摘要




本計畫設計了一套特殊製程氣體之品質監控系統(SGQCS),以補足目前特殊氣體在所有生產原物料中品質監控較弱的一環。此系統結合了現有的氣瓶櫃(GC),再由一個選擇箱體(Select Box)、一套分析儀器主體及一個氣體除害設備(Scrubber)所組成。藉由選用不同類型的分析儀器,這套系統可於鋼瓶更換後切上線供應之前,先對原物料氣體鋼瓶內之水分、微氧量、金屬離子等不純物做預先檢測,而對於混合氣體鋼瓶,也可先針對氣體組成濃度做篩檢,為特殊氣體供應系統增設一道監視器,做為供應至生產機台之前的最後把關。本文將針對SGQCS的系統架構做說明,並針對相關之分析儀器原理進行介紹。
前言
隨著半導體製程的演進,電晶體的線寬日漸微縮,生產原物料品質對製程良率的重要性,相較於過去的成熟製程更顯重要,任何一點品質異常如不純物質提高、供應壓力變化、及供應濃度的改變等,均可能對線上生產良率造成劇烈影響。
目前公司在生產原物料品質控管上,主要有以下把關程序。首先為供應商所提供之原物料檢驗報告(Certification of Analysis, COA)。公司內部的原物料品質暨可靠度管控部門(Incoming Material Quality & Reliability control, IMQR)會請原物料供應商,在出貨前先對自家產品進行自我檢測,並提出原物料的COA,於入廠後交由品管人員做第一道把關。接著廠務端會利用進料品檢(Incoming Quality Check, IQC)對進廠原物料品質作再次確認,確保原物料由供應商端運送至公司內的這段期間,品質未受其他因素影響。常見的IQC有大宗氣體(Bulk Gas)的水氧分析儀,以及用來量測大宗化學品(Bulk Chemical)中金屬不純物濃度的感應耦合電漿質譜儀(Inductively Coupled Plasma Mass Spectrometry, ICP-MS)。即使有了COA及IQC兩道品質防護關卡,還是可能因為管路閥件損耗,或是氣體純化器故障等因素,造成原物料品質在供應的過程中發生異常,此時就須藉由連續品質監控儀(Continuous Quality Check, CQC),讓廠務工程師能及早作出應變,降低對線上生產的影響。常見的CQC包括,大宗氣體所使用的微粒計數器(Particle Counter)、化學品供應系統的定期手動取樣分析、化學品混酸系統的濃度分析、化學研磨液的pH與比重即時監測等。
表1為各類型生產原物料的品質控管彙整,由該表可看出,除了特殊氣體之外,其餘所有的生產原物料均有IQC或是CQC用來控管品質。特殊氣體中,僅有少部分的混氣系統(Mixer)如4% H2/N2、1% GeH4/H2有即時濃度監測,其餘以鋼瓶供應之特殊氣體僅能單靠COA來為其內部的不純物品質或是混合氣體濃度品質把關,是目前所有生產原物料中,品保方面較弱的一塊。
|
Production Material |
COA |
IQC |
CQC |
|
|---|---|---|---|---|
|
English |
中文 |
|||
|
Bulk Gas |
大宗氣體 |
V |
V (水氧分析儀) |
V (水氧分析儀, 微粒計數器等) |
|
Specialty Gas |
特殊氣體 |
V |
NA |
NA (僅少數混氣系統有即時濃度監測) |
|
Bulk Chemical |
大宗化學品 |
V |
V (ICP-MS) |
V (定期手動取樣送樣分析) |
|
Drum Chemical |
桶裝化學品 |
V |
NA |
V (定期手動取樣送樣分析) |
|
Mixing Chemical |
混酸類化學品 |
V |
NA |
V (濃度、導電度分析儀) |
|
Slurry |
化學研磨液 |
V |
NA |
V (pH 、比重分析儀) |
氣體原物料中常見的不純物指標有水分、氧氣、金屬離子、碳氫化合物及微粒子等,其中又以水分最常影響供應系統,而腐蝕性氣體類的供應系統則是水分的頭號受害者。供應商在填充原物料鋼瓶或是廠務端執行鋼瓶更換時,若執行管路沖吹(Purge)的步驟不確實,會導致水分殘留於鋼瓶內或氣櫃盤面的管路中。原物料供應商若將殘氣鋼瓶拖回生產廠未做適當處裡,甚至還會造成鋼瓶內水分累積。水分不純物和腐蝕性氣體反應會產生各種會腐蝕閥件的強酸,不僅會使閥件內漏影響供應品質,閥件洩漏至環境中造成工安危害也時有所聞。除此之外,腐蝕性氣體碰到水分後,會被解離為H+及OH-子,而這些離子也易於和接觸到的化學材料產生氧化還原反應,進而影響製程良率。除了氣體中的不純物之外,以混合氣體形式供應的氣體,其氣體濃度也對製程良率有相當程度的影響,而且通常這些由濃度異常所造成的製程缺陷都是不可逆的,影響更甚於氣體中的不純物。
綜觀上述可知,在迎接未來半導體先進製程的眾多挑戰之中,補足特殊氣體的品質監控將會是相當重要的一環,其中又以水份不純物以及混合氣體濃度為首要的監測標的。
文獻回顧
水分分析儀
常見的水分分析技術主要有分光光譜分析法(Spectro-scopic)、質譜分析法(Mass Spectrometry)、震盪式石英晶體微量天秤(Oscillating Quartz Crystal Microbalance)、冷鏡面式水分分析儀(Chilled Mirror Hydrometer)、電容式感測器偵測技術(Capacitor-based Sensors)及電解式水分分析儀(Electrolytic Hygrometers) (Funke et al. 2003)。目前廠務端用來監測大宗氣體的水分分析儀即為電解水分的原理。上述這些技術均已發展的相當成熟,然而若需將這些技術應用於具有各種特性的特殊氣體分析上,則需將發展重心放在內部零件材質的選用或是表面塗布(Coating)技術上,來避免零件或是感測元件和特殊氣體產生反應進而損耗(Handley, 2001)。
氣體濃度分析儀
傳統的即時氣體濃度感測器主要是利用近紅外光(Near-infrared, NIR)分光光度法(Spectrophotometry)進行量測(Minami, 2013; James, 1994),然而此方法的量測解析度已無法滿足線寬日漸微縮的先進製程。後續業界則開發出了另一種藉由量測超音波反射衰減強度,來推算氣體濃度值的聲波控制系統(Acoustic Control System, ACS)。過去英特爾公司內即有工程師利用此套技術,穩定地量測並控制了B2H6/H2與GeH4/H2的混氣濃度,進而於製程上獲得良率的改善(Woods et al. 2006)。目前公司內的1% GeH4/H2混氣系統也使用了相同的技術,使濃度可穩定地控制在±15ppm範圍內的水準(劉與黃,2015)。然而此技術的量測精確度會受制於混合氣體兩者之間的分子量差異,分子量差異越大量測精準度越高,反之精準度會下降(Logue et al. 2004)。近期則有日本科學家開發出了另一種量測精確度可達±10ppm的量測技術,其主要係利用UV光分光光度法搭配電流放大器迴路的相關原理(Ishii et al. 2016),然此技術尚未商用化。
計畫方法
本計畫將規劃兩階段的SGQCS設置計畫。第一階段的偵測重點將放在最常影響供應系統的水分不純物,以及若濃度異常會造成製程不可逆缺陷的混合氣體濃度。微量濃度分析儀器造價高昂,一套動輒百萬甚至千萬,因此在成本考量下,本計畫將先針對此兩項監測標的進行設置。待整套系統運作成熟後,第二階段的量測目標將放在易與可燃性氣體產生燃燒反應,對廠內工安存有潛在風險氧氣,以及分析儀成本相對較低的碳氫化合物不純物。另外常見的微粒技術器以及量測金屬不純物的ICP-MS,則分別因為量測時耗氣量過大以及造價成本過於高昂之因素,暫時未列於目前的分析計畫內。本文接著將針對SGQCS的運作流程進行說明,同時也會針對第一階段將選用的水分分析儀以及混合氣體濃度分析儀,兩種儀器的特性及量測原理進行簡介。
系統簡介
SGQCS
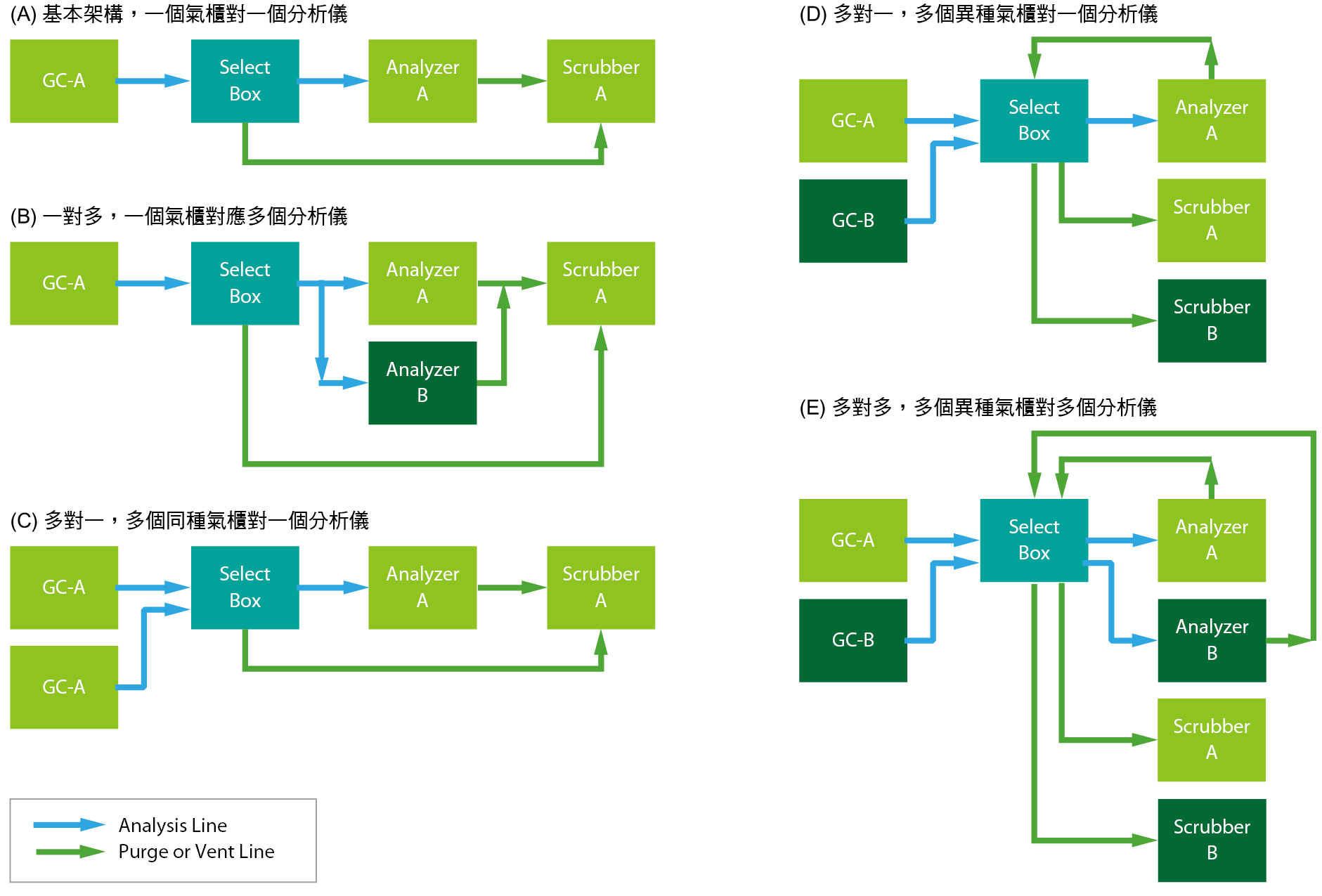
為SGQCS的基本架構。該系統由既有的氣瓶櫃銜接至一個選擇箱體(Select Box),再結合一套分析儀器主體與一個氣體除害設備(Scrubber)所組成。
氣體選擇器(Select Box)
氣體選擇器第一個主要功能為用來將待測氣體切換至分析路徑(Analysis Line, AL),或是管路淨吹路徑(Piping Purge Line, PPL),以確保分析結果不受管路內殘留的不純物質影響。在開始分析之前,氣體選擇器會先讓氣體經由PPL將管內可能殘留的雜質或是上一次分析完後殘餘的氣體淨吹乾淨。這些淨吹後的特殊氣體會直接排入氣體除害設備(Local Scrubber)以去除其毒性,之後再統一排放至廠內的中央廢氣處理系統(Central Scrubber)。淨吹完畢後,氣體選擇器會將待測氣體切回AL,讓氣體送入分析儀器內進行量測,分析過後的氣體一樣會經由氣體除害設備後,再排入中央廢氣處理系統。
氣體選擇器第二個主要的功能就是讓多種特殊氣體共用一套分析儀,或是一種特殊氣體共用多套分析儀。如此除了可以大大地降低初期的建置成本之外,也可降低後續運轉單位對機台保養的工作負擔。如 圖1(B)-(E)所示,藉由氣體選擇器的切換,SGQCS尚有其他四種不同的分析組合,分別為一對多(一種GC對應多個分析儀)、多對一(多個同種類GC對應一個分析儀,或是多個不同種類GC對應一個分析儀)以及多對多(多個不同種類GC對應多個分析儀)。
圖1、各類型之SGQCS系統架構圖
水分分析儀
本計畫選用的水分分析儀為德國CMC公司所生產的TMA系列機型。相較於一般僅用於惰性氣體的水分分析儀,該套儀器因使用特殊的五氧化二磷(P2O5)感應器,搭配特殊材質的感應器外殼,如適用於量測Cl2的蒙鎳合金(Monel),以及適用於量測HCl的哈氏合金(Hatelloy),再加上內部所有的管件均為抗酸鹼的PVDF及PFA材質,故可用於腐蝕性氣體的分析。
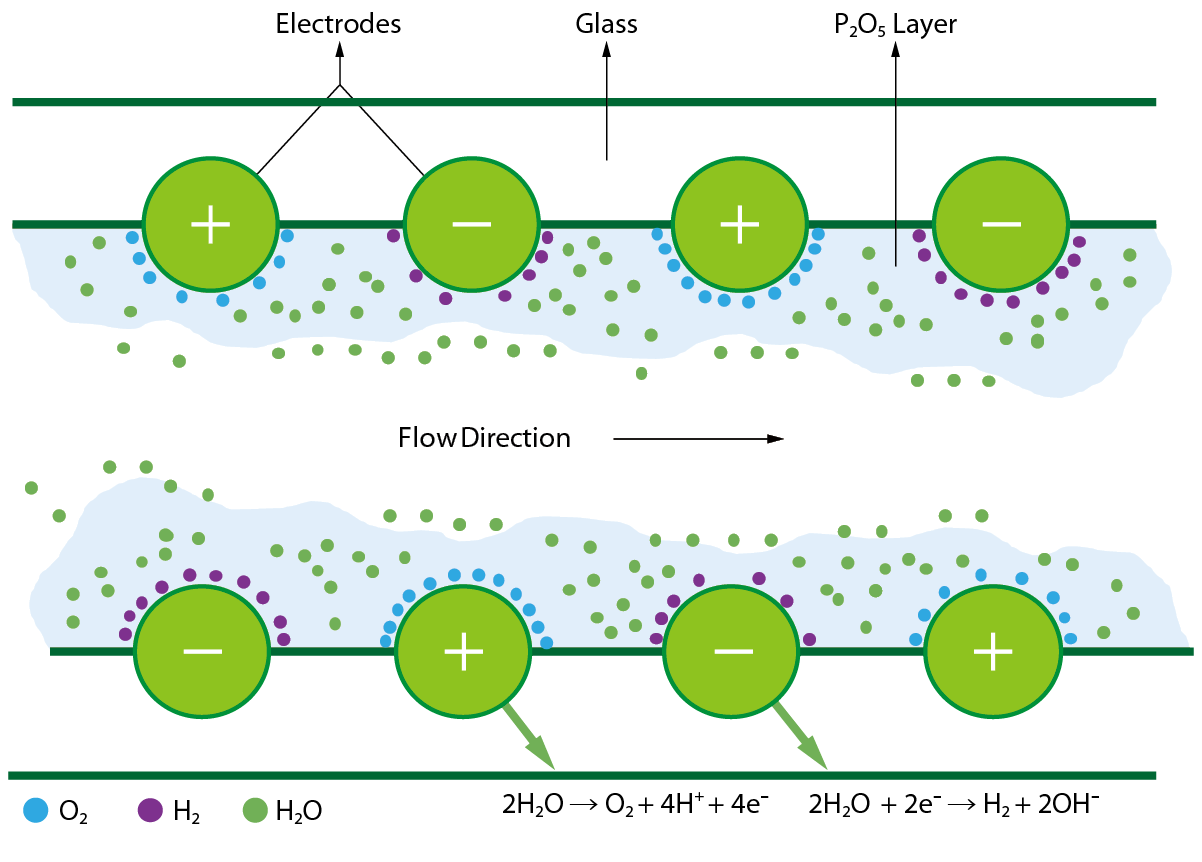
圖2為P2O5感應器量測示意圖。此感應器主體為一隻穿插鉑金電極線的玻璃管,電極線表面塗佈了一層P2O5溶液。P2O5為一種具有極強力吸水性的物質,當待測氣流通過時,其中的微量水分子會被P2O5所吸附,靠近正極的水分子會被通有電流的電極解離成氧分子、H+離子及電子,解離出來的電子則會進一步被帶到負極跟水分子進行反應生成氫氣與OH-離子。從正極被帶到負極的電子,會使原本電極線中的電流增加,藉由量測此增加的電流,搭配法拉第定律,即可換算出待測氣體中的水分含量。
TMA水分分析儀的操作流量為20 SL/hr,若以一支47 L瓶壓為1000 psig的鋼瓶來估算,在連續監測的情況之下,約在第六天整隻鋼瓶中的90%氣體就會被消耗於分析中,造成僅剩10%氣體可供應的本末倒置情況。基於氣體耗損量的考量,本計畫將規劃依照殘瓶剩餘量分次分析,當瓶內氣體剩餘量分別為100%、80%、60%、40%、20%時各分析一次,每次分析1小時,如此耗用於分析的氣體量會大幅降低至總鋼瓶氣體量的3.1%。
圖2、P2O5水分感測器示意圖
混氣濃度分析儀
在混合氣體濃度這部分,本計畫所選用的分析儀為Veeco公司所生產的Piezocon氣體濃度感測器。此分析儀目前已廣泛用於許多半導體廠內的混氣系統,其最大特點為分析濃度相當精準,其偵測極限可達±30 ppm,且因其分吸原理係利用聲波反射,不會直接和待測氣體接觸,故不會造成氣體耗損。
圖3為Piezocon量測器的量測原理示意圖。如圖所示,分析儀內部主要由兩個相互平行的圓形平板所構成,其中一個為訊號傳遞板(Transmitter)而另一個為聲波感測板(Receiver),兩者之間的間距為10mm。當待測濃度的氣體進入此兩平板所夾的空間後,Transmitter會產生出一強度約為2MHz的聲波訊號,使聲波經由平板之間的氣體介質傳遞至Receiver,完成接受第一次的訊號接受,接著再經由一次Transmitter的聲波反射,使Receiver接受第二次訊號。由於聲波穿過介質以及經由Transmitter反射時,部分能量會被吸收,使聲波能量降低,因此系統可藉由聲波訊號的強弱來區別Receiver所接受到的第一次及第二次訊號。最後系統再藉由兩次訊號接受到的時間差,推算出氣體濃度值。
圖3、Piezocon量測器之量測原理示意圖(圖片來源:Lorex Industries, Inc.)
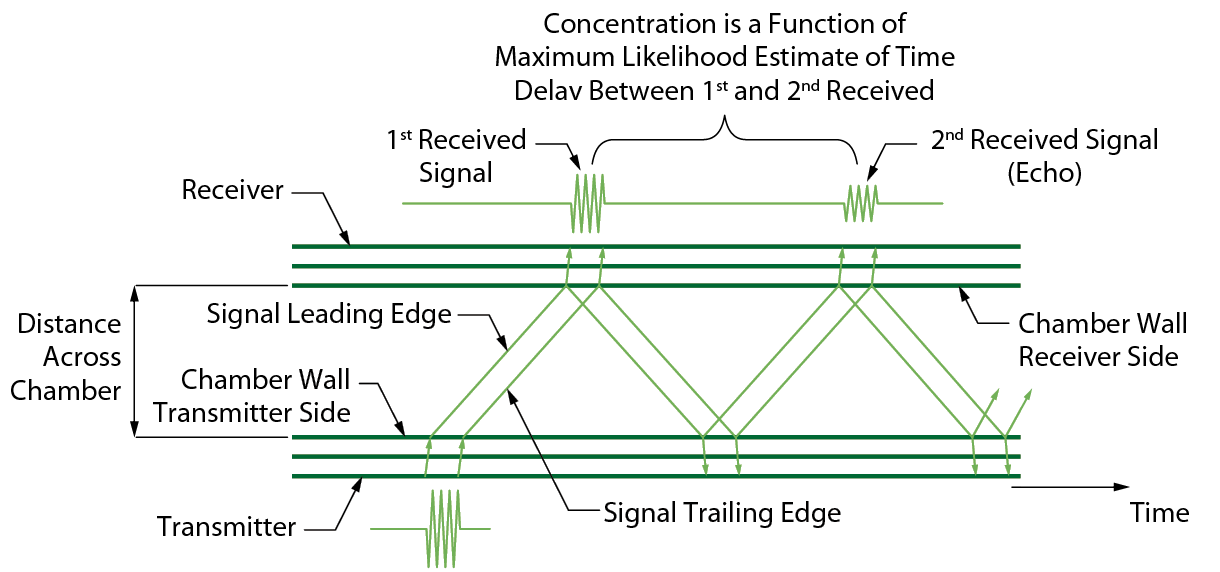
圖4為Receiver之訊號接受圖,由圖可看出系統可利用接受到兩次聲波訊號之振幅峰值差異,來判讀接收此兩訊號的時間差。
圖4、聲波腔濃度即時量測器之訊號接受圖
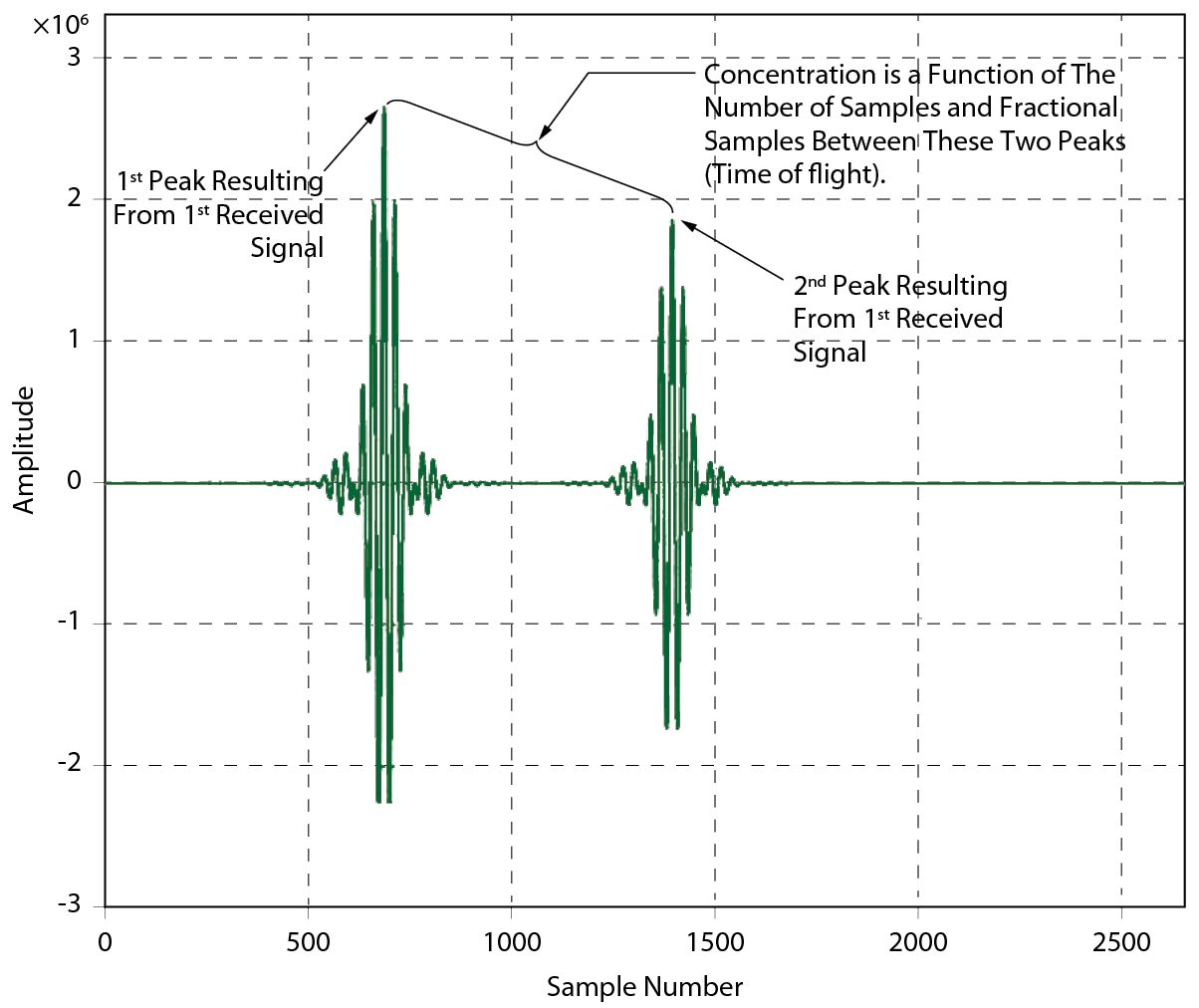
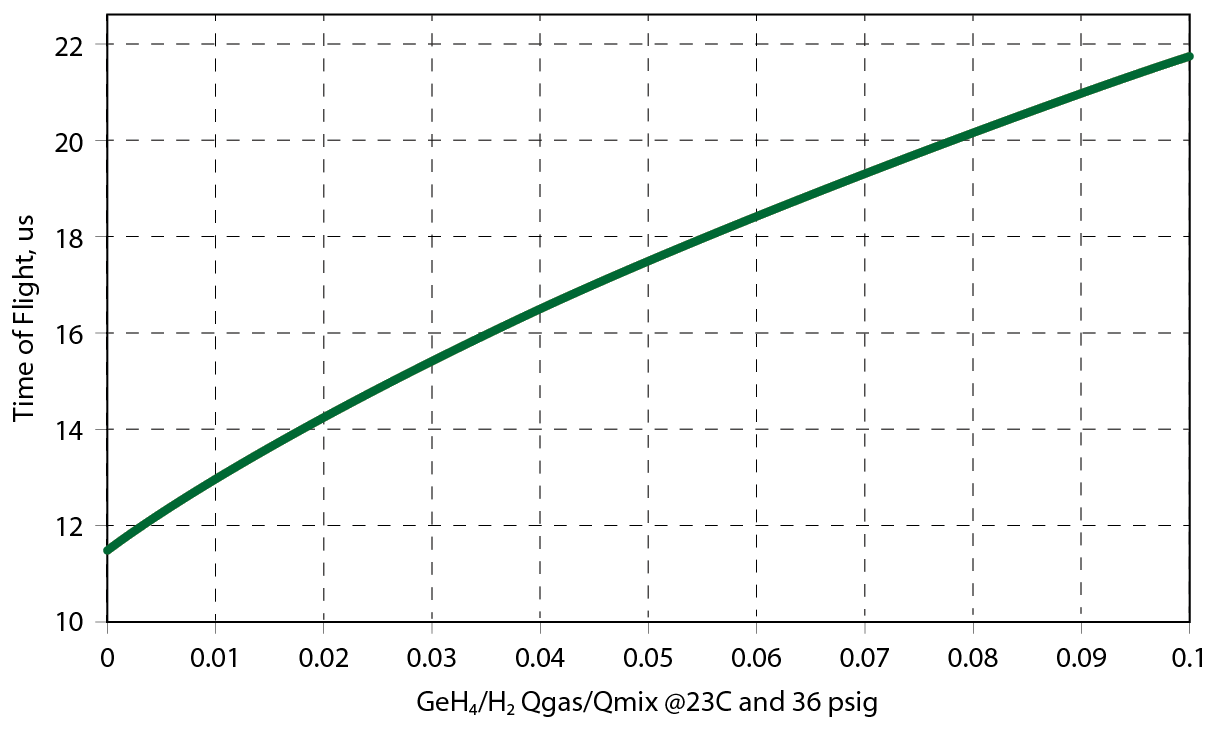
圖5則為過去混氣系統設備商針對Ge/H2混氣濃度和Receiver訊號接收時間差所做出之關係圖。結果顯示,混氣濃度和Receiver的訊號接受時間差之間,有一良好的正比且幾近線性之關係。
圖5、Receiver接收聲波之時間差和Ge/H2混氣濃度間之關係圖
結論
本計畫針對鋼瓶供應之特殊氣體設計了一套品質監控系統,以補足特氣相較於其他生產原物料在品保方面較弱的一環。在監測標的對工廠生產影響嚴重性、初期設置成本以及分析氣體耗損量等多方考量下,本計畫將先針對水分以及混合氣體濃度兩種分析儀進行建置。待品質監控系統運作上軌道後,後續將陸續加入第二階段的微氧以及碳氫化合物等不純物分析儀器。雖微粒計數器及ICP-MS分別因耗用氣體量過大及初設成本過高,暫時未被列入設置考量中,但由於此兩項不純物標的對工廠生產良率存在著一定的影響性,故本計畫仍持續與相關供應商合作開發中,以期未來能發展出符合需求的機型,將特氣品質監控建置得更臻完備,以面對以後更先進製程的挑戰。
參考文獻
- Funke, H. H., Grussom, B. L., Mc Grew, C. E., Raynor, M. W., (2003), Techniques for the measurement of trace moisture in high-purity electronic specialty gases. Review of Scientific Ins-trument, 74, 3909. doi: 10.1063/1.1597939.
- Handley, J., (2001), Product Review: Quartz Crystal Micro-balance–Some new innovations stand alongside the standard, reli-able workhorse. Analytical Che-mistry, 73, 225A.
- Minami, M., (2013), Vapor Concen-tration Control System for Bubbling Method, HORIBA Technical Journal “Readout”, 41.
- O’Neill, J. A., Passow, M. L., Cotler, T. J., (1994), Infrared Adsorption Spectroscopy Applications, Journal of Vacuum Science & Technology, A12, 839.
- Woods, T. W., Zhou, Y., Domin-guez, S. D., Carey, R. D., (2006), Improvement of Dopant Concen-tration Control with Acoustic Control System for B-SiGe Epitaxy Deposition, ECS Transactions, 3(7) 215-217.
- Logue, R.et al., (2004), Deposition Rate Control During Silicon Epitaxy, Semiconductor International.
- Jerri Jefferies, Product Quality Improvement with Correct Moisture Measurement in Thermal Processes Using Electrolytic Hygrometers.
- Ishii, H., Nagase, M., Ikeda, N., Shiba, Y., Shirai, Y., Kuroda, R., Sugawa, S., (2016), A High Sensiti-vity Compact Gas Concentration Sensor using UV Light and Charge Amplifier Circuit, IEEE SENSORS.
- 劉俊男、黃介然,(2015),一個新穎的穩定濃度供氣技術:高活性劇毒氣體的應用。
留言(0)