種控制系統變得非常容易。[2]
體積小,重量輕,能耗低
以超小型PLC為例,新近出產的品種底部尺寸小於100mm,重量小於150g,功耗僅數瓦。由於體積小很容易裝入機械內部,是實現機電一體化的理想控制設備。
易學易用,深受工程技術人員歡迎
PLC作為通用工業控制計算機,是面向工礦企業的工控設備。它接口容易,編程語言易於為工程技術人員接受。梯形圖語言的圖形符號與表達方式和繼電器電路圖相當接近,只用PLC的少量開關量邏輯控制指令就可以方便地實現繼電器電路的功能。為不熟悉電子電路、不懂計算機原理和彙編語言的人使用計算機從事工業控制打開了方便之門[3][4]。
PLC與繼電器的比較詳如 表1。
| 供應風險項目 | FIOP | Relay box |
|---|---|---|
| 電力失效 | 斷酸數量30台設備 | 斷酸數量4台設備 |
| PLC失效 | 斷酸數量30台設備 | 無PLC失效風險 |
| 通訊失效 | 斷酸數量30台設備 | 斷酸數量4台設備 |
| Force 功能 | 無 | 有(可立即強供) |
化學品供應系統之控制架構差異(FIOP vs Relay box)
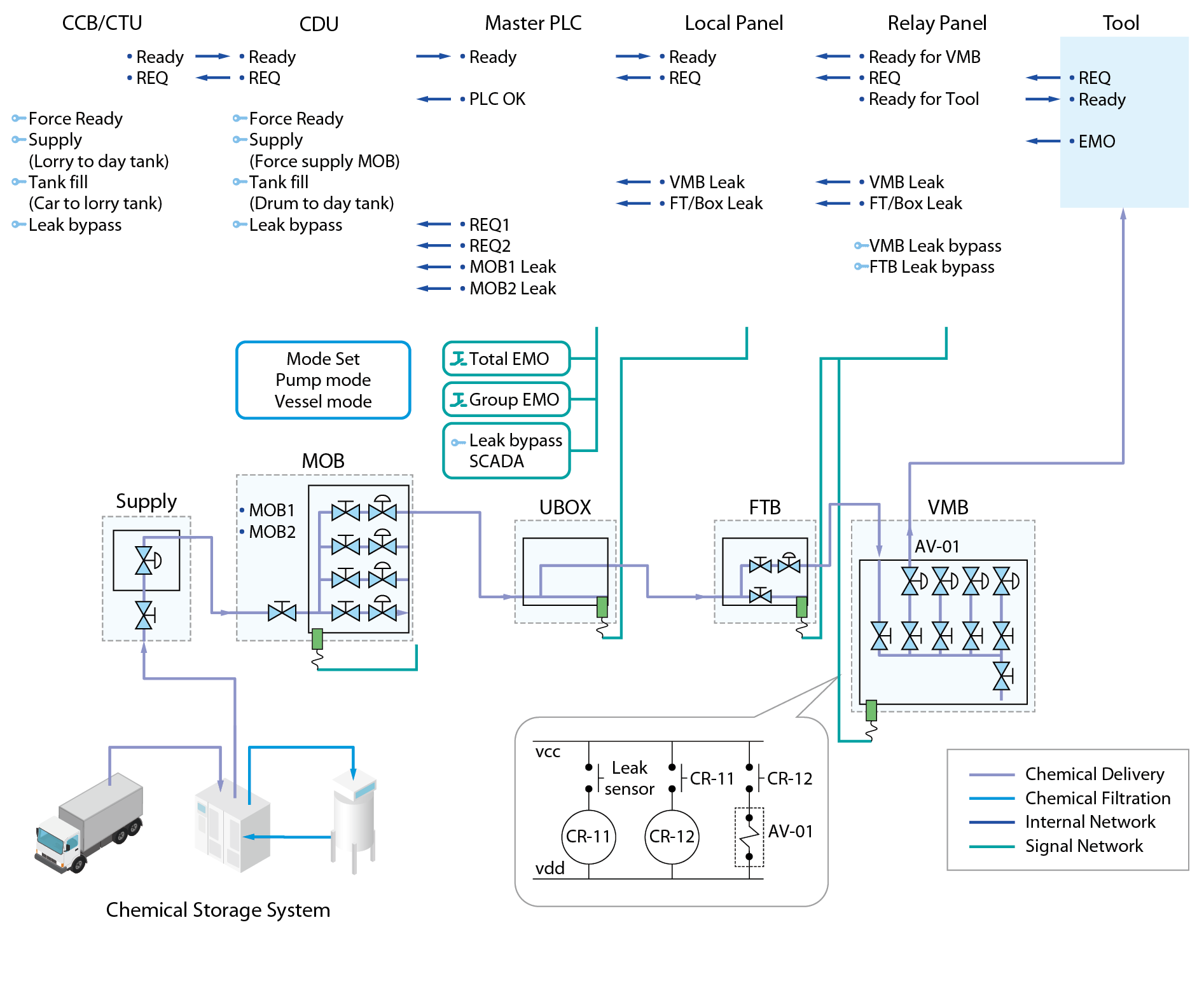
2008年以前化學品供應控制主要以FIOP (Field I/O Panels)為主,其控制流程表示於 圖5,藍線代表控制訊號,綠線則是化學品路徑,FIOP負責處理及傳輸要酸訊號及廠務開閥送酸訊號,舉例來說:CDU ready訊號從FIOP發給設備機台,機台以此提出要酸訊號,FIOP收到後,經過PLC程式判斷再下指令給對應的VMB (Valve Manifold Box)開啟閥件,供酸給設備機台。單一FIOP可處理約30台設備要酸訊號,其處理能力雖足夠大量,卻也有隱憂。若是內部小型PLC程式錯誤或是PLC CPU失效,會立即造成30台設備供應中斷,若是PLC I/O卡片失效或是I/O點位失效,相對應的設備生產也會受到影響。為解決此一隱憂,後期化學供應系統皆改用繼電器控制箱(Relay Box)控制架構。[5][6]
圖5、化學品控制架構差異
Relay box控制架構的流程
圖5中藍線,設備機台送出要酸訊號後,觸發Relay導通相對應的開閥訊號,VMB即打開閥件供酸給設備機台。要酸的相關記錄則由ICP回傳至SCADA。單一Relay box可控制4個要酸訊號,且不經由PLC程式判斷,即使Relay box元件失效,最多也只影響到4台設備生產,由彙整出之控制架構差異比較 表2,可分析出各項風險評估後皆為Relay Box更具優勢,相較於FIOP控制的風險下降許多,所以整體升級計畫並須選用Relay Box,使未來的系統運轉更加穩定,傷害風險降至最低。
|
供應風險項目 |
FIOP |
Relay box |
|---|---|---|
|
電力失效 |
斷酸數量30台設備 |
斷酸數量4台設備 |
|
PLC失效 |
斷酸數量30台設備 |
無PLC失效風險 |
|
通訊失效 |
斷酸數量30台設備 |
斷酸數量4台設備 |
|
Force 功能 |
無 |
有(可立即強供) |
計畫方法
換心專案內容是以更換CDS PLC及控制架構為主,為讓讀者能以較淺顯易懂的方式了解專案內容,以外科換心手術的概念描述每一步驟,主要分為五大步驟,術前檢查、同意書簽核、葉克膜人工心肺、換心手術、術後照顧。
換心手術五大步驟如 圖6所示,其目的在於控制架構升級過程中,利用外部強供模組,能維持產線供應不中斷,且在有效時限內完成任務,並解決廠務化學品供應系統不可升級之窘境。
圖6、升級規劃流程
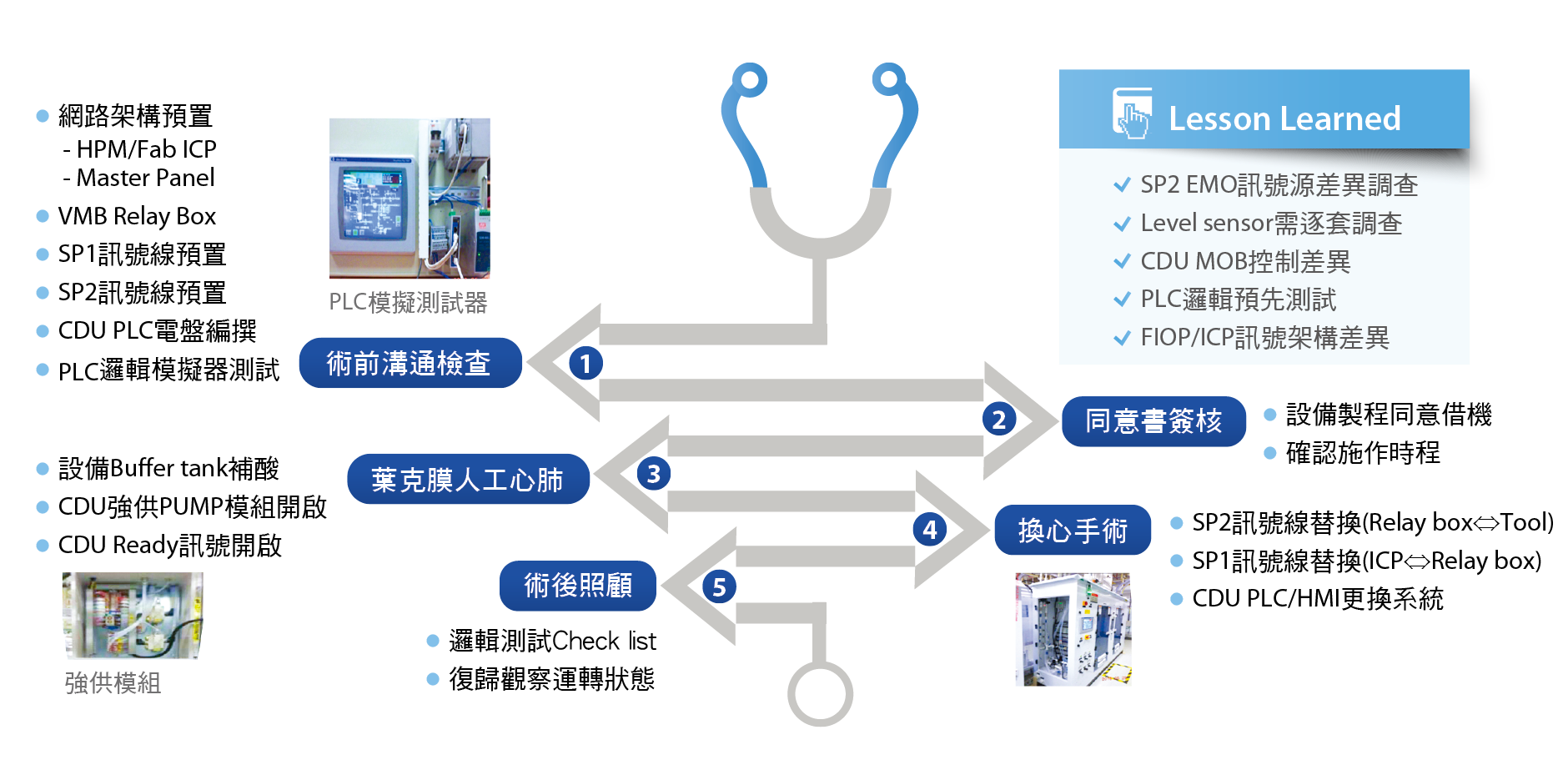
術前溝通檢查
ICP網路架構預置-HPM/Fab ICP/Master Panel
如 圖6所示,新控制架構倚賴relay box, ICP panel, Master Panel進行訊號、資料傳輸和供應系統控制。因此須先進行網路架構的預置,在HPM區域及潔淨室內安裝足以覆蓋P4全區VMB之ICP panel。本次專案共安裝2個Master panel,25個ICP panel。
VMB Relay Box
Relay box對於Chemical VMB來說就像是頭腦一樣,如 圖6所示,CDU ready訊號藉由relay box上傳至設備機台,當機台有需求時,提出要酸訊號給relay box,此訊號經過relay box後使對應的VMB電磁閥形成通路,閥件即開啟,供酸至設備機台。舊式FIOP系統並無relay box設計,因此本專案須先預置128個relay box於VMB下方。
SP1訊號線預置
控制架構所需的盤面準備完成後,需再進行訊號線的預置,將整個新式控制架構串聯起來,SP1訊號線的範圍從Master panel→ICP panel →Relay box→VMB。因VMB在進行換心手術前,仍由FIOP控制,因此relay box→VMB此段訊號線預置完成後須待換心手術執行當下,才能進行結線。
SP2訊號線預置
SP2訊號線的範圍從Relay box→設備機台,此段訊號線如同VMB訊號線,預置完成後須待換心手術再進行結線。
CDU PLC電盤重組測試
在進行手術前,需先驗證CDU PLC電盤重組的施作方式,藉由停機之CDU機台進行第一次改造實驗工程, 如 圖7所示,測試CDU PLC電盤重組可行性並記錄所需工時,以便於廠內進行升級工程時之流程管理。結果顯示電盤重組所需工時未超出12hr符合預期。
圖7、換心計畫Demo CDU

PLC邏輯模擬器測試
在CDU安裝新版PLC控制程式前,利用PLC邏輯模擬器,依照TSMC提供之功能表測試CDU運轉所需控制邏輯是否正確,包含供應模式、PM功能、取樣功能等等。優勢在於可減少執行換心手術時邏輯測試的工時,也可避免測試邏輯造成系統中斷。
同意書簽核
借機同意書
SP2訊號線包含CDU Ready、Tool Request、Tool EMO,無論是舊式或新式控制架構皆相同,於換心手術執行時須拔除舊訊號線,接上新訊號線,接線期間影響設備機台要酸約1小時,因此須與製程、設備工程師確認是否同意借機執行,並確認施做的時程。
葉克膜人工心肺
設備Buffer tank 補酸
在接線工程開始前,設備工程師協助將機台內buffer tank補滿酸,目的在於避免臨時有生產需要,而接線工程尚未結束時,可以少量完成生產製程。
CDU 強制供應模組開啟
在接線工程開始前,廠務工程師將CDU的強制供應模組開啟,此模組控制方式為利用驅動氣源強制開啟供應路徑閥件及Pump,目的在於當設備機台需要補酸時,廠務系統的管路內不至於因無壓力驅動而無法供酸。
CDU Ready訊號開啟
在接線工程開始前,廠務工程師將CDU的強制Ready訊號開啟,避免設備機台收到廠務Not ready訊號而出現異常。
換心手術
SP2訊號線替換(Relay box↹Tool)
將上述已完成預置之線路,由設備工程師將Tool Request、EMO、CDU ready訊號線接上機台。
SP1訊號線替換(ICP↹Relay box)
將上述已完成預置之線路,由廠務工程師將VMB閥件控制、Leak訊號線接上Relay box/ICP。
CDU PLC/HMI更換為新式控制系統
圖8將CDU舊有PLC盤面拆下更換為新PLC盤面,同時將ICP控制訊號接上新PLC,完成CDU換心手術。
圖8、實際升級作業

術後照顧
邏輯測試 Check list
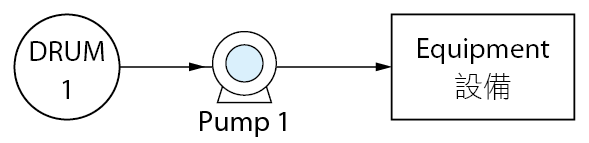
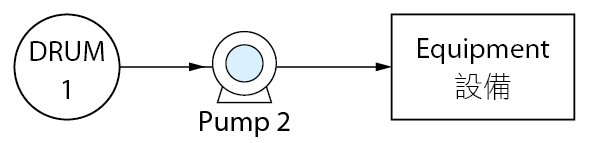
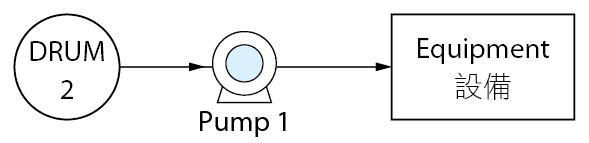
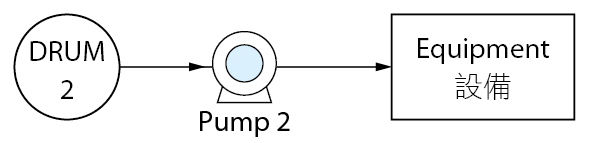
共有32項CDU供應邏輯需要測試,在升級作業完成後,依照 表3所示之Check list逐一檢查功能是否與模擬器測試結果一致,供應無虞。
|
功能 |
檢查項目 |
功能是否正常 |
備註 |
|---|---|---|---|
|
Drum 1→Pump 1→Supply
|
功能是否正常? |
||
|
閥件、幫浦開啟是否正常? |
|||
|
閥件、幫浦關閉是否正常? |
|||
|
相關儀器(PT、Sensor…)動作是否正常? |
|||
|
Drum 1→Pump 2→Supply
|
功能是否正常? |
||
|
閥件、幫浦開啟是否正常? |
|||
|
閥件、幫浦關閉是否正常? |
|||
|
相關儀器(PT、Sensor…)動作是否正常? |
|||
|
Drum 2→Pump 1→Supply
|
功能是否正常? |
||
|
閥件、幫浦開啟是否正常? |
|||
|
閥件、幫浦關閉是否正常? |
|||
|
相關儀器(PT、Sensor…)動作是否正常? |
|||
|
Drum 2→Pump 2→Supply
|
功能是否正常? |
||
|
閥件、幫浦開啟是否正常? |
|||
|
閥件、幫浦關閉是否正常? |
|||
|
相關儀器(PT、Sensor…)動作是否正常? |
復歸觀察運轉狀態
邏輯測試完成後,即可解除強制供應,觀察系統是否出現異常警報。觀察正常後即可通知設備機台復機。並請設備工程師協助確認廠務供應是否正常。換心手術流程如 圖8。
結果與分析
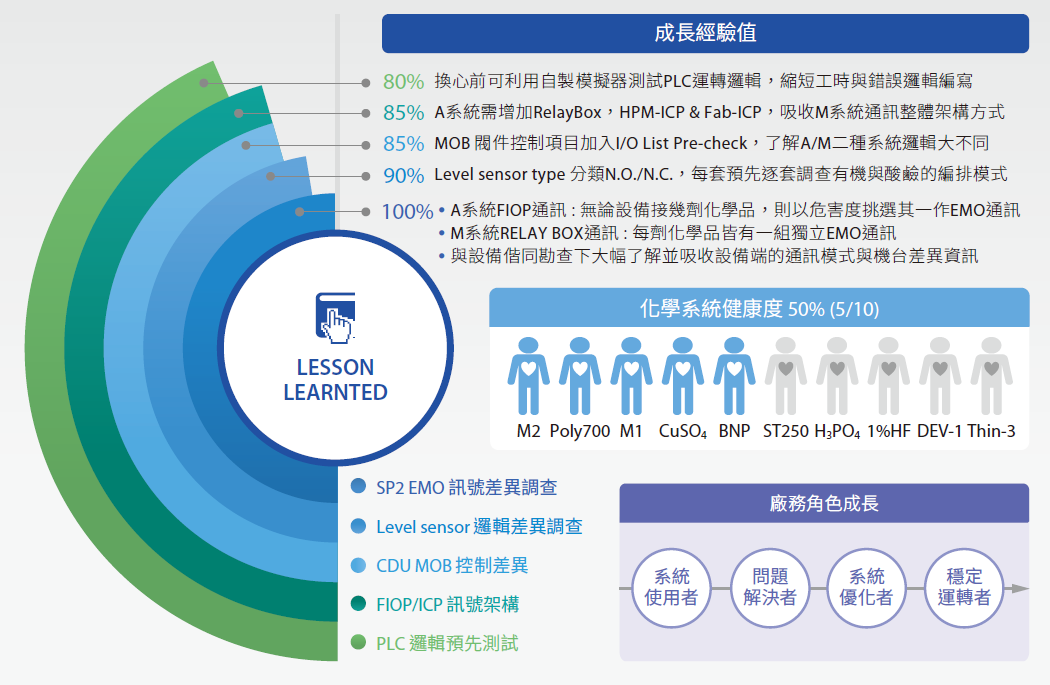
依照預先規劃五大作業流程,目前已完成升級五套CDU,且順利於八小時內完成所有升級與測試作業,準時依雙方同意書簽核之時程完工,期間經歷許多困難與協調,歸納出五個Lesson learnt項目 圖9,使參與工程師的角色由系統使用者逐漸成長為穩定運轉者,並經歷了問題解決者與系統優化者的進化,無論是工作心態與實戰經驗皆有相當之幫助。
圖9、升級作業Lesson learnt
Tool EMO訊號差異
Tool EMO屬於SP2訊號的一部分,其主要功能為當設備機台出現異常或人員須執行PM作業時,觸發EMO訊號可強制停止VMB閥件開啟,此時即使機台送出Request訊號也無法供酸。
舊式控制系統EMO訊號設計為1台機台只有一條EMO訊號,其作動方式為當設備機台觸發EMO訊號,即停止此設備所有化學品供應。
新式控制系統則是依照機台需求配置EMO訊號,假設機台需求5劑化學品,則配置5條EMO訊號,每一化學品有各自的EMO訊號,設備工程師可依需求中斷任一化學品供應。
升級作業前須與設備工程師會勘,了解機台內部EMO訊號接線方式,以確保新控制系統銜接無虞。
Level sensor類型差異
廠務系統常用之電容式level sensor主要分為兩大類,Normally open (N.O.)以及Normally close (N.C.),此兩大類sensor所送出的液位訊號會是相反的,因此在進行PLC更換前,需先全檢CDU內所有level sensor類型,避免PLC更換後造成液位誤判的異常發生。
CDU MOB控制差異
CDU MOB為出口閥件,舊式控制系統將此閥件交給走道上的電控盤面(FIOP)控制,然而新式控制系統則是由CDU PLC控制,因此執行PLC更換時須將MOB閥件控制加入程式控制項目(I/O list)內。
FIOP/ ICP訊號差異
進行換心手術前須先全面了解FIOP/ICP訊號差異,並了解新式控制方式所需線路 圖10,方能做好線路預置。
圖10、新式控制線路圖
PLC模擬器測試
以往修改CDS PLC控制邏輯的方式,皆為事先編輯好新版控制邏輯,直接上傳至CDS PLC,上傳完成後再進行測試,以此方式修改風險極高,若是邏輯中有未發現的錯誤即可能造成供應中斷;因此開發一組PLC模擬器,可將新版控制邏輯上傳至模擬器,搭配模擬器配置的HMI進行邏輯測試,確認功能正常後,於換心手術時再上傳新版控制邏輯,可確保功能正確且縮短工時。
結論
經由完整規劃我們順利在化學品供應系統不中斷供應下,完成控制系統升級,在有限時間內完成作業與功能測試,並解除強制供應立即恢復正常供應,此次藉由換心專案將CDU控制系統升級為可持續修改精進之系統,未來可依照新版供應系統設計,增加PM精進功能、防呆設計,減少廠務工程師負擔,迎接下一世代的化學品供應系統,且大幅提升現況運轉之穩定度,並讓廠務角色由系統使用者逐漸成長為穩定運轉者與問題解決者,並提升成系統優化者。
感謝參與其中與提供任何協助的夥伴,可使此專案順利達成所預想之目標,往後還有許多挑戰等著我們,未來也已規劃挑戰 lorry chemical的升級作業,所影響範圍與運作邏輯更是艱困,但我們依本次吸取的豐富經驗有信心可戰勝一切,在本次任務完成之中,包含許多跨部門協調、廠商溝通交流與工程師腦力激盪,進一步了解不可能的任務只要心態改變,終究能排除困難邁向成功,讓廠務價值提升,廠務弟兄角色也由系統使用者逐漸成長為穩定運轉者,並經歷了問題解決者與系統優化者的進化,在台積廠務工作生涯中逐漸成長與永續學習。
參考文獻
- PRO/E學習網,http://dblink.ncl.edu.tw/,2008
- 機電之家,http://plc.jdzj.com/,2008。
- 張力群,PLC可程式順序控制電路,台北:全華圖書,2006。
- 陳聰敏、吳文誌,可程式控制器原理與應用,台北:全華圖書,2008。
- ALFE CDU operation manual, 2008.
- Configurable Control System operations manual, 2004.
留言(0)