摘要



乙硼烷(B2H6, Diborane)為一種相當重要的半導體製程氣體,其具有高活性與劇毒性。鋼瓶內的B2H6即使未和其他物質接觸,也會緩慢地自行降解成B2H10、B5H9及B10H14等副產物,造成原物料濃度降低,進而影響半導體製程良率。為了解決此問題,本計畫針對了一個可輸出穩定氣體濃度之供氣技術應用在B2H6氣體的可行性進行評估,以期可在現場自行進行混氣,進而提升供氣濃度的穩定性。
前言
乙硼烷(B2H6, Diborane)又稱硼乙烷、二硼烷,是一種無機化合物,也是目前能分離出最簡單的硼烷。B2H6的分子量為27.67g/mol,在常溫常壓下為具有令人厭惡難聞且會造成窒息的無色氣體,吸入或和皮膚接觸後會對人體產生相當大的傷害,為劇毒性氣體。此外,B2H6也具有相當高的活性且相當易燃,和空氣混合後會形成爆炸性的混合物,碰到水氣則會產生劇烈的放熱反應並釋放出易燃的氫氣。由於上述可知,B2H6為一種高風險危害性氣體,因此在處理該氣體時需相當注意氣密問題。此外,使用B2H6氣體的廠房也須設置有廢氣排放管及洗滌器(Scrubber)等處理設備。操作人員方面則需受過相關安全訓練,作業時也需穿戴防護裝備以降低任何可能的人體暴露風險。
由於B2H6具有相當高的化學活性,使其即使貯存在鋼瓶中未和任何外界的不純物質接觸,本身也會進行降解反應(如反應式1),而降解成B4H10、B5H9及B10H14等副產物。
2B2H6 → B4H10 + H2 ..........(1)
這些分子量較大的副產物在常溫下可能會以揮發性液體(B4H10及B5H9)或是昇華性固體(B10H14)的形式存在。此降解反應不僅會造成B2H6的濃度降低而影響原物料品質,產生出來的副產物也會直接影響產線上的製程,或是造成氣體管線阻塞等運轉上的問題。
乙硼烷的降解特性
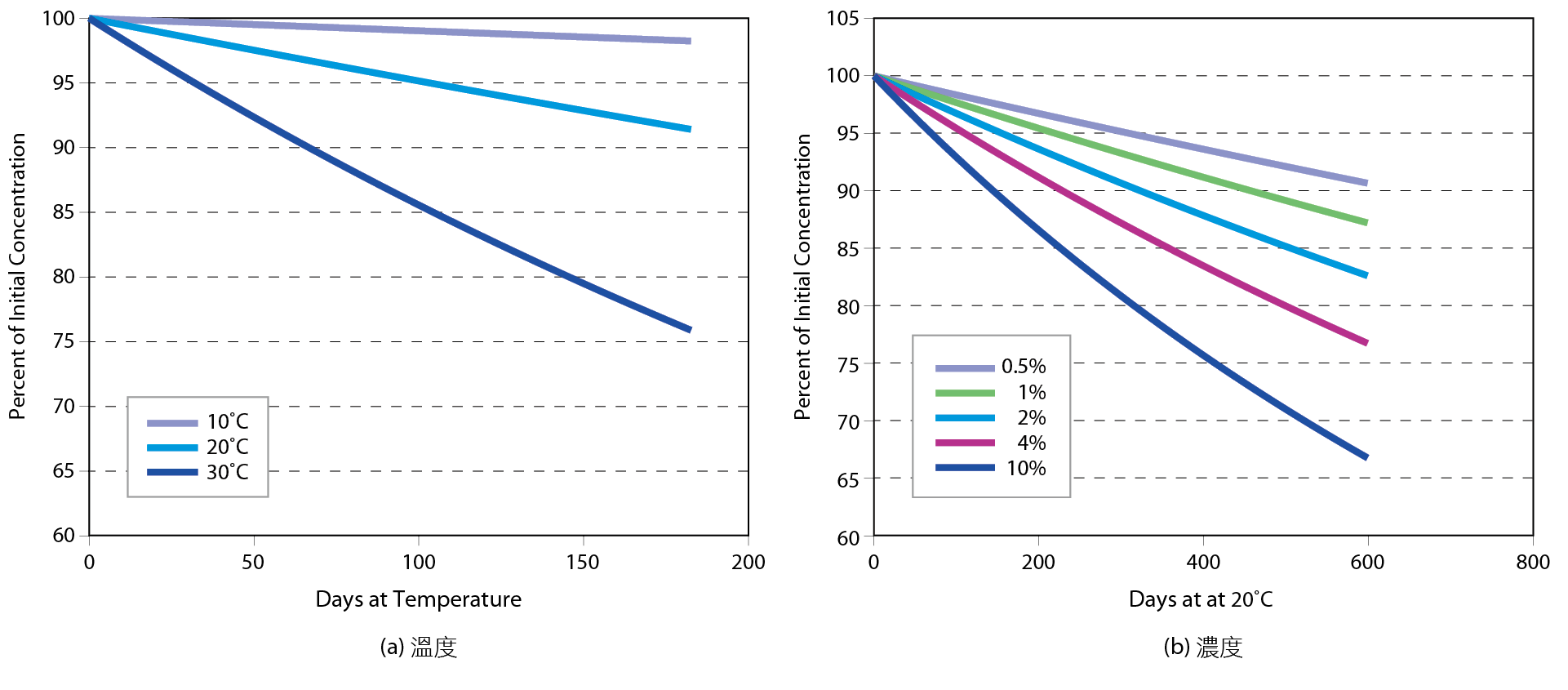
B2H6的降解反應速率會受到溫度、壓力及濃度等因子的影響,此三個因子均和B2H6降解反應速率呈反比關係。Flaherty et al. (1993)曾建立了一套B2H6反應速率的計算模式,分析貯存溫度及濃度對於B2H6氣體貯存濃度穩定性的影響,結果如 圖一(a)及(b)所示。由此兩張圖可明顯看出B2H6的降解速率會隨著貯存溫度及濃度的下降而降低。
圖一、溫度及濃度和B2H6 氣體貯存濃度穩定性的關係圖( 資料來源:Air Products )
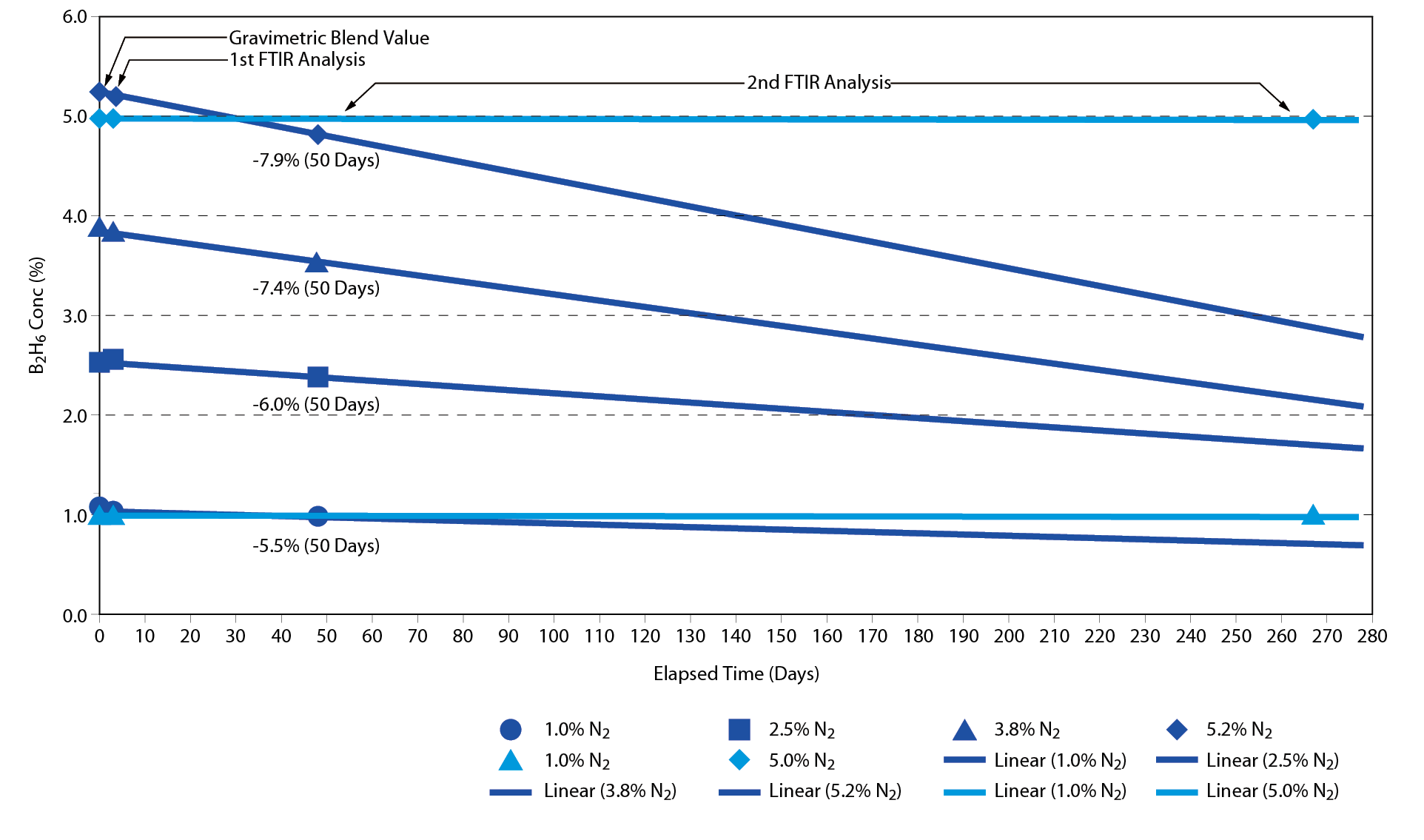
在方便性以及成本的考量下,業界一般會選擇將B2H6控制在低濃度的方式來降低其降解速率。而在濃度控制及稀釋氣體方面,一般則會使用N2或H2將B2H6的體積濃度稀釋至5%以下。過去曾有氣體廠針對此兩種稀釋氣體對B2H6的貯存穩定性再做進一步的評估,結果如 圖二所示。由該圖可明顯看出以H2作為稀釋氣體可使B2H6更為穩定。
圖二、以N2及H2 兩種氣體對B2H6 稀釋至不同濃度的情況下,B2H2 混氣濃度和時間的關係圖( 資料來源:Scott Specialty Gases )
氣體廠為了避免B2H6氣體降解而影響其品質,一般建議B2H6鋼瓶的保質期為6個月。然而對於半導體廠的生產製程而言,鋼瓶內的B2H6濃度常會受到貯存溫度及瓶壓的影響,使氣體濃度的變化量常常會超出製程端的規範,進而影響產品良率以及生產機台使用率。為了進一步克服此問題,本計畫針對一個裝配有濃度偵測回饋控制之混氣系統應用在B2H6氣體之可行性進行評估,以期可在現場自行進行混氣,進而提升供氣濃度的穩定性。
系統介紹
濃度恆定混氣系統
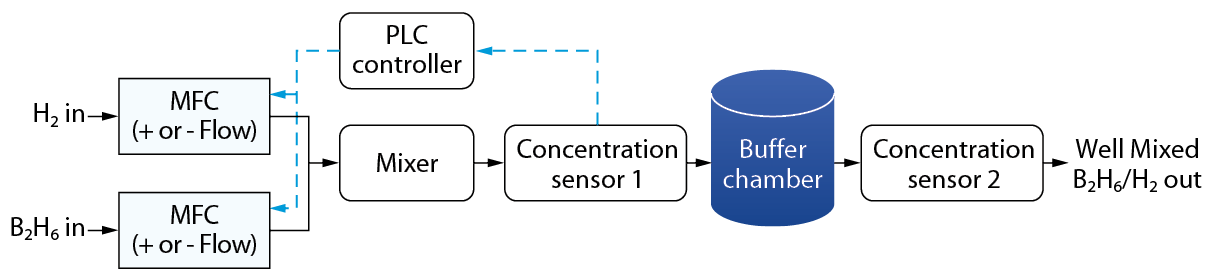
本計畫中所使用的濃度恆定混氣系統主要由兩顆質量流量控制器(Mass Flow Controller, MFC)、一個螺旋式靜態混合器(Helical Static Mixer)、兩個聲波腔(Acoustical Chamber)濃度即時量測器及兩個緩衝腔體(Buffer Chamber)所組成, 圖三為該系統的示意圖。由此圖可看出,在進行混氣時,被稀釋的目標氣體(Target Gas, TG)及用來稀釋的母體氣體(Matrix Gas, MG),會分別由兩個MFC來控制進入Mixer的流量進行混合。混合後的氣體接著會進入聲波式的濃度量測器中進行濃度監控,此量測器測得之濃度資訊會即時回饋一部可程式邏輯控制器(Programmable Logic Controller, PLC)進行濃度與流量的反覆運算,再由此PLC發出訊號給上游端的兩部MFC,調整TG及MG進入Mixer的流量來對混合氣體的濃度進行調整。混合氣體會接著進入緩衝腔,使氣體濃度更趨穩定。最後混合氣體在供氣給機台之前,還會再通過第二顆聲波式的濃度量測器,此量測器並未如第一顆量測器由提供回饋訊號給MFC進行流量調整,其主要之目的為對系統的混氣品質做最後把關。
圖三、濃度恆定混氣系統流程圖
螺旋式靜態混合器 Helical Static Mixer
圖四(a)為螺旋式靜態混合器的實體圖,由該圖可看出該混合器內部由數個螺旋式的金屬片所組成。這些螺旋金屬片主要的混合機制有二,如 圖四(b)所示,其一為把兩股要進行混合的氣體進行氣流切割(Flow division),將原本兩道氣流劃分為多道氣流(氣流數:2n,n為金屬螺旋片的數量),使氣體可充分地均勻混合。其二則是使氣流在旋轉的過程中,使其可自行做軸向的混合(Radial Mixing),以降低氣流中可能的溫度、流速及物質成分的軸向梯度(Radial Gradient),使混合氣體濃度更加均勻。
圖四、螺旋式靜態混合器示意圖(圖片來源:Wikipedia)
 (a) 實體圖
(a) 實體圖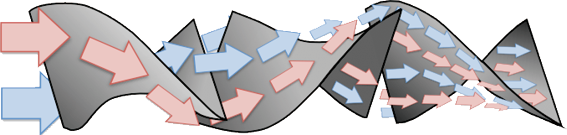 (b) 混氣流程 Flow Division
(b) 混氣流程 Flow Division Radial Mixing
Radial Mixing聲波腔濃度即時量測器 Acoustical Chamber
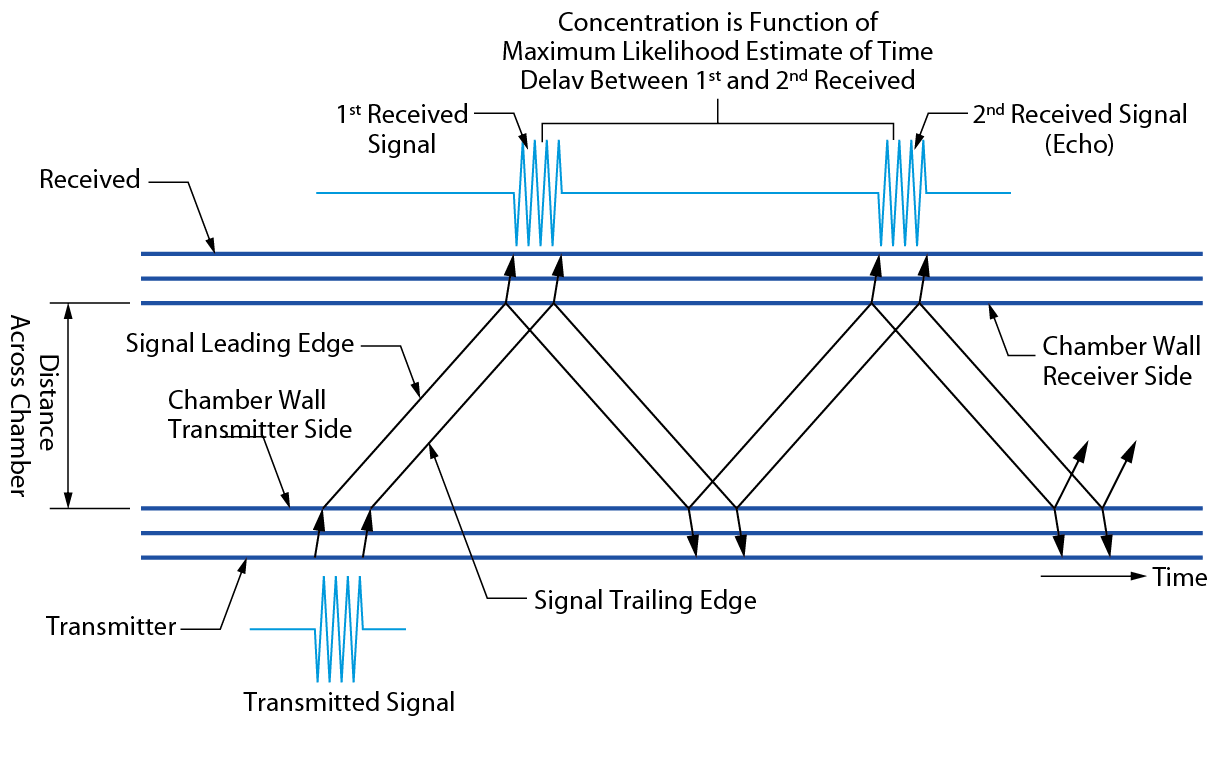
圖五為聲波腔濃度即時量測器的量測原理示意圖。如圖所示,腔體內部主要由兩個相互平行的圓形平板所構成,其中一個為訊號傳遞板(Transmitter)而另一個為聲波感測板(Receiver),兩者之間的間距為10mm。當待測濃度的氣體進入此兩平板所夾的空間後,Transmitter會產生出一強度約為2MHz的聲波訊號,使聲波經由平板之間的氣體介質傳遞至Receiver,完成接受第一次的訊號接受,接著再經由一次Transmitter的聲波反射,使Receiver接受第二次訊號。由於聲波穿過介質以及經由Transmitter反射時,部分能量會被吸收,使聲波能量降低,因此系統可藉由聲波訊號的強弱來區別Receiver所接受到的第一次及第二次訊號。最後系統再藉由兩次訊號接受到的時間差,推算出氣體濃度值。
圖五、聲波腔濃度即時量測器之量測原理示意圖( 資料來源:Lorex Industries, Inc. )
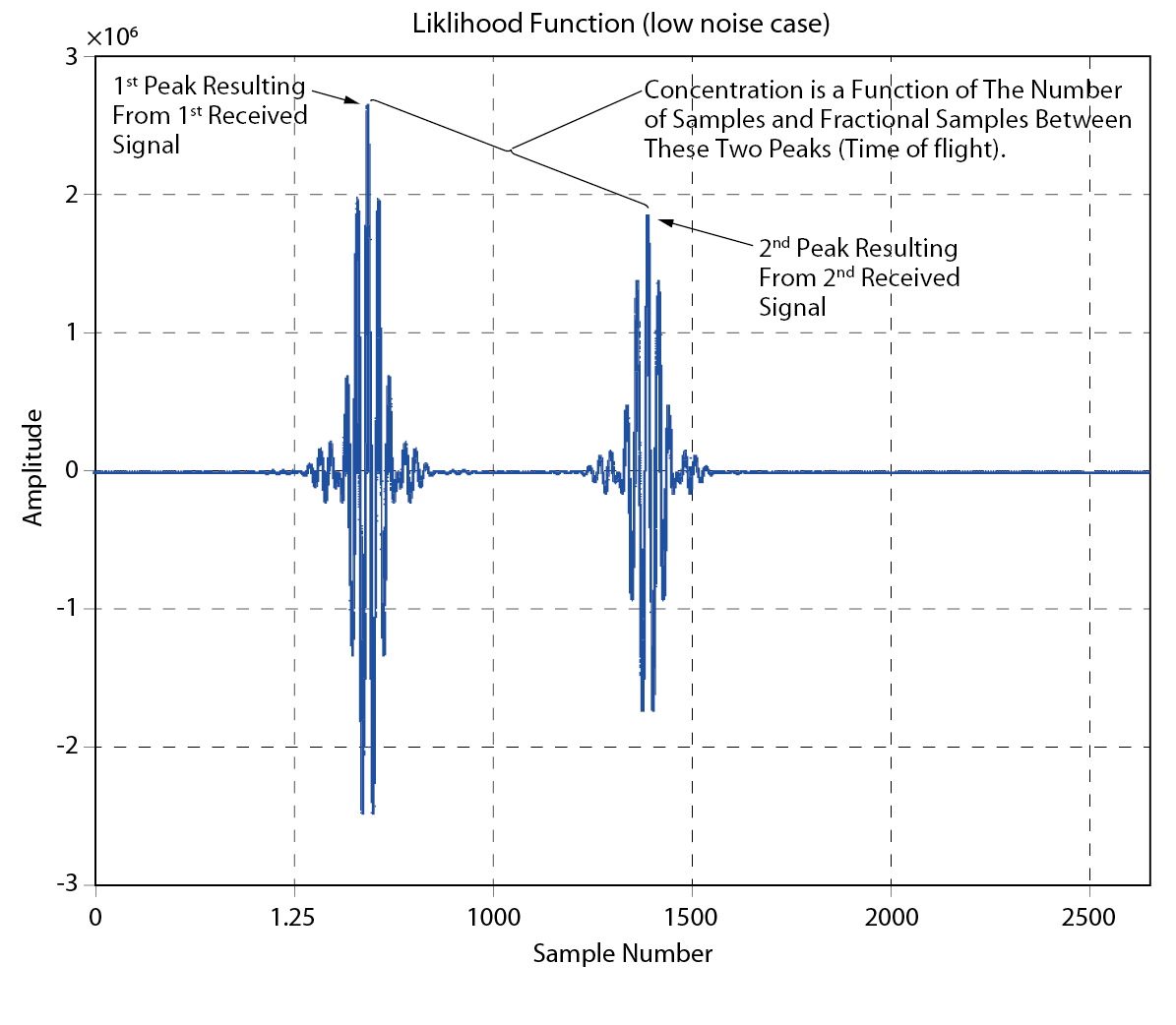
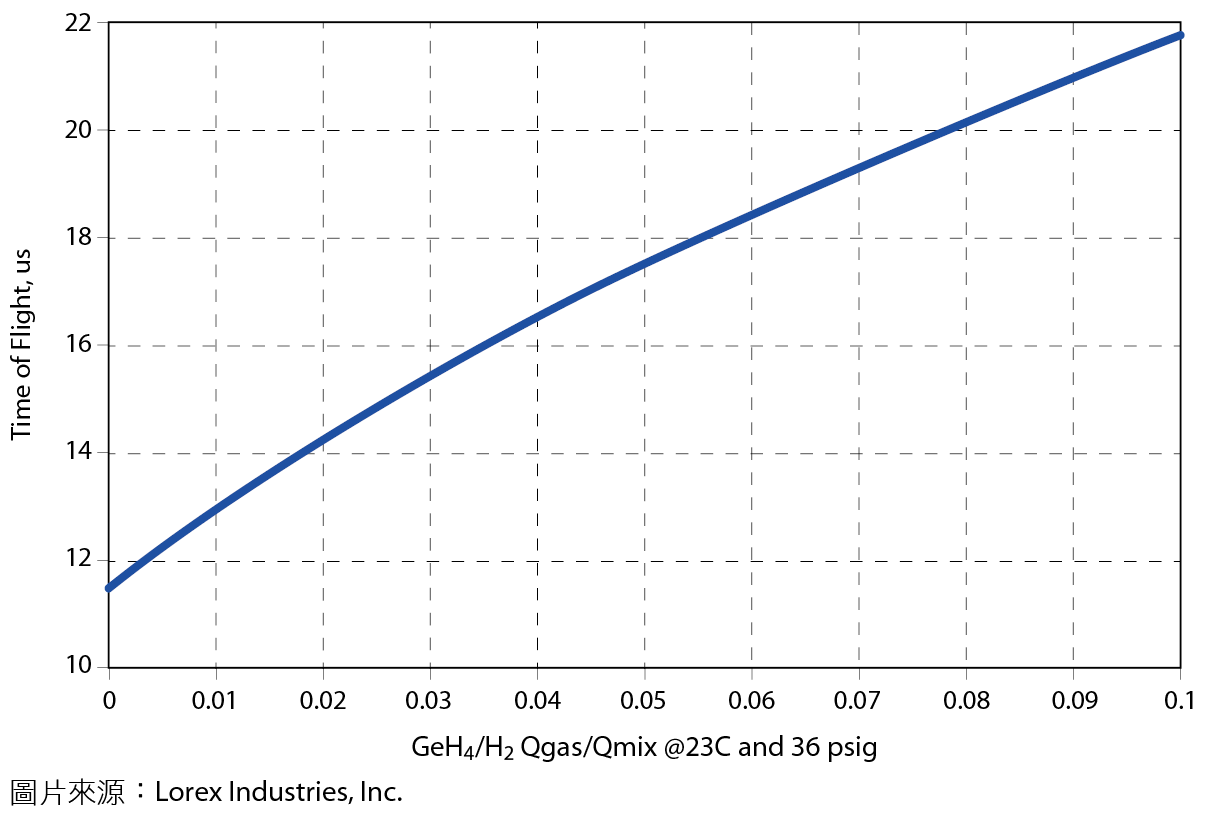
圖六為Receiver之訊號接受圖,由圖可看出系統可利用接受到兩次聲波訊號之振幅峰值差異,來判讀接收此兩訊號的時間差。 圖七則為過去混氣系統設備商針對GeH4/H2混氣濃度和Receiver訊號接收時間差所做出之關係圖。結果顯示,混氣濃度和Receiver的訊號接受時間差之間,有一良好的正比且幾近線性之關係。
圖六、聲波腔濃度即時量測器之訊號接受圖( 資料來源:Lorex Industries, Inc.)
圖七、聲波感測板接收聲波之時間差和GeH4 /H2 混氣濃度間之關係圖
系統測試與結果分析
本計畫主要之測試項目為在不同供應流量的情況下,對此混氣系統的混氣濃度穩定性進行測試。測試方法為在混氣系統出口端裝上一MFC,來改變不同的供氣流量或製造瞬間流量變化的情況,以模擬線上機台的實際供氣情形。最後再藉由混氣系統所測出之濃度趨勢變化圖,來評估此系統所供應之氣體濃度穩定性。由前言的介紹可知,B2H6氣體有相當高的危險性,相關氣體設備須有完善的安全防護以及廢氣處理設備。在安全性及成本的考量下,本計畫改採以無危害且分子量和B2H6相近的N2做為測試氣體(B2H6:27.67; N2:28)。另由於B2H6黏滯性較高,實際在進行混氣時,會使用15%的B2H6/H2進行混氣並稀釋至1%。固本實驗也以15%的N2/H2作為測試時的其中一個混氣氣源,而另一混氣氣源則採用可使B2H6貯存穩定性較高的100% H2作為稀釋氣源。兩種氣體之供應壓力均控制在100psig,混氣之出口壓力則控制在60psig。
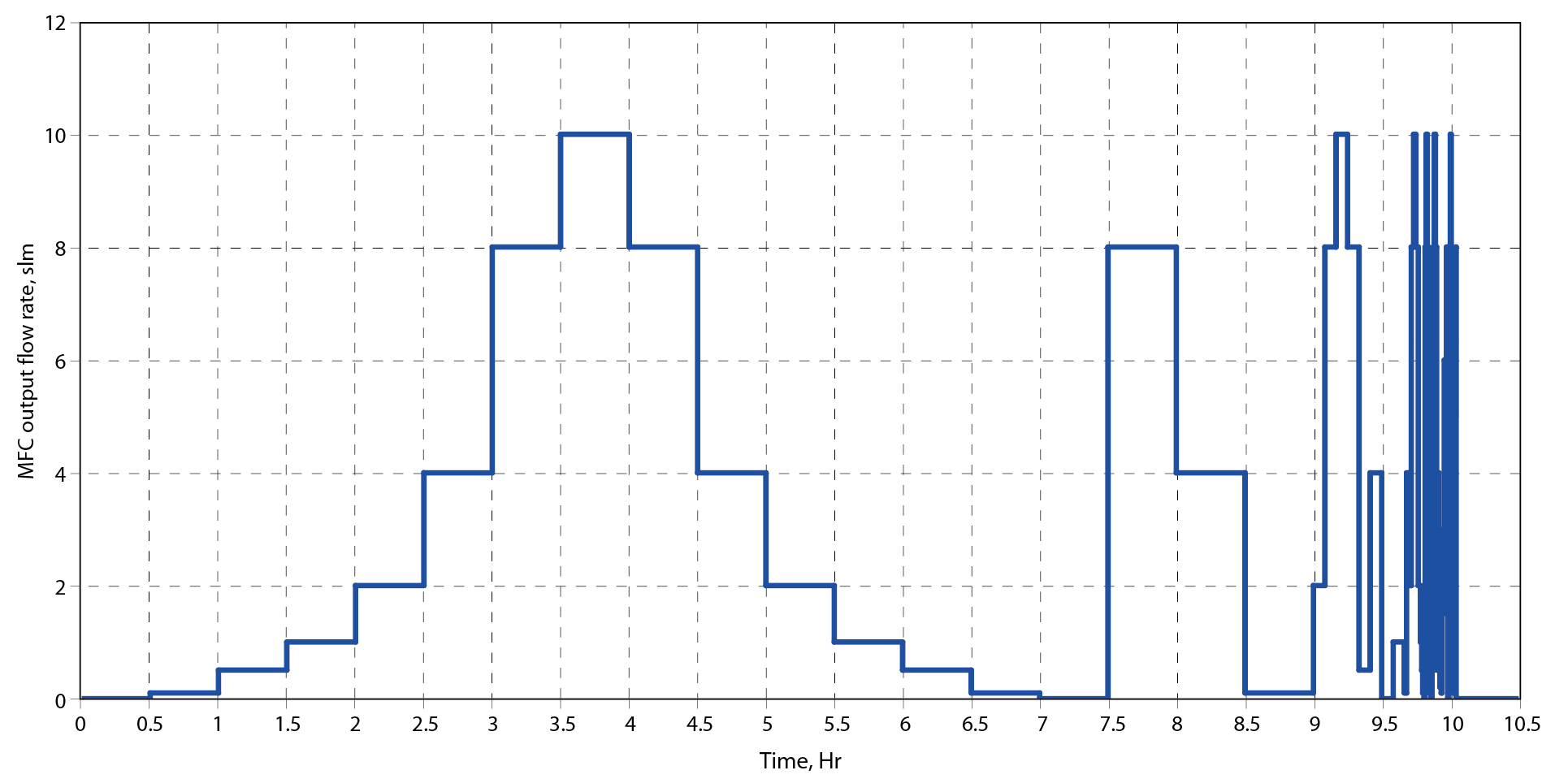
圖八為濃度恆定混氣系統的輸出氣體流量時序變化圖。由該圖可知,混氣系統出口端的MFC所控制的輸出流量以10小時為一個週期,其中前7.5小時,MFC的輸出流量會以半小時的頻率做變化,輸出流量由0Lpm增加至10Lpm再降回0Lpm,主要目的為測試在不同的輸出流量下,混氣系統的混氣濃度穩定性。而從7.5至10小時最後這段2.5小時的時間內,MFC所控制的輸出流量以及流量改變頻率會逐漸變快,由每5分鐘漸漸加快至每12秒變換一次測試流量。目的則是在測試瞬間流量變化對混氣濃度穩定性的影響。
圖八、進行混氣濃度穩定性測試時,系統輸出流量之時序變化圖
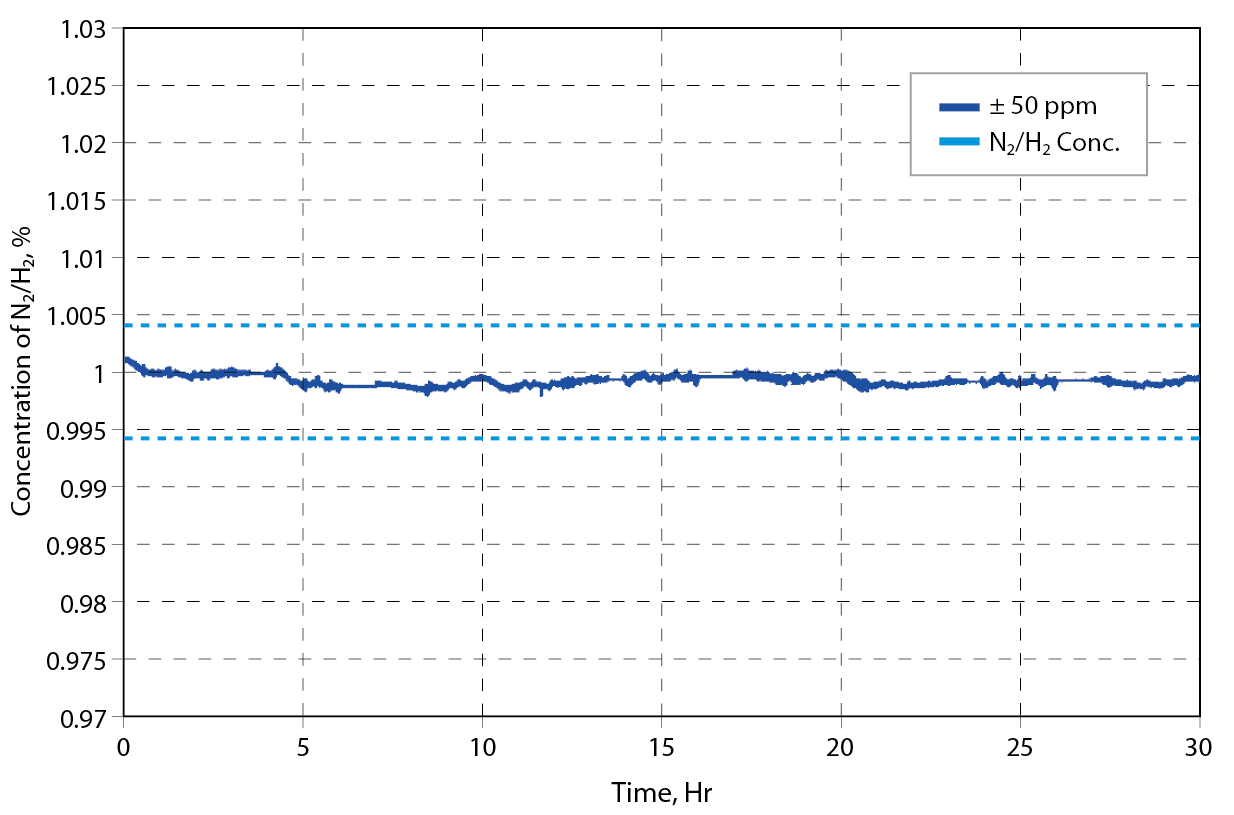
圖九為以上述之流量變化週期進行3次(30小時),測試期間之輸出混氣濃度時序變化圖。測試結果顯示,在不同的輸出流量之下以及瞬間輸出流量改變的情況之下,該混氣系統所混出之氣體濃度均相當穩定,其濃度變化量均可維持在±15ppm範圍內的水準,遠低於生產製程端所要求的±50ppm的標準。此結果也證明該混氣系統在不同流量以及瞬間流量變化的情況下,均可混出濃度穩定的混合氣體。
圖九、濃度恆定混氣系統輸出之混氣濃度的時序變化圖
結論
B2H6氣體濃度的穩定性對於半導體廠內的製程良率有相當程度的影響。然而目前業界利用鋼瓶供氣的方式常會遇到鋼瓶內B2H6自行降解,造成不同鋼瓶內的B2H6氣體濃度不同的問題。為了解決此問題,本計畫測試了一部濃度恆定混氣系統。基於安全性及成本的考量,本計畫以分子量和B2H6相近的N2氣體做為測試氣源。測試結果顯示,在不同的輸出流量之下以及瞬間輸出流量改變的情況之下,該混氣系統混出之氣體濃度變化約在±15ppm的範圍之內,遠低於製程生產端所提出之±50ppm的標準。本計畫未來預計在具有完善安全防護以及廢氣處理設備的半導體廠內,以實際的B2H6氣體對此混氣系統做測試。待測試成功後,預計將可取代目前B2H6氣體的鋼瓶供應模式,除了改善濃度不穩問題,提升製程良率及機台使用率之外,也可降低氣體鋼瓶成本及控管鋼瓶濃度或是更換鋼瓶之人力成本。未來該套混氣系統也可進一步推廣應用到其他高科技廠內的其他混合氣體。
參考文獻
- Air Products, Technical Bulletin, Diborane (B2H6) storage and Delivery, http://www.airproducts.com/~/media/downloads/other/D/en-diborane-electronics-technical-bulletin.pdf
- Flaherty, E.T., Marshall, J., Albert, P., Brzychcy, A.M., Forbes, D. Journal of Electrochemical Society. 1993, 140, 1709.
- Lorex Industries, Inc., Piezocon Sensor and 1-Channel Controller Installation and User’s Guide.
- Wikipedia, http://en.wikipedia.org/wiki/Static_mixer
留言(0)