摘要
成廠區有限空間的空污防治設備建置對策
Keywords / Wrong connection of Exhaust、Exhaust mixed exclusion、Local Wet Scrubber、DRE、Old Facility area、Capacity、Honeycombs

隨著環保意識抬頭及空污法規的演進,台積電呼應前述,提出ESG 2050年淨零排放目標,老舊成廠區在空污排放系統架構上有著難以改善的硬傷,除了防治設備老舊及備源機制不完全造成停機保養困難,更是有不同種類排氣風管串接混排的設計。雖然空污排放仍符合現行法規規範,以F3做為老舊成廠區代表來進行探討,依照煙道排放狀況進行下游機台排放普查,釐清混錯排及風管運轉量現況,同步驗證空污防治設備去除校率及運轉參數設定。歸納出五點主軸,機台內部混氣、風管錯接、源頭高濃度排放、處理系統Capacity不足、處理設備設計老舊校率不佳。特別是處理系統Capacity不足一項,為同時維持工廠運作前提下進行空污改善帶來極大瓶頸。
With the rise of environmental awareness and the evolution of air pollution regulations, TSMC has responded by proposing its ESG net-zero emissions target for 2050. Older factory areas face hard-to-improve flaws in their air pollution control systems, caused by outdated equipment and incomplete backup mechanisms leading to difficulties in maintenance, as well as mixed exhaust duct designs. Although the air pollution emissions still comply with current regulations, using F3 as an example of an old factory area, an inventory of downstream machine emissions was conducted based on flue gas emission conditions, clarifying the current situation of mixed exhaust and duct operation, while simultaneously verifying the removal efficiency and operating parameters of air pollution control equipment. Five main issues were identified: mixed gases inside the machines, incorrect duct connections, high concentration emissions at the source, insufficient processing system capacity, and poor removal efficiency due to outdated design. In particular, the insufficient processing system capacity poses a major bottleneck for air pollution improvement while maintaining factory operations.
1.前言
隨著環保意識抬頭及空污法規的演進,台積電呼應前述,提出ESG 2050年淨零排放目標,不僅新建廠區環評嚴格要求,先進廠區致力於污染物減量技術提升,對於早期空污相關技術及觀念尚未完善而建造的老舊成廠區更是一大挑戰。
老舊成廠區在空污排放系統架構上有著難以改善的硬傷,除了防治設備老舊及備源機制不完全造成停機保養困難,更是有不同種類排氣風管串接混排的設計。雖然空污排放仍符合現行法規規範,但台積電身為業界龍頭典範,提高自我要求與社會責任的使命感更是責無旁貸。
以F3做為老舊成廠區代表來進行探討,依照煙道排放狀況進行下游機台排放普查,釐清混錯排及風管運轉量現況,同步驗證空污防治設備去除校率及運轉參數設定。歸納出五點主軸,機台內部混氣、風管錯接、源頭高濃度排放、處理系統Capacity不足、處理設備設計老舊校率不佳。特別是處理系統Capacity不足一項,為同時維持工廠運作前提下進行空污改善帶來極大瓶頸。
本文重點將以擬訂Capacity不足且需同時維持工廠運作前提下提出改善對策。
2.文獻探討
根據台積公司的空氣污染防治策略,首先是藉由製程合理化減少廢氣裡的污染物含量,其次是使用高效能設備處理廢氣,使排入大氣的污染物量少於(或符合)政府規定。歷年實際檢測結果顯示,空氣污染物排放濃度均遠低於環保署的排放標準。晶圓廠廢氣依據其特性,大致分為酸性排氣、鹼性排氣、酸鹼混和排氣、揮發性有機物排氣等,至於一般機台散熱排氣並不會造成空氣污染。空氣污染防治設備依據污染物的種類特性而有所不同,台積公司針對特定毒性、易燃性及全氟化物(Perfluorinated compounds)等不同製程廢氣,在製程設備端設置現場尾氣處理設備(Local Scrubber),進行吸附、觸媒轉化、氧化、燃燒或電漿等特殊處理。之後,廢氣仍含微量有無機酸鹼成分者,送至中央廢氣洗滌塔再進行水洗中和;仍具有少量有機成分者,則送至揮發性有機廢氣沸石轉輪設備,進行吸附燃燒後,再排入大氣。[1]由公司策略其實不難看出針對空污改善,其實有一套嚴謹的改善順序及方法,惟老舊廠區確實有相對窒礙難行之處須克服。以本次老舊廠區改善為例,管路混排的VOCs便需要進行改管,而改管之後的VOCs亦需要相對應的處理設備。一般而言,VOCs主要用於有機溶劑之塗裝或清洗用途,廣泛使用於半導體業、光電業、汽車業、PU合成皮業、石化業與乾洗業等行業。根據排放管道所排放之主要污染物調查,以異丙醇(IPA)及丙酮(Acetone)為主,其次為乙酸甲氧基異丙酯(PGMEA),其中異丙醇及丙酮排放量約佔總排放量50-80% [2]而沸石濃縮焚化系統處理之設計處理量以及處理濃度,是現行VOCs污染防制設備中最能符合國內「半導體製造業空氣污染管制標準及排放標準者」,同時亦是台積廠區以及新竹科學園區內半導體產業最廣為使用之VOCs污染防制設備[3]。而沸石轉輪濃縮系統搭配高溫焚化系統,可將高流量、低濃度之製程廢氣經由疏水性沸石轉輪進行吸附,對於VOCs去除效率可達90%[4]。沸石轉輪處理系統內部可分為吸附區、再生脫附區以及冷卻區,吸附區一般而言較大,脫附區及冷卻區為兩個較小且面積相等之處理側,面積比例為10:1:1,大部份製程廢氣於轉輪上進行吸附後排出至大氣,少部分製程廢氣經過冷卻區後,與焚化系統進行預熱交換升溫至200℃並回流到沸石轉輪脫附區。而此吸附、脫附交互循環之流程便是沸石轉輪濃縮系統之基本處理架構,沸石轉輪經由此再生程序後可反覆使用。[5]
3.執行方法
3.1 策略藍圖擬定
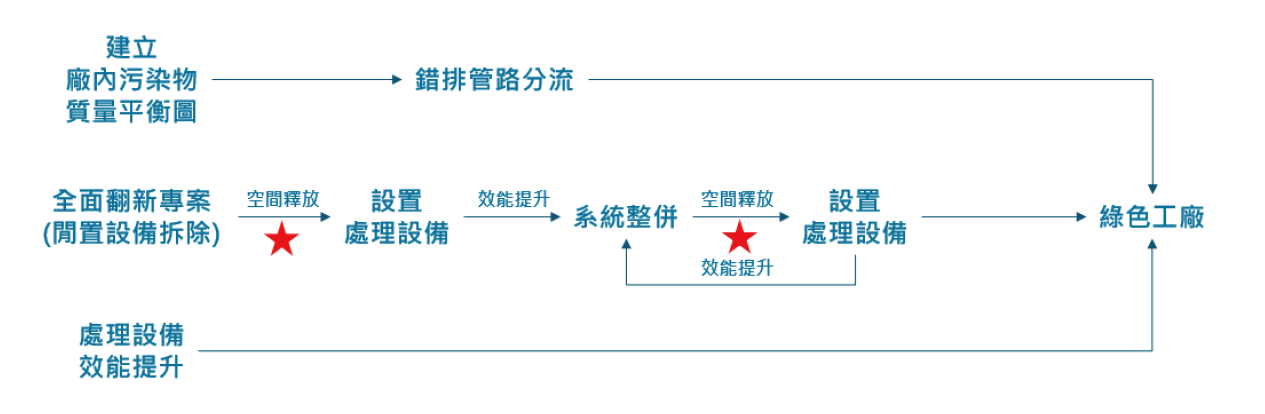
首先為釐清廠區內排放現況,建立大數據資料庫後進行數據分析,剖析關鍵要點並提出三大項改善方針,配合全面翻新專案汰換不良設計解放空間不足問題接續新增處理設備改善量能不足情況,同步檢討既有設備妥善率達效能,大幅度提升改善成效,如圖1所示。
圖1:成廠區空污改善策略藍圖
3.2 建立污染物質量平衡圖
依圖1中進行廠內污染物質量平衡圖,在此以F3 D-line 污染物質HF舉例說明,結果如圖2,利用TLD-1手持式偵測儀與風速計配合管路管徑換算風量。
圖2:F3 D-line HF 廠內污染物質量平衡圖
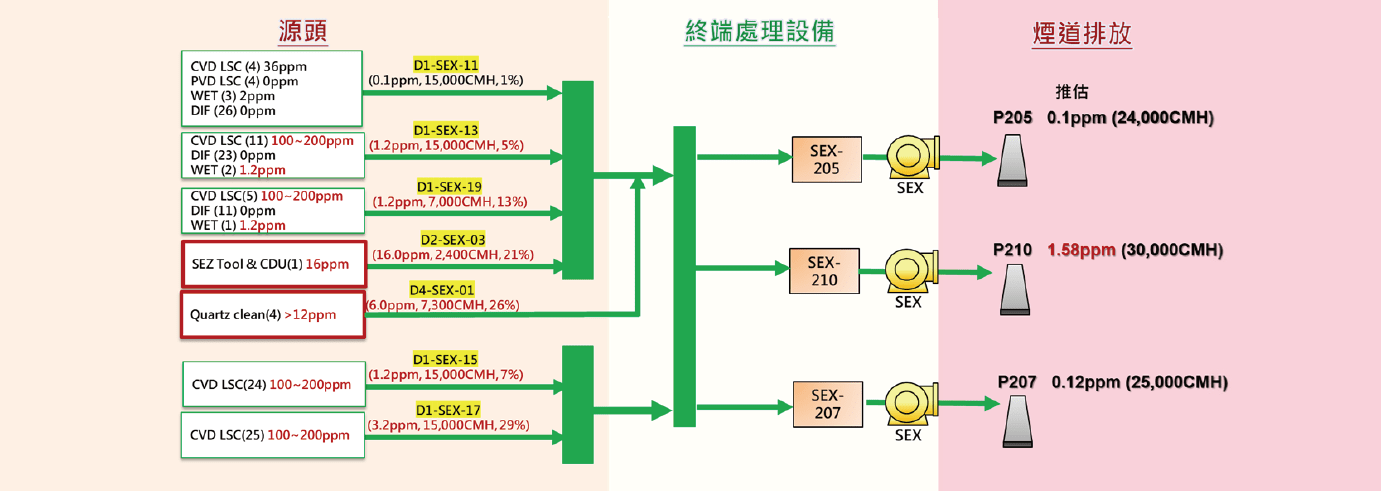
依式1方法,統計出各風管污染質HF質量排放量,找出高污染排放貢獻來源,其中分出兩種排放型式:➀高濃度低排放流量;➁低濃度高排放流量。進行現址式處理設備安裝進行前處理降低中央式處理設備處理Loading。

3.2.1 錯排管路分流
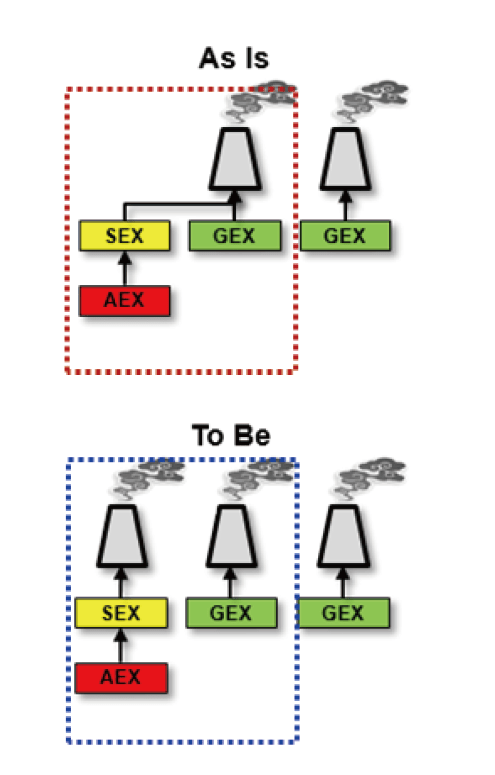
依據空污申報法規檢討排放煙囪模式,固定式污染源公私場所處理設備處理設備之排放管道,需依法申報排放量。檢視F3 D-line排放管道為空污防制處理設備(SEX&AEX)與一般排氣(GEX)共用排放管道,以致申報排放量需將一般排氣(GEX)一併加入申報排放量中,造成排放量計算增加與排放濃度稀釋問題。經檢討排放管道設計後如圖3所示,進行排放管道分流解決上述問題。
圖3:F3 D-line 煙囪排放流向示意圖
3.2.2 錯排管路改管
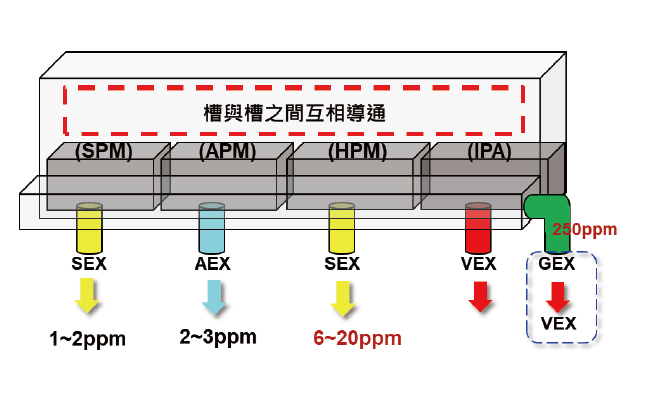
依照改善對策-廠內污染物質量平衡圖建立完成後,F3 C-line GEX Submain濃度 > 3ppm,經THC移動式分析儀查證為Wet Bench IPA槽溢散至環境排氣(GEX),量測NMHC高達250ppm。與設備確認為Tool 分隔槽設計先天缺失無法修改後,決議將GEX排氣改接至VEX經沸石轉輪處理系統後排放。至於經HPM槽排入SEX之IPA廢氣,未來將設置Local Wet Scrubber進行酸性氣體前處理後接至VEX系統以達改善目標。(圖4)
圖4:F3 Wet Bench 機台內部與排放風管NMHC污染貢獻示意圖
3.3 全面翻新專案-設置LWS處理設備
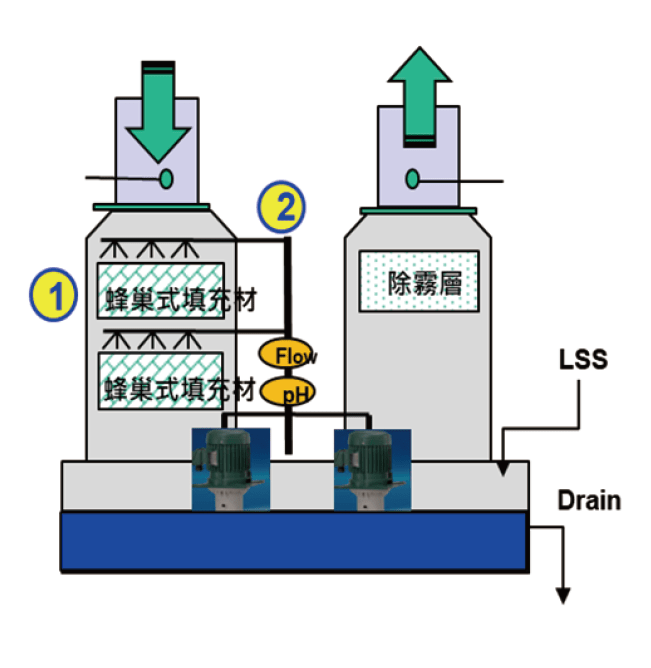
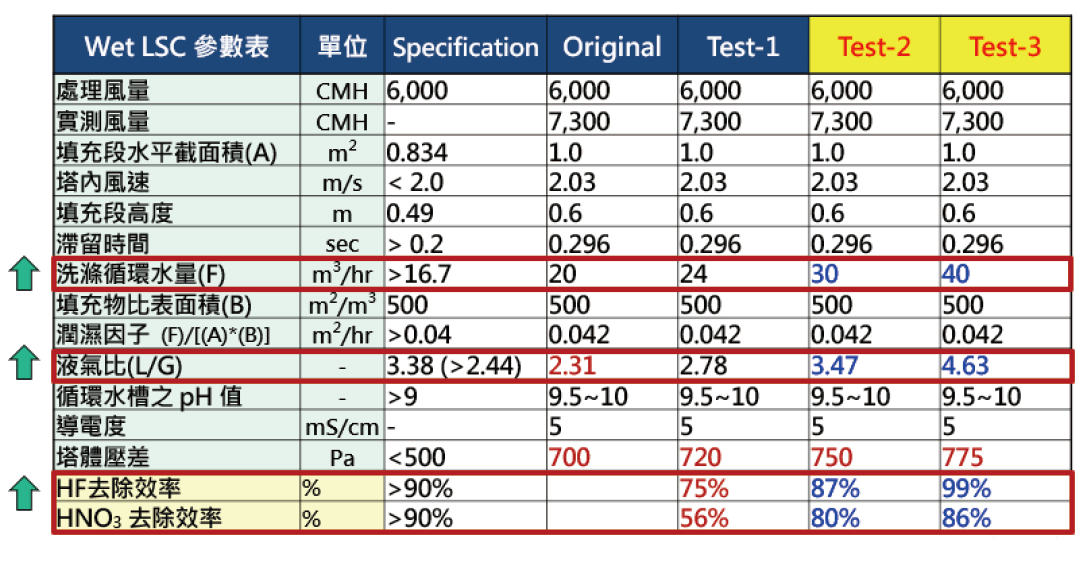
針對高濃度排放污染源處理對策,在這以圖2污染源頭Quartz Clean改善舉例,本文以現址式LWS填充層材質變更進行效率提升方法來達排放減量之目標。如圖5所示,LWS為立塔設計將標示(1)&(2)部分填充材由傳統拉西環(97 m2/m3)變更為比表面積較大的蜂巢式填充材(Honeycombs 500 m2/m3)替代可有效增加氣體與液體接觸面積,並進行液氣比參數調整實驗找出最佳處理效率參數。實驗結果於章節結果與分析說明。
圖5:現址式洗滌塔-搭配蜂巢式填充層設計圖
3.3.1 全面翻新專案-VOC系統整併與擴充汰換
F3 VOC處理設備共有兩種廠牌,分別為立技&華懋,兩者關鍵性差異為華懋可水洗轉輪,立技則不行。此差異造成立技VOC有兩點關鍵缺點:➀不可水洗則沸石轉輪材留之高沸點物質無法排除,隨著使用年限上升去除效率隨之下降;➁因前項缺點,高沸點有機物質(PGME、MEA、ACT690)不能經由立技VOC處理。導致廠區VOC Back up上複雜度上升,且無法有效利用VOC Capacity,舉例 : 華懋VOC停機PM時,無法利用立技VOC進行 Backup。
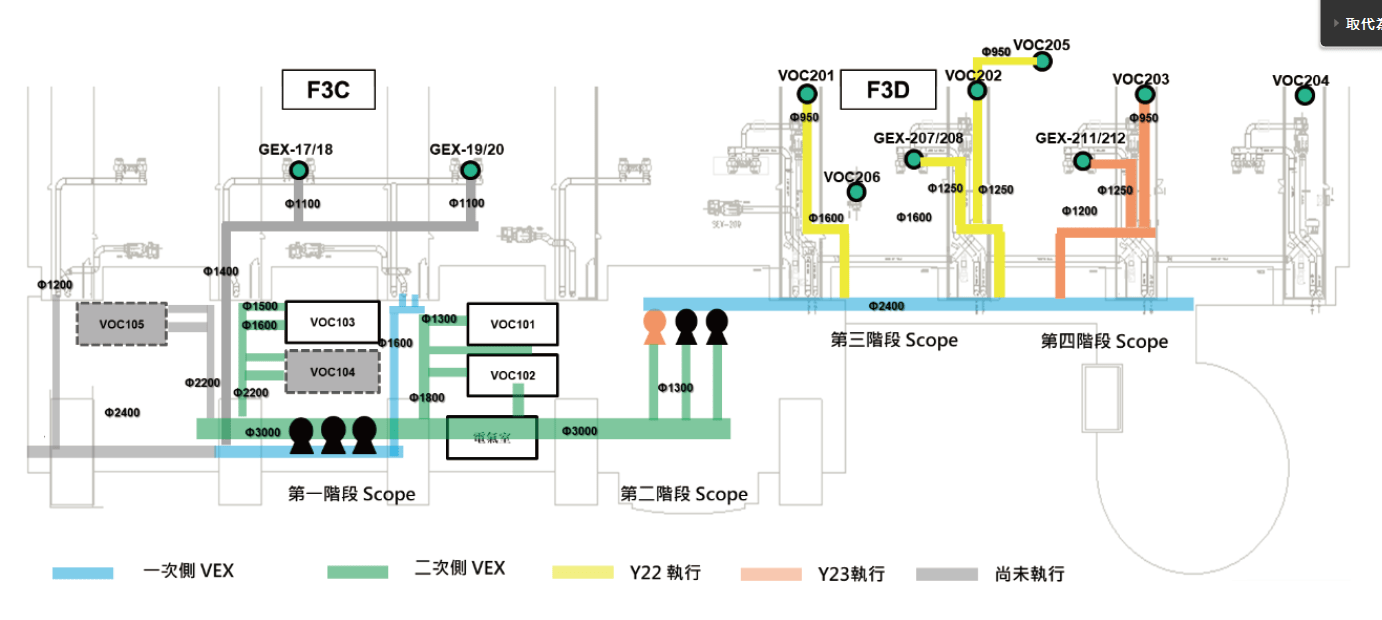
為改善上述等問題,比較了新廠區的VEX/VOC系統架構設計,發現F3廠VEX並無一次側Header如圖6所示,一次側Header有兩個優點:➀VOC故障跳脫時,因一次側風車仍穩定提供用戶端VEX壓力,可避免壓力波動造成現場生產Impact的狀況;➁承前一點,VOC切換保養時可由VOC開關流程自動停開機,不會影響現場壓力,可大量減輕PM切換機人力負擔。依照計畫逐年進行Submain及VOC本體擴充整併,如圖7所示。
圖6:F3 VEX排放系統說明
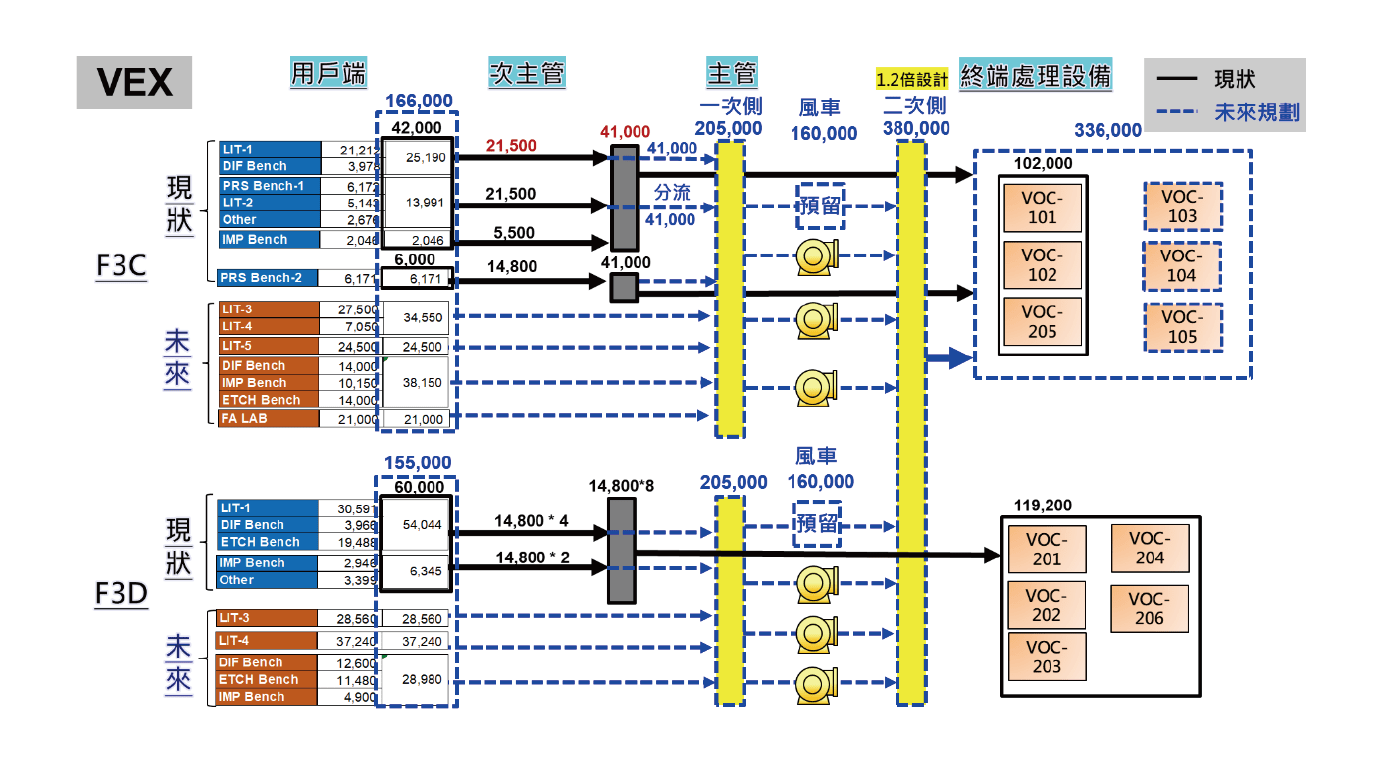
圖7:F3 VOC系統整併與汰換計畫示意圖
3.3.2 處理設備效能提升-Central Scrubber By Pass改善
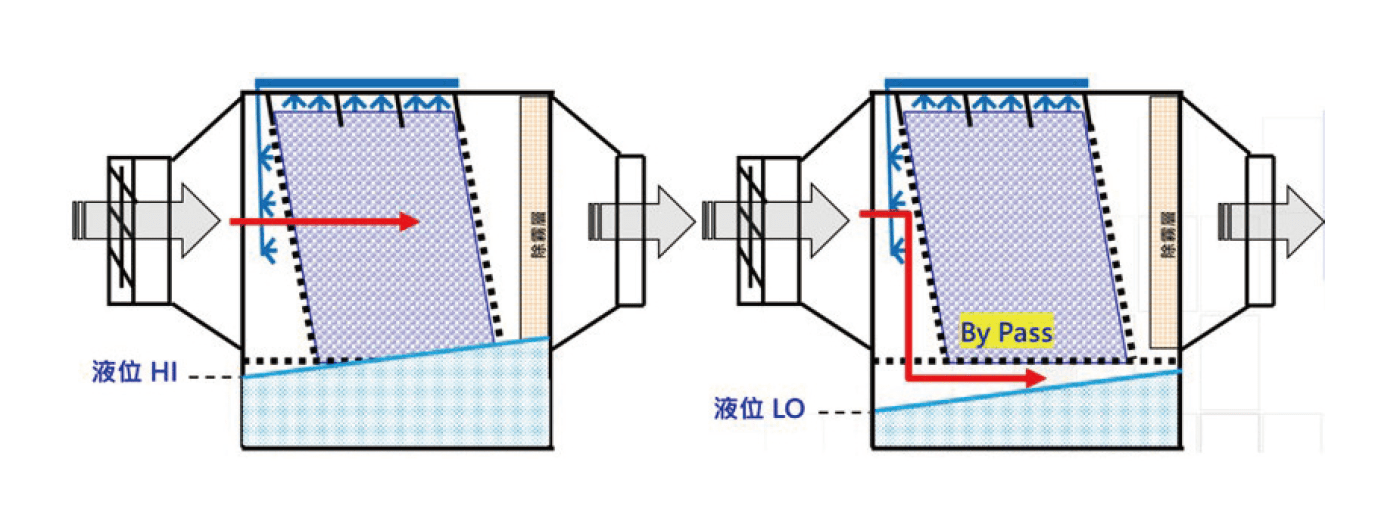
除了源頭改善以及處理設備擴充之外,同步檢視既有空污防制設備效率,並進行問題改善,這邊舉例Central Scrubber by pass短流改善進行說明,針對排放管道濃度超標之煙道,下游Central Scrubber進行週期性排放濃度量測,發現有時好時壞的狀況,停機PM與運轉觀察後發現,Sump液位高低時,塔體壓差會有相應的變化,液位高壓差高,液位低壓差低的狀況。此現象為填充層底板為格柵孔型式,如圖8所示。因液位低將造成製成廢氣由底板格柵孔短流至Central Scrubber出口端排出,此現象將造成製程廢氣未經過填充處理直接排出,導致煙道排放濃度上升之主因。在本文提出將填充層前後格柵底板進行盲封達解決by pass短流的現象根解。
圖8:F3 Central Scrubber By Pass示意圖
4.結果與分析
承3.3章節,進行LWS填充材Honycombs液氣比參數實驗,本實驗以處理風量、pH、導電度為固定因數,分別為風量7300CMH、pH9.5~10、導電度為5ms/cm,調整循環水參數為變數,分三組流量24、30、40m3/hr進行液氣比對於HF、HNO3去除效率對照,結果如表1。可以得證液氣比與去除效率關係,液氣比越大去除效率越好。在循環水流量40m3/hr的狀況下,HF去除率可達99%。
承3.3.2章節,Central Scrubber短流改善,共分Sump液位Hi及Lo為兩對照組,來進行Scrubber HF去除效率驗證。在Hi液位無短流的情況下,HF去除效率可達91.63%,Lo液位的情況下去除效率則只有46.64%。以上述實驗可證明,格柵底板安裝防止短流是有實質性效益的。(表2)
| 煙囪編號:P102 | 第一次 | 第二次 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| CSR No. | Sump Level | 檢測物 | 入口濃度(ppm) | 出口濃度(ppm) | 去除率 | 入口濃度(ppm) | 出口濃度(ppm) | 去除率 | 平均去除率 |
| SEX103 | HI | HF | 2.203 | 0.203 | 90.92% | 3.264 | 0.251 | 92.34% | 91.63% |
| LO | 2.304 | 1.335 | 42.27% | 3.143 | 1.542 | 51.00% | 46.64% | ||
5.結論
老舊成廠區雖然在系統設計上缺陷、空污防制設備老舊、源頭混排錯排等等諸多問題,但仍然可以參考本文建立質量平衡圖來了解廠區污染來源分布,在進行改善藍圖的擬定,逐步抽絲剝繭,追根朔源找出解決之道。
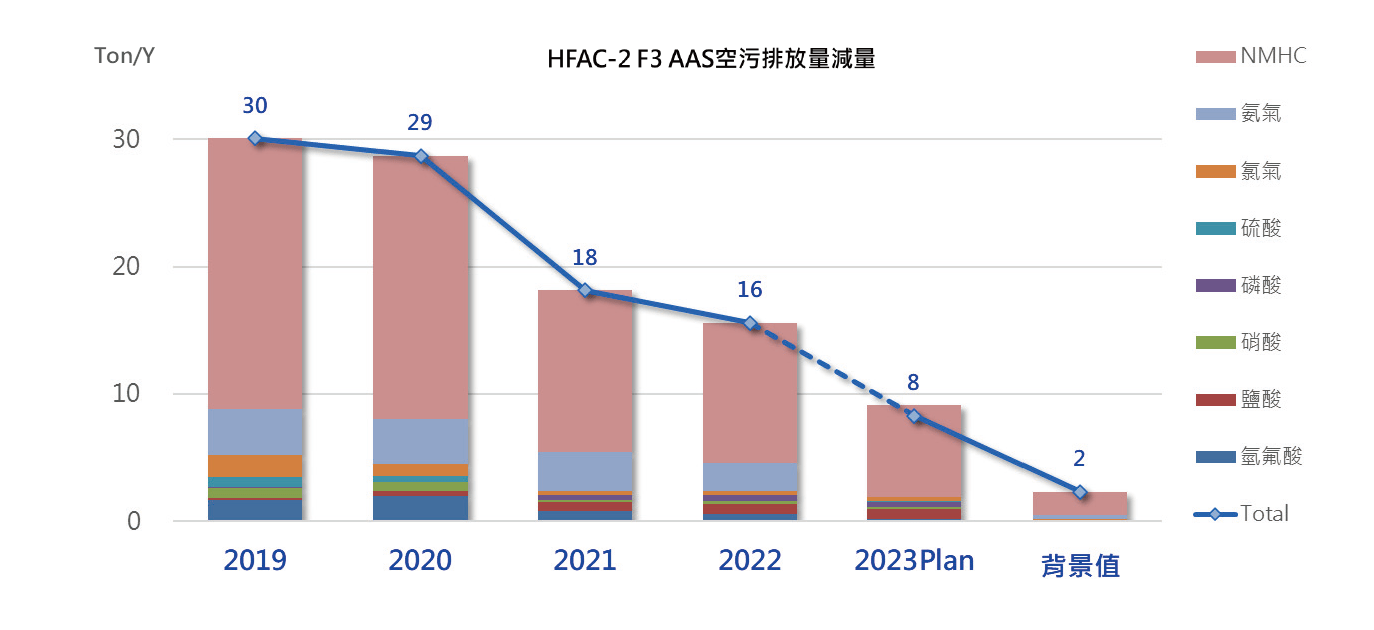
依本文所註寫,主要探討對象台積三廠依上述步驟進行空污排放改善,自2019至今,年排放噸數從每年30噸減量至16噸,如表3所示,達46%的削減量。亦期許台積電在ESG理念的道路上持續努力,為社會責任做業界的楷模。
參考文獻
- 許芳銘,半導體業污染防治與管理─台積公司為例。
- 張書豪,科學園區空氣污染物排放特性之探討,1999。
- 白曛綾,沸石濃縮轉輪焚化系統操作績效自我評估管理制度,2003。
- 許菁珊,沸石對於光電產業揮發性有機化合物之吸脫附研究,2006。
- Mitsuma, Y., Ota, Y., Kuma, T., Hirose, T., "Practice of The VOC Abatement by Thermal Swing Ceramic Monolith Adsorbers," Proc. 4th Japan-Korea Syposium on Seperation Technology, p479-482, Tokyo. Japan, 1996.
留言(0)