摘要

生物工藝處理TMAH廢水實踐分享與創新發想
Keywords / TMAH Wastewater,UASB+A/O,Biological Treatment

隨著溫室效應的不斷增強,碳達峰、碳中和逐漸成為全球持續關注的話題,而作為半導體行業的領頭羊,公司也在踐行ESG理念,極大地鼓勵並逐步建成建立環境友好型生產處理產綫。在此基礎上,上海厰通過多種小試實驗,結合國內其他行業的廢水處理經驗,獨創性地采用生物處理工藝(UASB與A/O處理技術),處理產綫排放的含TMAH廢水。經實驗運維經驗纍積,該種處理工藝運行成本較低,既能實現有毒有害廢水-TMAH的去除,又能保證處理後廢水無害化排放與回用。
In pace with the greenhouse effect increasing continuously, carbon peaks and carbon neutrality have gradually become the topic of global concern. As the leader of the semiconductor industry, TSMC has been putting the ESG concept into practice, greatly encouraging and gradually establishing an environmentally friendly production line. On this basis, the Shanghai factory has carried out various small-scale experiments and combined with the experience of wastewater treatment in other domestic industries, to originally use biological treatment process(UASB and A/O treatment technology) to treat TMAH-containing wastewater discharged from the production line. Through the accumulation of experimental operation and maintenance experience, the operating cost of this treatment process is relatively low. At the same time, it can not only achieve the removal of toxic and harmful wastewater-TMAH, but also make sure harmless discharge and reuse of treated wastewater.
1.前言
1.1 綠色製造與面臨之挑戰
隨著溫室效應的不斷增強,碳達峰、碳中和逐漸成為全球持續關注的話題,「大力宣導綠色低碳消費,推進製造業高端化、智慧化、綠色化發展」[1]亦在各種會議中被多次提及。作為高科技領域的重要組成部分,半導體行業以突飛猛進的生產力越來越扮演著舉足輕重的角色。
但伴隨著半導體技術快速發展而來的卻是不斷增加的人力成本、激烈的市場競爭以及生態環境破壞和資源浪費,這其中環境保護問題尤為突出,因此綠色製造應運而生。我們期望通過綠色製造,大大減少或消除因大量使用化學物質和氣體而帶來的污染和危害。
1.2 TMAH的危害及處理工藝
因使用化學物質和氣體種類繁多,半導體行業產生的污水種類亦多種多樣,其中像含氟廢水、含氨廢水、含磷廢水、有機廢水、含金屬離子廢水與酸堿廢水等[2],都是常見的。其中,以含四甲基氫氧化銨(Tetramethylammonium Hydroxide, TMAH)為代表的有機廢水,其主要的健康危害分成兩部份,第一部份是OH−基,其特性為強鹼與腐蝕性,健康危害效應為造成皮膚及黏膜組織灼傷;第二部份是TMA+基,其特性為類似毒螺類神經毒素,健康危害效應為抑制呼吸肌肉群,造成呼吸肌肉停止,心跳減緩,嚴重者導致腦部缺氧死亡。故吸入、食入或皮膚大面積與TMAH接觸時,在15~30分鐘內產生急性中毒,甚至呼吸停止死亡,因此亟需對其進行處理後排放[3][4]。
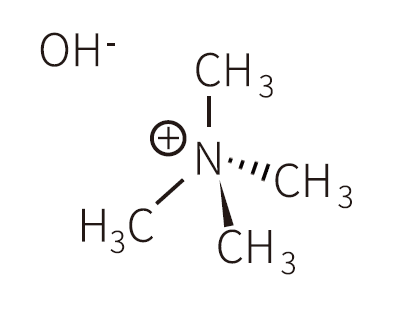
TMAH廢水來源於微影制程光刻工藝,主要為純水清洗沾有顯影液的晶片表面後產生的清洗廢水。TMAH分子式(CH3)4NOH,分子量僅91,分子結構(如圖1),由於其在水中完全溶解,因此無法通過簡單的物化分離方法,如混凝沉澱、氣浮、過濾等將其從水中分離出來。常見的TMAH廢水處理工藝有樹脂吸附法、蒸發濃縮法、生物處理法等,處理工藝各有優缺點(如表1)。
圖1:TMAH分子結構
| 廢水處理工藝 優點 | 缺點 | |
|---|---|---|
| 樹脂吸附法 | 適合處理高濃度TMAH、樹脂可再生 | 去除低濃度TMAH效率不佳、樹脂再生頻次高,更換樹脂費用高 |
| 蒸發濃縮法 | 危險廢棄物資源再生、減少廢棄物排放 | 占地空間大、處理費用高、設備運維費用高 |
| 生物處理法 | 經濟、處理效果好、節省空間、無二次污染 | 系統內廢水停留時間長 |
為減少制程變化帶來的TMAH廢水排放異常,同時降低廢水二次污染的風險,本文將結合生活污水處理工藝,從生物處理工藝的角度來處理TMAH廢水,期望對今後處理TMAH及其餘有機廢水處理有藉鑒意義。
2.文獻探討
常見的生物處理法是利用自然環境中的生物化學作用,氧化分解溶解於污水中或肢體狀態的有機污染物和某些無機毒物(如氟化物、硫化物),並將其轉化為穩定無害的無機物,從而使廢水得以淨化。一般生物法污水處理工藝按照微生物在生化反應中是否需要氧氣,分為好氧生物處理(活性污泥法、生物膜法等)和厭氧生物處理兩種。
2.1 好氧生物處理工藝及應用案例
2.1.1 活性污泥法(activated sludge method)
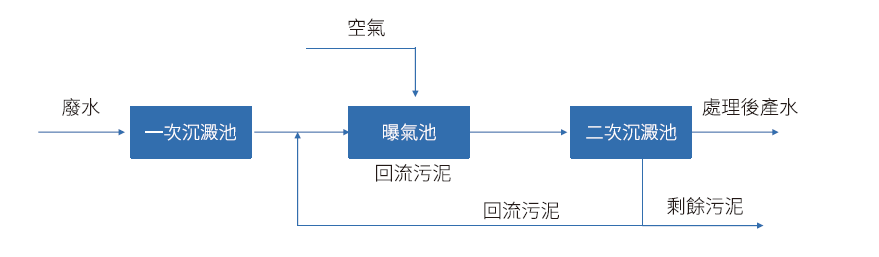
活性污泥法作為目前使用最廣泛的生物處理法,應用區域十分廣泛(應用案例如表2),且處理效果得到現場有效驗證。基本原理為向含有機污染物及細菌的曝氣池中不斷通入空氣,在一定時間內生成「活性污泥」(主要為好氧菌及兼性好養菌所吸附的有機物和好氧菌的代謝產物)。污水和活性污泥混合液經過沉澱池沉澱分離後,澄清產水達標排放,污泥作為種泥回流至曝氣池。(如圖2)
| 案例編號 | 公司名稱 | 案例名稱 | 處理方案 |
|---|---|---|---|
| 1 | 安徽某環保科技股份有限公司 | 某市紅城湖清淤工程 | 生態清淤+旋流篩分減量化+帶式壓濾脫水固結 |
| 2 | 北京某工程設備有限公司 | 某津南污泥處理廠 | 高效污泥厭氧硝化+板框脫水+幹化工藝 |
| 3 | 北京某工程設備有限公司 | 某片區污泥處理處置擴建工程 | 臥式薄層幹化+線性幹化兩段法工藝 |
| 4 | 某環保系統(北京)有限公司 | 某市污水處理廠污泥集中處置項目 | 熱水解+厭氧消化+熱幹化 |
| 5 | 無錫某環保科技股份郵箱公司 | 某污泥處置項目 | 調質深度脫水+熱幹化+自持獨立焚燒 |
圖2:活性污泥法一般工藝流程
2.1.2 薄膜生物反應器
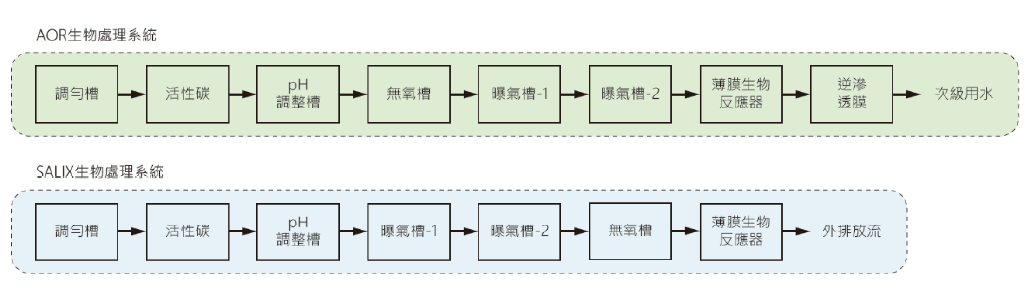
生物膜法是利用微生物在合適條件下易繁殖的特性,使其在固體填料上大量繁殖,並生成污泥狀的生物膠膜,利用生物膜分解流經固體填料的污水。但該處理方式經常出現污泥上浮,導致污泥量減少,而且沉澱池占地面積巨大,不便於系統建立。因此較為新興的薄膜生物反應器應運而生,該法將傳統生物處理法與薄膜相結合,可取代沉澱池,增加處理效率。南科在處理先進製成廠區的 AOR廢水和Salix廢水時採用的就是薄膜生物反應器(如圖3),其效果突出,AOR生物處理系統化學需氧量去除率能達到90%;SALIX生物處理系統化學需氧量去除率在短時間內即大於90%,氨氮去除率則是提升至50%[5]。
圖3:南科處理先進製程廠區AOR和Salix廢水處理流程圖
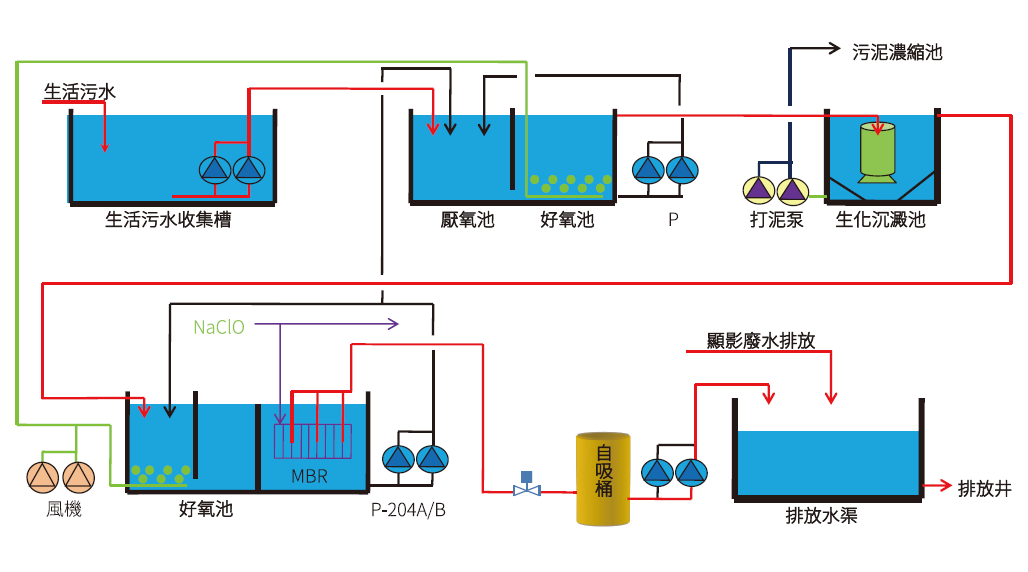
薄膜生物反應器不僅可用於處理工業有機廢水,還可以用來處理生活污水。上海厰採用的就是兩級AO+MBR法(如圖4)來處理廠區內部生活污水,每天處理生活污水約250噸,COD去除率可達到95%,NH3-N去除率在96%以上。
圖4:上海廠生活污水處理流程圖
2.2 厭氧生物處理工藝及發展歷史
厭氧生物處理,就是利用厭氧微生物的代謝特性,將廢水中有機物進行還原,同時產生甲烷氣體的一種經濟而有效的處理技術[6]。廢水厭氧生物處理技術(厭氧硝化),就是在無分子氧條件下,通過厭氧微生物的作用,將廢水中的各種複雜有機物分解轉化成甲烷和二氧化碳等。厭氧與好氧過程的根本區別,就是不以分子態氧作為受氫體,而以化合態的氧、碳、硫、氫等作為受氫體。
2.2.1 厭氧技術發展歷史
厭氧技術始於1881年,具有非常精彩豐富的發展歷程,具體如表3。
| 時間 | 國家 | 事件 | 特點 |
|---|---|---|---|
| 1881 | 法國 | Cosmos雜誌報導應用厭氧生物處理技術市政污水 | 污泥與廢水完全混合SRT與HRT相同,厭氧微生物濃度低,處理效果差 |
| 1896 | 英國 | 第一座處理生活污水的厭氧消化池,沼氣用於照明 | |
| 1914 | 美國 | 14座城市建立了厭氧硝化池 | |
| 1940 | 澳大利亞 | 連續攪拌的厭氧硝化池 | |
| 20世紀50年代 | 厭氧接觸反應器 | 增設污泥回流裝置SRT>HRT,提高了負荷與處理效率 | |
2.2.2 三代厭氧反應器的演變
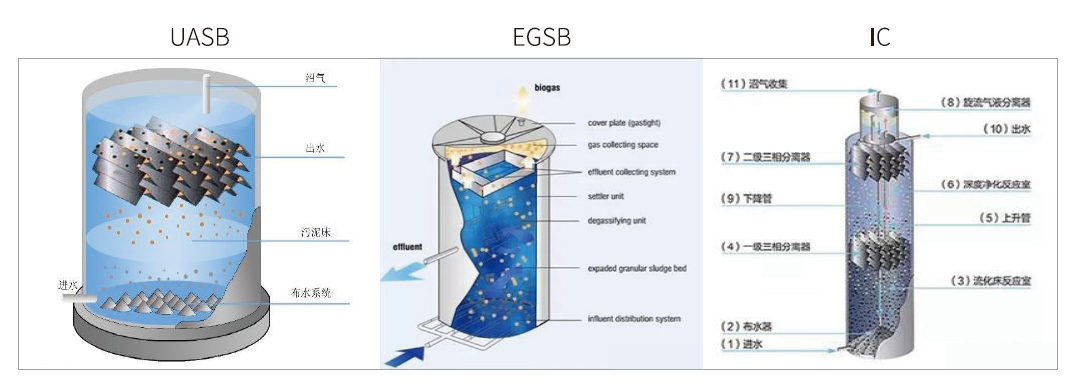
在厭氧技術發展的一百多年時間內,厭氧反應器同樣歷經了多代更迭,主要的三代厭氧反應器如表4。其中二代和三代厭氧反應器如今應用最為普遍(如圖5),而在這其中,UASB(上流式厭氧污泥床)以其有機負荷位居二代首位、工藝簡化、容積利用率高等優點而被廣汎應用。
| 名稱 | 特點 | 代表 |
|---|---|---|
| 第一代 | 用於污泥和糞肥的消化,生活污水的處理。 |
普通厭氧接觸工藝 厭氧消化器 |
| 第二代 |
以提高微生物濃度和停留時間,強化傳質作用,縮短液體停留時間為基礎。 實現SRT和HRT相分離,提高反應器內污泥濃度。 |
厭氧濾器 (AF) 厭氧流化床 (AFB) 上流式厭氧污泥床 (UASB) |
| 第三代 | 解決污泥流失問題。 |
厭氧膨脹顆粒污泥床(EGSB) 內迴圈式厭氧反應器(IC) 厭氧上流污泥床篩檢程式(UBF) 厭氧折板式反應器(ABR) 厭氧續批式間歇反應器(ASBR) |
圖5:UASB、EGSB、IC三種厭氧反應器
利用(UASB)的特性,同時結合TMAH廢水生物處理技術在台灣光電廠應用成功的案例,上海厰創新性的選擇UASB來處理半導體工廠的TMAH廢水,成功降解TMAH廢水,減少廢棄物二次污染排放,同時將該工藝處理流程與生活污水處理工藝相結合,實現TMAH和生活污水兩種有機廢水處理水質達標處理並回用至綠化澆灌用水,符合公司ESG理念。
3.研究方法
3.1 TMAH水質及替代檢測方法
為減少有機廢水排放對總排COD的影響,實現TMAH降解勢在必行。從檢測機制和原理分析角度出發,以TOC替代COD來量化TMAH濃度不失為一種行之有效的辦法。在綜合考慮成本和運維時效的情況下,因TMAH不能被重鉻酸鉀氧化,考慮 TMAH內組成成分,同時將現有線上設備進行聯合分析,最終將TMAH數值確認為TOC和氨氮讀值。主要儀錶檢測化學式如下:



因TMAH分子量為91,C的分子量為12,N的分子量為14,因此根據物質守恆定律,1g的TMAH可貢獻1.89g CO2,即在TMAH充分反應的情況下,儀錶中檢測到的TOC可表徵水中TMAH的含量。同時因為TOC儀錶和氨氮儀錶維保相對常見與簡易,所以TMAH檢測相對穩定。
針對綫上機臺TMAH廢水進行取樣檢測分析,檢測數據如表5所示,分析其水質可發現,其中TOC和氨氮數值較高,不符合上海厰對外污水排放標準,亟需對該廢水進行處理,達標後排放。
| 項目 | TMAH廢水 | 上海廠廢水排放標準 |
|---|---|---|
| pH值(無量綱) | 12~13 | 6~9 |
| TMAH/ppm | 1300~1500 | - |
| TOC/ppm | <2000 | <500 |
| NH3-N/ppm | 40~50 | 45 |
| NO3-N/ppm | <10 | - |
3.2 TMAH廢水降解小試
在研讀文獻和案例學習基礎上,我們結合TMAH廢水特性與有限的實驗條件,針對TMAH廢水處理方法採取了有機物氧化的方式來處理效果佐證。
3.2.1 Fenton法與實驗結果
小試1採用芬頓法(即二價鐵離子(Fe2+)、和雙氧水之間的鏈反應催化生成羥基自由基,具有較強的氧化能力)的處理方式來處理TMAH廢水。實驗流程為:
- 採用COD : H2O2 : Fe = 1 : 2.8 : 0.5的配比方式,取用50ml原水,添加亞鐵溶劑2250mg/L,將pH調整至3.4。
- 置於60℃水浴至恆溫,然後加入30%雙氧水2.1mL,磁石攪拌(如圖6)。
- 反應20分鐘加入氫氧化鈉使鐵離子沉澱,上清液清澈無色。
- 分析殘留的TOC。
圖6:恒溫水浴進行Fenton氧化實驗
針對試驗前後的水樣進行TOC和氨氮數值檢測,檢測結果如表6。
| TOC/ppm | NH3-N/ppm | |
|---|---|---|
| 原水 | 1650 | 44 |
| Fenton | 1190 | 46 |
| 處理效果 | 27.8% | 4.5% |
從實驗結果可以很清晰地發現,TOC的降解效率為27.8%,但是氨氮幾乎沒有增加,所以TOC的降解非TMAH分解產生,而是原水中其他的有機物分解而來,故Fenton法對於TMAH降解作用不大。
3.2.2 TOC-UV+H2O2法與實驗結果
小試2採用紫外燈照射與H2O2去除原水中的TMAH(即在UV燈光照射和雙氧水氧化作用下,在水中產生羥基自由基,氧化水中的有機物)。實驗流程為:
- 採用TMAH原水: DIW = 1 : 9的配比方式,配置10%的原水1L。
- 在pH=7前提下,添加30%雙氧水至750ppm(按照H2O2:COD=2.5),磁石攪拌混合均勻,反應30min。
- 使用UV燈25W置於1升玻璃量桶內照射水樣,照射時間為60min。
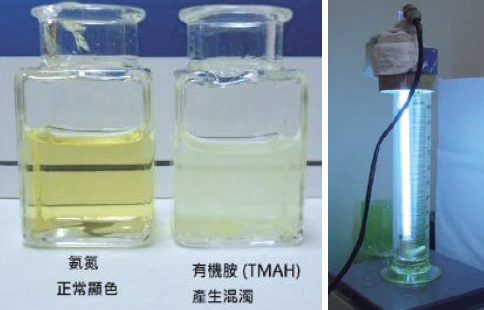
- 對照射後的溶液使用鈉試劑(Nessler's reagent )測氨氮,觀察溶液顏色。
在總反應時間90分鐘內,所有的檢測樣品都是呈現非典型顯色(無變色、無沉澱),表示氨氮沒有被釋放出來。UV+H2O2處理幾乎沒有效果,如圖7。
圖7:Nessler's reagent 顯色隨著與TOC-UV+H2O2實驗
3.2.3 TOC-UV+過硫酸鹽法與實驗結果
小試3在小試2的基礎上,添加過硫酸鹽(即採用過硫酸鹽氧化有機物)。實驗流程為:
- 小試2的基礎上繼續往量筒內添加2g過硫酸鉀。
- 待溶解後採用UV燈光繼續照射10min。
發現水中氨氮與有機胺都消失,鈉氏劑不顯色,且硝酸鹽增加了。TOC由1650mg/L→320mg,TOC去除率達80.6%。
3.2.4 厭氧生物處理法與實驗結果
小試4利用厭氧污泥對TMAH原水在中性條件下進行厭氧反應。實驗流程為:
- 以三角燒瓶(1450mL),裝900mL污泥液(MLSS約35000mg/L),與500mL顯影廢水接觸混合。
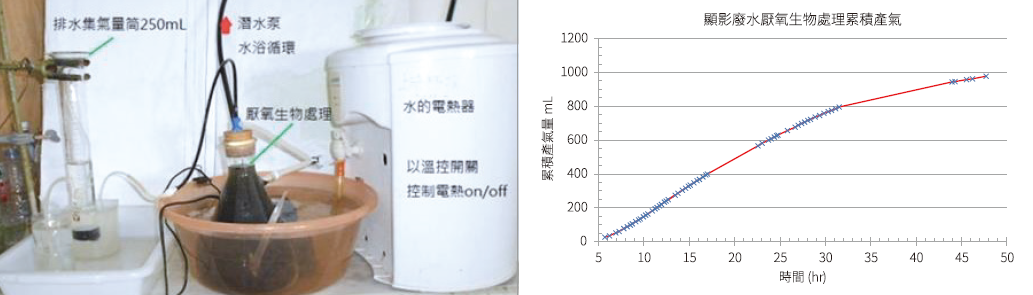
- 設計簡易恒溫盆(波動範圍約33~34℃,如圖8所示),將裝有污泥和TMAH廢水之三角瓶置於其中,不定時以人工磁石攪拌,協助與污泥與廢水混合。
- 以排水集氣瓶收集產氣,記錄產氣狀況。
本次小試歷時47.8h,產氣量累積978ml,產氣資料如圖8,分析上清液水質,可測得其中氨氮數值為360ppm,溶解性TOC濃度為33.1ppm,對比原水TOC濃度為1200ppm,可得TOC去除率大於95%。
圖8:厭氧恒溫盆與實驗產氣量
3.3 小試結果總結分析
經過Fenton法、UV+H2O2、UV+過硫酸鹽、厭氧生物法四種有機廢水的小試,我們可以發現,其中有效的兩種處理方式為UV+過硫酸鹽和厭氧生物法。經計算,若使用UV+過硫酸鉀方法,在TMAH:過硫酸鉀=1:35.6的理論前提下,100ml TMAH廢水(含有0.133g TMAH),需要4.7g過硫酸鉀,若按照每千克過硫酸鉀六元人民幣來估算,100mlTMAH廢水需要28.4元,即每噸TMAH廢水需要至少284元處理成本,這是相當高的一個運維成本。因此我們選擇更經濟、更有效果的厭氧生物處理法來進行TMAH廢水的處理。
4.結論與建議
4.1 TMAH廢水處理系統建立
在理論研讀和小試實驗基礎上,我們結合行業中已建成TMAH廢水處理經驗,設計了TMAH廢水處理流程(圖9),在中性條件下厭氧菌的生物反應,降解TMAH,最後通過生活污水硝化,將含TMAH廢水處理成合格的澆灌用水。既減少了廢棄物的生成,又符合ESG理念中的零排和中水回用思想。
圖9:TMAH處理流程圖設計

因制程工藝未發生重大變更,機台排水量較為固定,所以在設計系統處理單元和處理量時從以下幾個角度進行考慮:
- 確保Buffer Tank容量充足,針對每天約80m3 TMAH廢水排放,設計原水桶槽體積為80m3。
- 增加水質的穩定性,將水質酸堿調節設計為兩段pH調節,即TMAH廢水從原水桶槽流出後,在攪拌機和加藥單元作用下,流經兩個桶槽,將其pH控制在8和7~7.5,確保進入UASB水質穩定。
- 確保主要的厭氧反應設備-UASB的處理效果,增加污泥回流設計(有利於顆粒污泥的形成和維持)、增加集氣室擋板(防止沼氣氣泡進入沉澱區,減少液體擾動)、增加溫度控制單元(罐體內水溫保持在35度左右)。
- 增加AO處理單元的廢水停留時間,使得UASB產水充分進行厭氧、好氧反應,設計兩個厭氧池、7個好氧池(即一級AO設計,主要進行氨氮硝化反應),並通過調整第二個好氧池的pH,確保pH>6.8,減少對硝化反應的抑制。
- 為了充分處理TMAH分解後廢水,將其與生活污水處理系統進行串聯處理,利用兩級AO和MBR處理工藝,進一步深化處理廢水,同時檢測水質,依水質將其回用於綠化澆灌。
基於以上考慮,現場搭建設備(如圖10)並進行調試(如圖11)。經調試運轉,可實現試車中期TMAH進水TOC去除率達到94.1%,試車結束階段,仍能保持TOC的去除效率,符合設計初衷。
圖10:現場系統設備搭建
圖11:TMAH系統試車進水與產水

4.2 運轉經驗分享與展望
目前上海廠已經完全實現TMAH廢水無害化處理,每日TMAH廢水處理量約為80m3,完全減少了外運處理的費用,杜絕了直接排放給環保帶來的風險。同時,系統運行穩定,無需投入大量人工維護成本,且運轉費用僅為少量的營養源藥劑和泵浦儀表等汰換費用。
通過與生活污水處理設備的聯動,可完全實現廠區內兩種有機廢水的處理和再利用。我們將處理後的有機廢水進行收集,並與綠化澆灌用水標準進行對比分析(如表7),可以發現將生活污處理水應用於綠化澆灌是完全可行的(如圖12)。
| 項目 | 觀賞性景觀環境用水 | 生活污水 |
|---|---|---|
| GB/T 18921-2019 | 處理系統產水 | |
| pH值(無量綱) | / | 6.4 |
| 氨氮(NH3-N)/ (mg/L) | 5 | 0.038 |
| 色度/ 稀釋倍數 | 30 | 8 |
| 濁度/ 度 | 3 | 3 |
| 懸浮物(SS)/ (mg/L) | 10 | 9 |
| 糞大腸菌群/ (MPN/L) | 2000 | 140 |
| 石油類/ (mg/L) | 1 | 0.48 |
| 陰離子表面活性劑(LAS)/ (mg/L) | 0.5 | <0.05 |
| 餘氯/ (mg/L) | 0.05 | <0.01 |
圖12:生活污水處理後水質與綠化澆灌標準

當然運轉過程中也不可避免的遇到一些問題,這也為後續運轉提供了一些經驗藉鑒,主要包括:
- TMAH整個系統中的pH是一個重要的參數,趨於中性(略大於7)對於UASB中的污泥活性、AO工藝中的硝化作用等都起到促進作用。
- 需要嚴格控制UASB的厭氧反應溫度,低於35.5℃開啓加熱設備,高於36℃關閉加藥設備。
- 確保營養源與氯化鈣的定時定量投加(15天,約500L營養源,100L氯化鈣),防止污泥大量死亡,影響厭氧反應效率,進而影響TMAH分解效果。
- 定期觀察污泥的活性情況,若污泥活性較差或污泥量大量減少,及時暫停系統運行,打開污泥循環泵,進行污泥厭氧繁殖,增加污泥處理效果。
- 對於UASB中三相分離設備,需設計一定的可供污泥層膨脹的自由空間,以防止較重的污泥在暫時性有機或水力負荷衝擊下流失,有利於污泥顆粒或絮狀污泥滑回到反應室,同時還對可生物降解的溶解性COD起到一定的去除作用。
- 定期對生活污水處理系統進行MBR膜組的清洗,減少因膜組污堵而影響系統穩定,防止系統產水量降低。
- 在保證綫上監測系統產水水質的同時,需要定期取樣進行離綫檢測,防止因儀表失準影響污泥的活性,又能防止其水質變差對下游綠化澆灌產生影響。
在此基礎上,對於後續廠區內有機廢水處理,我們有更高的期待:
- 對於廠區內所有的有機廢水,面對製程工藝的變化,都可嘗試採取生物處理方式,通過好氧菌、厭氧菌、兼氧菌等菌群對廢水中大分子有機物進行講解,進一步實現含有機廢水無廢排放。
- 處理後的有機廢水,根據水質檢測結果,將符合綠化澆灌的系統處理水回用至景觀池或綠植等,充分實現廢水的無害化與減量化排放,同時更加符合公司的ESG理念。
- 目前臺積大多數廠區所採用的TMAH處理方式(樹脂吸附式)大多存在運維費用高,易堵塞失效等問題,可邀請新工處評估將生物處理TMAH的方式推廣至臺機其他廠區。
- 若待處理之有機廢水體量較大,則預估會產生較多甲烷氣體,直接排入空氣會增加溫室效應,不利於環保,若將其收集並進行燃燒,則燃燒部分產生的能量可應用於鍋爐房等升溫設備,實現節能減碳的目的。
參考文獻
- 高端化、智慧化、綠色化不斷深入我國高技術製造業持續快速增長,中國台灣網。
- Taiwan Semiconductor Manufacturing Company(TSMC).TSMC 2020 Corporate Social Responsibility Report. Hsinchu,Taiwan,China:Taiwan Semiconductor Manufacturing Company,2021:103-111.
- 鐘順輝,「小心!少量TMAH也會要人命」,勞工安全衛生簡訊,第八十九期,(2008)。
- 彭淑惠,含TMAH廢水生物處理及生物毒性減量評估,國立交通大學工學院永續環境科技學程, 2014。
- 楊文守、邊逢沂,AOR和Salix南科先進製程廠區,廢水生物處理系統運轉精進與實務,40期,2020。
- 工業技術研究院環境與安全衛生技術發展中心,厭氧生物處理系統設計及應用技術手冊,2003。
留言(0)