摘要

探討台積電八吋晶圓廠空污處理系統的挑戰
Keywords / 8"Semiconductor Fab,Green Manufacture2,Air Pollution18,Kepner-Tregoe (KT) Matrix,Situation Appraisal and Problem Analysis

前言
除了追求企業成長與突破,台積公司期許自己成為綠色力量的執行者,提升環境保護與社會價值。我們將綠色管理融入企業經營中,就氣候變遷、能源管理、水管理、廢棄物管理及空氣污染防制等面向執行各項持續改善行動,期許企業營運能與環境共生共榮。
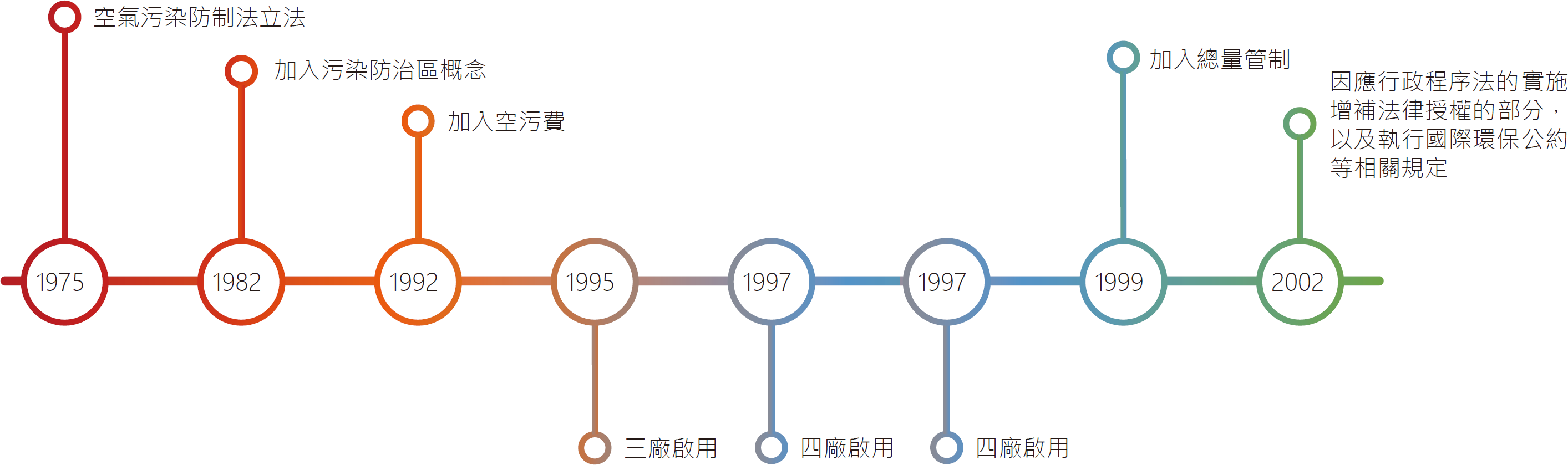
台積電首座八吋晶圓製造廠啟用之初,當時的時空背景對於空氣污染防制的觀念尚處於萌芽階段,許多製程副產物以當時的技術仍無法有效被處理。→圖1說明了空氣汙染防制法修訂歷程。
圖1、空氣污染防制法修訂歷程
但隨著空污處理設備技術的演進,無法有效處理的副產物已經有了新的解決方案。以晶圓製造三廠為例,2019年煙囪總排放量為52噸/年,其中氨氣13.1%、硝酸10.5%、氫氟酸7.6%為最大宗,除此之外,溫室氣體的排放減量隨著地球暖化氣候變遷也是刻不容緩的議題,本文將針對這些副產物使用KT決策法找出最佳的改善方案,並制定廠區空氣污染防制發展藍圖,短期目標期許煙囪排放看不到、聞不到,2021年達到空污減量50%,長期目標達到環境背景值,減少對於環境的衝擊。對此將針對三個面向執行。
源頭改善
早期蝕刻製程(PASS/VIA)並未要求安裝現址式空氣處理設備,多種全氟碳化物氣體(SF6/CHF3/CF4等)無有效處理即排放至環境,因此導致環境異味產生。針對此問題,如何慎選適合的現址式空氣處理設備,克服空間問題以達到最大減量目標是本文探討的課題之一。
中央式處理設備雖然採用鹼性洗滌塔串聯酸性洗滌塔的方式,但部分氨氣管路未先經過鹼性洗滌塔處理,導致煙囪排放氨氣濃度較高。全面普查管路,釐清來源與去處並適當的分流以修正此問題。
效能提升
減少溫室氣體排放為台積公司既定政策,配合此一政策,針對全氟碳化物氣體(C4F8/NF3/CHF3等)處理效率不佳的現址式空氣處理設備逐年汰換或新增,共計48台。
部分中央式處理設備,由於早期管路設計不良產生的壓損,洗滌水水質不佳、水量不足等問題,均對處理效率造成嚴重的影響。對於這些空污防治最後一道的把關設備,提升其效能也是我們的挑戰。
排放監控
計畫於煙囪架設連續監測儀器,針對白煙與異味持續監測煙囪排放狀態,並根據監測結果持續改善,以期達到看不到、聞不到的目標。
文獻探討
KT決策法沿革
1958年,查理斯‧H‧凱普納(Charles H.Kepner)和班傑明‧崔果(Benjamin B.Tregoe)成立了KT(Kepner-Tregoe)公司。該公司是一間位於普林斯頓的國際管理咨詢公司,主要致力於企業提供解決問題和決策制定方面的培訓。 1965年凱普納和崔果二人合作由麥格羅‧希爾國際出版公司發行,「問題分析與決策」一書,提出問題分析最富盛名的決策模型「KT決策法」。
KT決策法是一種思考系統,把發現問題分為界定問題和分析原因兩步的方法。即就事情各自的程式,按照時間、場所等,明確區分發生問題的情形和沒有發生問題的情形,由此找出原因和應該決定的辦法。
KT決策法四種基本的思考模式與理性思考流程
KT決策法共有四種基本的思考模式,這四種思考模式有其對應的四種理性思考流程→表1,使用這四種基本思考模式可以教導人們有意識地思考問題,並培養團隊合作。人們實際在潛意識之下,其實都使用過這四種模式,可以反應在管理者每天所問到的四種問題中:
| 思考模式 | 理性思考流程 |
|---|---|
| 發生什麼事? (What's going on?) |
狀況評估 (Situation Analysis) |
| 為什麼會發生? (Why did this happens?) |
問題分析 (Problem Analysis) |
| 該採取什麼行動? (Which course of action should we take?) |
決策分析 (Decision Analysis) |
| 未來的挑戰/機會是什麼? (What lies ahead?) |
潛在問題與機會分析 (Potential Problem/Opportunity Analysis) |
思考模式:
- 發生什麼事? (What's going on?)
要求澄清解釋。它要求對現在發生的事件,能夠加以分類、拆解,能有全盤的了解,能有一套可用來獲得及 維持控制的工具。它反應出使以往無秩序、不確定,或者困惑的地方,恢復秩序的思考模式。它使我們能建立優先順序,並且決定何時及如何,採取合理並能產生良好結果的行動。
- 為什麼會發生? (Why did this happens?)
指出了我們對於第二種基本模式「因果」(Cause-and-effect)思考的需要。這種模式使我們能夠從觀察一項問題的效果(Effect),轉到了解其發生的原因(Cause),以便能採取適當的行動,來矯正這個問題,或減低其效果(Effect)。
- 該採取什麼行動? (Which course of action should we take?)
意謂著我們必須做出某種選擇。有一個健全的選擇基礎,行動才能前後一貫具有意義,而不只是對眼前事件做單純反應。此第三種思考模式,使我們能夠決定,哪一條行動路線最有可能達成某一特定目標。
- 未來的挑戰/機會是什麼? (What lies ahead?)
展望未來。當我們試圖評估,下個月、明年、或未來五年內,「可能」發生的問題,或必須做成的決策時,我們便使用此一第四種基本思考模式。
理性思考流程:
- 狀況評估SA (Situation Analysis)
以第一種思考模式為基礎的理性思考流程,它們探討的是「現在發生什麼事」這個疑問,以評估及澄清狀況 ,把事情挑出來,將複雜的狀況細分為可以管理的組成要素,並保持對於事件的控制。
- 問題分析PA (Problem Analysis)
第二種理性思考流程它的基礎便是因果思考模式,它使我們能夠實際的找出、描述、分析,以及解決某一狀況 。它給予我們一種方法學上的工具,使我們能從混亂棘手的狀況中,抽取出必要的資料,找出造成績效偏差的改變因子,或是負向偏離是自始即存在。簡單地以圖描述,績效偏異是因為改變造成或是自始就偏移→圖2。圖2、找出問題結構類型

- 決策分析DA (Decision Analysis)
以做選擇的思考模式為基礎,運用這一思考流程,我們可以分析做成這個決策的理由,並檢視其目的。仔細考慮過所有因素以後,做出最有智慧最安全的選擇。
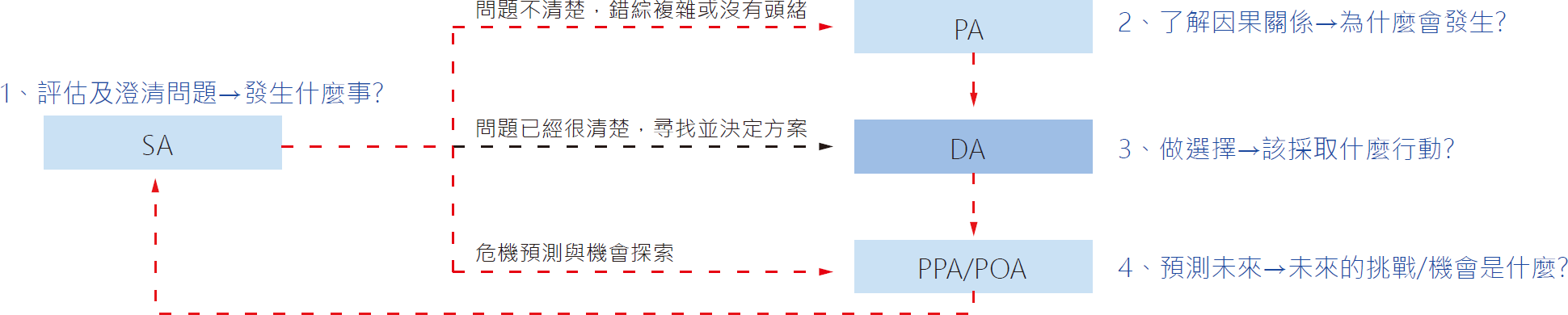
- 潛在問題與機會分析PPA/PPOA (Potential Problem/Opportunity Analysis)
基於我們關切未來事件,也就是將來會變成什麼樣,以及可能會發生什麼事。這一思考流程使組織在構築其前途時,能主動掌握。以流程圖的方式讓我們可以較清楚簡單地運用KT理性思考法→圖3。圖3、KT法理性思考流程圖
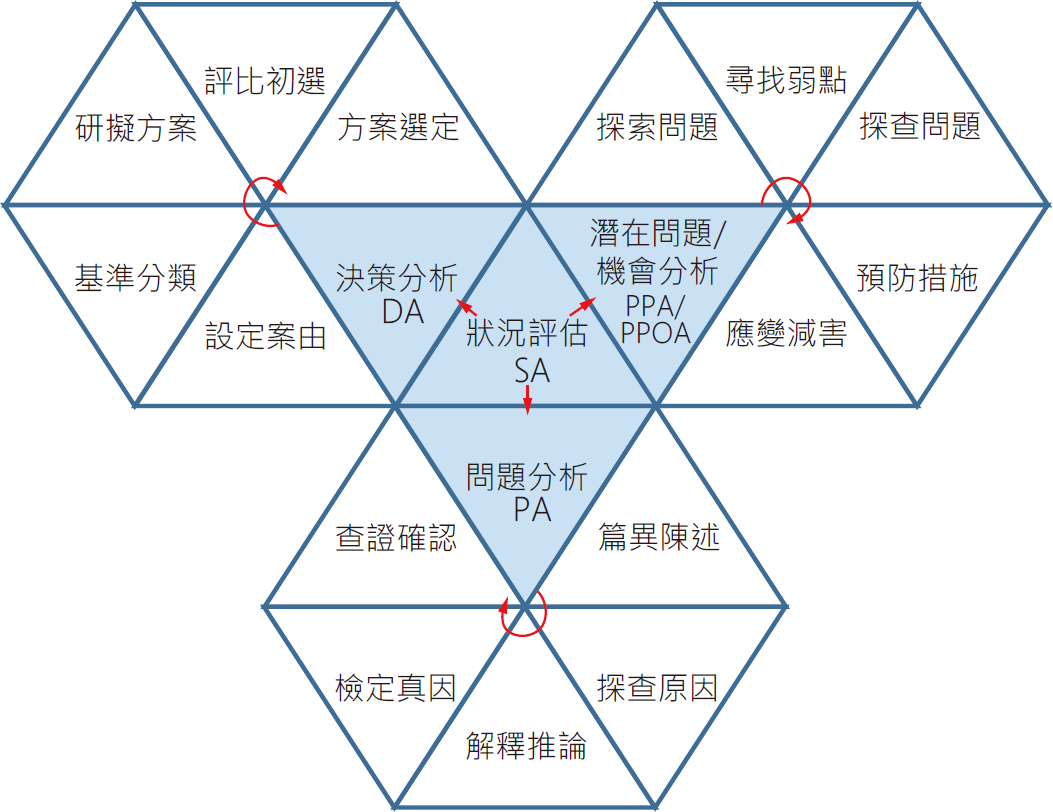
當然除了這四種思考模式及思考流程以外,人們還會問其他種類的問題,並且還有其他種類的思考模式。然而不管怎樣,一個組織內所發生的每一個生產性活動,卻都與這四種基本模式之一有關。[1] 綜合以上四種基本模式,我們將其思考模式更進一步的延伸,並繪製出四大基本思考流程圖→圖4,依循這四種思考模式逐步抽絲剝繭,即便是沒有經驗的人也可以透過這種方式,找到問題的真因以及相對應的解決方法。
圖4、四大理性思考歷程
計畫方法
本研究的目的在於使用理性程序找出廠區中不同的污染物真正的問題,並且決策最佳的解決方案,在我們能夠描述、分析和解決一項問題以前,我們必須先針對問題加以定義,不論問題多麼複雜或簡單,都值得我們花時間仔細地探討一下,並以煙囪異味排放為例,說明如何使用理性程序解決問題。
具體闡述問題
「晶圓製造三廠頂樓,每次經過總是會聞到有一股令人不舒服的異味」,根據這個問題陳述以後,我們就可以很明確的定義出問題地點所在→表2,以及我們需要解決何種問題。
| 問題 | 地點 |
|---|---|
| 令人不舒服的異味 | 晶圓製造三廠頂樓 |
下一步就是針對問題加以詳細的描述,我們可以透過提問什麼(What)、何處(Where)、何時(When)、程度(Extent) 這四個方面來對問題加以具體的闡述,任何偏差現象都不外乎落在這四個方面上,並使用「是」與「 不是」來做為比較的基礎,從而找出相同條件下為何只有這裡會發生問題,這些條件可以從比較中孤立出來,使我們能夠更接近問題的原因。如→表3所示,晶圓製造三廠總共有六支煙囪有異味產生,空氣中瀰漫著一股甜味,其中有兩支煙囪特別嚴重,而這兩支煙囪上游負載明顯為蝕刻製程區,且這個問題一直都存在,並不是因為系統異常所導致的結果。
| 闡述提問 | 「是」---績效偏移現象 | 「不是」---最接近的邏輯比較 | 有何差異之處 | |
|---|---|---|---|---|
|
什麼 (What) |
哪個物體有偏差? | P106/P107/P108/P201/P203/P220 煙囪有異味產生 | 其餘煙囪 | 上游負載不同 |
| 是什麼樣的偏差? | 甜味 | 非嗆鼻味 | 空氣中瀰漫著甜味,非嗆鼻味 | |
| 何處(Where) | 當偏差現象被觀察到時, 物體在什麼地方被發現? | 頂樓 | 其他樓層 | 離煙囪較近 |
| 偏差現象發生在物體上哪個部位? | 煙囪出口 | 其他煙囪 | 煙囪出口為正壓排放 | |
| 何時(When) | 第一次發現偏差現象是什麼時候? | 建廠至今 | 突然產生 | 一直有這個問題,不是突然產生 |
| 接下來偏差現象再次發生 在什麼時候?有任何模式? | 持續不斷產生異味 | 不定期產生異味 | 持續產生異味,無規律性 | |
| 在該物體的歷史或生命週期中的什 麼時候,第一次發現這個偏差現象? | 建廠至今 | 突然產生 | 一直有這個問題,不是突然產生 | |
| 程度(Extent) | 有多少個物體有偏差現象? | P106/P107/P108/P201/P203/P220 六支煙囪 | 其他煙囪 | 沒有其他新資訊 |
| 單一的偏差現象有多大或多嚴重? | P106/P203異味較嚴重 | 無合邏輯的比較 | 因無儀器量測異味,僅透過人為判斷, P106/P203上游蝕刻機台數較多 | |
| 在物體上有多少個偏差現象? | NA (不適用) | NA (不適用) | NA (不適用) | |
| 趨勢如何? | 平穩-每天都有產生 | 發生頻率與程度非增加或減少 | NA (不適用) | |
污染源確認與改善
透過具體闡述問題並找出其中的差異發現,上游為蝕刻製程的煙囪附近有濃濃的甜味,比對半導體業常用化學品氣味特徵表→表4,發現蝕刻常用氣體如CF4/C4F8/CHF3/C2F6等均有相同特徵「甜味」。
| Compound | 氣味特徵 | |
|---|---|---|
| Acetone | 丙酮 | 薄荷/水果甜味 |
| Ethanol | 乙醇 | 溫和,類似酒類的味道 |
| Isopropyl Alcohol | 異丙醇(IPA) | 乙醇和丙酮混合味 |
| Toluene | 甲苯 | 甜味/刺激味 |
| Benzene | 苯 | 芳香族的味道 |
| m/p-Xylene | 間/對-二甲苯 | 甜味 |
| Methylene Chloride | 二氯甲烷 | 甜味,類似氯仿的味道 |
| Ethane, 2,2-dichloro-1,1,1- trifluoro- | R123 | 無味 |
| 2-Butanone | 丁酮(MEK) | 薄荷味 |
| Ethylbenzene | 乙苯 | 刺激性/芳香味 |
| o-Xylene | 鄰-二甲苯 | 甜味/芳香族的味道 |
| Benzene, 1,2,4-trimethyl- | 1,2,4-三甲基苯 | 芳香味 |
| Butane, 2-methyl- | 2-甲基-丁烷 | 興愉味 |
| Pentane | 戊烷 | 汽油味 |
| Styrene | 苯乙烯 | 甜味/花香 |
| Pentane, 2-methyl- | 2-甲基戊烷 | 汽油味 |
| Acetic Acid | 醋酸 | 刺激性酸味 |
| Nitric Acid | 硝酸 | 刺激性 |
| Hydrogen Chloride | 鹽酸 | 刺激性 |
| Hydrogen Fluoride | 氫氟酸 | 刺激性 |
| Ammonia | 氨 | 刺激性尿味 |
| Hydrogen Sulfide | 硫化氫 | 硫磺味/臭雞蛋味 |
| Phosphoric Acid | 磷酸 | 酸味 |
| Sulfuric Acid | 硫酸 | 酸味 |
| Hexane | 正己烷 | 汽油味 |
| Nitric oxide | 一氧化氮 | 刺激味/甜味,排放到空氣中會轉 化成二氧化氮 |
| Nitrogen Dioxide | 二氧化氮 | 漂白水味 |
| Nitrous Oxide | 一氧化二氮 | 輕微的甜味 |
| Carbon Monoxide | 一氧化碳 | 無味 |
|
Tetrafluoromethane |
四氟化碳 |
甜味/大蒜味 |
|
Sulfur(VI) Fluoride |
六氟化硫 |
無味 |
| Trioxygen | 臭氧 | 類似氯刺鼻的氣味 |
| Sulfuryl Fluoride | 硫酰氟 | 無味 |
|
Nitrogen Trifluoride |
三氟化氮 |
霉味 |
|
Octafluorocyclobutane |
八氟環丁烷 |
輕微的甜味 |
|
Trifluoromethane |
氟仿 |
輕微的甜味 |
| Silane | 矽甲烷 | 令人不愉快的異味 |
|
Hexafluoroethane |
六氟乙烷 |
淡淡的甜味或甜味 |
| Acetylene | 乙炔 | 無味 |
| Fluoromethane | 甲基氟 | 無味 |
| Methane | 甲烷 | 無味 |
蝕刻製程雖然使用多種全氟碳化物氣體(SF6/CHF3/CF4等),但只要確實安裝現址式空氣處理設備,就可有效處理這些氣體,深入清查卻發現蝕刻PASS/VIA製程大量使用這些氣體,但未安裝現址式空氣處理設備,因全氟碳化物氣體需透過高溫產生裂解,才能與水結合成氫氟酸,而中央式洗滌塔僅有加藥與水洗功能,在沒有高溫裂解的情況下,根本無法有效處理即排放至環境;而甜味與氟性氣體特徵一致,更加證實了我們的猜測。
結果與分析
經由這種思考模式,同步展開至其他四項問題,並找到其相對應的原因與改善方法→表5。
| 問題 | 原因 | 改善方法 |
|---|---|---|
| P106/P107/P108/P201/P203/P220 煙囪有甜味產生 | 煙囪上游蝕刻PASS/VIA製程使用多種全氟碳化物氣體 (SF6/CHF3/CF4等),但未安裝現址式空氣處理設備, 無法有效處理即排放至環境 | 普查所有蝕刻PASS/VIA機台數目,並逐年編列預算安裝現址式空氣處理設備 |
| 酸排煙囪氨氣濃度過高 | 中央式處理設備雖然採用鹼性洗滌塔串聯酸性洗滌塔的方式,但部分氨氣管路未先經過鹼性洗滌塔處理,導致 煙囪排放氨氣濃度較高 | 全面普查管路,釐清來源與去處並適當的分流以修正此問題 |
| 溫室氣體排放量過高 | 早期建置現址式空氣處理設備對於全氟碳化物氣體 (C4F8 / NF3/CHF3等)處理效率不佳 | 逐年編列預算汰換老舊現址式空氣處理設備 |
| 中央式處理設備效率不佳 | 管路設計不良,洗滌水水質不佳、水量不足等問題, 均對處理效率造成嚴重的影響 | 正面表列新舊廠區中央式處理設備差異並加以改善, 逐步提高處理設備妥善率 |
| 無法即時得知,煙囪不定期產生的白煙 | 設備瞬間排放大量廢氣 | 建立白煙與異味即時監控系統監測煙囪狀況,並根據監測結果持續改善 |
問題一、煙囪有異味產生
問題:
煙囪附近有濃濃的甜味,比對半導體製程發現與上游蝕刻PASS/VIA製程有使用許多全氟碳化物氣體,但是早期對於有使用這些氣體的製程並沒有明確規範必須加裝現址式處理系統,導致無法有效處理即排放至環境之中。
對策:
蝕刻製程PASS/VIA常用的全氟碳化物氣體為一種極穩定之化合物,參考文獻[9]可知C-F分子鍵穩定,要去除CF4氣體甚至需要1,400℃以上的溫度,才有辦法將C-F分子斷鍵,再透過與水結合成氫氟酸排放至廢水廠集中處理。對此參照目前新廠規範,凡是這類型全氟碳化物氣體的製程,均需安裝燃燒/電漿型式的現址式處理系統,避免未經處理的氣體直接排放至環境之中。
問題二、酸排煙囪氨氣濃度較高
問題:
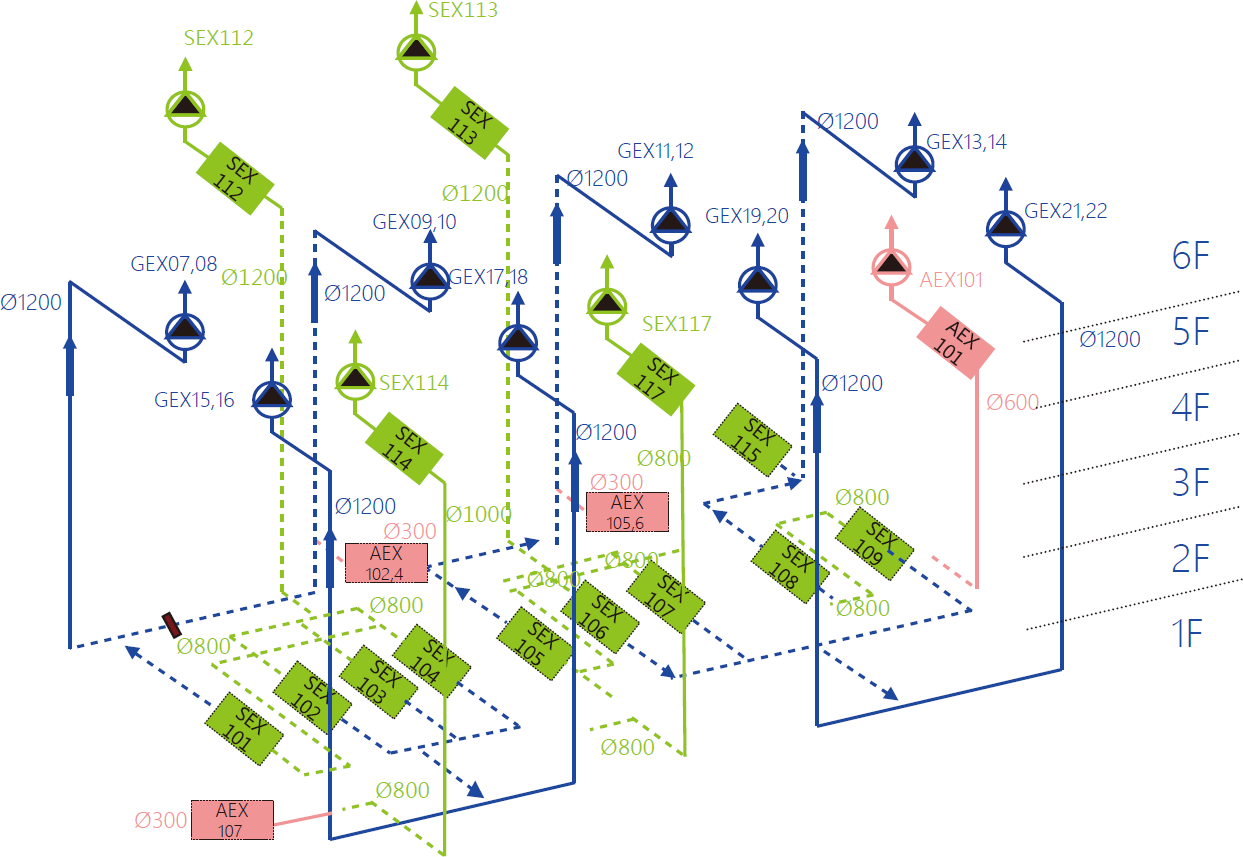
三廠廢氣處理系統隨著產能增加逐步擴充至今,酸鹼廢氣處理系統串聯處理,雖然煙囪排放符合法規標準 ,但隨著對於空污排放的重視,加強鹼性中央洗滌塔的效率、酸鹼混排分流變成刻不容緩的議題。如→圖5所示,是目前三廠廢棄處理系統架構圖。
圖5、三廠廢氣處理系統架構
對策:
由於廢氣處理系統架構的問題,改變系統架構緩不濟急,由煙囪檢測資料可以得知,並非所有煙囪氨氣濃度都偏高,對此我們將分兩部分同步進行。
- 修改鹼性中央洗滌塔拉西環型式,來增加廢氣處理的滯留時間,提高洗滌塔的處理效率。
- 懷疑有未經鹼性中央洗滌塔處理過的含氨廢氣直接排放到酸性中央洗滌塔中,導致氨氣去除效率不佳,清查廢氣管路上游負載,將高濃度含氨廢氣改至鹼性中央洗滌塔處理。
問題三、溫室氣體排放量過高
問題:
早期現址式處理系統技術尚未成熟,對於使用全氟碳化物氣體的製程均使用電熱式現址式處理系統,但廠內既有的電熱式的現址式處理系統,最高加熱溫度僅可達到800℃,無法有效處理全氟碳化物氣體。如→表6 、全氟碳化物氣體裂解溫度與化學式。
| 氣體總類 | 裂解溫度(℃) | 化學式 | ||||||
|---|---|---|---|---|---|---|---|---|
| C2F6 | 1,100 | C2F6+4H2O —高溫→ 6HF+2CO2+H2 | ||||||
| CF4 | 1,400 | CF4+2H2O —高溫→ 4HF+2CO2 | ||||||
| C4F8 | 900 |
C4F8+4H2O+2O2 —高溫→ 8HF+4CO2 C4F8+8H2O —高溫→ 8HF+4CO2+4H2 |
||||||
| CHF3 | 950 |
2CHF3+2H2O+O2 —高溫→ 6HF+2CO2 CHF3+H2O —高溫→ 3HF+CO2 |
||||||
對策:
參考工研院工安衛中心吳榮泰、葉銘鵬等人與清大羅俊光教授合作之研究[10],廠內既有的現址式處理系統對於半導體製程中常用NF3/SiF4氣體雖然有極高的處理效果,但對於其他全氟碳化物氣體去除效果不佳 ,由於廠內無配置瓦斯管路,無法直接使用燃燒式處理設備,對此參考新廠裝機規範,預計安裝CSK-PLAS-MA型式現址式處理設備,此電漿火炬的火燄中心溫度極高(大於10,000℃),電漿火炬的高溫電漿將CF4,C2F6與NF3等全氟碳化物氣體分子的化學鍵加以破壞 ,提供水氣使分解後再結合成HF與CO2,其處理效率一般皆可以達到>99%以上,將編列預算逐年汰換現址式處理系統。
問題四、中央處理設備效率不佳
問題:
隨著廠區對於空污的重視,空氣污染防治設備已經不能只是維持符合法規標準操作,二十六年前設計的中央處理設備,並沒有隨著製程與產能的精進而隨之重新評估效率是否需要改善。
對策:
中央洗滌塔酸鹼性氣體之處理方法主要以吸收法為主,其原理為藉由氣液兩相接觸之氣體吸收程序,將氣體中之溶質吸收輸送至液體內部,洗滌塔內部構造簡單,但是彼此間操作參數如何搭配對於效率影響甚鉅,故重新檢討每台中央洗滌塔影響效率的參數(潤濕因子、滯留時間、pH、導電度、循環水量、比表面積、處理風量等) ,並針對不足的部分加以改善。
問題五、煙囪不定時產生白煙
問題:
即便空污檢測各項數值均符合法規規範,但是肉眼可見的白煙容易造成社會觀感不佳,破壞公司努力建立的社會形象,故解決煙囪白煙問題將列為廠區重點改善項目之一。
對策:
參考公司其他廠區改善白煙的經驗,產生這些白煙的原因主要有以下幾項,酸氣與氨氣形成的銨鹽結晶;晶圓研磨產生的矽微粒;中央洗滌塔除霧層效率不佳產生的水霧;短時間廢氣大量排放。根據這四個白煙產生的原因,我們擬定了對策,由於白煙的產生沒有規律性,比較偏向短時間廢氣大量排放,故計畫於煙囪上架設不透光分析儀器即時監控,並將此數值與設備動作時間比對,藉此找出瞬間大量排放廢氣的機台,再加以評估是否需要安裝現址式處理系統。
朝著思考模式找出問題的真因,逐步改善即可朝著煙囪排看不到、聞不到,2021年空污排放減量50%的目標前進 ,減少對於環境的衝擊。
結論
本研究的目的在於使用KT決策法找出廠區中不同的污染物真正的問題,並且決策最佳的解決方案,達到理性管理的目標,並透過此活動將理性思考程序深植到團隊之中,以這種能力解決組織的問題和關切事項。給予組織人員執行工作所需的觀念性工具,以及導入共通的方法及技術,以便讓同仁可以透過理性程序來蒐集及處理資料、解決問題、做出選擇、預測未來。在這個架構之下組織人員可以使用相同的思考邏輯溝通,從而建立彼此間的溝通管道,減少理念上的衝突,提高溝通效率,使組織可以穩健的繁榮茁壯,逐步達成煙囪排放減量的目標,期許2021年可以達到廠區煙囪排放總量減量50%,成為其他老廠空氣污染防制的新典範。
參考文獻
- Charles H.Kepner/Benjamin B.Tregoe,「新版 問題分析與決策:經理人KT式理性思考法」,中國生產力中心,2004。
- 黃俊超,高科技產業無機酸鹼廢氣組成與填充式濕式洗滌塔控制效率之研究,國立交通大學環境工程研究所,碩士論文,2003。
- 經濟部工業局,行業製程減廢及污染防治技術—半導體業介紹。
- 蔡朋枝,中科三,四期排放有害空氣污染物調查及管制策略與技術,100年環保署/國科會空污防治科研合作計畫,2012。
- 台積公司民國105年度企業社會責任報告書。
- 郝吉明/馬廣大,「空氣污染控制工程」,科技圖書股份有限公司,1996。
- 黃俊超/吳信賢/簡弘民,「濕式洗滌塔之硫酸液滴處理效率提升研究」,工業污染防治第101期,2007。
- 郭勝欽/張貴琳,預防勝於治療—製程尾氣處理設備預防保養追根究柢與瓶頸突破,台積公司廠務季刊 VOL.22,2016。
- Banks, R.E., Smart, B.E., and Tatlow, J.C., Organicfluorine Chemistry, Plenum Press, New York, 1994.
- 吳榮泰、葉銘鵬、王守芃、王榮輝與羅俊光,「紅外光技術於半導體廠環境監測應用」,工研院工安衛中心,http://140.96.170.24/idb/tech/33/5.html
留言(0)